最新装配通用技术条件
电动车装配通用技术条件及生产过程检验规程
电动车装配通用技术条件及生产过程检验规程1 目的规范生产过程的检验方法和检验标准,确保所生产的电动车整车出厂质量的可靠性和一致性,制造让顾客满意的产品2范围2.1规定了本公司生产的电动车整车装配通用技术条件2.2本检验规程适用于本公司生产的电动车生产过程的检验3依据3.1相关产品的行业标准、国家标准3.2相关产品的技术要求和工艺规程4整车装配通用技术条件4.1整车装配前的准备4.1.1仔细阅读本工序的图纸技术要求和装配工艺规程。
4.1.2了解本工序所要装配的零部件质量要求和装配顺序。
4.1.3检查本工序所要装配的零部件质量情况。
4.1.3.1电镀件电镀层应色泽均匀、光亮,不应有锈蚀、起皮、鼓泡、麻点、毛刺和划痕等缺陷。
4.1.3.2喷漆件喷漆件应色泽均匀、光亮、无色差,漆层表面不允许有流痕、麻坑、锈蚀、漏喷、桔皮等缺陷。
4.1.3.3 焊接件焊接件表面应平整光滑,不能有漏焊,裂纹等缺陷。
4.1.3.4 所有外观件均不得有明显刮伤、碰花、生锈、变形等影响外观质量的缺陷。
4.1.4 按工艺所要装配的零部件根据工艺技术文件选用适当的工具工装和设备,并准备必要的辅料如润滑油脂类。
4.2通用装配要求4.2.1 按图纸和工艺技术文件规定,顺序安装本工序(工位)所要装的零部件。
4.2.2装配中对零部件要轻拿轻放,不允许严重的碰撞,损坏或划伤零部件,不允许非正常情况下的零部件变形。
4.2.3 所有安装螺栓、螺帽、螺钉、垫圈、六方头、起子头和平面均不得有严重的打花、缺边、缺角、脱漆、脱铬等缺陷。
4.2.4 所有零部件、标准件均不得错装、漏装、多装和少装。
4.2.5 所有零部件安装螺栓,刹车拉杆、刹车钢索等均应装配到位,安装螺栓均应露出螺母端面2-5牙。
4.2.6 安装螺栓松紧度应符合工艺技术文件所要求的力矩值,没有力矩值要求的螺栓螺钉按常规手感装紧,有弹簧垫圈的紧固件应使弹簧垫圈压平,但不能使弹簧垫圈失效。
4.2.7 本工序所装配的零部件均应按工艺技术要求装配到位,不应出现松脱现象,装配到位的零部件应牢固可靠。
组合式数控机床-2023最新标准
组合式数控机床1范围本文件规定了组合式数控机床的术语和定义、基本参数、精度、技术要求、试验方法、检验规则、标志、包装、运输和贮存要求。
本文件适用于组合式数控机床。
2规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T191包装储运图示标志GB5226.1机械电气安全机械电器设备第1部分:通用技术条件GB/T6576机床润滑系统GB15760金属切削机床安全防护通用技术条件GB/T16769金属切削机床噪声声压级测量方法GB/T23570金属切削机床焊接件通用技术条件GB/T25373金属切削机床装配通用技术条件GB/T25374金属切削机床清洁度的测量方法GB/T25376金属切削机床机械加工件通用技术条件GB/T25659.1简式数控卧式车床第1部分:精度检验GB/T25659.2简式数控卧式车床第2部分:技术条件GB/T32666高档与普及型机床数控系统JB/T3207机床附件产品包装通用技术条件JB/T3997金属切削机床灰铸铁件技术条件JB/T8356机床包装技术条件3术语和定义下列术语和定义适用于本文件。
3.1主轴principal axis机床上带动工件或刀具旋转的轴。
3.2液压卡盘hydraulic chuck用液压系统控制的夹具,用在数控车床主轴上面夹持工件。
4基本参数基本参数见表1。
表1基本参数序号项目单位PM45321最大移动行程X轴mm3502Y轴mm2603Z轴mm3404最大切削直径mm451序号项目单位PM45325最大切削长度mm3206床身上最大回转直径mm6007Y轴动力头台双电机4+4-60 8主轴端部尺寸N/A A2-59主轴内孔尺寸mm5610最大棒料通过尺寸mm4511液压卡盘(夹头规格)寸/mm卡盘6/夹头45 12主轴电机功率(电主轴)Kw11.713主轴最高转速r/min500014主轴最大扭矩N14015最小移动量mm0.001 16X/Z快进速度m/min25/25 17刀塔中心高mm6318刀位数个819外圆刀方mm2020钻镗座孔径mm2521X/Z重复定位精度mm0.005 22机床总功率KVA2623主轴最大功率(电主轴)Kw1524驱动伺服电机X轴Kw 2.425Y轴Kw 1.726Z轴Kw 2.427外形尺寸(长*宽*高)mm1900*1650*1820 28机床总重量Kg22005精度5.1加工装配精度值机床加工装配精度值应符合表2的要求。
装配用技术条件

装配通用技术条件1、范围本标准规定了产品装配的基本要求、连接方法、典型部件装配要求、平衡和总装通用技术条件,本标准适用于产品生产过程中组件装配、部件装配、总装及调试车。
2、引用标准GB 5226.1-1996 工业机械电气设备通用技术条件GB 7932-87气动系统通用技术条件GB 10089-88圆柱蜗杆、蜗轮精度GB 10095-88渐开线圆柱齿轮精度GB 10096-88齿条精度GB 11365-89 锥齿轮和准双曲面齿轮精度GB 11368-89齿轮传动装置清洁度3、基本要求3.1 产品必须严格按照设计工艺要求及本标准和产品有关的标准进行装配。
3.2 装配环境必须清洁、总装、试车的厂房的温度、湿度、防尘量、照明等必须符合有关规定。
3.3 产品的零部件(包括外购、外协件)必须经检验合格方能进行装配。
3.4 零件在装配前必须清理干净,不得有毛刺、飞边、氧化皮、锈蚀、切屑、砂料、灰尘、油污及划线的涂色。
3.5 除有特殊要求外在装配前零件的尖角和锐边必须倒钝。
3.6 配作表面必须按有关规定进行加工,完工后组部件应清理干净;应进行工序间的防锈处理;关主部件放入工位器具。
3.7用修配法装配的零件,修整后主要配合尺寸必须符合设计要求或工艺规定。
3.8 装配过程中零件码放整齐,不得落地,不得磕碰划伤,锈蚀,对涂漆零件的表面应注意保护。
3.9 装配领出的零件在装配前应加强管理,清洗过的轴承、轴套等进行复盖,防止落入灰尘。
3.10装配中必须有适当专用工具、工装或自制工具工装,不准用榔头直接打击零件。
3.11 组装时所有可拆件的结合面、配全面必须涂润滑油。
4、各种连接方法的要求4.1 螺钉、螺栓连接4.1.1 螺钉、螺栓和螺母紧固时,严禁打击或使用不适合的旋具与扳手,紧固后螺钉槽、螺母和螺栓头部不得损伤。
4.1.2 有规定拧紧力矩要求的紧固件,采用力矩扳手紧固。
未规定拧紧力矩的螺栓可按附录A(提示的附录)的规定(我公司采用的螺钉、螺栓、螺母机械性能等级为8.8级)。
下肢假肢装配通用技术条件(二)
下肢假肢装配通用技术条件(二)下肢假肢装配通用技术条件1. 引言•假肢装配是指将下肢假肢器材与患者对应残肢进行精确匹配和固定。
•这是一项关键且复杂的技术,直接关系到患者使用假肢的效果和舒适度。
2. 装配前准备工作•患者测量:准确测量患者残肢的尺寸和形状。
•肌力评估:评估患者残肢周围肌肉的力量和活动范围。
•皮肤状况评估:检查残肢皮肤状况,是否有溃疡、瘢痕或敏感等问题。
•临床病历:了解患者的病史、手术记录和特殊需求。
3. 假肢器材选择•根据患者的测量结果和临床情况,选择适合的假肢器材。
•器材包括假脚、假膝关节、假腿筒等,需考虑患者活动水平和需求。
•应选择质量可靠、适合肢体运动的器材,避免过重或过轻影响患者步态。
4. 假肢装配步骤•假肢组装:根据患者的残肢测量数据和假肢器材,进行组装。
•试戴调整:让患者进行假肢试戴,逐步进行调整,保证假肢与残肢的紧密配合。
•步态训练:指导患者进行合理步态的训练,帮助其适应新的假肢。
•稳定性检测:检验假肢的稳定性和安全性,确保患者能够自如地行走和运动。
5. 随访和维护•随访:对患者进行定期随访,了解假肢使用情况和身体状况,以及需求变化。
•调整和修理:根据患者的变化需求,进行假肢的调整和修理,保持其正常使用。
•假肢的保养:指导患者正确保护和清洁假肢,延长其使用寿命。
6. 结论•下肢假肢装配是一项复杂而重要的技术,要求精确度和专业技能。
