交联聚乙烯绝缘阻水电力电缆结构设计及制造工艺
浅析交联聚乙烯绝缘电力电缆抗水树机理
浅析交联聚乙烯绝缘电力电缆抗水树机理1引言交联聚乙烯电力电缆以其优异的介电与机械性能深受广大电力用户的欢迎,自从二十世纪八十年代以来逐渐成为电力电缆的主流。
虽然交联聚乙烯电力电缆设计寿命可达30~40年之久;但是由于制造工艺缺陷、电缆运行环境恶劣、以及电缆敷设伤害等因素,许多电缆内部产生了气隙、杂质、毛刺和凸起等缺陷,上述缺陷在电场、热场、机械应力以及潮湿环境等老化因素的作用下,就会引发局部放电和水树枝现象。
其中交联聚乙烯电力电缆中的水树枝老化现象,进一步会发展为电树枝从而导致电缆绝缘击穿,造成电缆寿命大幅缩短,对电力系统稳定性和可靠性造成极大威胁。
因此,研发抗水树型交联聚乙烯绝缘电力电缆对保证电力系统供电安全具有重要意义。
2水树枝引发与生长原理。
水树枝老化是交联聚乙烯电力电缆在潮湿环境中发生击穿的主要诱因之一[1-2]。
自从1969年在波士顿举行的电气绝缘会议上,日本学者宫下首次提到水树枝现象,各国学者对水树枝现象进行了广泛深入的研究。
一般认为,水树枝是交联聚乙烯电力电缆在潮湿环境下发生老化、降解的一种现象。
在潮湿环境中,水树枝可以在运行电压下长期缓慢地生长。
一般来说水树枝的生长不会直接导致电缆绝缘层的击穿,只有随着水树枝的不断生长,水树枝尖端电场的不断集中,局部高电场最终会引发水树枝尖端产生电树枝,从而导致聚乙烯绝缘层在短时间内被击穿。
经过几十年的研究,国内外学者们关于水树枝的引发、生长机理提出了一些规律、模型。
研究表明,关于水树引发、生长的机理主要有:电致机械应力模型、亲水物质的扩散模型和电化学氧化模型。
关于水树枝的生长模型,人们在过去几十年展开了热烈的讨论。
经过讨论,没有足够证据支持任何一种生长机理可以解释所有情况下水树枝的现象。
事实上,通过综合考虑众多学者的观点,可以发现上述的各种情况都有可能发生。
因此,有学者认为水树枝化是多种进程共存的材料劣化过程,具体哪种进程起主导作用,取决于电缆所处的老化环境。
交联聚乙烯电缆
交联聚乙烯电缆交联聚乙烯电力电缆由于其电气性能和耐热性能都很好,传输容量较大,结构轻便,易于弯曲,附件接头简单,安装敷设方便,不受高度落差的限制,特别是没有漏油和引起火灾的危险,因此受到用户广泛欢迎,并不断向高压、超高压领域发展,呈现出逐步替代油纸电缆的趋势。
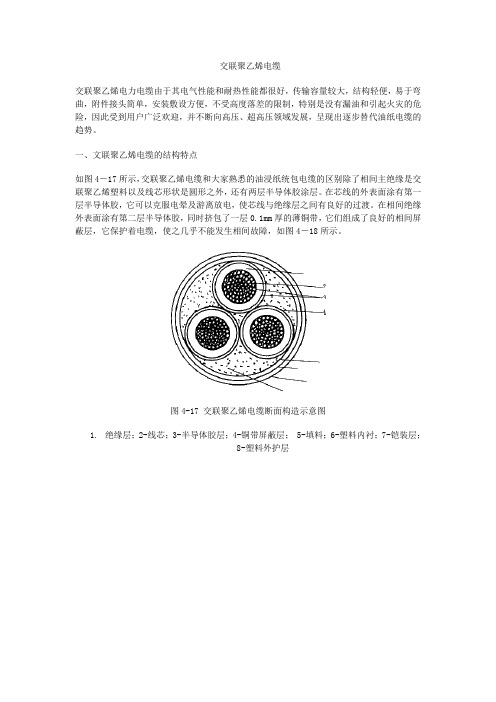
一、文联聚乙烯电缆的结构特点如图4-17所示,交联聚乙烯电缆和大家熟悉的油浸纸统包电缆的区别除了相间主绝缘是交联聚乙烯塑料以及线芯形状是圆形之外,还有两层半导体胶涂层。
在芯线的外表面涂有第一层半导体胶,它可以克服电晕及游离放电,使芯线与绝缘层之间有良好的过渡。
在相间绝缘外表面涂有第二层半导体胶,同时挤包了一层0.1mm厚的薄铜带,它们组成了良好的相间屏蔽层,它保护着电缆,使之几乎不能发生相间故障,如图4-18所示。
图4-17 交联聚乙烯电缆断面构造示意图1.绝缘层;2-线芯;3-半导体胶层;4-铜带屏蔽层; 5-填料;6-塑料内衬;7-铠装层;8-塑料外护层图4-18 交联聚乙烯电缆结构示意图1-线芯;2-交联聚乙烯绝缘;3-半导电层;4-铜屏蔽;5-包带;6-外护层二、事故原因根据国内外报导,交联聚乙烯电缆发生事故的原因如下:1.水树枝劣化它是交联聚乙烯电缆事故的主要原因,约占事故的71%,多发生于自然劣化。
所谓“树枝”不过是一个形象名词,它指团体介质击穿破坏前,固体介质中产生的树枝状裂痕和放电痕迹。
树枝的产生引起绝缘进一步的恶劣化,不久将导致全部击穿。
所以树枝现象也是预击穿现象。
按树枝化形成的原因,树枝可分为电树枝、水树枝和电化树枝(也可归为水村的特例)。
水树枝,它是水浸入绝缘层,在电场作用下形成的树枝状物。
它的特点是引发树枝的空隙含有水分,它在比发生电树枝低得多的场强下即可发生。
树枝有的大多不连续,内凝有水分,主干树枝较粗,分枝多且密密麻麻,如图4-19所示。
图4-19 自内侧的水树枝状水树枝一般是从内半导电层、屏蔽层与绝缘层界面上引发出来。
0.6-1KV交联聚乙烯绝缘电缆技术全参数
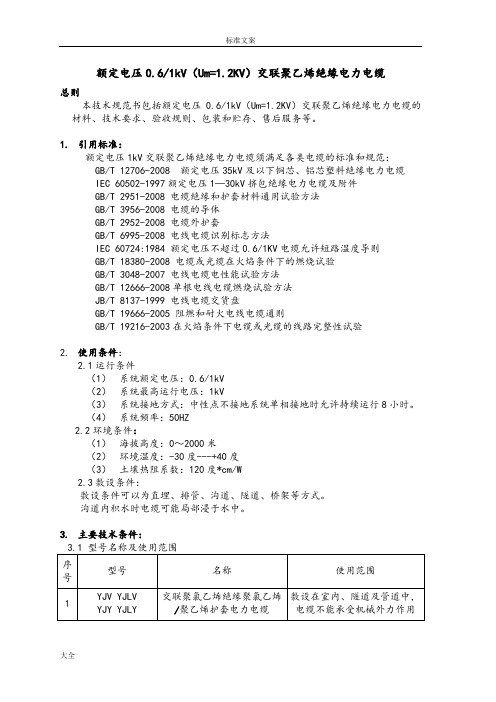
额定电压0.6/1kV(Um=1.2KV)交联聚乙烯绝缘电力电缆总则本技术规范书包括额定电压0.6/1kV(Um=1.2KV)交联聚乙烯绝缘电力电缆的材料、技术要求、验收规则、包装和贮存、售后服务等。
