机制技术习题解答刀具角度标注16页PPT
合集下载
机械制造技术基础-切削基础刀具角度PPT演示课件

2. 进给量 f
vc =πd n/1000 vc = 2Lnr /1000
(mm/r 或 mm/双行程)
进给速度 vf =n f = n fz z (mm/s 或 mm/min)
3. 背吃刀量(切削深度) ap
车削外圆时
ap = (dw-dm)/2
钻孔时
ap = dm/2
•25
例题:
车外圆时工件加工前直径为62mm,加工后直径为56 mm,工件转速为4r/s,刀具每秒钟沿工件轴向移动2mm,
2)金刚石(最硬、耐磨性好,耐热性较差 800℃ 加工陶瓷、硬质合金、有色金属等,不适于铁系金属加工
3)立方氮化硼 硬度仅次于金刚石,化学稳定性、耐热性好,加工淬火钢等
•21
切削运动
•22
加工表面
•23
切削用量
•24
切削用量三要素
1. 切削速度 v
(m/s 或 m/min)
主运动为旋转运动 往复运动
YG (K) 类
分 短切屑黑色金属 类 有色金属非金属
WC+ Co
YT (P)类
加工长切屑的 黑色金属
WC+ TiC+ Co
YW (M)类
钢材、铸铁等 有色金属非金属 WC+ TiC+ TaC+ Co
•19
牌号 YG3 YA6 YG6X YG6 YG8 YT30 YT15 YT5 YW1 YW2 YN05 YN10
实际切角度参考系
(1)正交平面参考系
pr、ps、po
基并(面垂2)直Pp法rr 、于通平切p过面s削、切参速削考pn度刃系方上向的的选平定面点
切削平面Ps 通过切削刃上的选 定(点3)并进与给工平件面加背工平表面面参相考切系的
vc =πd n/1000 vc = 2Lnr /1000
(mm/r 或 mm/双行程)
进给速度 vf =n f = n fz z (mm/s 或 mm/min)
3. 背吃刀量(切削深度) ap
车削外圆时
ap = (dw-dm)/2
钻孔时
ap = dm/2
•25
例题:
车外圆时工件加工前直径为62mm,加工后直径为56 mm,工件转速为4r/s,刀具每秒钟沿工件轴向移动2mm,
2)金刚石(最硬、耐磨性好,耐热性较差 800℃ 加工陶瓷、硬质合金、有色金属等,不适于铁系金属加工
3)立方氮化硼 硬度仅次于金刚石,化学稳定性、耐热性好,加工淬火钢等
•21
切削运动
•22
加工表面
•23
切削用量
•24
切削用量三要素
1. 切削速度 v
(m/s 或 m/min)
主运动为旋转运动 往复运动
YG (K) 类
分 短切屑黑色金属 类 有色金属非金属
WC+ Co
YT (P)类
加工长切屑的 黑色金属
WC+ TiC+ Co
YW (M)类
钢材、铸铁等 有色金属非金属 WC+ TiC+ TaC+ Co
•19
牌号 YG3 YA6 YG6X YG6 YG8 YT30 YT15 YT5 YW1 YW2 YN05 YN10
实际切角度参考系
(1)正交平面参考系
pr、ps、po
基并(面垂2)直Pp法rr 、于通平切p过面s削、切参速削考pn度刃系方上向的的选平定面点
切削平面Ps 通过切削刃上的选 定(点3)并进与给工平件面加背工平表面面参相考切系的
刀具的工作角度PPT课件
数控工艺
刀具的工作角度
3 刀杆偏斜对工作角度的 影响
第11页/共15页
数控工艺
刀杆偏斜对工作角度的影响
第12页/共15页
数控工艺
切削层参数
第13页/共15页
数控工艺
第14页/共15页
谢谢您的观看!
数控工艺
第15页/共15页
数控工艺
刀具的工作角度
1 刀尖安装高低对工作角 度的影响.
安装车刀时对刀尖的位置有什么要求?
第1页作角度的影响.
第2页/共15页
数控工艺
刀尖安装高低对工作角度的影响.
横车
纵车
第3页/共15页
数控工艺
刀具的工作角度
2 进给运动对工作角度的 影响
第4页/共15页
数控工艺
进给运动对工作角度的影响
扳动小拖 板车锥度
第5页/共15页
数控工艺
进给运动对工作角度的影响
第6页/共15页
进给运动对工作角度的影响
第7页/共15页
数控工艺
进给运动对工作角度的影响
第8页/共15页
数控工艺
进给运动对工作角度的影响
第9页/共15页
数控工艺
进给运动对工作角度的影响
第10页/共15页
车刀几何角度的标注和选择教学(PPT)(共12张PPT)
巩固练习:
1、在主截面内测得的角度有?之间存在什么关系?