•遵循装配通用技术条件,可以提高假肢使用者的生活质量。
•进一步研究和改进装配技术,将为下肢假肢装配带来更大的突破和创新。
通用装配工艺及要求

通用装配工艺及要求一.装配基本规范装配工在装配之前,应首先熟悉本工位的工艺文件、图纸及技术要求;并在装配工作中,严格执行工艺及产品图纸等技术要求机械装配应严格按照设计部提供的装配图纸及工艺要求进行装配,严禁私自修改作业内容或以非正常的方式更改零件。
装配时,应检查零件与装配有关的形状和尺寸精度是否合格,检查有无变形、损坏等,并应注意零件上各种标记,防止错装。
,装配前应主动检查零部件的正确性和外观质量,发现不合格产品及零部件不应装配,应及时向质量人员报告外购件必须先经过试验检查合格后,才能投入装配。
装配时,零件、工具应有专门的摆放设施,原则上零件、工具不允许摆放在机器上或直接放在地上,如果需要的话,应在摆放处铺设防护垫或地毯。
装配过程中零件不得磕碰、切伤,不得损伤零件表面,或使零件明显弯、扭、变形,零件的配合表面不得有损伤。
各配钻孔应按装配图和工艺规定。
相配零件的配合尺寸要准确,不得偏斜需在整车上进行焊接作业时,应断开整车电源总开关,以及其它精密控制单元的插接器(如电控发动机ECU,自动变速箱ECU等),焊接用搭铁线应尽量远离整车线束,并且搭铁要牢固、可靠压入平键及装卸轴承时,不得用铁锤敲打,应用木锤、铅、铝、紫铜锤或用装配工具进行装配装配滑动零件,如花键轴和带花键孔的齿轮等,应保证能相对地灵活移动装配在同一位置的螺钉,应保证长短一致,松紧均匀部件上各外露件如螺钉、铆钉、销钉、标牌、轴头及发蓝、电镀等件均应整齐完好,不许有损伤或字迹不清等现象,否则应予以更换,以确保外观质量二.滚动轴承的装配工艺要点轴承的安装必须在干燥、清洁的环境条件下进行。
安装前应仔细检查轴和外壳的配合表面、凸肩的端面、沟槽和连接表面的加工质量。
所有配合连接表面必须仔细清洗并除去毛刺,铸件未加工表面必须除净型砂轴承装配前,轴承位不得有任何的污质存在轴承装配时应在配合件表面涂一层润滑油,轴承无型号的一端应朝里,即靠轴肩方向必须在套圈端面的圆周上施加均等的压力,将套圈压入,不得用鎯头等工具直接敲击轴承端面,以免损伤轴承。
下肢假肢装配通用技术条件

下肢假肢装配通用技术条件肢体假肢装配通用技术条件一、引言肢体假肢是一种能够替代或补充失去的肢体功能的装置。
为了保证假肢的质量和使用效果,制定肢体假肢装配通用技术条件是非常重要的。
本文将介绍肢体假肢装配通用技术条件的相关要求和内容。
二、尺寸要求1. 假肢的尺寸应与使用者的肢体尺寸相匹配,确保稳固性和舒适性。
2. 假肢的长度、宽度和高度应符合人体工程学原理,使使用者能够自如地进行活动。
三、材料要求1. 假肢的材料应具有足够的强度和耐久性,能够承受正常使用条件下的压力和冲击。
2. 假肢的材料应具有良好的生物相容性,不引起过敏或刺激反应。
四、装配要求1. 假肢的装配应使用可靠的连接方式,确保装配的稳固性。
2. 假肢的装配应考虑到使用者的个体差异,能够进行个性化调整。
五、功能要求1. 假肢应具有适当的力学特性,能够提供所需的支撑和运动能力。
2. 假肢应具有适当的灵活性和敏感性,能够模拟自然肢体的运动。
3. 假肢应具有适当的稳定性和控制性,能够确保使用者的安全和舒适。
4. 假肢应具有适当的重量,不会给使用者带来过大的负担。
六、调整要求1. 假肢应具有可调节的功能,能够根据使用者的需要进行调整。
2. 假肢的调整应简便易行,使用者能够自行进行必要的调整。
七、外观要求1. 假肢应具有良好的外观,符合美学要求,不引起不适或不舒服的感觉。
2. 假肢的表面应光滑,不易损坏,易于清洁和维护。
八、安全要求1. 假肢的设计和制造应符合相关的安全标准和法规要求。
2. 假肢应具有防滑、防震和防水功能,能够适应各种使用环境。
九、质量控制要求1. 假肢的制造过程应符合相关的质量管理体系要求。
2. 假肢的质量控制应包括原材料的检验、装配过程的控制和成品的检验。
十、使用说明要求1. 假肢应配备详细的使用说明书,包括装配、调整和维护等内容。
2. 假肢的使用说明应明确指导使用者正确、安全地使用假肢。
十一、结论肢体假肢装配通用技术条件是确保假肢质量和使用效果的重要保障。
建筑用装配式集成吊顶通用技术要求

目次前言.............................................................................................................................................................. I I1 范围 (1)2 规范性引用文件 (1)3 术语和定义 (3)4 分类 (4)5 一般要求 (4)6 系统要求 (5)7 试验方法 (8)前言本文件按照GB/T 1.1-2020《标准化工作导则第1部分:标准化文件的结构和起草规则》的规定起草。
请注意本文件的某些内容可能涉及专利。
本文件的发布机构不承担识别专利的责任。
本文件由中华人民共和国住房和城乡建设部提出。
本文件由全国建筑构配件标准化技术委员会(SAC/TC 454)归口。
本文件起草单位:本文件主要起草人:建筑用装配式集成吊顶通用技术要求1 范围本文件规定了建筑用装配式集成吊顶的术语和定义、分类、一般要求、系统要求及试验方法。
本文件适用于公共建筑及居住建筑用装配式集成吊顶。
2 规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 191 包装储运图示标志GB/T 700 碳素结构钢GB 1002 家用和类似用途单相插头插座型式、基本参数和尺寸GB/T 1019 家用和类似用途电器包装通则GB/T 2423.3 环境试验第2部分:试验方法试验Cab:恒定湿热试验GB/T 2518 连续热镀锌和锌合金镀层钢板及钢带GB/T 3098.1 紧固件机械性能螺栓、螺钉和螺柱GB/T 3190 变形铝及铝合金化学成分GB/T 3785.1 电声学声级计第1部分:规范GB/T 3830 软聚氯乙烯压延薄膜和片材GB/T 3880.1 一般工业用铝及铝合金板、带材第1部分:一般要求GB 4343.1 家用电器、电动工具和类似器具的电磁兼容要求第1部分:发射GB 4706.1 家用和类似用途电器的安全第1部分:通用要求GB 4706.23 家用和类似用途电器的安全第2部分:室内加热器的特殊要求GB 4706.27 家用和类似用途电器的安全第2部分:风扇的特殊要求GB/T 5023.1 额定电压450/750V及以下聚氯乙烯绝缘电缆第1部分:一般要求GB/T 5237.1~5 铝合金建筑型材GB 7000.1 灯具第1部分:一般要求与试验GB 7000.201 灯具第2-1部分:特殊要求固定式通用灯具GB 7000.202 灯具第2-2部分:特殊要求嵌入式灯具GB/T 7725 房间空气调节器GB/T 9775 纸面石膏板GB/T 9978.9 建筑构件耐火试验方法第9部分:非承重吊顶构件的特殊要求GB/T 11981 建筑用轻钢龙骨GB/T 14210 墙板自攻螺钉GB/T 14536.1 电自动控制器第1部分:通用要求GB/T 14683 硅酮和改性硅酮建筑密封胶GB/T 14806 家用和类似用途的交流换气扇及其调速器GB/T 15092.1 器具开关第1部分:通用要求GB/T 15092.2 器具开关第2部分:软线开关的特殊要求GB/T 16731 建筑吸声产品的吸声性能分级GB/T 16915(全部部分) 家用和类似用途固定式电气装置的开关GB/T 16938 紧固件螺栓、螺钉、螺柱和螺母通用技术条件GB 17625.1 电磁兼容限值第1部分:谐波电流发射限值(设备每相输入电流≤16A)GB/T 17743 电气照明和类似设备的无线电骚扰特性的限值和测量方法GB/T 19666 阻燃和耐火电线电缆或光缆通则GB/T 19889.3 声学建筑和建筑构件隔声测量第3部分:建筑构件空气声隔声的实验室测量GB/T 19889.6 声学建筑和建筑构件隔声测量第6部分:楼板撞击声隔声的实验室测量GB/T 20247 声学混响室吸声测量GB 