执行系统设计
呼和浩特石化生产执行系统_MES_的设计与实施
呼和浩特石化生产执行系统(M ES )的设计与实施Ξ高兴彦1,李玉华2(1.兰州石化公司自动化研究院,甘肃兰州 730060;2.呼和浩特石化公司生产运行处,内蒙古呼和浩特 010070) 摘 要:简述了呼和浩特石化信息技术现状和生产执行系统(M ES )的应用需求,介绍了M ES 实施中的系统设计,并详解了主要应用功能的实现方式。
关键词:M ES ;现状;需求;设计;实施1 引言呼和浩特石化公司是中国石油下属的地区公司,是以二连原油、长庆原油为主要原料,从事炼油与化工生产的大型石油化工企业。
呼和浩特石化公司M ES (M anufactu re Execu 2ti on System ,生产执行系统,简称M ES )项目于2008年10月10日正式启动。
项目实施团队充分调研了呼和浩特石化信息技术现状和需求,设计了一套科学、实用的M ES 系统。
项目在经历了现状及需求分析、详细设计、用户培训及系统上线等几大实施阶段后,于2009年6月18日成功上线运行。
2 M ES 应用系统框架M ES 是一组智能的信息系统应用,定位于计划管理层与底层控制层之间的生产层,用以协助业务人员以最经济的方式管理和优化工厂的生产运行。
M ES 在国外首先应用于制造行业,后来逐步引进到国内钢铁行业、有色金属行业、石油化工行业。
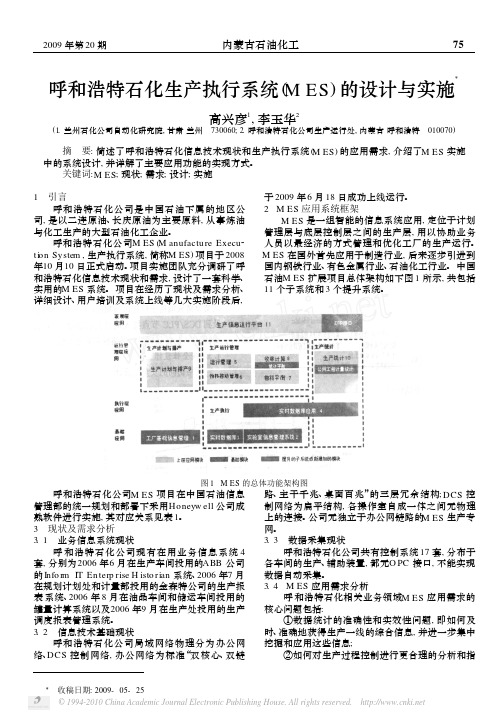
中国石油M ES 扩展项目总体架构如下图1所示,共包括11个子系统和3个提升系统。
图1 M ES 的总体功能架构图 呼和浩特石化公司M ES 项目在中国石油信息管理部的统一规划和部署下采用Honeyw ell 公司成熟软件进行实施,其对应关系见表1。
3 现状及需求分析3.1 业务信息系统现状呼和浩特石化公司现有在用业务信息系统4套,分别为2006年6月在生产车间投用的ABB 公司的Info r m IT En terp rise H isto rian 系统、2006年7月在规划计划处和计量部投用的金森特公司的生产报表系统、2006年8月在油品车间和储运车间投用的罐量计算系统以及2006年9月在生产处投用的生产调度报表管理系统。
基于SpringBoot的MES生产制造执行系统的设计与实现开题报告
基于SpringBoot的MES制造执行系统设计与实现开题报告一、研究的背景与意义:随着制造业的发展和技术的不断进步,制造企业面临着生产效率低、成本高、质量控制不精确等问题。
为了提高制造业的竞争力,许多企业开始引入制造执行系统(MES)来管理和优化生产过程。
基于SpringBoot的MES制造执行系统的设计与实现具有重要的背景和意义。
该系统通过应用现代化的技术手段,如物联网、云计算和数据分析等,将传统的生产管理方式数字化、智能化,有效地提高生产过程的可控性和可视化程度。
通过该系统的建立和应用,可以实现生产计划的智能化编制和调整,减少生产过程中的人为误差和资源浪费;同时,也可以实时监控生产状态和质量指标,提高产品质量和生产效率。
二、研究内容:系统管理员角色功能:用户管理:管理员可以对系统中的用户进行管理,包括用户的创建、权限分配和账号注销等。
数据备份与恢复:管理员可以对系统的数据进行定期备份,并在需要时进行恢复,确保信息的安全性和可用性。
日志管理:管理员可以查看系统操作日志和异常日志,及时发现和处理问题。
系统设置:管理员可以对系统进行配置和设置,包括界面风格、业务流程等。
生产计划员角色功能:生产订单管理:生产计划员可以创建和管理生产订单,包括订单的发布、调整和取消等。
生产排程:生产计划员可以根据订单要求和资源情况进行生产排程,实现生产过程的合理安排和优化。
进度跟踪:生产计划员可以实时监控生产进度,并进行状态更新和异常处理。
车间主管角色功能:人员调度:车间主管可以根据生产计划和人员资源进行人员调度,确保生产线上的人员配备和技能匹配。
设备管理:车间主管可以对生产设备进行管理和维护,包括设备运行状态的监测和设备故障的处理。
物料配送:车间主管可以控制物料的配送和使用,确保物料供应的及时性和准确性。
质量检验员角色功能:检验计划:质量检验员可以制定产品检验计划和检验标准,确保产品质量符合要求。
检验操作:质量检验员可以执行产品的各项检验操作,包括外观、尺寸、功能等多个方面。
机械系统设计第4章_执行系统设计PPT课件
检测装置中采用的测头是一个圆锥形零件,垫圈内孔尺寸决定了带测头
的压杆2的位置。垫圈内孔尺寸合格,压杆2位于图4-13a)位置,微动开关3的 探头插入压杆的环形槽中,微动开关3断开,发出信号给控制系统,压杆离开 后,垫圈被送入合格品槽中。如垫圈内孔尺寸太小,压杆行程小,走到图413b)的位置,如垫圈内孔尺寸太大,压杆行程大,走到图4-13c)的位置,在这 两个位置微动开关3的探头都不能插入压杆3的槽中,微动开关3闭合。控制系 统把工件送入废品槽中。这样就完成了检测和分开合格品和不合格品的工作。
分度与转位过程要完成下面一些技术动作: ①使工件转动一个角度;
②对工件进行定位;
③松开工件;
④使工件转下一个角度。
P77图4-9是用棘轮机构带动 的回转工作台。棘轮2、分度盘1 和工作台装在同一个立轴上;有 两个气缸4和5;气缸4通过棘爪3 推动棘轮2每次转过若干个齿 (转过的齿数可以改变);气缸 5使定位栓6深入分度盘1的槽中 进行定位,也可以使定位栓6从 分度盘1的槽中取出,使分度盘 松动。
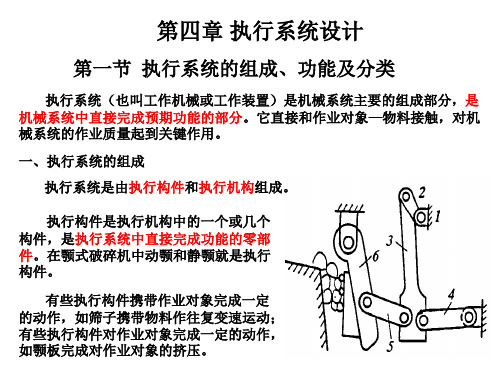
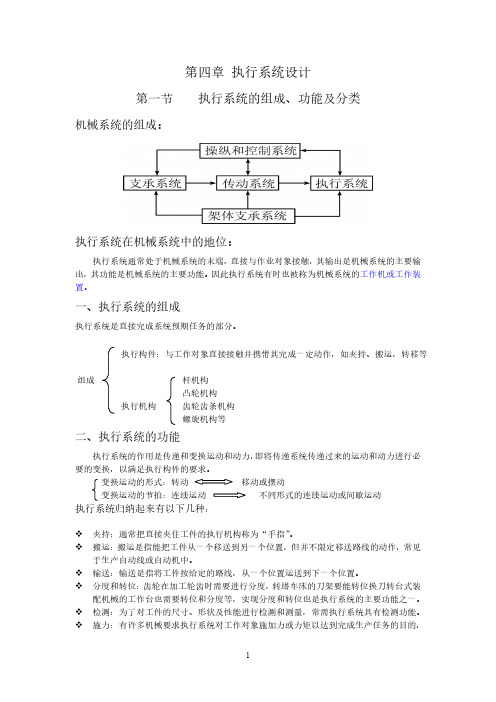
一、执行系统的组成
执行系统是由执行构件和执行机构组成。
执行构件是执行机构中的一个或几个 构件,是执行系统中直接完成功能的零部 件。在颚式破碎机中动颚和静颚就是执行 构件。
有些执行构件携带作业对象完成一定 的动作,如筛子携带物料作往复变速运动; 有些执行构件对作业对象完成一定的动作, 如颚板完成对作业对象的挤压。
夹持功能可分解为:抓取、夹持和放开 三个过程。
常用的夹持器有:
