FPC涨缩规范作业指导书
FPC涨缩规范作业指导书

1.0目的明确规定FPC、多层板、软硬结合板涨缩管控,确保产品质量,提高公司产品竞争力。
2.0范围只适用于FPC事业部软板、多层板、软硬结合板产品。
3.0职责3.1生产部:负责按作业指导书进行送板转板,主管领班负责监督执行。
3.2工艺部:负责编写、修订作业指导书,调整缩预放,解决涨缩问题3.3维修部:负责设备维修,定期对设备进行维护保养,指导生产部日常设备保养。
3.4品质部:负责对物料、产品质量的监控、板件物理性能的测试,稽查日常生产、保养情况。
3.5研发部:负责样品测量送样、收集整理样品过程中异常及数据。
3.6工程部:负责材料产品信息分类并按工艺要求提供图纸。
4.0工艺流程4.1生产按按要求测量工序送板→登记→测量→填写登记表格5.0生产制作工艺流程工程设计5.2.1.多层FPC内层MARK需增加抗蚀刻油保护,软硬结合板开盖后露出mark5.2.2.工程提供双面板、多层软板、软硬结合板各两个按照以上设计的料号5.2.3.工程出涨缩测量图纸需标注测量点及标准值、方向(PNL时X/Y方向)5.2.4.MARK与MARK与工具孔设计间距>5MM以上,且两面MARK需错开,有FR4补强产品mark点需设计到有FR4区域,防止MARK点不受力压合凹陷,导致MARK点与产品焊盘不同步5.2.5.统一取消我司加上去的阻焊测量MARK点,原两个线路两个阻焊MARK现更改为4个阻焊MARK点,4个阻焊MARK旁边新增4个线路MARK5.2.6.4个阻焊MARK点工程设计需按客户要求SMT PAD优先5.2.7.多层板、软硬结合板内层无阻焊产品,外层时需将内层线路MARK点揭盖5.2.8. 现经过模拟测试MARK点设计在最高点的白油块用油性笔涂黑后,经过后工序烤板及白油隔板磨擦后出现白油块处的油性笔被磨掉露白油块(客户处打件不良品上件的问题),后续请工程将MARK点设计在软板区或者是做蚀刻MK 点5.2.9. 所有测量涨缩图纸请以客户加工规格书上的图纸为准,双面打件产品双面均要测量,如客户没有提供相应图纸,工程部必须找客户RD或项目组要图纸,标准值以客户提供为准,工程需将所有型号涨缩图纸及时更新至产线;正反面测量,测量方式需测量垂直距离(我司涨缩测量均需测量4个点),即日起执行。
FPC膨胀系数测量SOP (1)
© 2015 天马微电子股份有限公司. All rights reserved
*
1.FPCbump 小于玻璃Bump
中心偏移值=(X2-X1)/2
2.FPCbump 与玻璃Bump等大
中心偏移值=X1=X2 Ps: FPC bump 大于玻璃Bump 未见过此设计
© 2015 天马微电子股份有限公司. All rights reserved
*
8.膨胀系数作业流程
供应商提供FPC样品25Pcs NPI&RD数据分析及压合效果确 认
NPI&RD现场确认测试膨胀系数
确认PFC最终膨胀系数
NPI&RD数据分析及压合效果确认
设计值与实际值不一致
供应商提供上中下限各5Pcs
© 2015 天马微电子股份有限公司. All rights reserved
*
*
7.测量数据分析
测量数据分析:不同片之前膨胀率超过3%%,数据误差过大,建议反复测量
同一生产条件下不同 片的膨胀值相差超过 3%%,误差过大
© 2015 天马微电子股份有限公司. All rights reserved
*
7.测量数据分析—bump中心偏移分析
测量数据分析
膨胀系数作业流程
© 2015 天马微电子股份有限公司. All rights reserved
*
1.作业前准备
作业前料件准备:FPC测量样本准备5Pcs,拉拔胶带,空白玻璃