1.引用标准:额定电压1kV交联聚乙烯绝缘电力电缆须满足各类电缆的标准和规范:GB/T 12706-2008 额定电压35kV及以下铜芯、铝芯塑料绝缘电力电缆IEC 60502-1997额定电压1—30kV挤包绝缘电力电缆及附件GB/T 2951-2008 电缆绝缘和护套材料通用试验方法GB/T 3956-2008 电缆的导体GB/T 2952-2008 电缆外护套GB/T 6995-2008 电线电缆识别标志方法IEC 60724:1984 额定电压不超过0.6/1KV电缆允许短路温度导则GB/T 18380-2008 电缆或光缆在火焰条件下的燃烧试验GB/T 3048-2007 电线电缆电性能试验方法GB/T 12666-2008单根电线电缆燃烧试验方法JB/T 8137-1999 电线电缆交货盘GB/T 19666-2005 阻燃和耐火电线电缆通则GB/T 19216-2003在火焰条件下电缆或光缆的线路完整性试验2.使用条件:2.1运行条件(1)系统额定电压:0.6/1kV(2)系统最高运行电压:1kV(3)系统接地方式:中性点不接地系统单相接地时允许持续运行8小时。
(4)系统频率:50HZ2.2环境条件:(1)海拔高度:0~2000米(2)环境温度:-30度---+40度(3)土壤热阻系数:120度*cm/W2.3敷设条件:敷设条件可以为直埋、排管、沟道、隧道、桥架等方式。
沟道内积水时电缆可能局部浸于水中。
3.主要技术条件:3.1 型号名称及使用范围序号型号名称使用范围1 YJV YJLVYJY YJLY交联聚氯乙烯绝缘聚氯乙烯/聚乙烯护套电力电缆敷设在室内、隧道及管道中,电缆不能承受机械外力作用YJV22 YJLV22 YJV23 TJLV23 交联聚氯乙烯绝缘聚氯乙烯/聚乙烯护套钢带铠装电力电缆敷设在室内、隧道内直埋土壤,电缆能承受机械外力作用YJV32 YJLV32 YJV33 YJLV33 YJV43 YJLV43 交联聚氯乙烯绝缘聚氯乙烯/聚乙烯护套钢丝铠装电力电缆敷设在高落差地区,电缆能承受机械外力作用及相当的拉力以上型号若为阻燃电缆,其成缆时填充高阻燃性玻璃纤维带及绕包阻燃带,且护套挤塑使用阻燃性PVC护套料,在其型号前添加“ZR”,如“ZRYJLV”。
KVYJV交联聚乙烯绝缘电力电缆

KVYJV交联聚乙烯绝缘电力电缆简介KVYJV交联聚乙烯绝缘电力电缆是一种常用于输电和配电系统中的电缆,它采用交联聚乙烯作为绝缘材料,并且在导体上应用阻燃抗老化材料进行保护,保证了导体的安全性和可靠性。
该电缆广泛应用于石油、化工、冶金、电力、矿山、轻工等多种领域,是电力系统中不可或缺的一部分。
结构KVYJV交联聚乙烯绝缘电力电缆由导体、绝缘层、填充层、护套等多种部分组成,具有以下结构:•导体:采用纯铜或铝合金制造,以保证电导率和机械强度。
•绝缘层:采用交联聚乙烯作为绝缘材料,具有良好的电气性能以及优异的耐热性能和耐老化性能。
•填充层:用于填补电缆间隙,以保证电缆圆形度和机械强度。
•护套:采用PVC或PE材料作为保护层,具有阻燃、防水、阻腐等性能。
特点KVYJV交联聚乙烯绝缘电力电缆具有以下特点:•压缩导体:导体表面采用阻燃抗老化材料进行压缩,使电缆导体和绝缘层间得以完美组合,电缆传输更加稳定可靠。
•高防腐性:采用特殊的防腐技术使电缆具有防腐、耐化学性能,适合在恶劣的环境下使用。
•良好的温度特性:电缆的绝缘层采用交联聚乙烯材料,由于其具有良好的耐热性能,电缆可以在长时间高温下运行,并且在低温下也不会出现裂开现象,因此更加适合气候温差变化较大的地区。
•高耐老化性:采用交联聚乙烯作为绝缘层具有绝缘性能稳定,光、热、气候及其他化学性能影响不大等优点。
应用KVYJV交联聚乙烯绝缘电力电缆广泛应用于各种场合,例如:•电力系统:主要用于输电、配电及变电站的控制电缆、保护电缆和电动机电缆等•基础设施建设:如地铁、桥梁、隧道等•石油、化工、冶金、矿山等工业领域。
KVYJV交联聚乙烯绝缘电力电缆的优点在于其高耐热、高耐老化、耐腐蚀、防火、防水、防潮等特性。
这些特性使得它非常适合在各种极端环境中使用。
它对于电力系统的安全运行具有重要意义。
单芯交联聚乙烯绝缘电缆结构
单芯交联聚乙烯绝缘电缆结构电缆是现代生活中不可或缺的重要物品之一,它在电力传输、通信、网络和仪器仪表等领域发挥着关键作用。
而在电缆的组成中,单芯交联聚乙烯绝缘电缆因其优异的电气性能而备受青睐。
单芯交联聚乙烯绝缘电缆是由导体、绝缘层、内护层、外护层和填充物等组成的复合材料结构。
首先,导体是电缆的核心,一般由铜或铝制成。
这些导体具有较好的导电性能,能够有效地传输电力信号。
其次,绝缘层是电缆非常重要的一部分,采用交联聚乙烯材料制造,具有出色的绝缘性能,可防止电流泄露和损耗。
同时,这种绝缘层还具有耐热、耐老化的特点,能保证电缆在恶劣环境下的可靠工作。
在绝缘层的外部,内护层起到了保护绝缘层的作用。
内护层一般采用聚乙烯材料制成,可以保证绝缘层不受外界因素的干扰,进一步提升电缆的使用寿命。
而外护层则是电缆的外部保护装置,一般由特殊的聚乙烯材料制成,具有优异的耐腐蚀性和防水性能,能够有效地抵御外界温度、湿度和化学物质的侵蚀。
另外,填充物作为电缆的重要组成部分,主要填充在内护层和外护层之间的空隙中,用于提供电缆的外部支持和固定效果。
