CRCC—铁路产品认证-完整版
什么是CRCC产品认证
什么是CRCC产品认证一、CRCC产品认证简介:提高铁路产品质量,保证铁路运输安全,依据相关的技术规范、标准和技术要求,经铁路产品认证机构确认,并通过颁布认证证书和认证标志,证明某一产品为认证产品的活动。
通过产品认证的企业,允许在认证的产品及其包装、说明书、合格证及广告宣传中使用认证标志。
未列入国家强制性认证产品范围的铁路重要产品,由管委会发布认证产品目录,中铁认证中心实施认证;此类产品须通过铁路产品认证方可在铁路上使用。
二、申请铁路产品认证的基本条件:1、中华人民共和国境内企业应持有工商行政主管部门颁发的《企业法人营业执照》,境外企业应持有关机构的登记注册证明;2、申证产品在中铁铁路产品认证中心可开展铁路产品认证的目录范围内;3、受审核方须按照ISO9001《质量管理体系要求》标准、或者国外申请人按所在国等同采用ISO9000系列标准和CRCC产品认证实施规则建立质量管理体系;4、产品质量符合国家、行业颁布的产品认证用标准或铁道部发布的技术条件要求;5、具备保证产品质量的必备生产、检验条件和手段;6、对申证产品具备研发、设计能力(需要时);7、产品在铁道行业有成功应用的供货经历,必要时经铁道行业鉴定或技术评审;8、能正常批量生产,产品质量稳定,有足够的供货能力,具备售前、售后的优良服务和备品备件的供应;9、符合国家、行业法律法规要求。
三、申请流程辅导要点:1、申请铁路产品认证的企业应按要求填写CRCC编制的统一格式的《铁路产品认证申请书》报CRCC业务部,并按相关产品认证规则要求提供相关附件及证明材料,主要包括:1)组织机构代码、《企业营业执照》副本或登记注册证明文件的复印件2)企业情况调查表3)申请认证的产品与认证用标准的符合性型式检验报告4)受控质量手册及程序文件清单5)生产许可证、强制认证(指国家规定产品)及质量体系认证证书复印件(若已获得)7)铁道行业供货经历证明8)产品标识代码及其它。
CRCC铁路产品认证工厂质量保证能力要求
CRCC产品认证工厂质量保证能力要求0.范围本文件是CRCC产品认证工厂质量保证能力的要求,包括对认证产品的检验要求及工厂质量体系的要求,以保证其生产的认证产品符合认证标准并与型式检验的样品在规定程度内的一致性。
本文件第4~10章规定了“工厂质量保证能力要求”的7个要求,是CRCC根据铁路产品认证的特性而对GB/T19001-2000《质量管理体系要求》所作的进一步要求,包括对GB/T19001-2000《质量管理体系要求》5个要素的补充要求及2个产品认证的特殊要素。
本文件采用针对GB/T19001-2000《质量管理体系要求》5个要素的具体条款提出补充要求与增加2个特殊要求的编排方式,故前5个要素的章节号是不连续的,且标明了对应于GB/T19001-2000《质量管理体系要求》的章节号。
在实施工厂产品质量保证能力审查时,本要求与GB/T19000族质量管理体系标准同时使用,即采用A+B的审核模式。
其中:A是指GB/T19000族质量管理体系标准各要素的审查,B是指本文件中针对产品认证补充要求和特殊要求的审查。
本文件是产品获得产品认证证书和允许使用认证标志应具备的条件,是可接受的最低标准,适用于对所有申请CRCC产品认证的受审核方的工厂产品质量保证能力审查,需与GB/T19001-2000《质量管理体系要求》同时使用。
1.引用标准下列标准包括的条文,通过在本文件中引用而构成为本文件的条文。
在本文件发布时,所列标准均为有效版本。
所有标准都会被修订,使用本文件的各方应使用下列标准的最新版本。
