EQ140变速箱二轴三档齿轮工艺、刀具及夹具设计 100滚大端齿轮
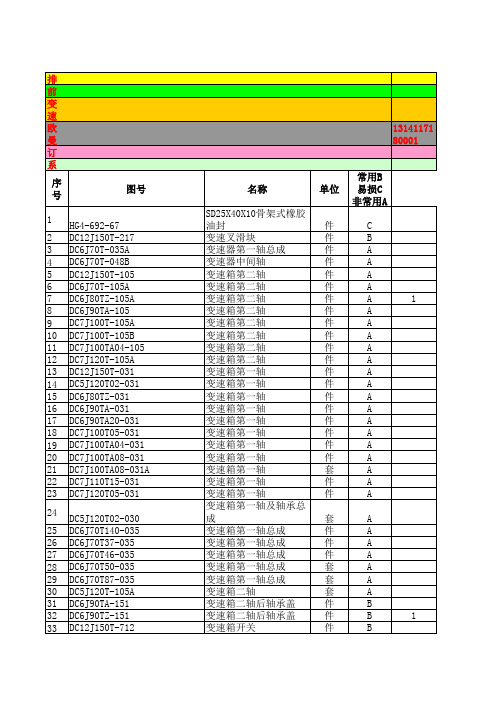
变速箱配件明细
件
A
变速箱第一轴
件
A
变速箱第一轴
件
A
变速箱第一轴
件
A
变速箱第一轴
件
A
变速箱第一轴
件
A
变速箱第一轴
件
A
变速箱第一轴
套
A
变速箱第一轴
件
A
变速箱第一轴
件
A
变速箱第一轴及轴总
成
套
A
变速箱第一轴总成
件
A
变速箱第一轴总成
件
A
变速箱第一轴总成
件
A
变速箱第一轴总成
套
A
变速箱第一轴总成
套
A
变速箱二轴
套
A
变速箱二轴后轴承盖
13141171 80001
常用B
名称
单位 易损C
非常用A
SD25X40X10骨架式橡胶
油封
件
C
变速叉滑块
件
B
变速器第一轴总成
件
A
变速器中间轴
件
A
变速箱第二轴
件
A
变速箱第二轴
件
A
变速箱第二轴
件
A
1
变速箱第二轴
件
A
变速箱第二轴
件
A
变速箱第二轴
件
A
变速箱第二轴
件
A
变速箱第二轴
件
A
变速箱第一轴
件
A
变速箱第一轴
排 前 变 速 欧 曼 订 系
序 号
图号
1 HG4-692-67 2 DC12J150T-217 3 DC6J70T-035A 4 DC6J70T-048B 5 DC12J150T-105 6 DC6J70T-105A 7 DC6J80TZ-105A 8 DC6J90TA-105 9 DC7J100T-105A 10 DC7J100T-105B 11 DC7J100TA04-105 12 DC7J120T-105A 13 DC12J150T-031 14 DC5J120T02-031 15 DC6J80TZ-031 16 DC6J90TA-031 17 DC6J90TA20-031 18 DC7J100T05-031 19 DC7J100TA04-031 20 DC7J100TA08-031 21 DC7J100TA08-031A 22 DC7J110T15-031 23 DC7J120T05-031
EQ140汽车变速器输出轴总成设计
摘要近几年来,我国机动车的数量已经越来越多,而车子的质量也越来越高,对于汽车变速器的发明研究也日益受到重视,已慢慢成为汽车领域的一个重要部分。
目前,随着科技的进步,汽车工业的迅速发展,而人类对舒适性的更高要求,使得变速器的发展更加深入。
本次毕业设计进行了东风EQ140变速器输出轴总成设计,主要包括对齿轮、轴等等的设计计算。
首先,在对东风EQ140汽车变速器输出轴进行大量的资料检索和调研之后确定了输出轴和齿轮总体布置方案。
变速器为三轴式有级变速器,五个前进档和一个倒档,齿轮型式采用渐开线直齿圆柱齿轮。
其次,根据变速器总体设计要求确定了齿轮的传动参数,并对齿轮进行了几何参数计算和强度校核计算。
关键词:变速器,传动机构,齿轮,轴,轴承Design of EQ140 transmission output shaft assemblyABSTRACTIn recent years, China has been increasing the number of motor vehicles, while increasing the quality of the car, the invention of the automobile transmission is also more and more attention has gradually become an important part of the automotive sector. Now, with advances in technology, the rapid development of automobile industry, and human comfort and higher demands, making the transmission more in-depth development.Dongfeng EQ140 the topics transmission output shaft assembly design, including gear, shaft, and so the design calculations.First of all, Dongfeng EQ140 auto transmission output shaft to a large number of information retrieval and research after the output shaft and gears to