常用的填充物有胶体石墨和硅胶等,可以保证电缆内部的均衡压力分布,阻止外界水分的渗入,并防止电缆在运输和安装过程中的晃动和损坏。
总体来说,单芯交联聚乙烯绝缘电缆具有结构简单、性能稳定、使用寿命长等优点。
它的出现不仅提高了电力传输的效率,也保障了通信网络的畅通无阻。
因此,在选择电缆时,我们应该考虑到实际需求,并结合电缆的上述特点进行合理选择和使用。
同时,对于生产厂家和施工单位来说,应该注意电缆的质量控制和安装工艺,确保电缆能够发挥出最佳的性能,为我们的生活和工作提供可靠的支持。
交联聚乙烯绝缘电缆技术参数

额定电压0.6/1kV(Um=1.2KV)交联聚乙烯绝缘电力电缆总则本技术规范书包括额定电压0.6/1kV(Um=1.2KV)交联聚乙烯绝缘电力电缆的材料、技术要求、验收规则、包装和贮存、售后服务等。
1.引用标准:额定电压1kV交联聚乙烯绝缘电力电缆须满足各类电缆的标准和规范:GB/T 12706-2008 额定电压35kV及以下铜芯、铝芯塑料绝缘电力电缆IEC 60502-1997额定电压1—30kV挤包绝缘电力电缆及附件GB/T 2951-2008 电缆绝缘和护套材料通用试验方法GB/T 3956-2008 电缆的导体GB/T 2952-2008 电缆外护套GB/T 6995-2008 电线电缆识别标志方法IEC 60724:1984 额定电压不超过0.6/1KV电缆允许短路温度导则GB/T 18380-2008 电缆或光缆在火焰条件下的燃烧试验GB/T 3048-2007 电线电缆电性能试验方法GB/T 12666-2008单根电线电缆燃烧试验方法JB/T 8137-1999 电线电缆交货盘GB/T 19666-2005 阻燃和耐火电线电缆通则GB/T 19216-2003在火焰条件下电缆或光缆的线路完整性试验2.使用条件:2.1运行条件(1)系统额定电压:0.6/1kV(2)系统最高运行电压:1kV(3)系统接地方式:中性点不接地系统单相接地时允许持续运行8小时。
(4)系统频率:50HZ2.2环境条件:(1)海拔高度:0~2000米(2)环境温度:-30度---+40度(3)土壤热阻系数:120度*cm/W2.3敷设条件:敷设条件可以为直埋、排管、沟道、隧道、桥架等方式。
沟道内积水时电缆可能局部浸于水中。
3.主要技术条件:套挤塑使用阻燃性PVC护套料,在其型号前添加“ZR”,如“ZRYJLV”。
以上型号若为耐火电缆,其绞线时线芯外层绕包致密高性能双层耐火云母带,在其型号前添加“NH”,如“NHYJV”。
10kV交联聚乙烯绝缘电力电缆

额定电压8.7/10kV、8.7/15kV交联聚乙烯绝缘电力电缆结构性能说明1 执行标准GB/T 156-2007 标准电压GB/T 12706-2008 额定电压1kV(Um=1.2kV)到35kV(Um=40.5kV)挤包绝缘电力电缆及附件GB/T 2951-2008 电缆和光缆绝缘和护套材料通用试验方法GB/T 3048-2007 电线电缆电性能试验方法GB/T 3956-2008 电缆的导体GB/T 6995-2008 电线电缆识别标志方法JB/T 8137-1999 电线电缆交货盘2 使用特性2.1 产品额定电压U0/U为8.7/10kV,系统允许最高电压为12kV;产品额定电压U/U为8.7/15kV,系统允许最高电压为17.5kV2.2 适用范围产品适用于工频额定电压8.7/10kV、8.7/15kV输配电线路配送电能之用。
2.3 产品功能特点产品具有载流量大、短时过载能力强,耐热耐化学性能好,使用寿命长等特点。
2.4 敷设条件电缆敷设时环境温度不宜低于0℃。
2.5 运行要求2.5.1 电缆导体的最高额定运行温度为90℃。
2.5.2 短路时(最长持续时间不超过5s)电缆导体最高温度不超过250℃。
2.6 电缆安装时最小允许弯曲半径:3 技术要求3.1 导体3.1.1 导体采用紧压圆形导体,导体结构及性能符合GB/T 3956-2008的规定。
3.1.2 导体表面光洁、无油污、无损伤屏蔽及绝缘的毛刺、锐边,无凸起或断裂的单线。
3.2 导体屏蔽、绝缘、绝缘屏蔽3.2.1 导体屏蔽、绝缘、半导电绝缘屏蔽采用三层共挤全封闭干式化学交联生产工艺,采用从德国引进的在线断面偏心扫描仪连续检测。
3.2.2 导体屏蔽为挤包的半导电层。
半导电屏蔽层均匀包覆在导体上,表面光滑,无明显绞线凸纹,无尖角、颗粒、焦烧和刮伤的痕迹。
在剥离导体屏蔽时,半导电层无卡留在导体绞股之间的现象。
3.2.3 绝缘采用XLPE绝缘料,其性能符合GB/T 12706.2-2008的规定。
0.6-1KV交联聚乙烯绝缘电缆技术全参数

额定电压0.6/1kV(Um=1.2KV)交联聚乙烯绝缘电力电缆总则本技术规范书包括额定电压0.6/1kV(Um=1.2KV)交联聚乙烯绝缘电力电缆的材料、技术要求、验收规则、包装和贮存、售后服务等。