GB/T19000-2000《质量管理体系基础和术语》(idt ISO9000:2000)GB/T19001-2000《质量管理体系要求》(idt ISO9001:2000)2.定义本要求使用GB/T19000-2000《质量管理体系基础和术语》中的术语及定义。
3.总则3.1总要求工厂应建立满足本文件第4~10章所要求的文件化质量体系并使之有效地运行,且具备批量生产符合认证标准要求的产品的能力。
国家铁路局铁路产品认证目录crcc201807091
序号
产品名称(类别)
产品范围
16
复合绝缘子(棒形悬式复合、棒形柱式复合绝缘子)
通信(3 种)
1
机车综合无线通信设备(CIR)
2
列车无线调度通信系统
车载(机车)电台
3
列车安全预警系统
列车安全预警系统车载台 LBJ、道口预警设备
信号(21 种)
1
机车信号设备
机车信号设备(含机车信号接收线圈)
2
ZPW-2000(含 UM)系列设备
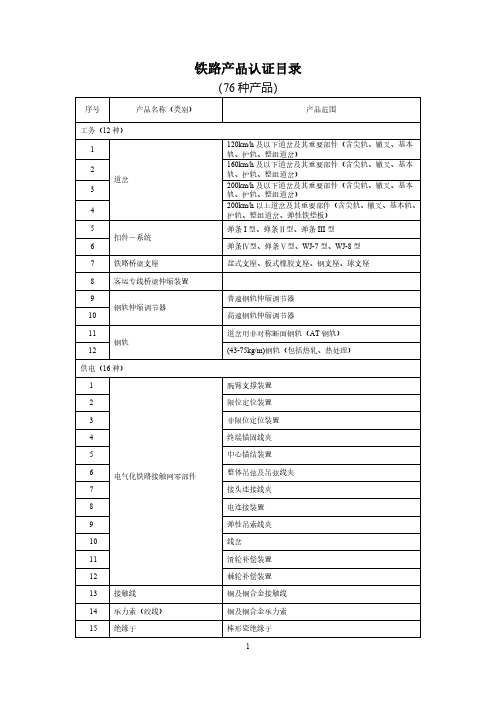
120km/h 及以下道岔及其重要部件(含尖轨、辙叉、基本 轨、护轨、整组道岔) 160km/h 及以下道岔及其重要部件(含尖轨、辙叉、基本 轨、护轨、整组道岔) 200km/h 及以下道岔及其重要部件(含尖轨、辙叉、基本 轨、护轨、整组道岔) 200km/h 以上道岔及其重要部件(含尖轨、辙叉、基本轨、 护轨、整组道岔、弹性铁垫板) 弹条 I 型、弹条Ⅱ型、弹条 III 型 弹条Ⅳ型、弹条Ⅴ型、WJ-7 型、WJ-8 型 盆式支座、板式橡胶支座、钢支座、球支座
铁路产品认证目录
(76 种产品)
序号
产品名称(类别)
产品范围
工务(12 种) 1
2 道岔
3
4
5 扣件-系统
6
7
铁路桥梁支座
8
客运专线桥梁伸缩装置
9 钢轨伸缩调节器
10
11 钢轨
12
供电(16 种)
1
2
3 4
5
6
电气化铁路接触网零部件
7
8
9 10
11
12 13 接触线 14 承力索(绞线) 15 绝缘子
1
设备器)机车车辆(23 Nhomakorabea种)1 受电弓
铁路数字信号电缆 CRCC认证细则资料精

批准文号:认管委秘【2006】1号 编号:CRCC—11 W—003:2004CRCC产品认证实施规则铁路数字信号电缆(第一次修订)2004-11-05发布 2006-01-11第一次修订 2006-01-11实施铁路产品认证管理委员会发布目 录1.适用范围2.认证模式3.认证的基本过程3.1 认证的申请3.2 初始工厂审查3.3 型式检验3.4 认证结果评价与批准3.5 获证后的监督4.认证实施的基本要求4.1 认证申请4.2 初始工厂审查4.3 型式试验4.4 认证结果评价与批准4.5 获证后的监督5.认证证书5.1 认证证书的有效性5.2 认证产品的变更5.3 认证产品的扩项5.4 认证证书的暂停、注销和撤销6.认证标志的使用6.1 准许使用的标志样式6.2 变形认证标志的使用6.3 加施方式6.4 标志位置7.收费8.规则批准附件1 产品认证申请单元划分附件2 关键零部件清单附件3 必备生产设备、工艺装备、计量器具和检验手段 附件4 数字信号电缆产品认证工厂质量保证能力要求 附件5 铁路数字信号电缆产品认证检验规则CRCC产品认证实施规则铁路数字信号电缆1.适用范围本实施规则适用于铁路数字信号非内屏蔽电缆产品,包括:塑料护套、综合护套、铝护套铁路数字信号电缆。
2.认证模式初始工厂审查+产品型式检验+获证后监督。
3.认证的基本过程3.1 认证的申请3.2 初始工厂审查3.3 型式检验3.4 认证结果评价与批准3.5 获证后的监督4.认证实施的基本要求4.1 认证申请4.1.1 申请单元划分4.1.1.1 原则上按产品品种、型式规格、工作原理、安全结构和对产品性能有重要影响的零部件(见附件2)的不同划分申请单元(见附件1)。