21551.3 家用和类似用途电器的抗菌、除菌、净化功能空气净化器的特殊要求GB/T 22769 浴室电加热器具(浴霸)GB/T 22789.1 硬质聚氯乙烯板材分类、尺寸和性能第1部分:厚度1mm以上板材GB/T 23444 金属及金属复合材料吊顶板GB/T 25998 矿物棉装饰吸声板GB/T 33544 玻镁平板GB/T 34555 建筑采光顶气密、水密、抗风压性能检测方法GB/T 35136 智能家居自动控制设备通用技术要求GB 50009 建筑结构荷载规范GB 50016 建筑设计防火规范GB 50222 建筑内部装修设计防火规范GB 50325 民用建筑工程室内环境污染控制标准JC/T 412.1 纤维水泥平板第1部分:无石棉纤维水泥平板JC/T 558 建筑用轻钢龙骨配件JC/T 564.1 纤维增强硅酸钙板第1部分:无石棉硅酸钙板JC/T 799 装饰石膏板JC/T 800 嵌装式装饰石膏板JC/T 803 吸声用穿孔石膏板JC/T 997 装饰纸面石膏板JC/T 2076 接缝纸带JC/T 2113 普通装饰用铝蜂窝复合板JC/T 2220 铝合金T型龙骨JG/T 14 通风空调风口JG/T 160 混凝土用机械锚栓JG/T 391 通风器QB/T 5202 家用和类似用途电动晾衣机YB/T 5294 一般用途低碳钢丝3 术语和定义下列术语和定义适用于本文件。
装配通用技术条件
装配通用技术条件(JB/ZQ4000.9-86)1. 外购材料与零部件应具有JB/ZQ4000.1-86V产品检验通用技术要求>中规定的检验报告与合格证.2. 用于紧固机架,机座和压力容器压紧法兰的紧固件,在紧固后,螺钉或螺母的端面与被紧固零件间的倾斜不得大于1°.3. 螺栓与螺母拧紧后, 螺栓应露出螺母2-4 扣,不许露出过长或过短.4. 各种密封毡圈、毡垫、石棉绳、皮碗等密封件装配前必须浸透油.钢纸板用热水泡软,紫铜垫作退火处理(加热至600-650C 后在水中冷却).5. d >4mm圆锥销与孔应进行着色检查,其接触率不得低于50%.带螺尾圆锥销打入后, 大端须沉入相关件2-3 扣.6. 钩头键与楔键装配后, 工作面上的接触率应在70%以上, 其不接触部分不得集中于一段. 装配后外露尺寸应为斜面长度的10-15%(不包括钩头).7. 花键或齿形离合器的装配, 单齿分度加工的矩形花键或齿形离合器的工作面研合后, 同时接触的齿数不得少于2/3; 接触率在齿长和齿高方向上均不得低于50%研合时可用0.05mm的塞尺检查齿侧隙, 塞尺不得插入全齿长.8. 锥轴伸与轴孔配合表面接触应均匀, 着色研合检验时其接触率不得低于70%.9. 各类联轴器技术要求及轴向(△ X)、径向(△ Y)与角向(“a的许用补偿量, 应符合有关联轴器标准的规定.10. 轴承外圈与开式箱体或轴承座的各半圆孔间不准有" 夹帮"现象, 各半圆孔的"修帮"尺寸, 不准超过下表规定的最大值滚动轴承装配修帮尺寸mm轴承外径D bmax hmax< 1200.1010 120-2600.1515 260-4000.2020> 4000.253011. 采用润滑脂的轴承, 装配后在轴承空腔内注入相当空腔容积65-80%的清洁润滑脂.12. 轴承装在轴上后应靠紧轴肩, 轴承内圈在常温状态经打击没有串动现象的情况下, 圆锥滚子轴承和向心推力球轴承与轴肩的间隙不得大于0.05mm其它轴承不得大于0.10mm.13. 装配滚动轴承允许采用机油加热进行热装, 油的温度不得超过100C.14. 在轴两端采用了径向间隙不可调的向心轴承(或滚针轴承、螺旋滚子轴承等), 而且轴的轴向位移又是以两端端盖限定时, 必须留出间隙 C.如果没规定C的数值,通常可按C=0.2-0.4mm规定,当温差变化较大或两轴承中心距较大时, 间隙 C 的数值可按下式计算:C=L a^ t+0.15式中:C—轴承外座圈与端盖间的间隙,mm.L—两轴承中心距,mm.a—轴材料的线膨胀系数(取a =12X 10八(-6)△ t —轴工作时温度与环境温度之差,C .0.15—轴膨胀后剩余的间隙,mm.15. 单列圆锥滚子轴承、向心推力球轴承、双向推力球轴承向游隙按(表1)调整.双列和四列圆锥滚子轴承在装配时均应检查其轴向游隙, 并应符合(表2)的要求.表 1 :mm轴承内径向心推力球轴承向游隙单列圆锥滚子轴承向游隙双列推力球轴承向游隙轻系列中及重系列轻系列轻宽. 中及中宽系列轻系列中及重系列<300.02-0.060.03-0.090.03-0.100.04-0.110.03-0.080.05-0.1130-500.03-0.090.04-0.100.04-0.110.05-0.130.04-0.100.06-0.1250-800.04-0.100.05-0.120.05-0.130.06-0.150.05-0.120.07-0.1480-1200.05-0.120.06-0.150.06-0.150.07-0.180.06-0.150.10-0.18120-1500.06-0.150.07-0.180.07-0.180.08-0.20--150-1800.07-0.180.08-0.200.09-0.200.10-0.22--180-2000.09-0.200.10-0.220.12-0.220.14-0.24〉200-2500.18-0.30 0.18-0.30表2: 双列、四列圆锥滚子轴承的轴向游隙mm 双列圆锥滚子轴向游隙轴承内径一般情况内圈比外圈温度高25- 30C<800.10-0.200.30-0.40 80-1800.15-0.250.40-0.50180-2250.20-0.300.50-0.60225-3150.30-0.400.70-0.80315-5600.40-0.500.90-1.000.15-0.25 0.20-0.30 0.25-0.35 0.30-0.40 0.30-0.40 0.35-0.45 0.35-0.45 0.40-0.5016. 滑动轴承上、下轴瓦的接合面要接触良好 , 无螺钉把紧的轴 瓦接合面,用0.05mm 和塞尺从外侧检查,在各处的塞入深度 都不得大于接合面的 1/3.17. 上、下轴瓦装配后其外圆应与相关轴承孔良好接触 , 如果图 样或相关设计文件对接触率未作具体规定时 , 应按下表的规 定执行 . 上下轴瓦外圆与相关轴承孔的接触要求 :接触要求四列圆锥滚子 轴承内径轴向游隙120-180 180-315 315-400 400-500 500-630 630-800 800-1000 1000-1250项目瓦 下瓦接触角a :稀油润滑130°150°油脂润滑120°140°60% 70%瓦侧间隙 b,mm 入时,0.10mm 塞尺不准塞入18. 轴瓦内孔刮研后 , 应与相关轴颈接触良好 , 如图样或相关设 计文件未作具体规定时 , 则按下表的规定执行 .上下轴瓦内孔与相关轴颈的接触要求 :接触角a a 角范围内接触点,点数125 x 25mm2稀 油 轴转速 轴瓦内径 ,mm 油 脂r/mi n< 180180-36360-500a 角内接触率D < 200时,0.05mm 塞尺不准塞D > 2004稀油润滑C1〜C120°90° 500-100064〉10008 6注:受力较小的轴瓦、接触点可在 25X 25mm^2勺面积上,按表中数值降低 1个接触点.19. 上、下轴瓦接触角a 以外的部分均需刮出油楔(如下表所示C1), 楔形从瓦口开始由最大逐步过渡到零 , 楔形最大值按下 表中规定. 上、下轴瓦经刮研达要求并组装后 ,轴瓦内径与 轴顶部处的间隙值C 应达到图样配合公差的中间值或接近上 限值. 上下轴瓦油楔尺寸 :( 油楔最大值 C1)3 2滑滑300-50053润 润< 300油脂润滑距瓦两端面10-15mm范围内,C1〜C中间部位C1〜2C.注:C值为轴瓦的最大配合间隙.20. 轴瓦中装固定销用的通孔, 应在瓦口面与相关轴承孔的开合面保持平齐的情况下, 与其配钻铰. 固定销打入后, 应与销孔紧密配合, 不得有松动现象, 销子的端面应低于轴瓦内孔2-3mm. 21. 过盈配合零件在装配前必须对配合部位进行复检, 并做好记录. 