1.引用标准:额定电压1kV交联聚乙烯绝缘电力电缆须满足各类电缆的标准和规范:GB/T 12706-2008 额定电压35kV及以下铜芯、铝芯塑料绝缘电力电缆IEC 60502-1997额定电压1—30kV挤包绝缘电力电缆及附件GB/T 2951-2008 电缆绝缘和护套材料通用试验方法GB/T 3956-2008 电缆的导体GB/T 2952-2008 电缆外护套GB/T 6995-2008 电线电缆识别标志方法IEC 60724:1984 额定电压不超过0.6/1KV电缆允许短路温度导则GB/T 18380-2008 电缆或光缆在火焰条件下的燃烧试验GB/T 3048-2007 电线电缆电性能试验方法GB/T 12666-2008单根电线电缆燃烧试验方法JB/T 8137-1999 电线电缆交货盘GB/T 19666-2005 阻燃和耐火电线电缆通则GB/T 19216-2003在火焰条件下电缆或光缆的线路完整性试验2.使用条件:2.1运行条件(1)系统额定电压:0.6/1kV(2)系统最高运行电压:1kV(3)系统接地方式:中性点不接地系统单相接地时允许持续运行8小时。
(4)系统频率:50HZ2.2环境条件:(1)海拔高度:0~2000米(2)环境温度:-30度---+40度(3)土壤热阻系数:120度*cm/W2.3敷设条件:敷设条件可以为直埋、排管、沟道、隧道、桥架等方式。
沟道内积水时电缆可能局部浸于水中。
3.主要技术条件:3.1 型号名称及使用范围序号型号名称使用范围1 YJV YJLVYJY YJLY交联聚氯乙烯绝缘聚氯乙烯/聚乙烯护套电力电缆敷设在室内、隧道及管道中,电缆不能承受机械外力作用YJV22 YJLV22 YJV23 TJLV23 交联聚氯乙烯绝缘聚氯乙烯/聚乙烯护套钢带铠装电力电缆敷设在室内、隧道内直埋土壤,电缆能承受机械外力作用YJV32 YJLV32 YJV33 YJLV33 YJV43 YJLV43 交联聚氯乙烯绝缘聚氯乙烯/聚乙烯护套钢丝铠装电力电缆敷设在高落差地区,电缆能承受机械外力作用及相当的拉力以上型号若为阻燃电缆,其成缆时填充高阻燃性玻璃纤维带及绕包阻燃带,且护套挤塑使用阻燃性PVC护套料,在其型号前添加“ZR”,如“ZRYJLV”。
110kV交联聚乙烯绝缘电缆技术规范书
110kV交联聚乙烯绝缘电缆技术规范书广西电网公司年月目录1 总则2 使用环境条件3 技术参数和要求4 试验5 供货范围6 供方在投标时应提供的资料和技术参数7 技术资料和图纸交付进度8 运输、储存、安装、运行和维护规则9 技术服务1总则1.1 本技术条件仅适用于交流额定电压64/110kV单芯XLPE绝缘电力电缆的订货。
1.2 本技术条件的内容包括遵循的标准、电缆技术要求、试验项目和方法、验收规则、包装与标志以及买方向卖方提出电缆敷设、运行条件;卖方需向买方提供填写有电缆制造工艺特点、原材料、结构和性能参数的项目清单和相关资料等技术文件。
1.3 卖方若采用未列入本条款的其他标准,必须征得买方同意后才能生效。
1.4 本技术条件中凡标明参数数值的,是作为特别强调。
其他未标明的均应执行相关IEC、GB和DL标准或按照实际情况填写。
1.5 卖方提供的XLPE绝缘电缆,应通过型式试验,国内产品需通过两部产品鉴定,并经实际运行证明是质量优良,安全可靠的产品。
1.6 除有特殊说明外,卖方必须使用国际单位。
1.7 本技术条件应与GB 11017同时使用。
1.8 供方须执行现行国家标准和行业标准。
应遵循的主要现行标准如下:GB 11017 额定电压110kV铜芯、铝芯交联聚乙烯绝缘电力电缆及其附件GB 2952 电缆外护层IEC 287 电缆连续(100%负荷率)允许载流量计算IEC 60840 额定电压30kV(Um=36kV)至150kV(Um=170kV)挤包固体绝缘电力电缆及其附件的试验方法和要求DL 509 交流110kV交联聚乙烯绝缘电缆及其附件订货技术规范DL 401 高压电缆选用导则CSBTS/TC 213-01 额定电压220kV交联聚乙烯绝缘电力电缆 GB6995 电线电缆识别标志JB T 8137 电线电缆交货盘GB/T 3953 电工园铜线GB/T 3955 电工园铝线GB/T 3956 电缆的导体有矛盾时,按现行的技术要求较高的标准执行。
三芯光电复合海底电力电缆的设计与制造之一——结构设计
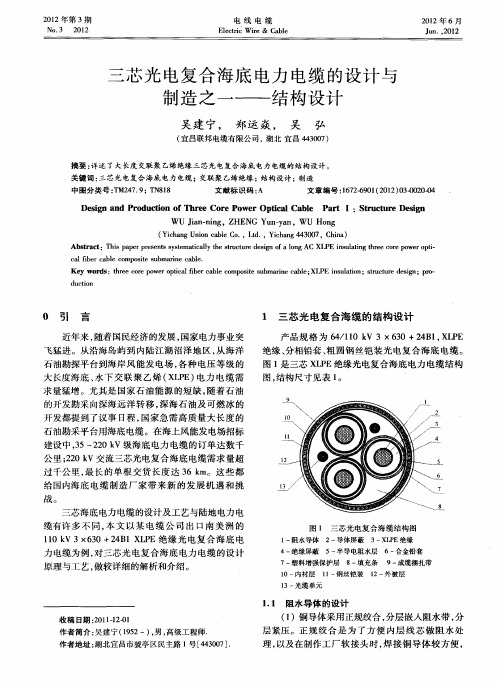
森 公 司 的海 底 电缆设 计应 用较 多 。 1 2 导体 屏蔽层 的 设计 . G / 2 0 B T 17 6中规 定 , 称截 面 5 0 m 以上 标 0 m 及
表 1 三 芯 光 电复 合 海 缆 结 构 尺 寸
名称 阻水 导 体 半 导 电 阻水 带 +导 体 屏 蔽 XP L E绝 缘
绝 缘屏 蔽
1 3 阻水缓 冲层 .