4.1.1.2 同一申请认证单位,同一产品型号规格、不同地域生产场地生产的产品为不同的申请单元。
4.1.2 申请必须具备的条件1)中华人民共和国境内企业应持有工商行政主管部门颁发的《企业法人营业执照》,经营范围应包括申请认证产品。
CRCC认证

CRCC认证是:铁路产品认证管理委员会暨中铁铁路产品认证中心的英文缩写,是具有第三方公正性地位的铁路产品认证机构。
2001年4月,铁道部决定在铁道部产品质量监督检验中心的基础上成立铁路产品认证中心(简称CRCC),并以铁科教函[2001]97号文向原国家质量技术监督局提交了“关于申请组建中国铁路工业产品质量认证机构的函”,经审查,2002年10月29日中国国家认证认可监督管理委员会向中铁铁路产品认证中心颁发了“认证机构设立批准通知书”,批准号为CNCA-R-2002-102。
申请铁路产品认证的企业及其产品应符合下列条件:1、中华人民共和国境内企业应持有工商行政主管部门颁发的《企业法人营业执照》,境外企业应持有关机构的登记注册证明;2、申证产品在中铁铁路产品认证中心可开展铁路产品认证的目录范围内;3、受审核方须按照ISO9001《质量管理体系要求》标准、或者国外申请人按所在国等同采用ISO9000系列标准和CRCC产品认证实施规则建立质量管理体系;4、产品质量符合国家、行业颁布的产品认证用标准或铁道部发布的技术条件要求;5、具备保证产品质量的必备生产、检验条件和手段;6、对申证产品具备研发、设计能力(需要时);7、产品在铁道行业有成功应用的供货经历,必要时经铁道行业鉴定或技术评审;8、能正常批量生产,产品质量稳定,有足够的供货能力,具备售前、售后的优良服务和备品备件的供应;9、符合国家、行业法律法规要求。
申请铁路产品认证的企业应按要求填写CRCC编制的统一格式的《铁路产品认证申请书》(到网上下载也可以)报CRCC业务部,并按相关产品认证规则要求提供相关附件及证明材料,主要包括:1)组织机构代码、《企业营业执照》副本或登记注册证明文件的复印件;2)企业情况调查表;3)申请认证的产品与认证用标准的符合性型式检验报告;4)受控质量手册及程序文件清单;5)生产许可证、强制认证(指国家规定产品)及质量体系认证证书复印件(若已获得);6)有关技术资料(企业标准、使用说明书、必要的装配图等);7)铁道行业供货经历证明;8)产品标识代码及其它。
CRCC产品认证实施规则

锚板直径
6件
B
13
锚板高度
6件
B
14
夹片高度
6件
B
15 锚板最外侧锥孔大口外边
6件
B
缘到锚板边缘的距离
16
锚板/夹片标志
各6件
B
17
锚具回缩量
6 套(每 2 套锚具作为一个
/
18
锚口摩阻
组装件,计 3 组) /
3,0,1 1,0,1 3,0,1
12,2,3 6,1,2 6,1,2 12,2,3 12,2,3
号 项目 类 执行标准及
别
条款
标准要求
执行标准及 条款
检验方法 检验方法要点说明
仪器设备 名称
合格判 定数组 (n,Ac,Re)
周期 5 荷载 A
性能
GB/T14370 -2000 中第 5.2.4 条
50 次后力筋在锚 GB/T14370
具夹持区域不破 -2000 中第
断
6.4 条
Ⅰ.试验应力上限取预应力钢材抗拉强度标准值的 80%,下限取预应 力钢材抗拉强度标准值的 40%; Ⅱ.以约 100MPa/min 的速度加荷至试验应力上限值,再卸荷至试验 应力下限值为一个周期; Ⅲ.共取 6 套锚具,每 2 套锚具作为一个组装件,每个组装件均应 满足要求。