FPC成型作业规范
1.2控制面板(如下图)说明
1. 运行准备:机台异常信息显示。 2. 计数器调节开关:计数器电源及复位开关。 3. 光电保护:光电电源开启及关闭。 4. 动作选择:连续及非连续开关。 5. 机台运转方向选择:机台正转及反转调节转换 开关。 6. 马达启动:启动机台马达运转。 7. 马达关闭:关闭机台马达运转。 8. 机台马达转速调节开关:调节控制马达速度。 9. 计数器:计数器设置。 10. 机台运转模试:作业及架模时调节使用。 11.机台控制电源:机台电源开关。 12. 复归:机台过载复归。
三、作业流程
1.开机作业 开机作业
1.1.机台右方总电 源,将开关调至ON处。
1. 2.将机台电源接通。
1.3 .启动机台 马达运转按钮
1.4. 架模时 转速调置两线相交处 转速为20-30SPM开机 完毕
2.架模作业 2.架模作业
处 2.1将功能钮转至寸动
2.2 将冲床行程调到 最低(指针指向6点位置)
2.8锁紧压块,防 止冲型过程中振动使冲 床上冲头移动产生冲型 深度变化。
3.试冲 3.试冲 3.1 将功能钮转至 单次。
3Байду номын сангаас2用白纸试冲,检 查白纸表面有无油污、 打痕OK后方可进行产 品首件试冲。
4.关机作业: 4.关机作业: 关机作业 4.1将转速调置于0格。
4.2按压主马达停止。
4.3将机台电源转到 OFF。
目录
一、作业流程 二、设备简介 三 、操作流程 四、注意事项及异常处理
一、流程简介 作业流程:开机→架模→试冲→品质确 认→生产 二、设备简介 1. 机器构造及机器操作说明 1.1机台部位说明(如下图)
1.机台系统控制箱:包括调速、启动马达、显示曲 轴转动角度、计数器。 2.曲轴角度显示器:显示曲轴转动角度。 3.调模指示尺:显示机台架模行程高度。 4.液压油手动注油器:手压注入机台液压油。 5. 光电式安全装置:安全保护装置。 6. 紧急停止:机台所有动作停止。 7.操作启动开关:机台正常操作。
【最新2018】fpcqc作业指导书-范文模板 (2页)
【最新2018】fpcqc作业指导书-范文模板
本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!
== 本文为word格式,下载后可方便编辑和修改! ==
fpcqc作业指导书
篇一:FPC 制程能力作业指导书
1.0目的:
本文件规范制定了本公司的最大制程能力水平,可作为订单评审的依据;对超出本规范的定单,需会同相关部门进行超制程合同评审。
2.0适用范围:
该文件适用于RD工程设计、工序生产控制,品保部门管控,业务部订单评审等相关部门查阅和参考。
3.0职责:
3.1工艺部:负责制定和修订本制程工艺能力,并不断的改进和提升制程工艺
能力。
3.2工程部:依据本制程工艺能力,对新品进行设计前的评估及生产
资料、工艺流程和模
具/治具的设计;同时提出设计改善方案,协助工艺部提升制程工艺能力。
3.3
业务部及其它部门:依据本制程工艺能力,对新订单进行评审。
4.0作业内容:4.1FPC
生产流程:
4.1.1普通单面板生产流程:
4.1.2普通双面板生产流程:
4.1.3普通多层板生产流程:
4.2设备可加工尺寸:
4.3 材料:
4.4生产加工能力参数表:
篇二:作业指导书(FPC擦拭)。
FPC包装方法作业指导书
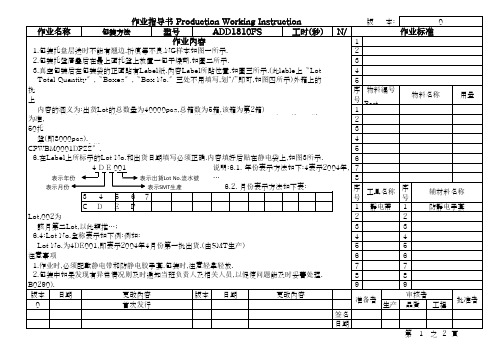
作业指导书 Production Working Instruction 包裝方法 ADD1810FS 型号 工时(秒) 作业內容
版