1、弹簧杠杆式夹持器(见图P74图4-1)
它由弹簧4、回转轴、挡块2、手指3等构件 组成。弹簧4使手指3闭合,挡块2使手指保持初 始间隙。它实现抓取、夹持和放开三个动作的过 程如下:
制造执行系统的设计与实现

制造执行系统的设计与实现左伟桓;孟伟东【摘要】随着制造企业之间竞争的日趋激烈,新产品推出的快速化、高品质化、交货的准时化以及成本的最低化日益成为企业成长的关键因素,而这些因素直接表现在企业的管理水平上,就是生产透明化。
通过信息技术构建的制造执行系统,可以实现生产过程在整个企业范围内的可视化、透明化,了解生产经营真实情况,变经验管理为科学管理,提高管理水平。
%With manufacturing enterprises increasingly fierce competition,the high quality,rapid delivery and cost minimization of new product introductions,are becoming key factors to the business growth.What these factors are reflected in the enterprise management level,is the production of transparent.It is possible to achieve the production process in the enterprise-widevisualization,transparency,understand the production and operation of the real situation,change experience management to scientific management,improve the management level,by building a manufacturing execution system on the information technology.【期刊名称】《铜陵学院学报》【年(卷),期】2012(011)005【总页数】4页(P101-104)【关键词】制造执行系统;MES;生产透明化【作者】左伟桓;孟伟东【作者单位】广东中烟工业责任有限公司,广东广州510610;铜陵学院,安徽铜陵244000【正文语种】中文【中图分类】TP311.521.引言20世纪90年代以来,信息技术的发展极为迅速,经济全球化的趋势日益增加。
执行系统设计
为了设计执行系统的运动循环图,首先应绘制执行机构运动循环图,而执行机构的运动循环图主要根据功能要求进行设计。执行机构的运动循环周期,一般由三部分组成。如图5-17所示为一步进式送料机构,其运动循环周期TP为TP= Tk + Td + To式中 Tk—执行机构工作(前进)行程的时间; Td—执行机构空回(后退)行程的时间; To—执行机构停留的时间。
5.4. 3 运动循环图的绘制方法
机电一体化系统中,各执行机构的运动往往是周期性的,执行机构经过一定时间间隔后,其位移、速度等运动参数周期重复,即完成一个个运动循环。
在每一个循环内可分为工作行程、空行程和停歇阶段,所需时间的总和称为执行机构的运动循环周期。
为了使执行机构能按功能要求以一定的次序运动,大多数机构常常采用微机或机械的方式集中或分散控制。因此有必要在分析功能要求的基础上制定循环图。
输送装置将工件按预定的轨迹(或路线),从一个位置送到另一个位置。输送路线有直线、环形等;输送形式有连续输送和间歇输送。
(4)分度与转位装置
如用于加工齿轮时的分度,六角车床刀架的转位换刀,转台式装配机械的工作台的分度与转位等。
检测装置用来检测工件的形状、尺寸和性能,相应的执行构件是一个检测探头。在检测工件时,通过机械、电气或其他传动方式,把检测结果传递给执行机构,以便分离出合格与不合格的工件。
运动循环图通常可以用三种形式表示,即直线式、圆周式和直角坐标式。表5-3为三种形式循环图的绘制方法及特点比较。
பைடு நூலகம்添加标题
添加标题
添加标题
添加标题
表5-3 三种运动循环图绘制方法及特点
形式
机电一体化执行系统的设计探讨
机电一体化执行系统的设计探讨[摘要]执行系统设计是机电系统一体化设计的关键环节,对机电系统的运转有着直接的影响。
为了保证机电系统的正常运转,就必须要保证执行系统的科学合理,能够在机电运转中正确的执行相关的指令。
[关键词]机电系统;执行系统;设计要点执行系统的主要作用是直接用来完成各种工艺动作或者生产过程。
其在整个机电体系中的角色就是要根据控制指令,通过传动系统的传动,把动力系统提供的能量和动力,直接完成系统预定的工作任务。
可以说,执行系统的方案设计是机电一体化系统总体方案设计中极其重要,同时又极富有创造性的环节,其将会直接影响到机电系统,包括性能、结构、尺寸、重量及使用效果等方面。
一、执行系统的功能及基本要求实现机电一体化系统的目的就是执行系统的主要任务,对机电产品来说,其主要功能有以下两个方面:1.作用于外界、完成预定的操作过程。
具体来说,包括很多方面的操作,比如说操持焊枪进行焊接、缝纫机的机头穿针引线、车床的主轴和刀架完成切削加工、机器人的手部完成夹放工件、打印机的打印机构完成打印操作等。
2.作用于机器内部,完成某种控制动作。
主要包括自动机中的离合器移动机构、自动秤的秤锤移动机构、照相机的自动对焦机构等。
我们可以把执行系统的功能归纳为:夹持、输送、搬运、转位、分度、检测与施力等。
一般来说,所有的工作机的执行机构都要对外界做功,所以,需要实现一定的运动和传递必要的动力。
尽管信息机的执行机构所传递的动力很小,但是其对要实现运动的要求却相当高。
通常对执行机构提出如下基本要求:(1)实现一定的运动。
执行机构的运动通常是要具备速度大小、行程长短、轨迹形状、起止点位置和运动方向等相关要素的。
而且,系统会对这些运动的起点与终点、轨迹有相关高的精度要求,同时对运动的启动、停止和轨迹跟踪,也是有关于灵敏度上的要求。
(2)传递必要的动力。
执行机构必须要具备一定的强度和刚度,能够顺利的传递一定的力或力矩。