实际根数的 1/10,且直线形及有转折(如果锚具斜孔时)的预应力钢材都应包括在试验用组装件中。
附件 1 修改为: 预应力筋用锚具(夹片式)产品认证申请单元的划分
抽样说明
单 单元名 型号 认证标准 应提供的
锚具抽样数量/抽样基数
锚垫板
元
称
规格
编号
工作参数 锚圈孔
浅述CRCC 铁路产品认证简

品认证采信 目录 , 产 品的种类 由原来 的 7 5种增加 到2 4 2种。 目录中有关机车 的产 品共 5 6 种, 其中
柴油机 6 种、 制动系统关键部件 9 种、 辅助机组/ 辅 助系统 1 0种、 钩缓系统关键部件 2 种、 转 向架系统 关键部件 7种、 其他与电相关的产品 2 2种。
用。
2.CR CC产 品认证实施规则要点
2 0 1 2 年7 月2 0日, 中铁铁路产品认证 中心发
布了 C R C C一 0 0 W 一0 0 1 : 2 0 1 2 ( C R C C产 品认 证实
施规则 铁路产 品认证通用要求 ( V 1 . 0 ) 》 ( 以下简
称“ 通用要求 ” ) , 该“ 通用要求 ” 与各《 产品认证实 施规则 特定要求》 ( 以下简称 “ 特定要求” ) 共同组 成铁路产品认证规则 , 适用于采用通用认证模式的
加 4个记 录 : 原 材料检 验/ 验 证 和确认 检 验记 录 、 产
核模式 , 其 中 A是指 G B / T 1 9 0 0 0 族质量 管理体 系 标准各要素的审查 , B是指“ 通用要求” 附件 1中针 对产品认 证补充要求和特殊要求的审查 。审查范
围覆盖 巾请认证的所有产品和加: E 场所。 企业在通过了现场审查之后 , 通常由审查组代 为抽取申请 认证的产品, 并由企业负责将样品送达 C R C C指定的榆验机构 , 按照产 品标准进行全项检 验, 以证实产品符合其标准的全部要求。 认证结果为 C R C C作出的综合评价结论 , 该结 论是 由 C R C C组 织认证 决定人 员 , 通 过对 初始 工 厂 检查结果、 产晶抽样检测结果进行综合评价而得 出 的。综合评价结论为工厂质量保证能力和产 品抽 样检测均合格 且符合发证条件 , C R C C向申请方颁
铁路产品认证通用要求-C

批准文号:中铁认函[2012]78号编号:CRCC-00W-001:2012CRCC产品认证实施规则铁路产品认证通用要求2012-05-07发布2012-05-07实施中铁铁路产品认证中心发布本规则依据《中华人民共和国认证认可条例》及相关法律法规的要求制定。
本规则由中铁铁路产品认证中心编制并负责解释。
本规则版权归中铁铁路产品认证中心所有,任何单位未经许可不得擅自用于商业用途。
1适用范围 (1)2认证模式 (1)3 认证的基本过程 (1)4 认证实施的基本要求 (1)4.1认证申请 (1)4.2初始工厂检查 (1)4.3产品抽样检测 (2)4.4 认证结果评价 (3)4.5获证后的监督 (4)5认证证书 (5)5.1认证证书的有效性 (5)5.2认证证书暂停、注销和撤销 (5)6 认证变更 (6)6.1 变更的申请 (6)6.2 变更的评价 (6)6.3 变更的认可 (6)7 认证扩项或范围缩小 (7)7.1 扩项程序 (7)7.2 样品要求 (7)7.3 认证范围缩小 (7)8 认证标志的使用 (7)8.1 准许使用的标志样式 (7)8.2 变形认证标志的使用 (7)8.3 加施方式 (7)8.4标志位置 (8)9 收费 (8)10 规则批准 (8)附件1 CRCC产品认证工厂质量保证能力要求 (9)CRCC产品认证实施规则铁路产品通用要求(试行)1适用范围本规则与各项《产品认证实施规则特定要求》共同组成铁路产品的认证规则,适用于采用通用认证模式的铁路产品认证。