在 绝 缘 屏 蔽 层 外 重 叠 绕 包 层 半 导 电阻 水 膨 胀 带 , 作用 为 : 其
( ) 导 电阻水缓 冲层 与导 体 中嵌 入 的 阻水 材 1半
21 ・
0 引 言
近年来 , 随着国民经济的发展 , 国家电力事业突
飞猛 进 。从沿 海 岛屿 到 内 陆江 湖 沼 泽地 区 , 海 洋 从 石 油勘探 平 台到海 岸 风 能发 电场 , 种 电压 等 级 的 各
大长 度海 底 、 下 交联 聚 乙烯 ( L E) 水 X P 电力 电 缆 需 求 量 猛增 。尤 其是 国家 石油 能 源 的 短缺 , 随着 石 油 的开发勘 采 向深海 远 洋 转 移 , 深海 石 油 及 可燃 冰 的
余量 余量
ห้องสมุดไป่ตู้
15 塑料 增 强保护 层 .
铅 和铅合 金 比较 柔 软 , 械 性 能较 差 。 为 了保 机 护铅 套在 制造 、 敷设 和使 用 中不受损 伤 , 常在 合金 通 铅 护套外 , 挤塑机 挤制 一层 塑料增 强保 护层 , 用 两者 之 间还要 涂敷 一层 粘接 剂 , 其成 为一个 整体 , 使 从而 提 高对 电缆线 芯 的综合保 护性 能 。10k 3 V60mm 1 海缆 塑料 增强 保护 层 的标 称厚 度选 为 2 6m 可采 . m,
人民电器 110kV交联聚乙烯绝缘电力电缆 产品说明书

电力电缆063用途110kV 交联聚乙烯绝缘电力电缆具有结构轻便;介质强度高; 介质损耗低; 耐老化;安装简单;敷设不受落差限制等一系列的优点,110kV 交联聚乙烯绝缘电力电缆应用于110kV 高压输配电电路,特别是城市地下变电输电网中对该类电缆的应用日益提高。
64/110kV交联聚乙烯绝缘电力电缆字母代号及其含义备注:皱纹铝套包括挤包皱纹铝套和铝带焊接皱纹铝套,二人者代号均为LW ,焊接皱纹铝套应在产品名称中明确表示,名称中未注明“焊接”的即为挤包皱纹铝套。
交联聚乙烯绝缘 YJ 铝套 Q 聚氯乙烯外护套 0203Z 聚乙烯护套 纵向阻水结构 L W A 皱纹铝套 金属塑料复合护套 T (省略) L 铜导体 铝导体 产品结构图YJLW02(YJLLW02)型交联电缆导体线芯半导电带导体屏蔽绝缘绝缘屏蔽缓中层(阻水层)金属护套聚氯乙烯护套PVC 导体线芯半导电带导体屏蔽绝缘绝缘屏蔽缓冲层(阻水层)铜丝扎带铜绑扎带缓冲层(阻水层)纵包铝塑带聚乙烯护套YWY (YJLWY )型交联电缆06464/110kV交联聚乙烯绝缘电力电缆产品标准本产品按GBll017《额定电压1lOkV 交联聚乙烯绝缘电力电缆及其附件》和IEC60840《额定电压30kV(Um=36kV)~150kV(Um=170kV)挤包绝缘电力电缆及其附件》标准生产。
适用范围本产品适用于工频额定电压64/110kV 输配电线路做配送电能之用。
使用特性:工频额定UO/U 为64/110kV 。
短路时(最长持续时间不超过5S)电缆导体的最高温度不超过250℃。
电缆敷设时环境温度应不低于0℃。
电缆弯曲半径:不小于电缆外径的25倍。
电缆的型号型 号 名 称适用范围室内、隧道、电缆沟内或直埋地下,能够承受一定的机械外力和一定的拉力。
室内、隧道、电缆沟内或直埋地下,可在潮湿环境及地下水位较高的地方使用,能够承受一定的机械外力和一定的拉力。
YJLW02YJLLW02YJLW03YJLLW03YJLW02-Z YJLLW02-Z YJLW03-Z JLLW03-Z YJV YJLV YJY YJLY 铜芯交联聚乙烯绝缘皱纹铝套聚氯乙烯外护铝芯交联聚乙烯绝缘皱纹铝套聚氯乙烯外护套电力电缆 铜芯交联聚乙烯绝缘皱纹铝套聚乙烯外护套电力电缆铝芯交联聚乙烯绝缘皱纹铝套聚乙烯外护套电力电缆铜芯交联聚乙烯绝缘皱纹铝套聚氯乙烯外护套纵向阻水电力电缆铝芯交联聚乙烯绝缘皱纹铝套聚氯乙烯外护套纵向阻水电力电缆铝芯交联聚乙烯绝缘皱纹铝套聚乙烯外护套纵向阻水电力电缆铜芯交联聚乙烯绝缘皱纹铝套聚乙烯外护套纵向阻水电力电缆铜芯交联聚乙烯绝缘聚氯乙烯外套电力电缆套电力电缆铝芯交联聚乙烯绝缘聚氯乙烯外护套电力电缆铜芯交联聚乙烯绝缘聚乙烯外护套电力电缆铝芯交联聚乙烯绝缘聚乙烯外护套电力电缆室内、隧道及电缆沟内等场所,不能承受机械外力。
(完整word版)110kV交联聚乙烯电缆相关特性和技术参数
110kV交联聚乙烯绝缘电力电缆简介:一般适用于50-60赫兹、额定电压64/110kV(Um=126kV)中性点直接接地输电线路系统。
1. 铝套电缆适用于腐蚀不严重,要求承受一定机械力的场所(如直接与变压器连接,敷设在桥梁上和竖井中等)。
铅套电缆适用于腐蚀较严重,但无硝酸、醋酸、有机质(如泥煤)及强碱性蚀质,且受机械力(拉力、压力、振动等)不大的场所。
2. 聚氯乙烯(即PVC)外护套主要适用于有一般防火要求和对外护套有一定绝缘要求的电缆线路。
3. 聚乙烯(即PE)外护套主要适用于对外护套绝缘要求较高的直埋敷设电缆线路,防潮性能好。
110kV交联聚乙烯绝缘电力电缆,主要有以下特性:1. 电缆导体允许的最高工作温度不超过90℃。
2. 短路时(最长持续时间不超过5秒),电缆导体的最高工作温度不超过250℃。
3. 电缆敷设时,环境温度不低于0℃。
4. 电缆敷设不受落差限制,最小弯曲半径不小于电缆外径的25倍。
110kV交联聚乙烯绝缘电力电缆,在施工和使用时要注意如下事项:1、最高额定温度电缆导体长期允许最高工作温度为90℃,短时过负载最高工作温度为130℃,短路时(短路时间为5S)最高工作温度为250℃。