过盈量应符合图样或工艺文件的规定; 与轴肩相靠的相头轮或环的端面, 以及作为装配基准的轮缘端面, 与孔的垂直度偏差应在图样规定的范围内.22. 压装的轴和套允许在引入端制作导锥, 导锥的长度不准超过配合部位长度的15%,锥度各工厂自定.23. 采用压力机压装时, 应做好压力变化的记录, 压力变化应当平稳, 出现异常时就进行分析, 不准有压坏零件配合表面的现象.图样有最大压入力的要求时, 应达到规定数值, 不准过大或过小.24. 压装完成后, 在轴肩处必须靠紧, 间隙不得大于0.10mm.25. 热装薄环或轮缘时, 在端面处应设置可靠的定位基准. 热装后轴与环或轮毂与轮缘之间的中心不准出现互相偏斜现象26. 除铸铁轮毂与钢制轮缘在热装后可向轮毂内壁均匀浇冷水外,其余热装零件均应自然冷却,不准急冷.27. 零件热装时,必须靠紧轴肩或其它相关端面.零件经过冷缩后,零件与轴肩或其它相关端面的间隙在图样未做规定时不得大于配合长度尺寸的1/1000.28. 主动链轮和被动链轮齿的中心线应当重合. 其偏移误码差不得大于两链轮中心距2/1000.29. 链条非工作边的下垂度, 在图样没有具体规定时,按两链轮中心距的1-4.5%的规定.30. 相关的两个平面需要互研时, 只能在两个平面各自按平板或平尺刮研接近合格后,方准两件互研.被刮研表面接触点在图样或相关设计文件无具体规定或以精磨代替刮研时, 应符合下表规定.一般情况下的平面刮研接触点滑动速度接触面积,m A2<> 0.200.20m/s 点数/25 x 25mm A2<0.50 340.50-1.50 4331. 下列回转零件必须做静平衡试验:1). 图样已给出不平衡力矩限值的零件;2).对于没有注明静平衡试验的回转零件,当Q.nma»25时均需进行静平衡试验.式中Q为回转零件的质量,t;nmax为回转零件的最大转速,r/min.当nmaxc20r/min的以及锻造的全加工、全对称的回转零件不作静平衡试验.32. 对于需要作平衡试验, 但未规定平衡精度时, 按JB/ZZ4-86<<刚体转动件的平衡>>规定的平衡精度G18执行.33. 所有铸造液压缸体等容器, 如试压工序是安排在粗加工后进行的, 而在精加工后表面又出现了气孔、裂纹、夹渣等缺陷时, 则必须重新进行试压.34. 所有钢板焊接的液压罐等容器, 焊后应进行试压, 焊缝处经过切削加工时,则要重新试压.35. 锻造或锻焊结构的液压缸等, 要采用外观、超声波探伤、液压试验等方法, 对承压的可靠性进行检验.36. 探伤表面粗糙度应达到Ra3.2卩m.37. 承压母体试压与装配后的密封试压, 如无特殊规定试验压力一般为工作压力的 1.5 倍.38. 零件母体承压可靠性的试压,保压15min(允许补压),母体各部不准有渗漏现象.39. 装配件密封性试压,保压2min,不降压,且各密封处不准有渗漏现象.40. 固定在机体上的管路,应按照JB/ZQ4000.8-86<<管道与容器焊接防锈通用技术要求>>的规定,进行清洗与防锈处理锻件通用技术要求(JB/ZQ4000.7-86)1. 锻件上不应有白点,根据图样、工艺文件或订货技术要求的规定进行白点检查, 当发现有白点时, 该批所有锻件必须经单个检查后, 确定是否合格.2. 锻件的力学性能试验,按图样、工艺文件或订货技术要求的规定可在纵向、切向和横向的试样上进行, 试验的结果应符合JB/ZQ4287-86 ( 优质碳素结构钢) 和JB/ZQ4288-86(合金结构钢)的规定.3. 锻件根据其用途和工作条件, 按试验种类分为:I、H、皿、W和V五组.每组锻件除I组外,其必要的试验范围按下表规定. 设计部门或订货单位对锻件力学性能有要求时, 必须在图样或订货技术要求中注明.若未注明,则按I组锻件处理.一、锻件组别: I1. 组别的基本标志1) 检验特性: 不试验.2) 组成批的条件: 同一钢号的锻件.二、锻件组别:II1. 组别的基本标志1) 检验特性:测定每批中锻件的硬度.2) 组成批的条件:根据同一规范进行热处理的同一钢号的锻件2. 验收时的必要力学性能指标: HB3. 试验方法1)力学性能: -2) 硬度: 每批中试验5%,但不少于5 件.三、锻件组别:皿1. 组别的基本标志1) 检验特性:测定每一锻件的硬度.2) 组成批的条件:共同进行热处理的同一钢号的锻件.2. 验收时必要力学性能指标: HB3. 试验方法:1)力学性能: -2) 硬度:每一锻件均受试验.四、锻件组别:IV1. 组别的基本标志1)检验特性:测定每一锻件的硬度和每一批中的力学性能2) 组成批的条件:共同进行热处理的同一炉号的锻件.2. 验收时的必要力学性能指标:(T s 或a b, 8 5, ip , ak3. 试验方法1)力学性能: 试验数量.a. 锻件重量在10kg以下,每批在300件以下者,试验2件;每批超过300件者,试验0.5%,但不少于 2 件.b. 锻件重量超过10-20kg, 每批在200件以下者,试验2件:每批超过200件者,试验1%,但不得少于 2 件.c. 锻件重量超过20kg,每批超过150件以下者,试验2件;每批超过150者,试验 1.5%,但不得少于 3 件.2) 硬度:每一锻件均受试验, 选择具有极限的毛坯作力学性能试验.五、锻件组别:V1. 组别的基本标志1) 检验特性:测定每一锻件的力学性能.2) 组成批的条件:每一锻件均单个验收.2. 验收时的必要力学性能指标:(T s 或c b, 8 5, ip , ak3. 试验方法1)力学性能: 每一锻件均受试验2) 硬度: 每一锻件均受试验.注:1. 每批锻件由同一图号制造的锻件组成, 允许在同一批锻件中包括根据各种图号制造的外形尺寸近似的锻件.2. 经订货单位同意,允许把各种牌号钢制成的I组锻件组成一批.3. 对W、V组锻件验收时的必要力学性能指标os和(7 b的选择,应在图样或订货技术要求中规定,如无规定, 由制造厂工艺部门决定.4. 锻件的验收规则和试验方法按标准要求进行焊接件通用技术要求(JB/ZQ400.3-86)1. 焊接结构件的长度尺寸公差见1-245c 尺寸和形位公差数值.plb,适用于焊接零件和焊接组件的长度尺寸.焊接件的直线度. 平面度和平行度公差见1-245c 尺寸和形位公差数.plb, 焊接结构件的尺寸公差与形位公差等级选用见1-245b 尺寸和形位公差等级.plb2. 标注和未标注角度的偏差见1-246a 角度偏差.plb, 角度偏差的公称尺寸以短边为基准边, 其长度从图样标明的基准点算起.3. 喷丸处理的焊接件, 为了防止钢丸钻入焊缝, 必须焊接内焊缝,并尽量避免内室和内腔. 如果结构上必须有内室和内腔则必须进行酸洗, 以便达到表面除锈质量等级Be(见JB/ZQ4000.10-86附录A).对此图样需作标注.4. 由平炉钢制造的低碳钢结构件, 可在任何温度下进行焊接.但为了避免焊接过程产生裂纹及脆性断裂, 厚度较大的焊接件,焊削必须根据工艺要求, 进行预热和缓冷. 板厚超过30mm勺重要焊接结构,焊后应立即消除内应力,消除内应力采用550-600C 回火,或200C局部低温回火.5. 普通低合金结构钢制造勺焊接件, 必须按照焊接零件勺碳当量和合金元素含量、零件勺厚度、钢结构件勺用途和要求进行焊前预热和焊后处理, 见表 1 .表1:钢号厚度mm 焊前预热焊后热处理温度cc09Mn2不预热不处理不预热不处09Mn2Si理不预热不处理09MnV不预热不处理12Mn< 40不处理或16Mn600-650 回火> 40> 100不处理或600-650 回16MnRE火> 40 > 100 不处理或600-650 回火14MnNb< 32不预热不处理或560-590 15MnV630-650回火>32> 100不处理或560-590, 15MnTi630-650回火14MnMoNb>32> 100不处理或560-590,630-650 回火15MnVN< 32> 10015MnVTiRE> 32> 150600-650 回火18MnMoVNb14MnMoV> 150600-650 回火14MnMoVB> 150在气温较低、焊接件厚度较大的情况下焊接的普通低合金2 的规定预热.结构, 应按表表2 :钢板厚度,mm焊接气温, c预热温度,c< 16-10 以下100-15016-24- 5 以下100-15024-400 以下任何温度> 40 0以6. 