determine the overall layout. A class of three-axis gearbox transmission, the five forward gears and one reverse gear type involute spur gear and the transmission power output device installed.Secondly, the general design requirements under the transmission gear of the transmission parameters, and the gear geometric parameters were calculated and strength check calculation. Moreover, according to the selected use conditions and requirements of the bearing assembly models, and make thelife of the bearing checking and static strength check.Key words: transmission, power train, gears, shafts, bearingsEQ140汽车变速器输出轴总成设计王肖磊 Y660920280 引言近几年来,我国机动车的数量已经越来越多,而车子的质量也越来越高,对于汽车变速器的发明研究也日益受到重视,已慢慢成为汽车领域的一个重要部分。
公司自轮运转车辆管理办法
编码:BSGSZ-3-005某某公司自轮运转车辆管理办法(经2020年9月28日公司第五次总经理办公会审议通过)第一章总则第一条本办法规定了自轮运转车辆管理应贯彻“安全第一、预防为主、修养并重、服务生产”的方针,细化车辆用、管、修等各项规定和各部门职责。
以坚持保养与检修相结合,修理、改造与更新相结合,技术管理、运用管理与经济管理相结合的原则,充分发挥其作用。
第二条公司自轮运转车辆的范围:接触网作业车、DPT型接触网检修作业车、重型轨道车、轨道吊车、轨道平车、接触网放线车。
自轮运转车辆车辆的任务:自轮运转车辆是用于铁路建设、设备修理、抢修和检查等工作的主要运输设备,担当接触网日常检修、接触网冷滑试验、接触网动态检测、事故抢修、大修施工及人员、材料运输任务。
公司建立三级车辆管理体系:生产技术部、维修监测中心、工装设备工区。
第二章管理职责- 1 -第三条公司成立自轮运转车辆安全运用管理工作小组组长:分管领导副组长:生产技术部主任、安全监察部主任成员:生产技术部、安全监察部、人力资源部人员及维修监测中心相关技术人员生产技术部负责对自轮运转车辆的运用管理、安全运行、大修报废、购置更新和司乘人员素质等工作进行全面管理。
第四条生产技术部人员配置及职责(一)人员配置1.配备1名以上专(兼)职主管负责自轮运转车辆设备的用、管、修和运监分析管理工作。
2.设置自轮运转车辆专(兼)职人员一名,负责司乘人员的业务教育培训工作,对中心的学习组织和计划的落实及司乘人员的业务学习进行指导检查,安排联系司乘人员专业知识的学习培训工作。
(二)职责1.贯彻落实上级管理部门对车辆管理的文件精神和各项要求,组织开展车辆设备整治和安全专项检查活动。
2.负责车辆各项管理制度的制订和修订工作。
3.负责每年9月30日前下达次年车辆的更新、改造、维修、大修、报废和购置计划制订工作。
4.负责中心车辆的调整和调配,组织自轮运转车辆的年鉴工- 2 -作。
汽车维修基础第13章-2

变速器的磨合应在试验台上进行,进行无负荷和有负荷条件 下的各种转速的运转。磨合前,应按规定向变速器加注清洁的 润滑油。磨合时,第一轴转速为1000 ~ 2000r/min,各挡磨合 时间的总和不得少于1h。变速器进行有负荷试验时,其负荷为 最大传递扭矩的30%,严禁加入研磨用的磨料进行磨合。
变速器磨合的过程中,油温应在15℃~65℃。变速器的变速 机构和操纵机构轻便、灵活、迅速、可靠,不允许有自动脱挡 现象;运转和换挡时不得有异常响声;变速杆不得有明显的抖 动现象;所有密封部位不得有漏油现象。变速器经磨合和试验 后,应认真进行清洗,并按原厂规定加注润滑油。
共60页第22页
4.轴的检修
轴的主要损伤形式有变形、裂纹、轴颈和花键齿的磨损等。
(1)用百分表检查轴的变形(中部径向圆跳动 0.03mm/250mm), 超过标准时应校正或更换。 (2)轴齿、花键齿损伤达到前述齿轮损伤的程度时应更换。
(3)用千分尺检查各轴颈的磨损,超过规定值时,可堆焊、镀铬 后修复或更换。