本:
0
N/
作业标准
作业名称
1 1.包装托盘层迭时不能有翘边.折痕等不良.NG样本如图一所示. 2 2.包裝托盤層疊后在最上面托盤上放置一包干燥劑.如圖二所示. 3 3.真空包裝后在包裝袋的正面貼有Label紙.內容Label所貼位置.如圖三所示.(此lable上〝Lot 4 Total Quantity〞,〝Boxes〞,〝Box No.〞三处不用填写,划“/”即可,如图四所示)外箱上的 5 〝Lot Total Quantity〞对应空格处填写整个出货Lot的总数量;〝Boxes〞对应空格处填写此批 序 物料編号 物料名称 用量 出货的总箱数;〝Box No.〞对应空格处填写该箱为出货总箱数中的第几箱.如图六所示Label上 号 Part No. 内容的涵义为:出货Lot的总数量为40000pcs,总箱数为5箱,该箱为第2箱) 1 4.真空包装每托盘内装载的FPC数量为160pcs,托盘的两端用带子固定起来,以托盘有间隙的面为准, 2 交错迭放整齐,每25托盘(即4000pcs)为一包装袋,再在最上层放一空托盘压紧,每箱只允许放50托 3 盤(即8000pcs). 4 5.在Label上所标示的客户P/N为〝CPWBM0001DPZZ〞. 5 6.在Label上所标示的Lot No.和出货日期填写必须正确.内容填好后贴在静电袋上,如图3所示. 6 4 D E 001 说明:6.1. 年份表示方法如下:4表示2004年, 7 5表示2005年,6表示2006年,以此类推… 8 表示年份 表示出貨Lot No.流水號 6.2. 月份表示方法如下表: 序 序 表示月份 表示SMT生 工具名称 辅材料名称 月份 1 2 3 4 5 6 7 8 9 10 11 12 号 号 表示代码 A B C D E F G H J K L M 靜电帶 防靜电手套 1 1 6.3:SMT生产品用字母〝E〞表示, 出货Lot No.流水号表示方法如下:001为该月的第一Lot,002为 2 2 該月第二Lot,以此類推…; 3 3 6.4:Lot No.全称表示如下例:例如: 4 4 Lot No.为4DE001,即表示2004年4月份第一批出货.(由SMT生产) 5 5 注意事项 6 6 1.作业时,必须配戴静电带和防静电胶手套.包装时,注意轻拿轻放. 7 7 2.包装中如果发现有异常情况则及时通知当班负责人及相关人员,以促使问题能及时妥善处理. 8 8 3.作业员并认真填写<<____日报表>>(SDE-FM-B0290). 9 9 圖 更改內容 更改內容 审核者 版本 日期 版本 日期 准备者 批准者 首次发行 0 生产 品質 工程 签名 日期 第 1 之 2 頁
FPC干流程工艺规程
2.5每班上班前贴膜机设备外表用干净的无尘布蘸酒精擦净保持无污物 2.6每班上班前压辘用刮胶轻擦后用无尘布蘸酒精擦拭干净,保证无残膜、划痕、凹坑 2.7每班上班前用红外线测温仪测量压辘温度、表面温度如有偏差±5℃立即通知设备维修
版次 修 改 履 历 A.0 作成时间 修改原因 新规作成 修改内容摘要 ——
作业指导书
名 称 可进行
编 版
号 次
LX-MEI-TD-005 A.0 页 2010-9-9 5/5
生效日
干流程作业指导书