(3)保证系统具有良好的动态品质。
设计并执行员工绩效评估系统三篇

设计并执行员工绩效评估系统三篇《篇一》设计并执行员工绩效评估系统员工绩效评估系统是企业管理的重要组成部分,它能够帮助企业了解员工的绩效情况,激励员工提高工作水平,促进企业的发展。
我计划设计并执行一个员工绩效评估系统,以提高企业的管理效率和员工的工作积极性。
1.研究现有的员工绩效评估系统,了解其优缺点,为设计新的评估系统参考。
2.设计新的员工绩效评估系统,包括评估指标、评估方法和评估流程等。
3.制定评估系统的执行计划,包括评估的时间表、评估人员的培训等。
4.实施评估系统,对员工进行绩效评估,收集评估结果。
5.分析评估结果,提出改进措施,促进企业的发展。
6.第一阶段:研究现有的员工绩效评估系统,了解其优缺点,预计用时一个月。
7.第二阶段:设计新的员工绩效评估系统,预计用时一个月。
8.第三阶段:制定评估系统的执行计划,预计用时两周。
9.第四阶段:实施评估系统,收集评估结果,预计用时两个月。
10.第五阶段:分析评估结果,提出改进措施,预计用时两周。
工作的设想:1.新的员工绩效评估系统应该具有公正、公平、公开的特点,能够真实反映员工的工作表现。
2.评估系统应该与企业的战略目标相一致,帮助企业实现发展目标。
3.评估系统应该具有可操作性,评估流程应该简单明了,易于理解和执行。
4.第一周:研究现有的员工绩效评估系统,了解其优缺点。
5.第二周:设计新的员工绩效评估系统,包括评估指标、评估方法和评估流程等。
6.第三周:制定评估系统的执行计划,包括评估的时间表、评估人员的培训等。
7.第四周:对员工进行绩效评估,收集评估结果。
8.第五周:分析评估结果,提出改进措施。
9.在设计评估系统时,要注意评估指标的选择,确保评估指标与企业的战略目标相一致。
10.在实施评估系统时,要确保评估流程的公正、公平、公开,避免出现评估不公的情况。
11.在分析评估结果时,要注重对结果的深入理解和解读,提出切实可行的改进措施。
12.评估系统的实施需要全体员工的参与和支持,要进行充分的沟通和解释,让员工理解评估的目的和意义。
央视总控的任务执行系统分析设计

总控系统是电视台节目播出、信号交换的重要环节和枢纽,其中任务执行系统负责对总控传输信号调度任务的执行,是总控传输业务的实际运作部分。
本文介绍了央视总控的任务执行系统的设计,梳理了基本业务流程,对任务管理、监看控制等功能调用接口,以及系统的安全性设计进行了说明。
总控 任务执行系统 系统设计 功能调用接口 安全性一 系统简介中央电视台新址电视工艺系统的建设,是按照时代发展的要求,采用一系列数字化、网络化、信息化等代表媒体技术发展方向的新技术和新工艺,构建高清制播网络环境,实现了节目质量、生产效率双提高,推动数字高清电视广播、多渠道发布等新事业的发展。
总控系统是电视台节目播出、信号交换的重要环节和枢纽,是全台信号调度和处理的关键和核心。
其中任务执行系统负责对总控传输信号调度任务的执行,是总控传输业务的实际运作部分。
总控任务执行系统通过对位于总控核心的双核心矩阵交叉点的控制和监视,完成对信号通路的控制,保证直播、传送、收录等总控传输业务的正确进行。
任务执行系统实时接收任务管理系统排定的调度任务信息,提前发出提示,由操作人员按照预定时间执行任务,打通信号传输路由。
同时与资源管理系统、监控系统协同配合,确保与总控调度任务相关联的设备参数自动设置,并及时侦测所有正执行任务在信号通路上所产生的设执行和信号传输的连续性及正确性。
作为总控部门的业务核心,任务执行系统需要重点考虑以下这些约束。
1.正确性和健壮性任务执行系统关注系统运行稳定性和安全性,是总控的设计,保证即使软件出现不可预期的问题时,也可以及时侦测和恢复,不会发生矩阵错误切换的问题。
系统服务需要7×24无故障持续提供,不允许中断。
2.可靠性和高可用性矩阵控制方案设计中,确保对矩阵安全有效的控制途径,保证任何时候控制命令都能够可靠地传递到核心矩阵加以执行。
3.稳定性作为一个用户操作的主要模块,任务执行模块里要能够和其他模块很好地协同,集中多个模块提供的信息,及时分析,并提示给操作人员进行处理。
政法智慧执行系统设计方案
政法智慧执行系统设计方案政法智慧执行系统是指基于人工智能、大数据、云计算等技术的智能化执行系统,旨在提高政法机关执行工作的效率和稳定性,实现精确执法、智能化决策和信息共享。
以下是一个设计方案的概述,分为系统框架、功能模块和实施步骤三部分进行介绍。
一、系统框架政法智慧执行系统的系统框架如下:1. 数据收集:系统通过整合政法机关的多个数据源,包括公安系统、法院系统、检察院系统等,实现数据的集中收集和整理。
2. 数据存储:系统将收集到的数据进行分类和存储,以便后续的数据分析和查询使用。
3. 数据分析:系统通过数据挖掘、机器学习等技术,对收集到的数据进行统计和分析,提取出有价值的信息和规律。
4. 决策支持:系统根据数据分析的结果,提供智能化的决策支持,包括制定执行计划、分配执行任务等。
5. 执行监控:系统对执行工作进行实时监控,包括任务进度、资源分配等,以及对执行人员的绩效评估。
6. 绩效评估:系统通过对执行结果的评估,提供对执行效果的反馈和改进建议。
7. 信息共享:系统将执行过程中产生的数据和信息进行共享,以便其他相关机构和部门进行利用和参考。
二、功能模块政法智慧执行系统的功能模块包括:1. 数据导入模块:负责将政法机关的各类数据导入系统。
2. 数据校验模块:对导入的数据进行校验和清洗,保证数据的准确性和完整性。
3. 数据分析模块:对导入的数据进行统计和分析,发现数据背后的规律和趋势。
4. 决策支持模块:通过数据分析的结果,提供智能化的决策支持,帮助制定执行计划和分配资源。
5. 执行监控模块:对执行过程进行实时监控,包括任务进度、资源调配等。
6. 绩效评估模块:对执行结果进行评估,提供对执行效果的反馈和改进建议。
7. 信息共享模块:将系统中的数据和信息进行共享,方便其他机构和部门进行利用。
三、实施步骤1. 系统需求分析:与政法机关的相关部门合作,明确系统的需求和功能。