共60页第30页
(8)变速器装配后,要检查各齿轮的轴向间隙和各齿轮副的啮合间隙及 啮合印痕。常啮合齿轮的啮合间隙为0.1~0.4mm;滑动齿轮的啮合间 隙为0.1~0.5mm。第一轴的轴向间隙≤0.1mm,其它各轴的轴向间隙 ≤0.30mm。各齿轮的轴向间隙≤0.40mm。
(9)装配密封衬垫时,应在密封衬垫的两侧涂以密封胶,确保密封效果 。
(10)安装变速器盖时,各齿轮和拨叉均应处于空挡位置。必要时,可 分别检查各个常用挡的齿轮副是否处于全长接合位置。
(11)按规定的力矩拧紧各部位螺栓。
共60页第31页
13.6.3 变速器的磨合与试验 (参考) 变速器装配后,应按规定进行变速器的磨合与试验,以改善 零件摩擦表面的接触质量状况,检查变速器的修理和装配质量 。
山西大同变速箱产品介绍

11
主要产品介绍-DC6J90T
技术数据
型 最大输入扭矩
式
NM 一档 档 二
三档 档 四
DC6J90TC 882
DC6J90TA
9.008 5.483 3.196 2.056 7.028 4.278 2.493 1.500
标准传动比
五档
六档 倒档
1.398
1 9.022
1.000
0.819 7.039
重量
181kg(不带离合器壳和润滑油)
油容量
8L
12
主要产品介绍-DC7J100T
DC7J100T变速器为三轴式单个 中间轴转动变速器。有七个前进档, 一个倒档,二到六档齿轮为斜齿轮, 一、倒档为直齿轮。二、三、四档装 有锁环式惯性同步器,五、六档为锁 环式惯性同步步器,低、一、倒档为 啮合套换档。 根据用户要求,变速器可装取力器,并可按用户要求设计输出法兰、 离合器壳SEK1#或SEK2#。 安装方式:变速箱前端和发动机直接立式安装。 换档操作:手动双杆或单杆直接操纵。
列) ③操纵系统:手动、半自动、全自动 ④箱体结构:对分立式、整体立式、整体立卧式、对分立卧式 ⑤取力器:左置、右置、中间轴全功率输出 ⑥冷却润滑:飞溅式润滑、强制冷却润滑 ⑦材料:采用铝合金壳体,有效降低产品重量
20
大齿集团十五期间产品发展规划简介
4. 匹配车型:商用载重车、客车、工程专用车、特殊车(如军用车等) 5. 匹配功率:160HP—420HP 6. 整车载重量:8T—30T
架桥机使用说明书

TJQ 180-40 型架桥机使用维护保养说明书目录用途介绍……………………………………………………( 2 )技术参数……………………………………………………( 2 )结构概述………………………………………………(3—4 )安装调试………………………………………………(4—5 )使用……………………………………………………( 5 )过孔………………………………………………(5—6 )中梁架设……………………………………………………( 6 )边梁架设……………………………………………………( 6 )斜、弯桥架设………………………………………………( 6 )维护保养………………………………………………(6—8 )感谢您选择****有限公司产品,为了更好地完善我们的产品,我们将不断力争改善产品性能,因此本说明书所描述的信息、规格、配置有所出入,敬请谅解。
一、用途介绍TJQ140t-30m A3 型架桥机为配重过孔、单向架设的传统架桥机。
该架桥机是一种运行工作范围广、性能优良、操作便捷、结构安全的钢结构轨道或预制梁吊装架设设备。
本产品适用于山区修筑公路坡度大,小半径弯桥、斜桥和隧道口架桥的要求。
同样,在平原施工条件好的地方更加方便。
本产品适应于温度-20℃~40℃、无火灾,无爆炸,无危险和无腐蚀性介质的环境中工作。
二、技术参数三、结构概述该桥机为了运输方便和现场安装,主结构采用销轴和法兰连接,其结构见总装示意图。
(一)主梁是桥机的主要承力构件,共两列。
主梁上铺设16Mn35方刚型轨道,提升小车在上面运行及进行起吊作业。
为了方便运输,各列主梁分为5段(见总装示意图),使用时用销轴连成整体。
主梁采用型钢和板钢焊接而成三角衍架结构。
有结构轻、钢性好、稳定性强、抗风性强、安装方便、外形美观等特点。
(二)提升小车提升小车由纵移轮箱、担梁、横移轮箱、卷扬机及滑轮组等组成。
它的功能是提升运送预制梁,轮箱上的电机通过摆线针轮减速机及齿轮组将动力传给车轮,实现纵移轮箱在主梁上纵向运行及横移轮箱沿担梁横向运行,提升小车上的卷扬机通过滑轮组提升及运送下部的预制梁。
EQ140东风汽车变速器解析

EQ140东风汽车变速器解析变速器的作用用一句话概括,就叫做变速变扭,即增速减扭或减速增扭。
为什么减速可以增扭,而增速又要减扭呢?设发动机输出的功率不变,功率可以表示为 N = wT,其中w是转动的角速度,T是扭距。