有密闭内腔的焊接件,在热处理之前,应在中间隔板上适当的位置加工①10mn孔,使其空腔与外界相通.需在外壁上钻孔的在热处理后要重新堵上.7. 焊缝射线探伤应符合GB3323-82的规定.要进行力学性能试验的焊接, 应在图样或订货技术要求中注明. 焊缝的力学性能试验种类、试样尺寸按GB2649-81-GB2656-81的规定,试样板焊后与工件经过相同的热处理,并事选经过外观无损探伤检查.8. 焊件要进行密封性检验和耐压试验时, 应按本标准要求进行.对耐压试验有要求时, 应在图样或订货要求中注明试验压力和试压时间.常用材料的相对加工性(JB/ZQ4011-84)钢种材料代号相对加工性碳素35 131优质20 170碳素35 13145100557735SiMn54合金42SiMn54结38SiMnMo65构38CrMoAlA45钢60SiMnMo5437SiMn2MoV4420MnMo9718MnMoNb7420Cr10520CrMnMo2720CrMn2Mo3840Cr10050Cr8035CrMo7340CrSi5438CrSiMnMo5435Cr2MnMo44轧辊60CrMnMo44钢60CrMOV4465Mn50簧60Cr2MoW33钢50CrVA44碳素T773工T873具T1073钢T12624CrW2Si73合金Cr12MoV62工CrWMn62具5CrMnMo62钢GCr1573GCr15SiMn73W18Cr4V47不2Cr13100锈3Cr1377钢1Cr18Ni9Ti62碳素ZG230-450144铸ZG270-500144钢ZG310-570118合ZG35SiMn100金ZG35CrMnSi100铸ZG35CrMo100钢ZGMn13118ZGCr22Ni2N100灰HT15083铸HT20065铁HT25052HT30045铸ZQSn6-6-3造ZQSn10-1181有ZQA19-4181色ZHA166-6-3-2 181合ZHMn58-2-2307金ZL104551ZL203551度換算公式:1•蕭氏硬度(HS)二勃式硬度(BHN)/10+12 2•蕭式硬度(HS)二洛式硬度(HRC)+15 3.勃式硬度(BHN)= 洛克式硬度(HV)4.洛式硬度(HRC)二勃式硬度(BHN)/10-3硬度測定範圍:HSV100HBV500HRCV70HW1300。
装配通用技术条件机械电子类

装配通用技术条件[机械电子类]装配通用技术条件1、基本规定1.1 必须按照设计、工艺规定及本规定和有关原则进行装配。
1.2 装配环境必须清洁。
高精度产品旳装配环境温度、湿度、防尘量、照明防震等必须符合有关规定。
1.3 所有零部件(包括外购、外协件)必须具有检查合格证方能进行装配。
1.4 零件在装配前必须清理和清洗洁净,不得有毛刺、飞边、氧化皮、锈蚀、切屑、砂粒、灰尘和油污等,并应符合对应清洁度规定。
1.5 装配过程中零件不得磕碰、划伤和锈蚀。
1.6 油漆未干旳零件不得进行装配。
1.7 相对运动旳零件,装配时接触面间应加润滑油(脂)。
1.8 各零、部件装配后相对位置应精确。
1.9 装配时原则上不容许踩机操作,特殊部位必须上机操作时应采用特殊措施,应用防护罩盖住被踩部位,操作者须穿平底步鞋以防止破坏漆膜,电瓶及非金属等强度较低部位严禁踩踏。
2、联接措施旳规定2.1 螺钉、螺栓联接2.1.1 螺钉、螺栓和螺母紧固时严禁打击或使用不合适旳旋具与板手,紧固后螺钉槽、螺母、螺钉及螺栓头部不得损伤。
2.1.2 有规定拧紧力矩规定旳紧固件,应采用力矩扳手按规定拧紧力矩紧固。
未规定拧紧力矩旳螺栓,其拧紧力矩可参照附录一旳规定。
2.1.3 同一零件用多种螺钉或螺栓紧固时,各螺钉(螺栓)需顺时针、交错、对称逐渐拧紧,如有定位销,应从靠近定位销旳螺钉或螺栓开始。
2.1.4 用双螺母时,应先装薄螺母后装厚螺母。
2.1.5 螺钉、螺栓和螺母拧紧后,螺钉、螺栓一般应露出螺母1-2个螺距。
2.1.6 螺钉、螺栓和螺母拧紧后,其支承面应与被紧固零件贴合。
2.2销连接2.2.1 定位销旳端面一般应略高出零件表面,带螺尾旳锥销装入有关零件后,其大端应沉入孔内。
2.2.2 开口销装入有关零件后,其尾部应分开60?一90?。
2.2.3重要旳圆锥销装配时应与孔进行涂色检查,其接触长度不应不不小于工作长度旳60%,并应分布在接合面旳两侧。
装配式混凝土建筑用预制部品生产成套装备技术要求-最新国标
装配式混凝土建筑用预制部品生产成套装备技术要求1 范围本文件规定了装配式混凝土建筑用预制部品生产成套装备的分类和构成、技术要求、安全环保、安装调试、性能测试和交付文件。
本文件适用于生产装配式混凝土建筑用预制部品生产成套装备的制造安装。
2 规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 191 包装储运图示标志GB/T 1591—2018 低合金高强度结构钢GB 2893 安全色GB 2894 安全标志及其使用导则GB 4053.1 固定式钢梯及平台安全要求第1部分:钢直梯GB 4053.2 固定式钢梯及平台安全要求第2部分:钢斜梯GB 4053.3 固定式钢梯及平台安全要求第3部分:工业防护栏杆及钢平台GB/T 5226.1 机械电气安全机械电气设备第1部分:通用技术条件GB/T 7932 气动对系统及其元件的一般规则和安全要求GB/T 7935 液压元件通用技术条件GB 8624—2012 建筑材料及制品燃烧性能分级GB 8918 重要用途钢丝绳GB/T 9969 工业产品使用说明书总则GB/T 13306 标牌GB/T 13384 机电产品包装通用技术条件GB/T 16754 机械安全急停功能设计原则GB/T 38129 智能工厂安全控制要求GB/T 40399 装配式混凝土建筑用预制部品通用技术条件GB/T 41255 智能工厂通用技术要求GB/T 41502.1 建筑施工机械与设备内部式混凝土振动器第1部分:术语和商业规格GB 50171 电气装置安装工程盘、柜及二次回路结线施工及验收规范GB 50231 机械设备安装工程施工及验收通用规范GB/T 51231 装配式混凝土建筑技术标准JB/T 5946工程机械涂装通用技术条件JB/T 5994 装配通用技术要求JB/T 8828切削加工件通用技术条件JC/T 532 建材机械钢焊接件通用技术条件YD/T 3844 工业互联网平台应用管理接口要求3 术语和定义GB/T 40399界定的以及下列术语和定义适用于本文件。
电机装配通用技术条件讲诉

2.2.1轴和铸铝转子装配:(轴、铸铝转子、平键、磁钢压板、轴用弹性挡圈、油压机、转子压模、卡簧钳、铁榔头)
用铁榔头将平键敲入轴上的转子位置键槽内,平键与键槽接触严实,并在平键上标注初压位置。将磁钢压板从轴后端套入到最高台阶处底部贴合。转子竖直放置于转子压模上,将装配好的轴的尾端插入转子内孔,平键与键槽对齐,将压模和转子轴一起推到油压机下,位置与油压机平台的标记处重合,启动油压机对轴进行初压,待轴压到初压位置时暂停并上升压机平台使转子轴与压模进行自然恢复,再次启动油压机待转子与压模稳定后继续下压至磁钢压板位置(压装声发生变化),上升压机再进行二次复压,到限位停滞3S后压机复位。取出转子,在铸铝转子底端露出的卡簧槽位置安装卡簧,判定合格后转入车床工位进行转子外径加工。
2.2.2铸铝转子外径加工:(车床、转子垫装胎、转子卡环、外径千分尺)
调整刀具中心高度到高度限位,转子抬放到车床上的垫装胎后用双顶顶牢靠,在卡盘一端安装好转子卡环后双顶顶牢靠,先在转子左侧铁芯按图纸要求车4mm宽的端环,再从右端进刀车转子外圆,成品转子外径必须符合图纸要求尺寸,判定合格转入磁钢装配灌封工位。
8.
外径千分尺
100-125
8.
动平衡测试仪
MCB-280
9.
外径千分尺
125-150
10.
外径千分尺
150-175
11.
外径千分尺
175-200
12.
外径千分尺
200-225
13.
外径千分尺
250-275
14.
外径千分尺
275-300
15.
内径百分表
100-250
16.