本规则不适用于其他认证模式的铁路产品认证。
2认证模式铁路产品通用认证模式为:初始工厂检查+产品抽样检测+获证后监督。
3 认证的基本过程3. 1认证的申请3.2初始工厂检查3.3产品抽样检测3.4认证结果评价3.5获证后的监督4 认证实施的基本要求4.1认证申请4.1.1申请单元划分见《产品认证实施规则特定要求》。
4.1.2申请条件见《产品认证实施规则特定要求》。
CRCC产品认证实施规则
读出硬度值; Ⅲ.锚圈取 18 个,夹片取 18 个,每个试样试验 4 点,取后三个点
洛氏硬度计
平均值,每个锚圈和每个夹片的硬度均应满足要求;
Ⅳ.两相邻压痕中心距应大于 4 倍压痕直径,且不少于 2mm;压痕中
心距试样边缘应大于 2.5 倍压痕直径,且不少于 1mm。
18 件 每件取 平均值 (18,2,
《CRCC 产品认证实施规则 预应力筋用锚具(夹片式)》 (CRCC-13W-002:2004)第二次修订修改内容
一、第 4.1.2 条第 5、6 款 原为: 5)申请认证的企业必须具备同类产品在铁道行业或国家其他行业的供货经历; 6)企业能正常批量生产,产品质量稳定,有足够的供货能力。具备售前、售后的优良
服务和备品备件的供应。
二、第4.1.3条第3款/第6款 增加: 3)---,还应提供配套的锚垫板承压性能检验报告[检验依据为国际标准《后张预应力体系
的验收建议》(FIP-1993年版)],若设计图纸对配套锚垫板有明确设计要求的可不提供相 关承压性能检验报告;
6)---、产品图样(含锚垫板)、工艺路线[流程]图、使用说明书、钢绞线直径为15.2mm 时限位板的限位高度及钢绞线直径每增加0.1mm时限位高度的具体参数等];
3
六、附件 5 增加表 1:
表1
序号
1 2 3
4
检验项目
样品数
静载锚具效率系数
静载极限总应变 夹片断/裂
相邻两孔外露夹片间的距 离
6 套(每 2 套锚具作为一个 组装件,计 3 组)
检验 类别
A A A
B
6 套(每 2 套锚具作为一个
5
回缩量(低回缩)
A
组装件,计 3 组)
CRCC铁路产品认证工厂质量保证能力要求
CRCC产品认证工厂质量保证能力要求0.范围本文件是CRCC产品认证工厂质量保证能力的要求,包括对认证产品的检验要求及工厂质量体系的要求,以保证其生产的认证产品符合认证标准并与型式检验的样品在规定程度内的一致性。
本文件第4~10章规定了“工厂质量保证能力要求”的7个要求,是CRCC根据铁路产品认证的特性而对GB/T19001-2000《质量管理体系要求》所作的进一步要求,包括对GB/T19001-2000《质量管理体系要求》5个要素的补充要求及2个产品认证的特殊要素。
本文件采用针对GB/T19001-2000《质量管理体系要求》5个要素的具体条款提出补充要求与增加2个特殊要求的编排方式,故前5个要素的章节号是不连续的,且标明了对应于GB/T19001-2000《质量管理体系要求》的章节号。
在实施工厂产品质量保证能力审查时,本要求与GB/T19000族质量管理体系标准同时使用,即采用A+B的审核模式。
其中:A是指GB/T19000族质量管理体系标准各要素的审查,B是指本文件中针对产品认证补充要求和特殊要求的审查。
本文件是产品获得产品认证证书和允许使用认证标志应具备的条件,是可接受的最低标准,适用于对所有申请CRCC产品认证的受审核方的工厂产品质量保证能力审查,需与GB/T19001-2000《质量管理体系要求》同时使用。
1.引用标准下列标准包括的条文,通过在本文件中引用而构成为本文件的条文。
在本文件发布时,所列标准均为有效版本。
所有标准都会被修订,使用本文件的各方应使用下列标准的最新版本。