2. 数据整合:整合政法机关的数据源,建立数据集中平台。
科远制造执行系统(MES)方案设计及应用
科远制造执行系统(M E S)方案设计及应用-CAL-FENGHAI-(2020YEAR-YICAI)_JINGBIAN科远制造执行系统(MES)方案设计及应用文章作者:科远软件公司赵成玮摘要:制造执行系统(MES)在生产型企业中应用的越来越广泛,本文对不同生产类型企业的MES进行了阐述,并重点介绍了科远在流程型生产企业的MES 方案设计及成功应用案例。
关键词:制造执行系统、MES、国产数据库、管控一体化、流程型生产、应用案例1 引言市场竞争要求企业快速反应、准确应对,然而管理层的生产计划受市场影响很大。
面对极短的交货期,产品的临时改型,订货量的不断调整,加上企业内部生产瓶颈问题的制约,企业节能降耗需求,低库存要求。
企业决策者越发认识到计划要紧盯市场和当前生产线执行状态。
制造执行系统(MES)一方面把ERP等管理系统的业务计划指令传达到生产现场,另一方面将生产过程控制系统(PCS)的实时数据及时收集、上传和处理,逐渐成为企业提升生产管理水平的必备工具。
2 MES的类型MES是为生产型企业服务的执行层信息系统,其设计必须要贴合服务对象的生产工艺过程,以产品生产工艺作为划分生产类型的标志,可把生产过程分为工艺过程连续的流程型生产和工艺过程离散的离散型生产两种显着不同的类型。
两种不同生产类型的对比表:3 科远MES概述和典型功能3.1 系统概述科远专注于为流程型生产企业提供专业可靠的MES产品,根据流程型生产企业的生产管理特点,分析目前底层自动化系统和上层管理信息系统的特点和局限,对制约流程型生产企业的难点及关键技术进行分解,科远为流程型生产企业打造了一体化的完整MES方案,科远MES集生产实时管理、计划排产、生产运行分析等业务管理系统为一体,对工厂数据、人员、材料、设备、技术等各种资源进行优化整合,实现实时生产过程与企业价值链的高度集成与协作,引导企业从分散管理迈向闭环管理,使企业在激烈的市场竞争环境中不断提升核心竞争能力。
基于RFID技术的DVD生产执行系统_MES_设计

第24卷第12期 计算机应用与软件Vol 124No .122007年12月 Computer App licati ons and Soft w are Dec .2007基于RF ID 技术的D V D 生产执行系统(M ES)设计施佳亮1 王晓国21(乐金广电电子有限公司 上海201206)2(同济大学计算机科学与技术系 上海200092)收稿日期:2007-04-06。
施佳亮,系统工程师,主研领域:企业系统设计,数据库技术,网格技术。
摘 要 主要分析了企业DVD 生产管理的实际情况和RF I D 应用于DVD 生产系统的优势,提出了构筑基于RE I D 技术来采集实时生产数据的生产执行系统,从而解决企业的许多生产性问题,提高了企业的生产品质和生产效率、降低了公司库存和促进了公司节能降耗。
实际的效果可以看出整合RF I D 技术的生产执行系统可以弥补企业计划层和生产控制层的数据断层,使企业更加有效地控制和组织生产,实现企业信息一体化。
关键词 RF I D M ES DVD 生产管理D ES IGN O F D VD M ANUFACTUR ING EXECUT IO NSY STE M BASED O N RF ID TECHN OLO GYShi J ialiang 1 W ang Xiaoguo21(LG SVA E lectronic L td,Shanghai 201206,China )2(D epart m ent of Co m puter Science &Technology,Tongji U niversity,Shanghai 200092,China )Abstract The actual conditi on of DVD p r oducti on manage ment and the advantages of RF I D in DVD p r oducti on syste m are analyzed,and a manufacturing executi on syste m based on RF I D technol ogy is p resented .Real 2ti m e p r oducti on data is collected,and s ome p r oductive p r oble m s are s olved .The syste m i m p r oves both the quality and efficiency of p r oducti on,and decreases the repert ory and energy consu mp ti on for compa 2nies .The p ractical app licati on shows that the syste m based on RF I D technol ogy could be used t o make up f or the data deficiency bet w een p lan layer and p r oducti on contr ol layer,and effectively contr ol and organize the p r oducti on t o realize the integrality of company infor mati on .Keywords RF I D MES DVD p r oducti on manage ment0 引 言随着市场对品质要求的增强,DVD 同类企业竞争极度激烈,为了提高并确保产品竞争力且满足客户多样化和及时化的需求,公司DVD 生产需要优化制造过程并提高生产品质可追溯性。
轨道交通FAO全自动高可靠运行系统设计