内径百分表
250-450
机械零、部件的通用技术条件
古怪 的挎续时间不得少于 3 分钟,蒸汽容器的持续时间不得少于 5 分钟,容器在试验压力下 ,
在规定时间 内 不
词有渗透现象。
I
|
16
17
所有回转零件,当 Qr m盹 > 25 时 (Q 为回转 零 件的重量 C吨 J , 轴和心轴除外
11 皿且为回转零件每分钟住
! 最大附) ,均需进行静 平衡试验 ,其具体要求应在图样中规定,当 nm.x < 20r/min 时 , 不需作静平衡试验雹
一叫一热处理方法 、 硬度〈标注时, 其波动范围一般为 .
HRC ;(E
5 个单位左右,
H
B 在 3川个单乞
1 热 I :左右);
重要零件一热处理方法 、 零件不同部位的硬度 , 必要时提出零件不同部位的金相组织要求。
件 I-=;
黯 i表; 上 :由
注 : 火l
明 ! 一l 的i
应 |时
热 !渗
处
一般零件一热处理方法、 硬度、猝火区域;
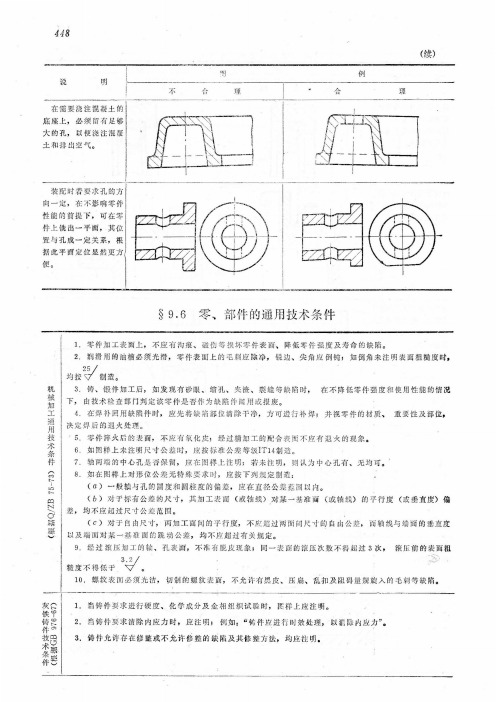
448
(续 )
:'B
说明
不 在衍要说注混凝土的
伊j
þ.
Q
L.
ι·
JJI!.
理
底座上 ,必 须附有足够 大的 孔,以 便说注混凝
土和l 担 1: ili 空气。
装配时若要求孔的方 向一定 , 在不移响零件
性能的前提下 ,可 在 零
件 上 钱出 一 平面 ,
其位
置与孔成 一 定关系 , 根
据此平商定位显然更为
占\
条 件
会
-
|
P
工字钢
R 二月 5H 或 R~25B
槽钢…吵…一稽钢离;叫叫)
装配通用技术条件(009)
带式制动器在自由状态时,制动带与制动轮之间的间隙装配时应调到(1~2)mm范围内。蹄式制动器在自由状态时,制动衬面与制动鼓的间隙应调整到(~)mm范围内。
齿轮箱装配后应按设计和工艺规定进行空载试验。试验时不应有冲击、噪声、温升和渗漏不得超过有关标准规定。
13 链轮链条的装配
链轮与轴的配合必须符合设计要求。空套链轮应在轴上转动灵活。
主动链轮与从动链轮的轮齿几何中心平面应重合,其偏移量不得超过设计要求。若设计未规定,一般应不小于或等于两轮中心距的千分之二。
10滚动轴承的装配
轴承在装配前必须是清洁的。
对于油脂润滑的轴承,装配后一般应注入约二分之一空腔符合规定的润滑脂。
用压入法装配时,应用专门压具或在过盈配合环上以棒或套(如图2所示)不得通过滚动体和保持架传递压力或打击力。
图2
轴承内圈端面一般应靠紧轴肩,其最大间隙,对圆锥滚子轴承和向心推力轴承应不大于0.05mm,其它轴承应不大于0.1mm。
4.1.2有规定拧紧力矩要求的紧固件,应采用力矩板手紧固。未规定拧紧力矩的螺栓,其拧紧力矩可参考普通螺栓拧紧力矩的规定(见附表1)
4.1.3同一零件用多个螺钉或螺栓紧固时,各螺钉、螺栓需顺时针、交错、对称逐步拧紧,如有定位销,应从靠近定们销的螺钉或螺栓开始,如图1所示:
5销联接:
重要的圆锥销装配时应与孔进行涂色检查,其接触长度不应小于工作长度的60%,并应分布在接合面的两侧。
QY/MZ13009-2014
装配通用技术条件
山西省防爆机车研究所(有限公司)
山西省防爆机车研究所(有限公司)
装配通用技术条件
共13页
第1页
装配式建筑 钢结构 预制构件与节点通用技术条件

装配式建筑钢结构预制构件与节点通用技术条件
随着建筑行业的快速发展,装配式建筑、钢结构、预制构件与节点的
应用越来越普遍。
这些技术不仅可以缩短建筑周期,提高建筑质量,
还可以节省成本,保障安全。
为了保证这些工艺的质量,必须遵循通
用技术条件。
首先,装配式建筑技术指的是建筑组件在工厂中预先组装完成,运到
现场后快速安装而成的建筑方式。
该技术的通用技术条件包括:设计
要符合国家建筑标准,建筑结构要满足强度、刚度、稳定性等要求,
建筑材料要符合环保要求,工厂要进行系列化生产和严格的检验检测,现场施工要有配合、协调和检测措施。
其次,钢结构建筑是以钢为主要结构材料的建筑类型,通用技术条件
包括:设计要符合国家钢结构标准和建筑标准,钢结构在生产、加工、运输、安装过程中要进行严格的质量控制,焊接、螺栓连接要符合标
准规范,施工现场要有专门的安全措施和管理措施。
最后,预制构件与节点技术指的是将建筑构件分别预制制作,再在现
场进行组装拼接的建筑方式。
通用技术条件包括:要有专门的生产加
工设备和场地,预制构件在生产过程中要进行质量检测,预制构件和
现场构件要进行合理的连接方式和装配标准。
总之,装配式建筑、钢结构、预制构件与节点是现代建筑行业的发展方向。
通用技术条件的严格落实可以保证建筑工艺的质量和安全,推动建筑工程的快速发展,并为人们提供更加美好舒适的生活环境。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
装配通用技术条件(JB/ZQ4000.9-86)1.外购材料与零部件应具有JB/ZQ4000.1-86<产品检验通用技术要求>中规定的检验报告与合格证.2.用于紧固机架,机座和压力容器压紧法兰的紧固件,在紧固后,螺钉或螺母的端面与被紧固零件间的倾斜不得大于1°.3.螺栓与螺母拧紧后,螺栓应露出螺母 2-4扣,不许露出过长或过短.4.各种密封毡圈、毡垫、石棉绳、皮碗等密封件装配前必须浸透油.钢纸板用热水泡软,紫铜垫作退火处理(加热至600-650℃后在水中冷却).5.d>4mm圆锥销与孔应进行着色检查,其接触率不得低于 50%.带螺尾圆锥销打入后,大端须沉入相关件2-3扣.6.钩头键与楔键装配后,工作面上的接触率应在70%以上 ,其不接触部分不得集中于一段. 装配后外露尺寸应为斜面长度的10-15%(不包括钩头).7.花键或齿形离合器的装配, 单齿分度加工的矩形花键或齿形离合器的工作面研合后,同时接触的齿数不得少于 2/3;接触率在齿长和齿高方向上均不得低于50%,研合时可用0.05mm的塞尺检查齿侧隙,塞尺不得插入全齿长.8.锥轴伸与轴孔配合表面接触应均匀, 着色研合检验时其接触率不得低于70%.9.各类联轴器技术要求及轴向(△X)、径向(△Y)与角向(△α)的许用补偿量,应符合有关联轴器标准的规定.10.轴承外圈与开式箱体或轴承座的各半圆孔间不准有"夹帮"现象,各半圆孔的"修帮"尺寸,不准超过下表规定的最大值. 滚动轴承装配修帮尺寸mm━━━━━━━━━━━━━━━━━━━━━━轴承外径D bmax hmax ──────────────────────≤120 0.10 10120-260 0.15 15 260-400 0.20 20 >400 0.25 30 ━━━━━━━━━━━━━━━━━━━━━━11.采用润滑脂的轴承,装配后在轴承空腔内注入相当空腔容积65-80%的清洁润滑脂.12.轴承装在轴上后应靠紧轴肩,轴承内圈在常温状态经打击没有串动现象的情况下,圆锥滚子轴承和向心推力球轴承与轴肩的间隙不得大于0.05mm.其它轴承不得大于0.10mm.13.装配滚动轴承允许采用机油加热进行热装,油的温度不得超过100℃.14.在轴两端采用了径向间隙不可调的向心轴承(或滚针轴承、螺旋滚子轴承等), 而且轴的轴向位移又是以两端端盖限定时,必须留出间隙 C.如果没规定C的数值,通常可按 C=0.2-0.4mm规定,当温差变化较大或两轴承中心距较大时,间隙 C的数值可按下式计算:C=Lα△t+0.15式中:C─ 轴承外座圈与端盖间的间隙,mm.L─ 两轴承中心距,mm.α─ 轴材料的线膨胀系数(取α=12×10^(-6)△t─ 轴工作时温度与环境温度之差,℃ .0.15─ 轴膨胀后剩余的间隙 ,mm.15.单列圆锥滚子轴承、向心推力球轴承、双向推力球轴承向游隙按(表1)调整.双列和四列圆锥滚子轴承在装配时均应检查其轴向游隙,并应符合(表2)的要求.表1 : mm━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━轴承内径向心推力球轴承向游隙单列圆锥滚子轴承向游隙双列推力球轴承向游隙轻系列中及重系列轻系列轻宽.