4.7赶气:按真空键抽紧以后用刮刀赶气前后业回2-3次,用力擦拭,但力度须均匀同时避免板擦伤玻 璃及麦拉,目视无气泡、皱纹紧密贴合方可,每次曝光前必须进行一次赶气作业 4.8曝光灯管使用寿命为1#5000次.2#9000次,如达到须立即更换 ,1#曝光灯管用盐酸清洗后可用2000次。 4.9曝光框上麦拉膜每周更换一次,若有破损、皱折也须立即更换并作好记录,更换时粗糙面向玻璃面 4.10曝光作业员每曝光一框必须用粘尘辘对麦拉膜及玻璃进行清洁,曝5框用酒精或菲林水清洁,以免 残胶留在上面 4.11曝光后的产品必须静止15分钟后方可显影。最长停留时间不得超过8小时,经显影检查,首板合格后 才能批量生产。 4.12干流程每班必须4H对无尘车间用PE粘尘辘对地面、光台及工作台面进行清洁,净记录填写在《净 化间卫生清洁记录表》上每周对车间进行一次周保养,用碧丽珠、无尘布将地面、货架、光桌、 空调、设备表面进行擦拭 五、附件 《曝光机维护保养检查记录表》 《接收菲林登记表》 《麦拉膜使用记录》 《菲林使用档案卡》 《温湿度管制图表》 《净化间卫生清洁记录表》 《贴膜机维护保养检查记录表》 《干膜存放记录表》 《贴膜工序生产操作记录》 《曝光尺使用记录表》
fpc线路板涨缩计算公式
fpc线路板涨缩计算公式FPC线路板涨缩计算公式1. 基本概述FPC(Flexible Printed Circuit)线路板是一种柔性电路板,具有较高的弯曲性能和可靠性。
由于其特殊的结构和材料特性,FPC线路板在使用过程中会受到温度变化影响而产生涨缩现象。
为了保证FPC 线路板的正常工作,需要对其涨缩进行计算和控制。
2. 涨缩计算公式FPC线路板的涨缩计算公式可以使用以下常见公式进行估算。
热致伸缩系数公式热致伸缩系数是衡量材料在温度变化下产生的线膨胀和收缩程度的指标。
FPC线路板涨缩计算中常用的热致伸缩系数公式如下:ΔL = L₀ * α * ΔT其中, - ΔL表示线路板长度的变化量; - L₀表示线路板在初始温度下的长度; - α表示线路板的热致伸缩系数; - ΔT表示温度变化量。
线性热膨胀公式线性热膨胀公式适用于计算材料在直线拉伸形变下的涨缩量。
FPC 线路板涨缩计算中常用的线性热膨胀公式如下:ΔL = L₀ * β * ΔT其中, - ΔL表示线路板长度的变化量; - L₀表示线路板在初始温度下的长度; - β表示线路板的线性热膨胀系数; - ΔT表示温度变化量。
3. 示例解释以下是一个使用热致伸缩系数公式计算FPC线路板涨缩的示例:假设FPC线路板的初始长度为100mm,热致伸缩系数为×10^-5/°C,温度变化为20°C。
根据热致伸缩系数公式,可以计算出FPC 线路板的涨缩量:ΔL = 100mm * ×10^-5/°C * 20°C =因此,FPC线路板在温度变化为20°C时,长度会增加。
另外,以下是一个使用线性热膨胀公式计算FPC线路板涨缩的示例:假设FPC线路板的初始长度为100mm,线性热膨胀系数为2×10^-5/°C,温度变化为30°C。
根据线性热膨胀公式,可以计算出FPC线路板的涨缩量:ΔL = 100mm * 2×10^-5/°C * 30°C =因此,FPC线路板在温度变化为30°C时,长度会增加。
FPC组装作业指导书

(如右下 圖片)﹐ 并且注意 檢查金手 指上是否 有劃傷和 氧化,則 不可投入 組裝,作 NG品處 理.
圖三
3.組 裝步驟: 將托板的 四個定位 孔對準底 座的四個 定位柱放 好后,左 上角的定 位柱對準 FPC,從 左向右數 的第九個 孔,
作业名定称位柱 一
A2
C1
作业指导书 Production Working Instruction
组装FPC
B2
型号 定位柱二
E2 A3
D2
A2
C2
C 1
工时(秒)
B2
E2 A3
D2
C 2
D1 A1
E1
托板
定位柱三
一.作業內容:
B1
底座 圖一
A4
D1 A1 E1
圖B1二A4Fra bibliotek定位柱四
1. 調 整好膠紙 的長度為 20± 3mm,調 整時參照 膠紙機的 操作指 引.