2、要求电缆敷设时不受落差限制,敷设时环境温度不低于0℃,如环境温度低于0℃,应对电缆预热。
2.1电缆最小弯曲半径安装时:20D0 ;运行时:15D0 注:D0为电缆外径实测值。
2.2电缆安装时的轴向最大允许牵引力T(不考虑转弯处的径向侧压力)导体:T=K×导体截面(kg)铝护套:T=K×铝护套截面(kg)公式中系数K值为,铜导体K=7kg/mm2,铝导体K=4kg/mm2,铝护套K=2kg/mm2。
2.3电缆弯曲时的允许最大侧压力PP=T/R≤500(kg/m),式中T为轴向牵引力,R为弯曲半径。
110kV交联聚乙烯绝缘电力电缆,主要技术参数如下:。
10kV交联聚乙烯绝缘电力电缆介绍

10kV交联聚乙烯绝缘电力电缆1.视点额定电压8.7 / 10kV交联聚乙烯绝缘电力电缆,适用于配电网或工业安装。
2.环境条件2.1.导体与地面或金属屏蔽层(U0)之间的额定工频电压:8.7kV2.2.系统标称电压(U):10千伏2.3.系统最高电压(Um):12kV2.4.中性点连接:不接地2.5.高度:≤4000m2.6.周围环境温度:—15°C〜+40°C2.7.工作环境湿度:日平均相对湿度不大于95%2.8.月平均相对湿度不大于90%2.9.周围的空气不会被粉尘,烟雾,腐蚀性或易燃气体,蒸汽或盐雾严重污染;2.10.地震烈度不超过8度;3.技术参数附表:导体的直流电阻4.结构体4.1导体多股轮柔软的铜线拧紧形成导体,表面光滑,无油污和毛刺,其组成,性能和外观应符合3956标准,压缩系数不得小于0.90。
导体直流电阻满足吨/吨12706标准要求。
4.2导体屏蔽导体屏蔽层应为挤出的交联半导体层。
半导体层应均匀地涂在导体上,表面应光滑,不应有明显的扭曲线,不得有尖角,颗粒,烧焦与擦伤痕迹。
4.3绝缘绝缘层应由交联聚乙烯材料(XLPE型)挤压制成包紧实,光滑的表面,其性能应符合IEC 60502标准。
绝缘标称厚度4.5毫米,绝缘平均值不应小于标称厚度。
绝缘最薄点的厚度应不小于其标称值的90%毫米绝缘偏心率不超过10%。
4.4绝缘罩导体绝缘屏蔽地板应该不脱皮挤出半导体层,将半导体层均匀地涂覆在绝缘表面上;半导体层的表面应光滑,没有尖角,颗粒或烧焦与擦伤痕迹。
导体屏蔽层,绝缘层和绝缘层屏蔽层应采用干燥的三层共挤方法生产。
4.5金属屏蔽4.5.1金属屏蔽铜带屏蔽或铜带与铜线稀疏绕制的复合屏蔽结构。
4.5.2铜带屏蔽层包裹着一层柔软的铜带。
三芯电缆的屏蔽铜带的标称厚度不得小于0.10mm。
根据短路电流的大小,选择不同的铜线横截面:16mm225毫米2,35毫米250毫米2,使用稀疏缠绕的铜线时,相邻两根铜线之间的最大间隙应不大于8mm,平均间隙应不大于4mm。
交联电缆工艺

交联电缆工艺性能简介一、概念交联电缆通常是指电缆的绝缘层采用交联材料。
最常用的材料为交联聚乙烯(XLPE)。
交联工艺过程是将线性分子结构的聚乙烯(PE)材料通过特定的加工方式,使其形成体型网状分线结构的交联聚乙烯。
使得长期允许工作混充由700C提高到900C(或更高),短路允许温度由1400C提高到2500C(或更高),在保持其原有优良电气性能的前提下,大大地提高了实际使用性能。
二、交联工艺方式目前电缆行业生产交联电缆的工艺方式分为三类:第一类过氧化物化学交联,包括饱合蒸气交联、惰性气体交联、熔盐交联、硅油交联,国内均采用第二种即干法化学交联;第二类硅烷化学交联;第三类辐照交联。
1、惰性气体交联――干法化学交联采用加入过氧化合物交联剂的聚乙烯绝缘材料,通过三层共挤完成导体屏蔽层――绝缘层――绝缘屏蔽层的挤出后,连续均匀地通过充满高温、高压氮气的密封交联管完成交联过程。
传热媒体为氮气(惰性气体),交联聚乙烯电气性能优良、生产范围可达500KV级。
2、硅烷化学交联――温水交联采用加入硅烷交联剂的聚乙烯绝缘材料,通过1+2的挤出方式完成异体屏蔽层――绝缘层――绝缘屏蔽层的挤出后,将已冷却装盘的绝缘线芯浸入85-950C热水中进行水解交联,由于湿法交联会影响绝缘层中的含水量。
一般最高电压等级仅达10KV。
3、辐照交联――物理交联采用经过改性的聚乙烯绝缘料,通过1+2的挤出方式完成异体屏蔽层――绝缘层――绝缘屏蔽层的挤出后,将冷却后的绝缘线芯,均匀通过高能电子加速器的辐照扫描窗口完成交联过程。
辐照交联电缆料中不加入交联剂,在交联时是由高能电子加速器产生的高能电子束有效穿透绝缘层,通过能量转换产生交联反应的,因为电子带有很高的能量,而且均匀地穿过绝缘层,所以形成的交联键结合能量高,稳定性好。
表现出的物理性能为,耐热性能优于化学交联电缆。
但由于受加速器能量级的限制(一般不超过3.0Mev电子束有效穿透厚度为10mm以下,考虑几何因数,生产电缆的电压等级仅能达到10KV,优势在6KV以下。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
充) → 阻水带绕包 → 铝塑复合带纵包 → 低密度聚乙 烯内垫层挤制→钢丝铠装→阻水带绕包→高密度聚 乙烯外护套挤制→成品检验→包装入库。
3. 2 3. 2. 1
导体屏蔽、 绝缘、 绝缘屏蔽三层共挤 生产设备
3
3. 1
各道工序的工艺特点和质量要求
导体绞合