技术创新,变革未来2/提纲FAO高可靠可用的顶层需求持续可用系统的架构设计持续可用系统的功能设计总结与展望一体化扁平化◆全自动运行线路运营模式的特点集中化(远程化):全过程OCC远程控制,故障情况下的远程控制和处置,设置BOCC,车辆基地的行车组织由OCC统一管理;一体化:调度指挥、列车驾驶、客运服务的职能一体化,OCC调度员肩负行车调度、客运调度和车辆在线监控三项职能,多职能队伍则兼具站控、列控和巡视的职能;扁平化:组织架构可以更加扁平,线路管理层和车站现场执行层,多职能队伍与多专业专业维修队伍在维修调度的统一指挥下组织应急处置和抢修工作。
集中化◆运营要求的可靠性指标(列车服务可靠度)全部列车总行车里程与发生5min 以上延误次数之比:本质上列车服务可靠度是一种任务可靠性指标,是一种上层指标,是对系统保持持续可用能力的要求;由于无人驾驶线路无人化、集中化、远程化的特点,系统的可靠度指标需要大幅度提高;CBTC 信号系统招标范本上海地铁全自动运行线路要求•不应低于5万列公里/次•信号系统故障率不应高于1次/万列公里•车载子系统故障率不大于1次/百万列公里•轨旁子系统故障率不大于0.5次/年•控制目标600万列公里/件◆全自动运行线路中的故障和应急场景FAO 系统的持续可用的意义还在于新增的自动化功能:故障和应急场景下的系统联动以及人机结合,故障下恢复。
331928正常故障应急列车唤醒设备开启出库计划列车巡道列车出库...列车清客工况转换列车清扫自动洗车车辆故障车门故障信号故障站台门故障供电故障通信故障...综合监控故障线路故障大客流列车火灾车站火灾车站失电夹人夹物...紧急对讲列车救援◆满足FAO持续可用顶层需求的措施•提升基本可靠性•增加冗余架构优化•加强技能培训,降低劳动强度•提升系统恢复能力设备系统功能人员◆多重冗余▪按照可靠性理论,增加设备的冗余度是可以提高任务可靠性指标的▪全自动驾驶线路采用了大量的冗余设计来实现高可靠可用双端车载设备备用OCC网络冗余◆优化架构强本简末,增强核心系统的冗余度,简化后备,避免降级运行,减少人工介入◆CCU列车自动监督◆ECU输入/输出接口设备◆MCU区域控制器◆VCU车载控制器◆LTE A网具备综合承载业务车辆紧急文本、紧急广播车辆及信号状态上传…◆操作灵活▪双向ATO运行,故障情况下灵活的交路组织,支持24小时不间断运营若无双向ATP/ATO功能,则列车不得不采用较长的路径退出运营双向A TP/A TO功能使得故障列车可以以最短时间退出运营。
可编程控制器运行系统设计与实现

可编程控制器运行系统设计与实现可编程控制器(Programmable Logic Controller,PLC)是一种广泛用于工业自动化和控制系统的重要设备。
随着计算机技术和控制理论的不断发展,PLC的运行系统设计与实现也变得越来越重要。
在可编程控制器运行系统的设计与实现中,首先需要确定控制系统的硬件和软件平台。
硬件平台包括中央处理单元(CPU)、输入/输出模块、通信接口等,而软件平台则包括操作系统、编程软件、应用软件等。
在选择这些平台时,需要考虑到系统的可靠性、稳定性以及易用性等因素。
在确定了硬件和软件平台后,就可以进行运行系统的设计和实现了。
需要定义控制任务和工艺流程,并根据工艺流程编写控制程序。
在编写控制程序时,需要使用PLC编程语言(如IEC -3标准中的ST、FBD 和LD等语言)进行编写,以实现控制任务的逻辑运算和数据处理等功能。
除了控制程序外,还需要进行系统组态和配置。
这包括对输入/输出模块、通信接口等进行参数设置和配置,以及对系统资源、网络连接等进行管理和配置。
在这个过程中,可以使用PLC厂商提供的组态软件进行快速组态和配置,也可以使用自动化组态工具进行自动化配置。
为了确保可编程控制器运行系统的可靠性和稳定性,还需要进行系统的测试和调试。
这包括模拟量输入/输出测试、数字量输入/输出测试以及系统联动测试等。
在进行测试和调试时,可以使用PLC厂商提供的调试工具进行在线调试和监控,以便及时发现和解决系统问题。
可编程控制器运行系统的设计与实现是一项复杂而又重要的工作。
为了确保系统的可靠性和稳定性,需要进行全面的系统规划和设计,并选择合适的硬件和软件平台进行实现。
还需要进行系统的测试和调试,以确保系统能够满足实际应用的需求。
随着科技的快速发展和人们对安全需求的不断提升,可编程智能电子锁控制器在智能家居、门禁系统等领域的应用越来越广泛。
本文将介绍可编程智能电子锁控制器的设计与实现。
可编程智能电子锁控制器主要由微处理器、存储器、输入设备、通信接口和输出设备等组成。
末端执行器的设计

1末端执行器的设计末端执行器控制系统如图1所示,为末端执行器控制系统的原理图,其工作原理是:由上位机接收来自传感器的信号,发出启动指令,启动指令驱动伺服电动机工作,带动执行机构工作,通过安装在手抓末端的传感器实时检测夹板的为止信息,将其反馈给上位机,在反馈信号的作用下,执行机构能够准确的到达指定位置。
在末端执行器定位完成后,末端执行器开始动作,旋转以及实现对物料的放置。
同时,在控制循环系统的作用下,不停地对物料进行有规律的码垛。
图1 末端执行器控制系统原理图末端执行器的选型末端执行器是码垛机器人的一个非常重要的组成部分,它装在操作手腕的前端,用以直接抓取码垛物料,并进行移动和码垛。
根据被码垛物料的种类和形状,如码垛物料有箱形、袋形、圆形,因此,为了使用被码垛物料的要求,其末端执行器的结构也各不相同。
如图1所示,最左边的是叉形末端执行器,一般用于比较重、大的袋装物料(如肥料袋等);中间的是真空吸盘形末端执行器,一般用于块状物料(如玻璃板等);最右边的是夹板形末端执行器,一般用于尺寸较大的箱形、袋形物料(如冰箱包装箱等)。
图1 几种常见的末端执行器结构图在本课题中,用到了第三种夹板型末端执行器,配合一个推臂用于装取袋装的码垛物料。
其优点在于:能够快速的完成物料的装取任务,方便接下来的搬运以及码垛任务,并且不会造成包装袋的损坏,避免了包装物料的流失,效率高,控制简单等。
从驱动方式上来看,末端执行器可以采用电力驱动、液压驱动以及气压驱动。
下面是几种驱动方式的优缺点。
电力驱动:精确度高,调速方便,但推力较小,大推力成本高。
液压驱动:体积小,调速方便,但系统成本高,可靠性差,维修保压麻烦。
气压驱动:成本低,动作可靠,不发热,无污染。