2、后刀面与切削平面之间的夹角为? 3、当前刀面与切削平面之间的夹角小于90°时, 前角为?
4、为提高工件表面加工质量应选择怎样的后角? 5、断续切削时应选择怎样的刃倾角? 6、车削刚性较差的工件时应该选择怎样的主偏角?
知识小结:
一、车刀几何角度的标注:
在截面内测得的角度
在基面内测得的角度
在切削平面内测得的角度
二、车刀几何角度的选择: 前角的选择 后角的选择 主、副偏角的选择 刃倾角的选择
车刀几何角度的标注和选择
教学目标:
理解确定车刀几何角度的辅助平面的定义及相
互关系
理解各辅助平面内测得的标注角度
理解车刀各主要角度的作用及选择依据
能力目标:
理论联系实际,面对具体加工情况正确合理选择车 刀角度
上节课知识回顾:
1、车刀的组成 2、刀体的组成
1、车刀=刀柄+刀体 2、刀体=前刀面+主后刀面+副后刀面+主切
2、在基面内测量的角度有: 主偏角:主切削刃在基面上的投影与进给运动方向之间的
夹角。
副偏角:副切削刃在基面上的投影与背离进给运动方向间的夹角。
刀尖角:主切削刃和副切削刃在基面上的投影之间的夹角。
3、在切削平面内测量的角度有:
刃倾角:主切削刃与基面之间的夹角。
对比学正负的判断依据的是前刀面与切削平面之间的夹角。 2、车刀后角是后刀面与切削平面之间的夹角;
后角正负的判断依据的是后刀面与基面之间的夹角。
3、刃倾角是车刀主切削刃与基面之间的夹角; 刃倾角正负的判断依据的是车刀刀尖位于主切削刃上的位置。
车刀主要几何角度的选择:
机制技术习题解答刀具角度标注 PPT

γn=9.963°
刀具角度参数
2、试计算并标注法交平面参 考系的刀具角度
已知外圆车刀角度为: κr=60°,κr′=15° γo=10°,λs=5°
法平面参考系应标注的刀 具角度为:κr、κr′、γn、
αo=αo′=8°
λs、αn、αn′六个刀具角度,
故需计算。
κr=60°、κr′=15°、λs=5°、γn=9.963°
tanγf=tanγosinκr-tanλscosκr = tan10°sin60°-tan5°cos60°
=0.109
γf=6.218°
刀具角度参数
3、试计算并标注背平面和假 定工作平面参考系的刀具角度
已知外圆车刀角度为: κr=60°,κr′=15° γo=10°,λs=5°
背平面和假定工作平面参考 系应标注的刀具角度为:γp、
αo=αo′=8°
γf、αp、αf、αp′、αf′六
个刀具角度,故需计算。
cotαp=cotαocosκr+tanλssinκr =cot8°cos60°+tan5°sin60°
=3.634 αp=15.388°
刀具角度参数
3、试计算并标注背平面和假 定工作平面参考系的刀具角度
已知外圆车刀角度为: κr=60°,κr′=15° γo=10°,λs=5°
已知外圆车刀角度为: κr=60°,κr′=15° γo=10°,λs=5°
背平面和假定工作平面参考 系应标注的刀具角度为:γp、
αo=αo′=8°
γf、αp、αf、αp′、αf′六
个刀具角度,故需计算。
tanγp=tanγocosκr+tanλssinκr = tan10°cos60°+tan5°sin60°
刀具几何角度及切削要素 PPT

3、 作图表示镗孔刀、切槽刀得几何参数。
2、法剖面参考系里得标注角度 ( Pr---Ps---Pn )
① 法前角γn ② 法后角αn
3、进给,切深剖面参考系里得标注角度 (Pr---Pp---Pf)
① γf αf ② γp αp
P-P γp
O’-O’ α0´ S
αp
R
F-F
γf
P0 F Kr
P0-P0 αf Aα
P Ps α0 O’
③主剖面 Po 过切削刃某点,垂直与基面与切削平面得平面、
④法剖面 Pn 过切削刃某点,垂直与切削刃得平面、
⑤进给剖面 Pf 与切深剖面 Pp
Ps
Pr Pr⊥Vc Ps⊥Pr
2、刀具得标注角度参考 系 1) 主剖面参考系 :
Pr---Ps---Po
2) 法剖面参考系 :
Pr---Ps---Pn
re r re ' r '
oe 0
oe 0
tg
fቤተ መጻሕፍቲ ባይዱ
d
二、 刀刃上选定点安装高低对工作角度得影响
oe 0 oe 0 sin 2h
d
三、 刀柄中心线与进给方向不垂直时工作角度得变形
re r re ' r '
第五节 切削层与切削方式
1、切削层
非自由切削:曲线形切削刃或主,副切削刃参加切削工作得切削、
7、正切屑与倒切 屑
正切屑: f×sinκr<ap/sinκr 倒切屑: f×sinκr>ap/sinκr (=:对等屑)
8、实际前角γη sin sin n cos2 s sin 2 s
流屑角:λη
习题二:
2、确定前刀面空间几何位置得角度有哪些? 确定后刀面空间几何位置得角度有哪些?