选用青岛电工机械厂生产的交联绝缘三层共挤 生产线, 其中挤包导体屏蔽层为 65 /25 挤出机, 挤 包 XLPE 绝缘层为 150 /25 挤出机, 挤包绝缘屏蔽 层为 90 /25 挤 出 机。 配 备 德 国 SIKORA 公 司 XRAY8000 型测偏仪。 3. 2. 2 工序质量控制要点 ( 1 ) 内、 外半导电屏蔽选用上海万益高分子材 料厂的材料, 其中外半导电屏蔽料采用可剥离的 , 可
0924 收稿日期: 2012作者简介: 卫建良( 1962 - ) , 男, 工程师. 443004] . 作者地址: 湖北宜昌市点军区李家河工业区[
阻水型电力电缆通常应用于较为苛刻的运行环 境, 如长期浸在水中或排水不畅的环境 , 以及雨水频 繁的热带或亚热带地区, 特别是用于江湖、 沼泽等水 。 下敷设环境 为此对电缆阻水结构采用径向与纵向 相结合的阻水设计。 国内径向阻水大都采用金属套, 虽然效果很好, 但影响电缆的弯曲性且增加本体重量 。我们采用铝 塑复合综合护层作为径向阻水层, 通过纵包的铝塑 复合带和挤包的聚乙烯外护套共同作用达到阻水目 的。其阻水机理为: 当挤包聚乙烯护套时, 由于聚乙 烯融体高温和压力的作用, 铝塑复合带表面的聚乙 烯薄膜与聚乙烯护套的内表面得以很好地粘结 , 同 时铝塑复合带纵包之间的搭盖也获得良好的粘结 。 从而阻止了水分的渗入, 达到良好的阻水效果。 纵向阻水结构采用导体阻水材料填充, 绝缘线 芯表面绕包半导电阻水带, 成缆时用阻水绳填充, 铠 装缆芯外绕包阻水带。 我们为用 户 设 计 的 阻 水 电 缆 型 号 规 格 为 FSYJY33 8. 7 /10 kV 3 × 300 , 电缆的结构如图 1 所示, 结构尺寸参数见表 1 。
2
产品生产工艺流程
铜杆→拉丝( 连续退火 ) → 导线绞合紧压 ( 阻水 材料填充) →导体屏蔽、 绝缘、 绝缘屏蔽三层共挤 → 半导电阻水带绕包 → 铜 带 屏 蔽 → 成 缆 ( 阻 水 绳 填
2013 年第 2 期 No. 2 2013
电线电缆 Electric Wire & Cable
2013 年 4 月 Apr., 2013
气, 则绝缘会老化变色, 严重时会使绝缘表面硬化甚 至龟裂。我公司采用氮气自动供应装置, 以确保氮 气浓度在 99. 5% 以上。 生产过程中定时排放废氮 及交联副产物, 确保绝缘表面外观质量。 正常生产 时, 氮气压力保持在 1 MPa。 ( 7 ) 硫化管清洁。 清除硫化管内壁的碳化污 垢, 提高了硫化管温度控制精度, 硫化热源可有效地 , 传导到绝缘线芯中 保证了绝缘的热延伸性能。 ( 8 ) 空气净化室内加料。导体屏蔽料、 绝缘料、 绝缘屏蔽料均采用真空吸入料斗, 要求上料间内空 气必须过滤, 维持一定的正压力。 我们建立了千级 3 净化室, 上料间的空气正压力控制在 l2. 5 N / m ,确 保加料室的清洁度。 ( 9 ) 主机温度控制精度。绝缘料的挤出温度为 95 ~ 115 ℃ 。考虑到绝缘料在主机内停留及某些不 确定因素影响, 为不使绝缘料在主机内先期硫化, 主
1 - 导体( 含阻水材料填充) 绝缘 4 - 绝缘屏蔽 6 - 阻水带绕包层 钢丝铠装 11 - 阻水绳填充 表1
绞合铜导体直径 导体屏蔽直径 XLPE 绝缘直径 绝缘屏蔽直径 半导电带绕包外径 铜带绕包屏蔽后外径 成缆后阻水带绕包层外径 铝塑复合综合护层后外径 镀锌钢丝铠装后外径 阻水带绕包后外径 高密度聚乙烯护层后外径
图1
FSYJY33 8. 7 /10 kV 3 × 300 结构 2 - 导体屏蔽 3 - XLPE 8 - 镀锌 5 - 半导电阻水带加铜带绕包 10 - 高密度聚乙烯护层 ( 单位: mm)
数值 20. 6 22. 2 31. 2 32. 8 34. 3 34. 6 77. 5 82. 2 88. 5 91. 5 99. 7
0
引
言
1
阻水电缆结构设计
国内交联聚乙烯 ( XLPE ) 绝缘电力电缆的应用 已有三十几年的历史, 因其良好的电气和机械物理 性能, 且具有生产工艺简单、 结构轻便、 传输容量大、 安装敷设及维护保养方便、 不受落差限制等优点, 在 电力系统中得到广泛的应用。 上世纪 90 年代, 专家曾对国内某大型钢铁公司 进行调研, 发现 80 年代敷设的交联电缆, 由于没有 采用阻水结构, 电缆已无法运行, 电缆使用寿命没有 达到设计要求的 30 年。经对故障电缆解剖分析, 其 主要原因是 XLPE 电缆在敷设和运行期间, 外力造 成电缆护套及绝缘损伤或接头损坏时, 潮气或水分 会沿着电缆纵向和径向间隙渗入, 致使 XLPE 绝缘 在运行电压下生成水树枝。水树枝生长到一定长度 即会在水树枝尖端引发永久性电树枝缺陷, 最终导 致电缆绝缘击穿。 据统计, 国内电网 10 ~ 35 kV 电力系统中, 地下 直埋 XLPE 绝缘电缆基本上没有采用阻水结构, 普 8 ~ 12 , 遍在运行 年后生长出大量水树 发生击穿事 故, 严重影响电网的安全运行。因此, 电缆阻水技术 对于保证 XLPE 电缆的可靠性与寿命都具有非常重 要的意义。
XLPE Insulation WaterResisting Cable Structure Design and Manufacturing Process WEI Jianliang