但推力偏小,不能实现精确的中间位置调节,通常是两个极限位置使用。
因为实际中,末端执行器抓取以及推臂的推送物料不需要太精确的过程控制,并且考虑到造价以及维修费用的问题,末端执行器一般选用气压驱动。
--装配生产车间制造执行系统MES设计_机床设备

装配生产车间制造执行系统MES设计制造执行系统(ManufacturingE xecutionS ystem,MES)的概念形成于20世纪80年代末,90年代逐步完善并得到迅速发展。
美国先进制造研究机构AMR将MES 定义为:“位于上层的计划管理系统与底层的工业控制之间的面向车间层的管理信息系统”,它为计划的执行而跟踪所有资源(人、设备、物料)的当前状态。
本文结合大型汽车变速箱装配线MES系统的设计与开发实践,对MES系统的体系、功能结构及相关技术进行介绍。
一装配生产线配置分析装配生产车间的设备系统主要包括以下四类:装配生产线、装配线料架、物料仓库和送料系统。
根据企业确定的系统设计目标,追踪当前技术发展趋势,建设一个自动化程度高的装配生产车间,相关设备选用了先进的装配生产线、智能料架、智能立体仓库和智能送料小车,并通过制造执行系统将各类设备和系统有机地集成起来,达到生产过程的高度自动化。
1 装配生产线包括流水线装配小车、装配工具和设备,装配小车采用新型的轨道导向小车(Rail Guided Vehicles, RGV)和自动导向小车(Automatic Guided Vehicles, AGV),取代配置相对复杂而且机动性差的输送机系统。
2 装配线料架采用智能料架管理,实现各个工位主要零部件的上料、用料、存储的自动计数等功能,以便于物料的申请与配送,提高供料自动化程度。
3 零部件仓库存放零部件的堆场有:主仓库、部件装配车间、自制件仓库等。
其中,主仓库采用智能化的立体仓库,实现自动化出料。
4 物料配送系统采用激光导向小车(Laser Guided Vehicles,LGV)进行物料配送。
激光导引方式与电磁、光学、惯性导引方式相比,具有停止精度高,自主性强,智能化程度高,适应性、灵活性强,路径的扩充和更改更为方便,安装成本低,运行可靠性高等优点。
二装配生产物流、数据流分析1 系统主要物流为了设计出合理的MES系统功能结构,需要分析装配车间物流变化,主要包括以下几个环节:1)制订装配生产计划:计划部门根据市场需求等情况制订装配计划。
机械系统设计执行机构
2
运动形式
连续转动 间歇转动 旋转运动
主要运动参数
角速度 ω 或转速 n 运动时间 t ,停顿时间 t 0 ,运动周期 T = t + t 0 ,运动系 数 τ = t / T ,转角 ϕ ,角加速度 a
特点
在行程的始、末点,速度有 突变,加速度 a → ∞ ,惯性 力很大,引起刚性冲击 加速度 a 有突变, 惯性力也有 突变,引起柔性冲击 始末两点 a 有突变, 引起柔性 冲击
应用
适用于低俗场合
不适用于高速场 合 对于升降升型运 动规律, 则课获得 连续的 a 线图,可 用于高速场合 可用于高速场合
3
选择机构形式时,首先考虑选择基本机构。
二、常用执行机构的主要性能特点 常用机构 组成 特点
1、运动约束数目多,限制自由度难以 实现精确的运动规律 2、总体尺寸大,难以实现完全平衡, 高速运转受到限制 3、最少构件数是 4 个,积累误差大, 不易消除传动误差, 难以满足精确的运 动要求 4、机械效率低 1、约束数目少,合理设计轮廓曲线可 实现精确的运动规律 2、点线接触,接触面积小,压强大, 使用寿命低 3、复杂平面加工成本高 4、最少构件数是 3 个,累积误差小, 运动精度高
对于滚子从动件的盘形凸轮,外凸轮廓部分实际廓线的最小曲率半径 ρamin 等于理论廓 线最小曲率半径 ρmin 与滚子半径 rr 之差,即: ρamin = ρmin - rr 。若 rr ≥ ρmin ,则 ρamin ≤ 0 , 将使凸轮轮廓出现尖点或使运动规律失真的廓线交叉现象,这是不允许的。因此,一般应使
智慧执行系统操作设计方案

智慧执行系统操作设计方案智慧执行系统是一种基于人工智能技术的智能化操作系统,能够实现自动执行和优化各种任务。
为了设计一个高效可靠的智慧执行系统,以下是一个方案。
1. 系统需求分析首先,进行系统需求分析,了解用户的实际需求。
与用户沟通,确定系统应具备的功能和性能指标。
例如,系统应具备自动任务执行、任务调度和优化、异常处理等功能;性能指标可以包括响应时间、执行效率、资源利用率等。
2. 数据采集和分析为了实现智能化执行,系统需要采集和分析任务和环境数据。
系统应提供数据采集接口,能够与各种设备和传感器进行数据交换。
采集的数据可以包括任务执行进度、环境参数、设备状态等。
然后,使用机器学习和数据分析技术对数据进行分析,提取任务执行的特征,并进行模型训练和预测。
3. 任务调度和优化根据任务的优先级、依赖关系和资源状态,系统应实现任务调度和优化功能。
调度算法可以根据任务的时间限制、资源需求和执行顺序等因素,将任务分配给合适的资源,并保证任务在最短时间内完成。
同时,系统还可以通过动态规划和遗传算法等优化算法,优化任务的执行顺序,提高整体执行效率。
4. 自动执行和控制系统应提供自动执行和控制功能,即根据任务规则和状态的变化,自动执行相应的操作。
例如,当系统检测到任务完成时,应自动触发下一个任务的执行;当系统检测到异常情况时,应自动采取相应的措施,如报警、重启、更换资源等。
通过自动执行和控制功能,系统可以减少人工干预的需求,提高执行效率和稳定性。
5. 异常处理和故障恢复系统应具备异常处理和故障恢复功能,能够检测和处理各种异常情况和故障。
当系统检测到异常时,应采取相应的措施进行处理,如自动化错误纠正、任务重启、资源切换等。
同时,系统还应提供故障恢复策略和机制,能够在故障发生时,自动恢复到正常状态,以保证任务的连续执行。
6. 操作界面和交互设计为了用户能够方便地使用系统,系统应提供直观易用的操作界面和交互设计。
操作界面应能够实时显示任务的执行状态和进度,并提供操作按钮和选项,以供用户进行任务管理和调度。
智能型电动执行机构控制系统设计
3 控制 系统 的硬件 设计 .