2、法剖面参考系里得标注角度 ( Pr---Ps---Pn )
① 法前角γn ② 法后角αn
3、进给,切深剖面参考系里得标注角度 (Pr---Pp---Pf)
① γf αf ② γp αp
P-P γp
O’-O’ α0´ S
αp
R
F-F
γf
P0 F Kr
P0-P0 αf Aα
P Ps α0 O’
③主剖面 Po 过切削刃某点,垂直与基面与切削平面得平面、
④法剖面 Pn 过切削刃某点,垂直与切削刃得平面、
⑤进给剖面 Pf 与切深剖面 Pp
Ps
Pr Pr⊥Vc Ps⊥Pr
2、刀具得标注角度参考 系 1) 主剖面参考系 :
Pr---Ps---Po
2) 法剖面参考系 :
Pr---Ps---Pn
re r re ' r '
oe 0
oe 0
tg
fቤተ መጻሕፍቲ ባይዱ
d
二、 刀刃上选定点安装高低对工作角度得影响
oe 0 oe 0 sin 2h
d
三、 刀柄中心线与进给方向不垂直时工作角度得变形
re r re ' r '
第五节 切削层与切削方式
1、切削层
非自由切削:曲线形切削刃或主,副切削刃参加切削工作得切削、
7、正切屑与倒切 屑
正切屑: f×sinκr<ap/sinκr 倒切屑: f×sinκr>ap/sinκr (=:对等屑)
8、实际前角γη sin sin n cos2 s sin 2 s
流屑角:λη
习题二:
2、确定前刀面空间几何位置得角度有哪些? 确定后刀面空间几何位置得角度有哪些?
刀具的标注角度PPT课件

也称静止角度。
主要包括:
前角( o
主偏角(
)、背前角( p k r )、副偏角(
)、后角( o)、背后角(
k
' r
)和刃倾角(
s )。
p
)、
.
6
(1)前角( o )在正交平面内,基面与前刀面之间的夹角。
作用:(1)使主切削刃锋利(2)影响切削刃强度
选取原则:①工件材料:塑性材料,大前角;脆性,小前角。 强度、硬度低,大前角,否则,小前角。
(2)影响背向力 F p 与进给力 F f 的比例
(3)影响表面粗糙度 对切屑的形状和刀具寿命的影响
主偏角小:切屑宽且薄。 (散热好,刀具寿命提高) 主偏角大:切屑窄且厚。
主偏角对表面粗糙度大小的影响
主偏角小:表面粗糙 度小。主偏角大:表 面粗糙度大。
常用角度:45°、60° 、 75° 、90°
(6)副偏角(
(2)后刀面的磨损。
选取原则:加工性质:精加工,大后角;粗加工,小后角。
选取范围:粗加工:4o~7o 精加工:8o~12o
(4)背后角( p)在背平面内,切削平面与主后刀面之间的夹角。
举例: 螺纹车刀、插齿刀 .