( HuBei LT HongQi Cables Group Co., Ltd., Yichang 443004 , China) Abstract: Introduction of the XLPE insulation waterproof power cable structure design,manufacturing process,the manufacturing process of each procedure in the process requirements of detail, to quality of the proposed control method. Key words: XLPE insulated power cable; water resistance structure design; manufacturing process; quality control
剥离 性 试 验 方 法 按 GB / T 12706. 2 —2008 的 第 19. 21 条规定, 剥离力为 20N。 ( 2) 绝 缘 采 用 万 马 高 分 子 材 料 厂 的 抗 水 树 XLPE , XLPE 绝缘材料。 即 WTR( 3 ) 导体进机头前用铜刷除去毛刺和铜粉, 使 导体表面光滑, 保证屏蔽包覆质量。 ( 4 ) 导体屏蔽及绝缘屏蔽的厚度控制在 0. 6 ~ 0. 8 mm。 绝缘标称厚度为 4. 5 mm, 绝缘厚度平均 值不小于标称值, 任一点最小厚度不小于标称值的 90% 。由于 XLPE 绝缘材料的热收缩性, 实际绝缘 厚度值选为 4. 5 × 1. 05 = 4. 725 mm。 ( 5 ) 按用户要求绝缘任一断面偏心度不大于 8% , 因此对模具尺寸要求特别严格, 模芯孔径比导 体直径大 0. 5 mm, 同时对模具装配的同心度、 装配 位置等严格规定; 对国内不同厂家的绝缘材料的流 动性作了详细对比分析, 选择低熔垂的绝缘料, 配备 在线测偏仪, 将绝缘偏心度控制在 5% 以内。 ( 6 ) 氮气纯度。在交联绝缘三层共挤生产过程 中, 如加热管中的氮气纯度不够, 混入了一部分空
2013 年第 2 期 No. 2 2013
电线电缆 Electric Wire & Cable
2013 年 4 月 2013 Apr.,
交联聚乙烯绝缘阻水电力电缆结构设计及制造工艺
卫建良
( 湖北龙腾红旗电缆( 集团) 有限公司, 湖北 宜昌 443004 ) 摘要: 介绍交联聚乙烯绝缘阻水电力电缆的结构设计和制造工艺, 对制造过程中各道工序的工艺要求作详细 阐述, 对质量提出控制方法 。 关键词: 交联聚乙烯绝缘电力电缆; 阻水结构设计; 制造工艺; 质量控制 中图分类号: TM247. 1 文献标识码: A 6901 ( 2013 ) 02001503 文章编号: 1672-
7 - 铝塑复合带及内衬层9 -Βιβλιοθήκη 阻水带绕包层电缆结构尺寸参数
项目名称
· 16·
2013 年第 2 期 No. 2 2013
电线电缆 Electric Wire & Cable
2013 年 4 月 Apr., 2013
机温度控制精度取为 ± 3℃ 。 ( 10 ) 导电线芯在换盘续接时, 采用铜管压接连 接。交联线生产速度约为 6. 4 m / min, 完全可以在 10 min 内完成导体连接操作。 铜管连接安全可靠、 强度高, 不会在硫化管内拉断。 ( 11 ) 绝缘线芯生产 后, 在自然环境下存放 2 天, 其目的是去气, 同时也消除了绝缘内应力。 3. 3 半导电阻水带绕包 绝缘线芯外绕包一层 0. 5 mm 半导电阻水带, 包带重叠率控制在带宽的 18% ~ 20% 。 3. 4 金属屏蔽 金属屏蔽是保证电缆质量的关键 。由于电力系 统对电缆安全性要求很高, 电缆采用消弧线圈接地 系统, 接 地 故 障 电 流 较 大。 因 此 要 求 采 用 一 层 厚 0. 1 mm、 宽 40 mm 的铜带重叠绕包, 重叠率不小于 带宽的 15% 。绕包时铜带易发皱, 且不易包好, 因 此调整绕包角度和绕包张力显得尤其重要, 否则铜 带易擦伤绝缘线芯或铜带不服帖。 另外, 为了克服 缆芯的摆动, 在包带前后加置定位模作支撑, 模具的 孔径比绝缘线芯的外径大 1. 5 ~ 2. 0 mm。 3. 5 成缆及填充 成缆节径比控制在 25 ~ 30 , 成缆绞向为右向。 成缆时中心及边缘均应用阻水绳填充密实 , 缆芯外 绕包二层 0. 5 mm 阻水带, 阻水带重叠绕包, 重叠率 控制在带宽的 10% ~ 30% 。 成缆后电缆不圆度不 大于 10% 。 3. 6 铝塑复合带及内衬层 采用 YLY 型聚乙烯型双面铝塑复合带, 厚 0. 32 mm, 铝带标称厚度为 0. 20 mm, 纵向包覆, 搭盖宽度 应大 于 6. 0 mm, 热 风 枪 焊 接, 温 度 控 制 在 180 ~ 190 ℃ 。 内衬层选用低密度聚乙烯材料。内衬层的标称 厚度为 2. 0 mm, 其任一点的最小厚度不小于标称厚 度的 80% - 0. 2 mm。 挤出机各段挤出温度控制在 130 ~ 175 ℃ , 挤出温度以塑化良好且断面无气孔为 准。螺杆转速控制在 25 r / min 以内。 3. 7 钢丝铠装 铠装采用 78 根标称直径 3. 15 mm 的钢丝, 钢 丝绞向为左向, 节径比为 9 ~ 12 , 总间隙不得超过一 根钢丝的直径。钢丝不应出现跳浜等现象, 钢丝接 头应对焊, 粗糙表面应修理平整, 接头处的钢丝直径 应与原直径基本相等。 钢丝外绕包二层 0. 5 mm 阻水带, 阻水带重叠 绕包, 重叠率控制在带宽的 10% ~ 30% 。 绕包后包