智 能 型 电动 执 行 机 构 控 制 系 统硬 件 电 计数器 / 时器 ,2 具有扩 展波 特率 配置 的 路 由 电源 板 、 主控 板 、 操作 面 板 三 部 分 组 定 个 全双 工U R ,1 A T 个增 强型S I 口,1 S B s 成 ,主 控 板 与操 作 面 板 通 过 U R 口串 行通 P端 个 MU AT 端 口 ,4个 IO 0 / 引脚 ,具 有 5 个捕 捉 / 比较 模 信 ,实 现人机 对话 ,主 控板接 收 外部指 令控 块和 看 门狗 定 时 器功 能 的可 编程 计 数 器/ 定 制 功率 驱动模 块 ,操作 电机 正反转 运行 ,实 为 解 决 传 统 电动 执 行 机构 在 工 业 生 产 时器 阵列 ( C ) ,4 5 字 节 的 内部 R M PA 32 A, 现 阀 门的开 启和关 闭 ,并及 时输 出开关 量反 现 场 的不 足 ,本 文提 出了基 于C 0 1 3 0 8 5 F 4 的 18 2 字节特 殊功 能寄存 器等 。C 0 130 上 馈信 号 或模拟 量反 馈信 号 。 8 5F 4片 智 能型 电动执 行机 构控 制系 统 的设 计方 法 , 丰 富的硬 件资源 ,使 其适 宜应 用于 智能 型 电 3 1电源模 块 .
图6 有 内部 稳 压 器 ,在 主 控 板 数 ,判断 电机运行操作 指令 是否动作,根据指 + .V 3 3 电源 电压 下 工作 ,主 控板 通 过 串 口操 令完成相应动作 ,通过 调用 故障诊断子函数 , 作 , 以串行 比特流 的 形式读 出行程数 据 ,实 判断故障 原因并报警 ,同时 ,若该故障影响 电 现 阀位数 据 的读 取 。 机运行 ,则 当故障产 生时,则 电机不能运行操 3 4模 拟量 信 号硬件 电路 . 作 ,若 电机正 处于运 行状态 ,则立 即触发 电机 智 能型 电动 执 行 机 构 控制 系 统4 2 m 停止指令 ,使 电机 处于停止状态 ,若故障信号 -0A 模拟 量输 出信 号采 用C 0 13 0 片机 的PM 消 除,则 自动解 除电机禁止操作状态 。主 函数 85 F4 单 W
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
常用材料:
碳钢:45、60、65
中碳合金钢: 低碳合金钢:
1450CCrr、、2400CBr、、1425CMr
nNBi、3、3820CCr Mr MO
AL nM
o
强度计算:接触强度计算
3.间歇运动机构
常见间歇运动机构见P88表4-7
4.直线运动机构
常见直线运动机构见P91表4-8
5.差动机构
可实现运动的分解和合成。
应把效率较高的机构放在传递功率大的地方;若执行机 构间协调性要求较高,则他们之间的连接应选用传动比 准确的机构。
同样注意多种方案比较、择优,同时要综合考虑与相关另部件的协调。
3.绘制工作循环图
按机械预期的功能和选定的工艺过程,把各机构的动作顺序及时间用图形表示 出来。这种表示各机构的动作顺序及时间的图形称工作循环图。
因此,连杆不适用高速场合。
2.凸轮机构 凸轮机构可实现任意复杂的运动规律,机构简单、紧凑,设计方便。但因是高副机
构,比压较大、易磨损、高速时动力学特性变差。故凸轮机构不宜在高速重载条件 下工作。
凸轮设计时应考虑的问题:
1)从动件的运动规律:
等速运动、等加等减速运动、余弦加速度,除这三种运动规律外,还有正弦加 速度、高次曲线运动规律等。实际中应用中通常改进。
第四章 执行系统设计
第一节 执行系统的组成、功能及分类 第二节 机构选型及常用执行机构的主要性能特点 第三节 执行系统设计
第一节 执行系统的组成、功能及分类
执行系统是直接完成系统预期工作任务的部分,因此也称工作机或工作装置。
一.执行系统的组成 执行系统由执行构件和与之相连的执行机构组成。
二.执行系统的功能
绘制运动循环图:
4.运Байду номын сангаас分析:
目的:计算指定点的位置、速度、加速度、确定指定点的 运动轨迹等。为动力分析打基础。
方法:解析法、图解法 5.动力学分析及承载能力计算:
举例:多功能液体软包装机执行系统设计分析
多功能液体包装机 结构设计
灌装中心
49 15k6 32H7
68H8 18fH99 32H7 15k6 15fH78
7.完成工艺复杂动作 执行系统要完成各种工艺复杂的动作,此种情况,执行系统需有多个执行机构
和执行构件组成。
如图4-16糖果扭结包装机的执行系统:
三.执行系统的分类
见P80表4-1
四.执行构件的运动形式 见P81表4-2
第二节 机构选型及常用执行 机构的主要性能特点
一.机构选型 机构的类型很多,满足同一运动要求的机构,也可一用不同的机构来完成。
设计时考虑:
am a x、vm a x
2)凸轮轮廓曲线的最小曲率半径:不宜过小
F=mv
3)压力角与基圆半径:
r ,但轮廓尺寸增大,反 之,r
滚子从动件凸轮压力角及其许用压力角见P87表4-6。
4)凸轮常用材料及其强度计算:
对材料的要求: 因凸轮在变应力下工作,且往往伴有冲击。因此凸轮的材料应有较好的抗疲劳强 度、抗冲击韧性和抗磨损能力。
首先要弄清各执行机构的动作过程及运动或动作的先后顺序、起止时间和运动范围。 其次选一个定标构件。
———例 题———
例:卧式冷镦铆钉机的机构选型和运动循环图的绘制。 1)根据生产任务拟订工艺过程及相应的运动方案: 2)确定执行机构的运动参数: 3)选择机构类型、绘制冷
镦机的运动简图:
• 镦压机构: • 进料机构: • 切断和送料机构: • 脱模机构:
20fH99 28mH88
牵引机构
A
20fH99 20Hf99 26Hf99
B
D
84
D
47Hf87
19
18Hf87
16Hf87
竖封机构
A A