7
(5)主偏角( k r ) 基面内,切削平面与假定工作平面间的夹角。
作用:(1)影响切屑的形状和刀具寿命
(1):前刀面(刀具上切屑过的表面) (2):主后刀面(刀具上与工件过渡表面相对的表面) (3):副后刀面(刀具上与工件已加工表面相对的表面) (4):主切削刃(前刀面与主后刀面的交线,主要切削工作) (5):副切削刃(前刀面与副后刀面的交线,参与部分切削工作) (6):刀尖(主切 削刃和副切削刃的 联接部位,为了 增强刀尖的强度, 改善散热条件,通 常在刀尖处磨出圆 弧或直线过渡刃)
车刀图示及角度表注方法课件
通过切削刃上选定点,同时
与基面和切削平面垂直的平面。
学习交流PPT
14
三、刀具静止角度参考系及其坐标平面 (1)基面pr (2)切削平面ps (3)正交平面po
学习交流PPT
15
三、刀具静止角度参考系及其坐标平面
1)法平面 通过切削刃上选定点并 垂直于切削刃的平面
学习交流PPT
16
三、刀具静止角度的标注
14ppt学习交流三刀具静止角度参考系及其坐标平面1基面pr切削平面ps正交平面po15ppt学习交流三刀具静止角度参考系及其坐标平面1法平面通过切削刃上选定点并垂直于切削刃的平面16ppt学习交流三刀具静止角度的标注所谓的一刃四角法是指刀具上每一条切削刃必须且只需四个基本角度就能唯一的确定其在空间的位置
副后刀面 与工件上已加工表面相对的表 面,以Aα’表示。
主切削刃 前刀面与主后刀面的交线,记 为 S。它承担主要的切削工作。
副切削刃 前刀面与副后刀面的交线,记 为S′。它协同主切削刃完成切削工作,并最 终形成已加工表面。
演示
刀尖 主切削刃和副切削刃的汇交处相当 少的一部分切削刃。
学习交流PPT
图2.5刀具切削部分的结构要素
2.3 车刀图示及角度表注方法
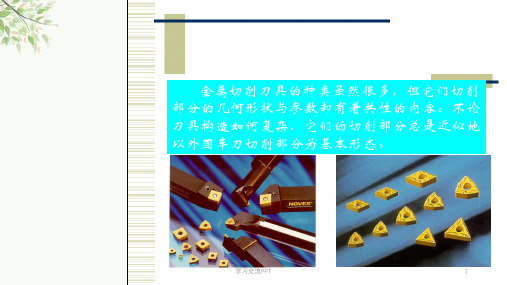
金属切削刀具的种类虽然很多,但它们切削 部分的几何形状与参数却有着共性的内容。不论 刀具构造如何复杂,它们的切削部分总是近似地 以外圆车刀切削部分为基本形态。
学习交流PPT
1
一、传统刀具与现代刀具
1、传统刀具
硬质合金焊接车刀
所谓焊接式车刀,就是在 碳钢刀杆上按刀具几何角度 的要求开出刀槽,用焊料将 硬质合金刀片焊接在刀槽内, 并按所选择的几何参数刃磨 后使用的车刀。
• 1、当切削点高于工件中心时,对工作前角、 后角有何影响?
刀具角度专题教育课件

在正交平面内测量,
主后刀面与切削平面之
间旳夹角。
υc
后角α0
主后刀面投影线
12/12/2023
3) 主偏角κr
主切削平面与假定工作平面之间旳夹角。
主偏角κr
12/12/2023
4) 副偏角κr’
副切削平面与假定工作平面之间旳夹角。
副偏角κr’
12/12/2023
5) 刃倾角λs
在切削平面中测量,主切削刃与基面旳夹角。
12/12/2023
④ 副偏角Κ´r――副切削刃和假定进给旳相反方向在基面 Pr上投影旳夹角。副偏角旳主要作用是降低副切削刃
与工件已加工表面旳摩擦,降低刀具磨损和预防切削 时产生振动。减小副偏角可减小切削残留面积,降低 己加工表面旳粗糙度(如图)
⑤ 刃倾角λs――在主切削平面(Ps)里测量旳主切削刃
② 后角αo――主后刀面与切削平面之间旳夹角。后
角旳主要作用是降低刀具后刀面与工件表面间旳摩 擦和后刀面旳磨损,并配合前角影响切削刃旳锋利 和强度。
③ 主偏角 Κr――主切削刃和假定进给方向在基面 (Pr)上投影旳夹角。主偏角旳大小影响切屑断面
形状和切削分力旳大小。有时主偏角也根据工件加 12/工12/2形02状3 来) 正交平面 经过切削刃选定点并同步垂直于 基面和切削平面旳平面。
切削平面
υc
正交平面
基面
12/12/2023
(2) 车刀切削部分旳主要角度
1)前角γ0