当N固定的时候,w与T是成反比的。
所以增速必减扭,减速必增扭。
汽车变速器齿轮传动就根据变速变扭的原理,分成各个档位对应不同的传动比,以适应不同的运行状况。
一般的手动变速器内设置输入轴、中间轴和输出轴,又称三轴式,另外还有倒档轴。
三轴式是变速器的主体结构,输入轴的转速也就是发动机的转速,输出轴转速则是中间轴与输出轴之间不同齿轮啮合所产生的转速。
不同的齿轮啮合就有不同的传动比,也就有了不同的转速。
例如EQ140东风汽车手动变速器,它的传动比分别是:1档7.31:1;2档4.31:1;3档2.43:1;4档1.54:1;5档(直接档)1:1。
当汽车启动司机选择1档时,将倒/1档拨叉向后接合1档齿轮并将它锁定输出轴上,动力经输入轴、中间轴和输出轴上的1档齿轮,1档齿轮带动输出轴,输出轴将动力传递到传动轴上。
这时的传动比应该是7.31:1.速度最低,而扭力最大。
当汽车增速司机选择2档时,拨叉将2/3档同步器与1档分离后接合2档齿轮并锁定输出轴上,动力传递路线相似,所不同的是输出轴上的1档齿轮换成2档齿轮带动输出轴。
2档变速齿轮传动比是4.31:1,输入轴转4.31圈,输出轴转1圈,比1档转速增加,扭矩降低。
当汽车加油增速司机选择3档时,拨叉使2/3档同步器回到空档位置,又使2/3档同步器移动直至将3档齿轮锁定在输出轴上,使动力可以从输入轴—中间轴—输出轴上的3档变速齿轮,通过3档变速齿轮带动输出轴。
3档传动比是2.43:1,输入轴转2.43圈,输出轴转1圈,是进一步的增速。
当汽车加油增速司机选择4档时,拨叉将2/3档同步器脱离3档齿轮,回到空挡拨叉将4/5档同步器4档锁定在输出轴上,使动力从输入轴—中间轴—输出轴上的4档变速齿轮,通过4档变速齿轮带动输出轴。
EQ140变速箱二轴三档齿轮工艺刀具及夹具设计

2.2
2.2.1
技术要求:小端面、内端面、大齿轮的粗糙度都为0.8,内孔为0.4,都要进行精加工才能达到要求。大、小两端面的端面跳动为:0.03,台阶端面的端面跳动量为0.1,接触精度按7级,齿2齿圈径向跳动<0.12,热处理:表面碳氮共渗,深度:0.8~1.1;表面硬度:HRC58~64,心部硬度:HRC33~48,其余部位硬度>HRC53。
(b)磨齿方案
轮齿加工的主要工艺路线为:滚—淬火—磨齿。磨齿是目前齿轮加工中精度最高的方法。一般精度可以达到5~6级,最高精度可以达3~4级。齿面光洁度可达到 7~ 9。用来加工高精度的淬硬或不淬硬的齿轮。但是由于在一般齿轮磨床的传动中,不象其他展成法那样连续分度而是单齿分度,带来了回程和分度时的时间损失,所以生产效率很低,成本很高,一般只用于单件小批生产。
关键词:齿轮加工;节圆夹具;插齿刀;滚刀
The development of machine manufacturing industry, the dependence is at the machine manufacturing of forerunner technique, and the share of market.How therefore the improvement process a craft, exaltation process accuracy, decrease process man-hour, create sex exploitation work to equip have, economy cost, exaltation product of forerunner and usage, exaltation product of market competition ability, will be us design core problem within process.This time design main aim at tradition of the double be allied slippery move wheel gear to process craft route to carry on research and design.The wheel gear which include a tradition among them process the knife, work equip to have and inside the bore process tongs of improvement design, and improve manufacturingqualityandefficientof tow axis, threegears ofEQ140 truck’sgear-box.