GB/T19000-2000《质量管理体系基础和术语》(idt ISO9000:2000)GB/T19001-2000《质量管理体系要求》(idt ISO9001:2000)2.定义本要求使用GB/T19000-2000《质量管理体系基础和术语》中的术语及定义。
3.总则3.1总要求工厂应建立满足本文件第4~10章所要求的文件化质量体系并使之有效地运行,且具备批量生产符合认证标准要求的产品的能力。
CRCC产品认证规则宣贯

系 产品符合国家、行业Байду номын сангаас布的产品标准或铁道部发布的技术条
件要求,且关键零部件和材料受控 必备的生产设备、工艺装备、计量器具和检验手段满足规定 人员能力满足规定要求 生产资质、使用业绩满足规定要求 产品质量稳定,能正常批量生产,保持年度持续生产 技术来源合法(配方转让/自主研发等) 近三年内无重大质量责任事故
2、当获证企业的申请人或生产厂名称、注册及生产地址名称、 产品名称或型号(结构未变)、法定代表人、认证联络工 程师、企业联络信息等发生变更时,证书持有者应在变更 的一个季度内向CRCC提出认证变更申请与备案;
3、获证企业的获证产品(非一类风险)需要变更《产品认证 实施规则 特定要求》中附件3列出的必备生产或检测设备 的型号、或仅新增其他设备但仍能满足要求时,无需办理 CRCC变更申请,CRCC在监督时现场确认。
审查方式:A+B 审查原则:审查项目按合格、一般不合格、严重不合
格进行评定 审查重点:针对GB/T 19001标准5个要素的补充要求和
2个CRCC认证的特殊要求进行。
第二十四页,编辑于星期四:二十二点 四十分 。
CRCC工厂质量保证能力要求
标准要求形成文件的程序,至少应包括: 1、文件控制程序; 2、质量记录控制程序; 3、供应商选择评价控制程序; 4、原材料检验或验证和定期确认检验控制程序; 5、出厂检验和型式试验控制程序; 6、不合格品控制程序; 7、内部质量审核控制程序; 8、纠正预防措施控制程序; 9、产品认证标志的保管和使用控制程序; 10、认证产品变更控制程序
第二十一页,编辑于星期四:二十二点 四十分 。
crcc2019铁路自愿认证产品目录-157种

铁路通信电源及机房环 13 境监控系统设备
14
IP 摄像机
15
红外热像仪
16 铁路综合视频监控系统 云台
17 设备
音视频编码设备
18
音视频解码设备
19
视频存储设备
信号(2 种)
1 高分子材料钢轨绝缘件
2 复合材料(SMC) 电缆槽
机车(41 种)
1 转向架关键部件
2
铁道机车牵引齿轮 铁道机车用驱动齿轮箱
铁路货车篷布(含自备篷布)
2
一次性集装箱液体集装 袋
一次性集装箱液体集装袋
3
铁路运输用施封锁
棚车锁、集装箱锁、罐车锁
供电(10 种) 1 2 电气化铁路接触网零部 3件 4 5
腕臂底座本体 腕臂底座 软横跨连接装置 软横跨悬吊装置 附加导线通用零件
6 绝缘子
盘形悬式瓷绝缘子
7 接触网支柱
H 形钢支柱
车载子系统
动车组(39 种)
1 制动系统
供风单元(包括压缩机、干燥器)
2 牵引变压器
牵引变压器
3 牵引变流器
牵引变流器及冷却单元
4 牵引电机
5
牵引电机 牵引电机冷却风机
6 网络控制系统
列车网络控制系统
7 空调系统
空调机组
4
备注
序号 产品名称(类别)
8 9 10 11 12
辅助电器 13 14 15 16 17 18 19
铁路专用产品机构自愿性认证目录
(157 种产品)
序号 产品名称(类别)
产品范围
备注
工务(10 种)
1 铁路用防水材料
排水板
2 铁路钢桥用涂料
聚氨酯面漆、氟碳面漆、环氧富锌底漆、云铁 环氧中间漆