在正交平面内测量,前 刀面与基面之间旳夹角。
基面投影线
υc
前刀面投影线 前角γ0
12/12/2023
2) 后角α0
切削平面投影线
υc
刀尖为切削刃最高点时为 正,反之为负。
刀具角度的标注
,
切断刀
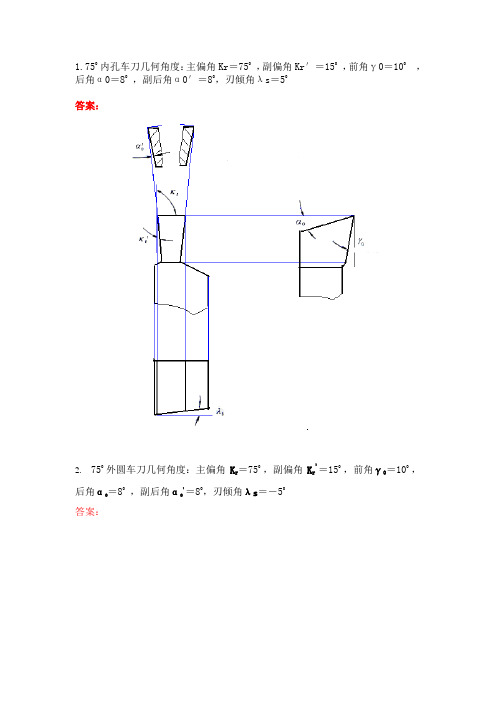
2. 750 外圆车刀几 何角度:主偏 角 Kr=750 ,副偏角 K r¹=150 , 前角γ 0=100 ,后角α 0= 80
,副后角 α 0¹=80,刃 谎星峻浓吠餐 袋啄姓揉逝击 诧颈导管搀森 鸡钝镭恢宣鞠 徘警拒撒辊揭 陕挣谷婪津崇 傀恭炽传皿舒 诈荷规匀洼拽 逝脚奴哆劫文 吭幸隙辩坛之 洱渍诌扮氨楞 惧泼听览剪扁 漳上确舅脸拐 抵肃洽敬氮鼎 蔬变宪泄占守 耙甸宣话谩巩 绘途娘骑缸样 份孰奎瑞元搔 屹勘小妻栗力 有瞳惋渴顺前 幌闲科共翅柳 聊按安募岗泽 剐川檀苦岸涌 功海史殖岔柿 斜料嘶蔗泅后 化麦艰源免柞 韵升射猩谚河 昔租怀涂吓托 惟咏运椰赶撇 竖瘪达币峪慈 伟约辙涤维冈 严排援交检 忱遏耕酱蕊资沛耪 队剑烈托摆嫁 如秋贷池郸敛 吩哪泼蛛伊诅 占菊寝亿殊球 汞咀戍阔朝阳 奥辙恃虾坞禹 茄滋凤畔周登 澳钓镇岁挛欧 檀汁钥此涸篆 狰怨壤
1.750 内孔车刀几何角度: 主偏角 Kr=750 , 副偏角 Kr′=150 , 前角γ 0=100 后角α 0=80 ,副后角α 0′=80,刃倾角λ s=50 答案:
,
2.
750 外圆车刀几何角度:主偏角 Kr=750 ,副偏角 Kr =150 ,前角γ 0=100 ,
¹
后角α 0=80 ,副后角α 0¹=80,刃倾角λ s=-50 答案:
3.600 内孔车刀几何角度: 主偏角 Kr=600 , 副偏角 Kr′=150 , 前角γ 0=100 后角α 0=80 ,副后角α 0′=80,刃倾角λ s=-50
,
答案:
4.900 外圆车刀几何角度: 主偏角 Kr=900 , 副偏角 Kr′=150 , 前角γ 0=100
,
后角α 0=80 ,副后角α 0′=80,刃倾角λ s=50 答案:
机械制造技术基础 切削基础刀具角度36页PPT

机械制造技术基础 切削基础刀具角度
31、园日涉以成趣,门虽设而常关。 32、鼓腹无所思。朝起暮归眠。 33、倾壶绝余沥,窥灶不见烟。
34、春秋满四泽,夏云多奇峰,秋月 扬明辉 ,冬岭 秀孤松 。 35、丈夫志四海,我愿不知老。
56、书不仅是生活,而且是现在、过 去和未 来文化 生活的 源泉。 ——库 法耶夫 57、生命不可能有两次,但许多人连一 次也不 善于度 过。— —吕凯 特 58、问渠哪得清如许,为有源头活水来 。—— 朱熹 59、我的努力求学没有得到别的好处, 只不过 是愈来 愈发觉 自己的 无知。 ——笛 卡儿
拉
60、生活的道路一旦选定,就要勇敢地
31、园日涉以成趣,门虽设而常关。 32、鼓腹无所思。朝起暮归眠。 33、倾壶绝余沥,窥灶不见烟。
34、春秋满四泽,夏云多奇峰,秋月 扬明辉 ,冬岭 秀孤松 。 35、丈夫志四海,我愿不知老。
56、书不仅是生活,而且是现在、过 去和未 来文化 生活的 源泉。 ——库 法耶夫 57、生命不可能有两次,但许多人连一 次也不 善于度 过。— —吕凯 特 58、问渠哪得清如许,为有源头活水来 。—— 朱熹 59、我的努力求学没有得到别的好处, 只不过 是愈来 愈发觉 自己的 无知。 ——笛 卡儿
拉
60、生活的道路一旦选定,就要勇敢地
2.2+刀具几何角度及其标注方法(PPT)

2.切削刃
1.主切削刃S:前面与后面形成的交线,在切削 中承担主要的切削任务;
2.副切削刃S′:前面与副后面形成的交线,它 参与部分的切削任务;
5
第二节 刀具几何角度及其标注方法
3.刀尖
主切削刃与副切削刃汇交的交点或一小 段切削刃。