中及中宽系列轻系列中及重系列───────────────────────────────────────────≤30 0.02-0.06 0.03-0.09 0.03-0.100.04-0.11 0.03-0.08 0.05-0.1130-50 0.03-0.09 0.04-0.10 0.04-0.110.05-0.13 0.04-0.10 0.06-0.1250-80 0.04-0.10 0.05-0.12 0.05-0.130.06-0.15 0.05-0.12 0.07-0.1480-120 0.05-0.12 0.06-0.15 0.06-0.150.07-0.18 0.06-0.15 0.10-0.18120-150 0.06-0.15 0.07-0.18 0.07-0.18 0.08-0.20 - -150-180 0.07-0.18 0.08-0.20 0.09-0.20 0.10-0.22 - -180-200 0.09-0.20 0.10-0.22 0.12-0.22 0.14-0.24 - ->200-250 - -0.18-0.30 0.18-0.30 - - ━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━表2: 双列、四列圆锥滚子轴承的轴向游隙mm━━━━━━━━━━━━━━━━━━━━━━━━━━━双列圆锥滚子轴向游隙轴承内径一般情况内圈比外圈温度高 25-30℃───────────────────────────≤80 0.10-0.20 0.30-0.4080-180 0.15-0.25 0.40-0.50180-225 0.20-0.30 0.50-0.60225-315 0.30-0.40 0.70-0.80315-560 0.40-0.50 0.90-1.00───────────────────────────四列圆锥滚子轴承内径轴向游隙───────────────────────────120-180 0.15-0.25180-315 0.20-0.30315-400 0.25-0.35400-500 0.30-0.40500-630 0.30-0.40630-800 0.35-0.45800-1000 0.35-0.451000-1250 0.40-0.50━━━━━━━━━━━━━━━━━━━━━━━━━━━16.滑动轴承上、下轴瓦的接合面要接触良好,无螺钉把紧的轴瓦接合面,用0.05mm和塞尺从外侧检查,在各处的塞入深度, 都不得大于接合面的1/3.17.上、下轴瓦装配后其外圆应与相关轴承孔良好接触,如果图样或相关设计文件对接触率未作具体规定时,应按下表的规定执行.上下轴瓦外圆与相关轴承孔的接触要求:━━━━━━━━━━━━━━━━━━━━━━━━━━━项目接触要求上瓦下瓦───────────────────────────接触角α:稀油润滑130°150°油脂润滑120°140°α角内接触率 60% 70%瓦侧间隙 b,mm D≤200时,0.05mm塞尺不准塞入D>200时,0.10mm塞尺不准塞入━━━━━━━━━━━━━━━━━━━━━━━━━━━18.轴瓦内孔刮研后,应与相关轴颈接触良好, 如图样或相关设计文件未作具体规定时,则按下表的规定执行.上下轴瓦内孔与相关轴颈的接触要求:━━━━━━━━━━━━━━━━━━━━━━━━━━━接触角αα角范围内接触点,点数/25×25mm^2───────────────────────────稀油轴转速轴瓦内径,mm油脂 r/min ≤180 180-36 0 360-500润润≤300 43 2滑滑 300-500 5 43120°90° 500-1000 6 54>1000 8 6 5━━━━━━━━━━━━━━━━━━━━━━━━━━━注:受力较小的轴瓦、接触点可在25×25mm^2的面积上,按表中数值降低1个接触点.19.上、下轴瓦接触角α以外的部分均需刮出油楔(如下表所示C1),楔形从瓦口开始由最大逐步过渡到零,楔形最大值按下表中规定. 上、下轴瓦经刮研达要求并组装后,轴瓦内径与轴顶部处的间隙值C应达到图样配合公差的中间值或接近上限值.上下轴瓦油楔尺寸:(油楔最大值C1)━━━━━━━━━━━━━━━━━━━━━━━━━━━稀油润滑C1≈C油脂润滑距瓦两端面10-15mm范围内,C1≈C中间部位C1≈2C.━━━━━━━━━━━━━━━━━━━━━━━━━━━注:C值为轴瓦的最大配合间隙.20.轴瓦中装固定销用的通孔,应在瓦口面与相关轴承孔的开合面保持平齐的情况下, 与其配钻铰. 固定销打入后,应与销孔紧密配合, 不得有松动现象,销子的端面应低于轴瓦内孔2-3mm.21.过盈配合零件在装配前必须对配合部位进行复检, 并做好记录.过盈量应符合图样或工艺文件的规定;与轴肩相靠的相头轮或环的端面,以及作为装配基准的轮缘端面,与孔的垂直度偏差应在图样规定的范围内.22.压装的轴和套允许在引入端制作导锥, 导锥的长度不准超过配合部位长度的15%,锥度各工厂自定.23.采用压力机压装时,应做好压力变化的记录,压力变化应当平稳,出现异常时就进行分析,不准有压坏零件配合表面的现象. 图样有最大压入力的要求时,应达到规定数值,不准过大或过小.24.压装完成后,在轴肩处必须靠紧,间隙不得大于0.10mm.25.热装薄环或轮缘时,在端面处应设置可靠的定位基准.热装后轴与环或轮毂与轮缘之间的中心不准出现互相偏斜现象.26.除铸铁轮毂与钢制轮缘在热装后可向轮毂内壁均匀浇冷水外,其余热装零件均应自然冷却,不准急冷.27.零件热装时,必须靠紧轴肩或其它相关端面.零件经过冷缩后, 零件与轴肩或其它相关端面的间隙在图样未做规定时,不得大于配合长度尺寸的1/1000.28.主动链轮和被动链轮齿的中心线应当重合. 其偏移误码差不得大于两链轮中心距2/1000.29.链条非工作边的下垂度,在图样没有具体规定时,按两链轮中心距的1-4.5%的规定.30.相关的两个平面需要互研时, 只能在两个平面各自按平板或平尺刮研接近合格后,方准两件互研.被刮研表面接触点在图样或相关设计文件无具体规定或以精磨代替刮研时, 应符合下表规定.一般情况下的平面刮研接触点━━━━━━━━━━━━━━━━━━━━━━━━━━━滑动速度接触面积,m^2≤0.20 >0.20m/s 点数/25×25mm^2───────────────────────────≤0.50 340.50-1.50 43━━━━━━━━━━━━━━━━━━━━━━━━━━━31.下列回转零件必须做静平衡试验:1).图样已给出不平衡力矩限值的零件;2).对于没有注明静平衡试验的回转零件,当Q.nmax>25时均需进行静平衡试验.式中Q为回转零件的质量,t;nmax为回转零件的最大转速,r/min.当nmax≤20r/min的以及锻造的全加工、全对称的回转零件不作静平衡试验.32.对于需要作平衡试验,但未规定平衡精度时,按 JB/ZZ4-86<<刚体转动件的平衡>>规定的平衡精度G18执行.33.所有铸造液压缸体等容器,如试压工序是安排在粗加工后进行的,而在精加工后表面又出现了气孔、裂纹、夹渣等缺陷时,则必须重新进行试压.34.所有钢板焊接的液压罐等容器,焊后应进行试压, 焊缝处经过切削加工时,则要重新试压.35.锻造或锻焊结构的液压缸等,要采用外观、超声波探伤、液压试验等方法,对承压的可靠性进行检验.36.探伤表面粗糙度应达到Ra3.2μm.37.承压母体试压与装配后的密封试压,如无特殊规定试验压力,一般为工作压力的1.5倍.38.零件母体承压可靠性的试压,保压15min(允许补压),母体各部不准有渗漏现象.39.装配件密封性试压,保压2min,不降压,且各密封处不准有渗漏现象.40.固定在机体上的管路,应按照JB/ZQ4000.8-86<<管道与容器焊接防锈通用技术要求>>的规定,进行清洗与防锈处理锻件通用技术要求(JB/ZQ4000.7-86)1.锻件上不应有白点,根据图样、工艺文件或订货技术要求的规定进行白点检查, 当发现有白点时,该批所有锻件必须经单个检查后,确定是否合格.2.