A
47 32 24fH78
B
B
A
29
30
横封机构
14fH78 14fH78
4-螺栓M8*20 GB5783-86
14 15
26fH78 10k6
计量机构
100Hh99 15Hh99 100Hd99
3.设计任务
(1)根据工艺动作顺序和协调要求拟定运动循环图; (2)构思实现上述动作要求的间歇运动机构和切刀机构; (3)机构运动方案的评定和选择; (4)根据选定的原动机和执行机构的运动参数拟定机械
传动方案; (5)画出机械运动方案简图; (6)对机械传动系统和执行机构进行运动学尺寸计算。
作业三:多功能枕形包装机横封切断机构运动方案设计:
1)拟定横封驱动机构的运动方案,并进行分析评价; 2)对所选定的不等速机构进行运动分析; 3)包装袋长改变时,如何进行机构调节; 4)绘制机构运动简图。
作业四:晶体生长设备提拉系统运动方案设计:
采用直拉法工艺进行晶体生长时,要求籽晶杆完成两个运动:一个是籽晶杆的直 线提拉运动,另一个是籽晶杆的旋转运动,两运动相对独立。 1.已知设计参数:提拉速度v=110mm/h,籽晶杆行程s=500mm, 籽晶杆转速n= 130r/min,籽晶杆承重10kg。 2.设计任务: 1)完成提拉机构运动方案设计; 2)列出形态学矩阵; 3)绘制机构运动简图;
手指
液压缸
2.搬运
指将工件从一个位置移送到另一个位置。
3.输送
输送是将工件按给定的路线从一个位置运到下一个位置。
4.分度与转位
5.检测
如图4-12为检测垫圈内径的装置。
如图4-14所示,检测螺钉长度和剔除过长螺钉的装置。
6.施力
有的机械要执行系统实现一定的运动或动作,如前所示。而还有些机械要求执 行系统对工作对象施加力或力矩以达到完成任务的目的。有的机械系统还要执行 系统具备多种功能要求,如插齿机。
作业五:自动冲剪机床运动方案设计:
1.工作原理及工艺动作过程: 冲剪机床能完成在薄带料或条料上自动冲 孔作业,并兼起校直作用。钢带由两对棍 轮牵引间歇送进,冲头往复运动完成冲孔 作业。
2.原始数据及设计要求 钢带厚度:1mm 冲孔间距:20mm 冲头的工作节拍:60次/分
3. 设计任务: 1)拟定冲剪机构和送料机构的运动方案,并进行分析评价; 2)根据工艺动作顺序和协调要求,绘制冲剪机的工作循环图; 3)绘制机构运动方案简图。
2.原始数据及设计要求 (1)糕点厚度:10〜20mm; (2)糕点切片长度(即切片的高):5 〜 80mm;
(3)切刀切片时最大的作用距离(切刀宽度):300mm; (4)切刀的工作节拍:40次/分 (5)电动机功率:N=0.55KW,转速n=1390r/min (6)要求机械系统的机构简单、轻便,运动灵活、可靠。
执行机构的作用是传递和变换运动和动 力。
变
运动形式变化
换
运
动
运动节拍变化
连续断续 连续连续
回转回转 回转摆动 回转单向直线 回转直线往复 回转特殊轨迹 摆动摆动 摆动单向直线 摆动直线往复 直线单向直线 直线直线往复 直线往复直线往复
常见执行系统的功能: 1.夹持
液压缸
手指 工件
活塞杆 连杆
转臂
2. 原始数据及设计要求: 生产率为10件/min,要求打印头在与产品接触时,有1秒
的停歇时间,以保证在产品上形成清晰的印字。
3. 设计任务: 1)拟定打标机构和推送机构的运动方案,并进行分析评价; 2)根据工艺动作顺序和协调要求,绘制打标机的工作循环图; 3)绘制机构运动方案简图。
作业二:糕点切片机机械系统运动方案设计: 1.工作原理及工艺动作过程: 糕点先成形(如长方体、圆柱体等)、经切片后再烘干。 糕点切片机需要实现两个执行动作:糕点的直线间歇移动和 切刀的往复运动。通过两者的动作配合进行切片,改变直线 间歇移动速度或每次间隔的输送距离,以满足糕点不同切片 厚度的需要。
二.执行系统的设计步骤 1.拟订运动方案
注意多种方案比较、择优
如螺纹的加工原理方案:
2.合理选择执行机构类型,拟订机构组合方案
原则: 1)满足运动要求的前提下,尽可能缩短运动链、以减少机
构和零部件数,从而提高机械效率,降低成本; 2)应优先选用机构简单、工作可靠、便于制造和效率高的
机构; 3)执行系统中同时有几个执行机构时,为减少功率损失,
常见差动机构见P95表4-9
6.增力机构 7.行程增大机构
常见增力机构见P97表4-10 常见行程增大机构见P98表4-11
第三节 执行系统设计
一.执行系统的设计要求
1.实现预期精度的运动或动作 2.有足够的强度、刚度 3.各执行构件间动作要协调配合 4.结构合理、便于制造安装、造型美观 5.工作安全可靠,有足够的使用寿命。 6.在特殊介质(如潮湿、腐蚀、高温等)工作的零件有防锈、 防腐、耐高温的要求。
因此,必须了解机构的运动特性和动力特性,同时对机械的外廓尺寸、重量、 结构限制、动力特性、传动精度、生产率、制造难易、工作环境和经济性等进 行分析、比较,根据实际需要选择或设计出最佳方案。
二.常用执行机构的主要性能和特点 1.连杆机构 特点:连杆机构是低副机构,各运动副为面接触,因此压强小、
磨损小、易加工,改变构件的尺寸或输出点的位置可获 得不同的运动规律和运动轨迹。但实现从动件任意运动 规律的灵活性差,惯性力难以平衡,动载、噪音、振动 较大。
100Hh99 30Hh87 20Hf87
作业一. 自动打标机执行系统运动方案设计:
1.工作原理及工艺动作过程: 产品自动打标机能实现在产品
表面自动打制钢印的要求。产品由 输送带运送到推送头1的前端(如 图所示),然后由推送机构将产品 3推送到打印头2的下部,此后打印 头2向下运动,于产品上表面接触,完成打印操作。在打印头退回原位时,推送机 构再推送另一产品,并把已打印好的产品推走。
1.工作原理及工艺动作过程: 横封头做连续回转运动,在完成热封合的同时将薄膜切短,要求封头封切瞬时