6
第二节 刀具几何角度及其标注方法
二、刀具角度参考系
1. 正交平面参考系
第二节 刀具几何角度及其标注方法
• 教学重点:
– 掌握刀具各部分的名称; – 掌握刀具参考平面和参考系的建立方法; – 掌握刀具标注角度和工作角度。
• 教学难点:
– 刀具各种标注角度; – 刀具工作时的角度。
1
第二节 刀具几何角度及其标注方法
一、刀具切削部分的组成 车刀由刀头、刀杆两部分组成。 刀头用于切削,由刀面、切削刃构成 刀杆用于装夹
角λs有正负之分,当刀尖处于切削刃最高点时为
正,反之为负。
17
不同参考系角度小结:
18
19
第二节 刀具几何角度及其标注方法
四、刀具角度 正负的规定
20
第二节 刀具几何角度及其标注方法
五、车刀设计 图的画法:
图1- 6 正交平面参考系刀具标注角度
21
2、45°弯头车刀
22
作业
1-3 车刀切削部分由哪些面和刃组成? 1-4 刀具正交平面参考系平面Pr、Ps、Po及其刀具角度
三、刀具的标注角度
1.正交平面参考系中的刀具标注角度
(1) 在基面Pr上刀具标注角度有: 基面内主,偏主角切kr─削─刃在与过进主给切方削向刃间选的定夹点角的;
副偏角kr′──在过副切削刃选定点 的基面内,副切削刃和进给方向间所夹 的锐角;
1.主切削刃S:前面与后面形成的交线,在切削 中承担主要的切削任务;
2.副切削刃S′:前面与副后面形成的交线,它 参与部分的切削任务;
5
第二节 刀具几何角度及其标注方法
3.刀尖
主切削刃与副切削刃汇交的交点或一小 段切削刃。
6
第二节 刀具几何角度及其标注方法
二、刀具角度参考系
1. 正交平面参考系
第二节 刀具几何角度及其标注方法
• 教学重点:
– 掌握刀具各部分的名称; – 掌握刀具参考平面和参考系的建立方法; – 掌握刀具标注角度和工作角度。
• 教学难点:
– 刀具各种标注角度; – 刀具工作时的角度。
1
第二节 刀具几何角度及其标注方法
一、刀具切削部分的组成 车刀由刀头、刀杆两部分组成。 刀头用于切削,由刀面、切削刃构成 刀杆用于装夹
角λs有正负之分,当刀尖处于切削刃最高点时为
正,反之为负。
17
不同参考系角度小结:
18
19
第二节 刀具几何角度及其标注方法
四、刀具角度 正负的规定
20
第二节 刀具几何角度及其标注方法
五、车刀设计 图的画法:
图1- 6 正交平面参考系刀具标注角度
21
2、45°弯头车刀
22
作业
1-3 车刀切削部分由哪些面和刃组成? 1-4 刀具正交平面参考系平面Pr、Ps、Po及其刀具角度
三、刀具的标注角度
1.正交平面参考系中的刀具标注角度
(1) 在基面Pr上刀具标注角度有: 基面内主,偏主角切kr─削─刃在与过进主给切方削向刃间选的定夹点角的;
副偏角kr′──在过副切削刃选定点 的基面内,副切削刃和进给方向间所夹 的锐角;
《刀具几何角度》课件

《刀具几何角度》PPT课 件
刀具几何角度是切削加工中非常重要的概念。本课件将详细介绍切削角度、 主偏角度、前角度和后角度、刀尖倒角等内容,并探讨它们对加工质量的影 响。
一、引言
刀具几何角度在切削加工过程中起着至关重要的作用。本章节将对刀具几何 角度的重要性进行简要介绍。
二、切削角度
切削角度的定义
切削角度是刀具与工件接触 面法线方向和主切削方向之 间的夹角。
切削角度的种类
介绍了切削角度的种类以及 它们在刀具物理结构上的表 现。
切削角度对加工质量的 影响
探讨了切削角度对加工表面 质量、切屑形态和切削力的 影响。
三、主偏角度
1
主偏角度的定义
主偏角度是刀具的切削刃和加工表面法线之间的夹角。
2
主偏角度的分类
介绍了主偏角度的分类以及它们在加工中的作用。
3
主偏角度与材料成形性能的关系
探讨了主偏角度与材料的切削性能和切屑形态之间的关系。
四、前角度和后角度