锻件的力学性能试验,按图样、工艺文件或订货技术要求的规定可在纵向、切向和横向的试样上进行,试验的结果应符合JB/ZQ4287-86 (优质碳素结构钢)和JB/ZQ4288-86(合金结构钢)的规定.3.锻件根据其用途和工作条件,按试验种类分为:Ⅰ、Ⅱ、Ⅲ、Ⅳ和Ⅴ五组.每组锻件除Ⅰ组外,其必要的试验范围按下表规定.设计部门或订货单位对锻件力学性能有要求时,必须在图样或订货技术要求中注明.若未注明,则按Ⅰ组锻件处理.━━━━━━━━━━━━━━━━━━━━━━━一、锻件组别:Ⅰ1.组别的基本标志1)检验特性: 不试验.2)组成批的条件: 同一钢号的锻件.二、锻件组别:Ⅱ1.组别的基本标志1)检验特性: 测定每批中锻件的硬度.2)组成批的条件:根据同一规范进行热处理的同一钢号的锻件.2.验收时的必要力学性能指标: HB3.试验方法1)力学性能: -2)硬度: 每批中试验5%,但不少于5件.三、锻件组别:Ⅲ1.组别的基本标志1)检验特性: 测定每一锻件的硬度.2)组成批的条件:共同进行热处理的同一钢号的锻件.2.验收时必要力学性能指标: HB3.试验方法:1)力学性能: -2)硬度: 每一锻件均受试验.四、锻件组别:Ⅳ1.组别的基本标志1)检验特性:测定每一锻件的硬度和每一批中的力学性能.2)组成批的条件:共同进行热处理的同一炉号的锻件.2.验收时的必要力学性能指标:σs或σb, δ5, ψ, αk3.试验方法1)力学性能: 试验数量.a.锻件重量在10kg以下,每批在300件以下者,试验2件;每批超过300件者,试验0.5%,但不少于2件.b.锻件重量超过10-20kg,每批在200件以下者,试验2件:每批超过200件者,试验1%,但不得少于2件.c.锻件重量超过20kg,每批超过150件以下者,试验2件;每批超过150者,试验1.5%,但不得少于3件.2)硬度:每一锻件均受试验,选择具有极限的毛坯作力学性能试验.五、锻件组别:Ⅴ1.组别的基本标志1)检验特性: 测定每一锻件的力学性能.2)组成批的条件: 每一锻件均单个验收.2.验收时的必要力学性能指标:σs或σb, δ5, ψ, αk3.试验方法1)力学性能: 每一锻件均受试验.2)硬度: 每一锻件均受试验.───────────────────────注:1.每批锻件由同一图号制造的锻件组成, 允许在同一批锻件中包括根据各种图号制造的外形尺寸近似的锻件.2.经订货单位同意, 允许把各种牌号钢制成的Ⅰ组锻件组成一批.3.对Ⅳ、Ⅴ组锻件验收时的必要力学性能指标σs和σb的选择,应在图样或订货技术要求中规定,如无规定,由制造厂工艺部门决定.━━━━━━━━━━━━━━━━━━━━━━━4.锻件的验收规则和试验方法按标准要求进行焊接件通用技术要求(JB/ZQ400.3-86)1.焊接结构件的长度尺寸公差见1-245c 尺寸和形位公差数值.plb,适用于焊接零件和焊接组件的长度尺寸. 焊接件的直线度.平面度和平行度公差见 1-245c 尺寸和形位公差数.plb,焊接结构件的尺寸公差与形位公差等级选用见1-245b 尺寸和形位公差等级.plb2.标注和未标注角度的偏差见1-246a 角度偏差.plb,角度偏差的公称尺寸以短边为基准边, 其长度从图样标明的基准点算起.3.喷丸处理的焊接件,为了防止钢丸钻入焊缝, 必须焊接内焊缝,并尽量避免内室和内腔.如果结构上必须有内室和内腔, 则必须进行酸洗,以便达到表面除锈质量等级Be(见JB/ZQ4000.10-86附录A). 对此图样需作标注.4.由平炉钢制造的低碳钢结构件, 可在任何温度下进行焊接.但为了避免焊接过程产生裂纹及脆性断裂, 厚度较大的焊接件,焊削必须根据工艺要求,进行预热和缓冷. 板厚超过30mm的重要焊接结构,焊后应立即消除内应力,消除内应力采用550-600℃ 回火,或200℃局部低温回火.5.普通低合金结构钢制造的焊接件,必须按照焊接零件的碳当量和合金元素含量、零件的厚度、钢结构件的用途和要求进行焊前预热和焊后处理,见表1 .表1:━━━━━━━━━━━━━━━━━━━━━━━━━━钢号厚度mm 焊前预热焊后热处理温度℃℃──────────────────────────09Mn2 不预热不处理09Mn2Si 不预热不处理09MnV 不预热不处理12Mn 不预热不处理16Mn ≤40不处理或600-650回火16MnRE >40 ≥ 100不处理或600-650回火14MnNb >40 ≥ 100不处理或600-650回火15MnV ≤32不预热不处理或560-590,630-650回火15MnTi >32 ≥ 100不处理或560-590,630-650回火14MnMoNb >32 ≥ 100不处理或560-590,630-650回火15MnVN ≤3215MnVTiRE >32 >10018MnMoVNb ≥ 150 600-650回火14MnMoV ≥ 150 600-650回火14MnMoVB ≥ 150━━━━━━━━━━━━━━━━━━━━━━━━━━在气温较低、焊接件厚度较大的情况下焊接的普通低合金结构,应按表2的规定预热.表2 :━━━━━━━━━━━━━━━━━━━━━━━━━━钢板厚度,mm 焊接气温, ℃预热温度, ℃──────────────────────────≤16 -10以下 100-15016-24 -5以下100-15024-40 0以下任何温度>40 0以下任何温度━━━━━━━━━━━━━━━━━━━━━━━━━━6.有密闭内腔的焊接件,在热处理之前,应在中间隔板上适当的位置加工Φ10mm孔,使其空腔与外界相通.需在外壁上钻孔的, 在热处理后要重新堵上.7.焊缝射线探伤应符合GB3323-82的规定.要进行力学性能试验的焊接,应在图样或订货技术要求中注明.焊缝的力学性能试验种类、试样尺寸按GB2649-81-GB2656-81的规定,试样板焊后与工件经过相同的热处理,并事选经过外观无损探伤检查.8.焊件要进行密封性检验和耐压试验时,应按本标准要求进行.对耐压试验有要求时, 应在图样或订货要求中注明试验压力和试压时间.常用材料的相对加工性(JB/ZQ4011-84)━━━━━━━━━━━━━━━━━━钢种材料代号相对加工性──────────────────优质20 170碳素35 131钢45 10055 77合35SiMn 54金42SiMn 54结38SiMnMo 65构38CrMoAlA 45钢60SiMnMo 5437SiMn2MoV 4420MnMo 9718MnMoNb 7420Cr 10520CrMnMo 2720CrMn2Mo 3840Cr 10050Cr 8035CrMo 7340CrSi 5438CrSiMnMo 54轧辊60CrMnMo 44钢60CrMOV 44弹65Mn 50 簧60Cr2MoW 33钢50CrVA 44碳素T7 73 工T8 73 具T10 73 钢T12 62 合4CrW2Si 73金Cr12MoV 62工CrWMn 62 具5CrMnMo 62钢GCr15 73W18Cr4V 47 不2Cr13 100 锈3Cr13 77 钢1Cr18Ni9Ti 62碳素ZG230-450 144铸ZG270-500 144钢ZG310-570 118合ZG35SiMn 100金ZG35CrMnSi 100铸ZG35CrMo 100钢ZGMn13 118ZGCr22Ni2N 100灰HT150 83 铸HT200 65铁HT250 52HT300 45铸ZQSn6-6-3造ZQSn10-1 181有ZQA19-4 181色ZHA166-6-3-2 181合ZHMn58-2-2 307金ZL104 551ZL203 551硬度換算公式:1.蕭氏硬度(HS)=勃式硬度(BHN)/10+122.蕭式硬度(HS)=洛式硬度(HRC)+153.勃式硬度(BHN)= 洛克式硬度(HV)4.洛式硬度(HRC)= 勃式硬度(BHN)/10-3硬度測定範圍:HS<100HB<500HRC<70HV<1300《解决问题》教学反思本节课主要是教学三单元小数的除法《解决问题》,根据实际需要用“进一法”和“去尾法”取商的近似值,教材分别安排了两道小题进行教学。