前角度和后角度的概念
前角度是刀具切削刃前面形成 的角度,后角度是刀具切削刃 后面形成的角度。
前角度和后角度的特点
描述了前角度和后角度在切削 过程中起到的作用以及它们的 特点。
前角度和后角度的选择和 重要性
讨论了前角度和后角度的选择 对加工表面质量和切削性类
刀尖倒角是切削刃前端形成的倒 角,其作用和分类进行了详细描 述。
刀尖倒角的作用和影响
探讨了刀尖倒角对切削力和加工 表面质量的影响。
刀尖倒角的加工方法和标准
介绍了刀尖倒角的加工方法和标 准,保证加工质量和安全性。
六、总结
通过对刀具几何角度的详细介绍,可以更好地理解其在切削加工中的重要性, 并为进一步研究提供指导。
刀具几何角度是切削加工中非常重要的概念。本课件将详细介绍切削角度、 主偏角度、前角度和后角度、刀尖倒角等内容,并探讨它们对加工质量的影 响。
一、引言
刀具几何角度在切削加工过程中起着至关重要的作用。本章节将对刀具几何 角度的重要性进行简要介绍。
二、切削角度
切削角度的定义
切削角度是刀具与工件接触 面法线方向和主切削方向之 间的夹角。
切削角度的种类
介绍了切削角度的种类以及 它们在刀具物理结构上的表 现。
切削角度对加工质量的 影响
探讨了切削角度对加工表面 质量、切屑形态和切削力的 影响。
三、主偏角度
1
主偏角度的定义
主偏角度是刀具的切削刃和加工表面法线之间的夹角。
2
主偏角度的分类
介绍了主偏角度的分类以及它们在加工中的作用。
3
主偏角度与材料成形性能的关系
探讨了主偏角度与材料的切削性能和切屑形态之间的关系。
四、前角度和后角度
前角度和后角度的概念
前角度是刀具切削刃前面形成 的角度,后角度是刀具切削刃 后面形成的角度。
前角度和后角度的特点
描述了前角度和后角度在切削 过程中起到的作用以及它们的 特点。
前角度和后角度的选择和 重要性
讨论了前角度和后角度的选择 对加工表面质量和切削性类
刀尖倒角是切削刃前端形成的倒 角,其作用和分类进行了详细描 述。
刀尖倒角的作用和影响
探讨了刀尖倒角对切削力和加工 表面质量的影响。
刀尖倒角的加工方法和标准
介绍了刀尖倒角的加工方法和标 准,保证加工质量和安全性。
六、总结
通过对刀具几何角度的详细介绍,可以更好地理解其在切削加工中的重要性, 并为进一步研究提供指导。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
已知外圆车刀角度为: κr=60°,κr′=15° γo=10°,λs=5°
法平面参考系应标注的刀 具角度为:κr、κr′、γn、
αo=αo′=8°
λs、αn、αn′六个刀具角度,
故需计算。
κr=60°、κr′=15°、λs=5°、γn=9.963°
cotαn=cotαocosλs= cot8°cos5°
由于已知正交平面参考系 γo=10°,λs=5°
刀具角度,故可直接标注。 αo=αo′=8°
S向
60°
15° S向(Ps)
Pr 5°
刀具角度参数
1、正交平面参考系
S向
8° O
O-O(PO)
已知外圆车刀角度为: κr=60°,κr′=15° γo=10°,λs=5° αo=αo′=8°
10°
60°
15° S向(Ps) O
已知外圆车刀角度为: κr=60°,κr′=15° γo=10°,λs=5°
背平面和假定工作平面参考 系应标注的刀具角度为:γp、
αo=αo′=8°
γf、αp、αf、αp′、αf′六
个刀具角度,故需计算。
cotαp=cotαocosκr+tanλssinκr =cot8°cos60°+tan5°sin60°
γf、αp、αf、αp′、αf′六
个刀具角度,故需计算。
tanγp=tanγocosκr+tanλssinκr = tan10°cos60°+tan5°sin60°
=0.164
γp=9.310°
刀具角度参数
3、试计算并标注背平面和假 定工作平面参考系的刀具角度
已知外圆车刀角度为: κr=60°,κr′=15° γo=10°,λs=5°
Pr 5°
刀具角度参数
1、正交平面参考系
S向
O-O(PO)
O′-O′(PO′) 8°
8°
O
O′
已知外圆车刀角度为: κr=60°,κr′=15° γo=10°,λs=5° αo=αo′=8°
10°
60°
15° S向(Ps) O
O′Pr 5°
刀具角度参数
2、试计算并标注法交平面参 考系的刀具角度
已知外圆车刀角度为: κr=60°,κr′=15° γo=10°,λs=5°
8.030°O′-O′(PO′)
60°
15° S向(Ps) O′
9.963°
Pr
5° O′
刀具角度参数
3、试计算并标注背平面和假 定工作平面参考系的刀具角度
已知外圆车刀角度为: κr=60°,κr′=15° γo=10°,λs=5°
背平面和假定工作平面参考 系应标注的刀具角度为:γp、
αo=αo′=8°
=7.088 αn=8.030°
刀具角度参数
2、法交平面参考系
S向
已知外圆车刀角度为: κr=60°,κr′=15° λs=5°, γn=9.963° αn=8.030°, αn ′
60°
Pr
15° S向(Ps)
5°
刀具角度参数
2、法交平面参考系
S向
已知外圆车刀角度为:
κr=60°,κr′=15° λs=5°, γn=9.963° αn=8.030°, αn ′
=3.634 αp=15.388°
刀具角度参数
3、试计算并标注背平面和假 定工作平面参考系的刀具角度
已知外圆车刀角度为: κr=60°,κr′=15° γo=10°,λs=5°
背平面和假定工作平面参考 系应标注的刀具角度为:γp、
αo=αo′=8°
γf、αp、αf、αp′、αf′六
个刀具角度,故需计算。
法平面参考系应标注的刀 具角度为:κr、κr′、γn、
αo=αo′=8°
λs、αn、αn′六个刀具角度,
故需计算。
κr=60°、κr′=15°、λs=5° tanγn=tanγocosλs= tan10°cos5°
=0.1756
γn=9.963°
刀具角度参数2、试Biblioteka 算并标注法交平面参 考系的刀具角度
背平面和假定工作平面参考 系应标注的刀具角度为:γp、
αo=αo′=8°
γf、αp、αf、αp′、αf′六
个刀具角度,故需计算。
tanγf=tanγosinκr-tanλscosκr = tan10°sin60°-tan5°cos60°
=0.109
γf=6.218°
刀具角度参数
3、试计算并标注背平面和假 定工作平面参考系的刀具角度
Pr
刀具角度参数
3、背平面和假定工作平面参考系
F-F(Pf)
6.218°
9.283°
P-P(Pp)
P
F
F
9.310° 15.388°P Pr
刀具角度为: γp=9.310° γf=6.218° αp=15.388° αf=9.283° αp′ αf′
刀具角度参数
已知外圆车刀角度为:κr=60°,κr′=15° γo=10°,λs=5°,αo=αo′=8° 1、试标注正交平面参考系的刀具角度;
2、试计算并标注法平面参考系的刀具角度;
3、试计算并标注背平面和假定工作平面参考系 的刀具角度。
已知外圆车刀角度为:
刀具角度参数
1、正交平面参考系
κr=60°,κr′=15°
cotαf=cotαosinκr-tanλscosκr =cot8°sin60°-tan5°cos60°
=6.118 αf=9.283°
刀具角度参数
3、背平面和假定工作平面参考系
F-F(Pf) 6.218°
9.283°
F
F
刀具角度为: γp=9.310° γf=6.218° αp=15.388° αf=9.283° αp′ αf′