1
防靜電帶
1
防靜電膠手套
在指定位 置貼膠紙 (如圖陰 影位置) 并且按照 膠紙上所 標示的順 序去貼, 首先貼 A1,A2,A 3,A4,必 須按照數 字的先后
順序去 貼,貼完 后再去貼 B1,B2等 依次按照 以上順序 循環,直 到貼完膠 紙后,把 FPC同托 板一起取 下(如圖 二),將組 裝
好的FPC 板水平放 在貯存箱 中,每隔 一格只可 以放 1Panel.( 如圖三)
版本
0
日期 6-Apr-04
更改內容 首次發行
10
9
版本 日期
更改內容
FPC产品设计规范管理规范
FPC产品设计规范管理规范(IATF16949-2016/ISO9001-2015)1.0总则本文件的目的是为了规定在MI/CAM设计时的规则,确保设计的准确性,一致性。
2.0范围本文件适用于公司MI/CAM设计。
3.0术语和定义3.1FCCL: flexible copper clad laminate 软性覆铜板;3.2 CVL:Cover Film 覆盖膜。
3.3MD:Machine Direction,机械方向,即压延方向;3.4TD:Transverse Direction,横向。
3.5PI:Polyimide 聚酰亚胺类材料;3.6PET:Polyester 聚酯类材料;3.7补强:Stiffener;3.8AD:Adhesive 胶膜。
3.9ROHS:The Restriction of the use of certain Hazardous substance in Electrical and Electronic Equipment 关于在电子电气设备中限制使用某些有害物质指令;3.10 HSF:Hazardous Substance Free,无有害物质。
3.11NPTH:NO Plate through hole,非镀通孔;3.12PTH:Plate through hole 镀通孔;3.13盎司:ounce,缩写OZ,常衡制的一质量单位,1OZ=28.35 克。
在PCB 行业中,1OZ 的意思是把1OZ 重量的铜等厚度地平辅在1 平米英尺的面积,得到的铜的厚度为35um,故简称1OZ=35um。
铜箔计算方法:(1) 1 OZ=1.4mil=35um(2) 1/2 OZ=0.7mil=18um(3) 1/3 OZ=0.46mil=12um3.14密耳:mil, 长度单位,代表千分之一英寸,1mil=25.4um。
单位换算:(1) 1mil=0.001inch=0.0254mm=25.4um(2) 1um=0.000001m(3) 1um=0.000001*1000=0.001mm(4) 1um=0.001mm=39.37µ〞(5) 1µ〞=0.0254µm4.0权责4.1RD:负责对设计规则的实施和确认。
FPC操作规范

一、操作前防护二、贴托板三、上框架四、齐板操作规范1.操作要求①戴上手指套操作,原则上五个手指都戴上,在不接触板面的前提下,可选择性戴。
目的:防止产生手指印、汗液沾污板面(铜面、金面、锡面、焊 1.操作要求①戴上手套操作,目的:防止产生手指印、汗液沾污板面(铜面、金面、锡面、焊盘位)。
2.不正确操作①不戴手指套。
造成不良:沾污板面,造成氧化。
②拿太多板直接齐板。
造成不良:会造成板折皱。
③在板面上齐板。
造成不良:板的边、角会划伤板面。
1.正确操作①戴上手指套。
目的:防止汗液沾污板面。
②拿取少量板,先在台面水平方向齐好。
目的:防止板折皱。
③在台面上齐板。
目的:防止板擦花。
1.正确贴托板①胶带长度3-5CM②红胶带贴在托板及铜板的两端,单面板不能贴托板,只能贴框架。
目的:防止过机器时板折皱。
2.不正确贴托板①红胶带贴得太里面,板的两角无胶带。
②单面板贴托板。
造成不良:过机器时板角易翘起,2.不正确:①未靠紧框架贴。
造成不良:易造成折皱。
②少贴胶带。
造成不良:易掉板、折皱。
③未贴到FPC 的角上。
造成不良:易造成折皱。
④FPC 不平整、绷紧。
造成不良:易折皱。
1.正确要求:①胶带长度3-5CM 。
②FPC 的一边紧靠框架的一边。
③250MM 方向贴3条胶带,FPC 两端和中间各1条。
④短方向左右各贴1-2条,大于150MM 时左右各贴2条,胶带贴在FPC 的4个角上。
⑤确保FPC 平整,绷紧。
五、单张拿板六、周转板七、检单面板/分层基材动作八、成品送检1.正确操作①戴上手指套。
目的:防止汗液沾污板面。
②用盘子或胶片垫上。
目的:防止板折皱。
2.不正确操作①不戴手指套。
造成不良:沾污板面,造成氧化。
②单只手拿板。
造成不良:造成板折皱。
1.正确操作①用框子或篮子装放,且不超出框子的高度。
目的:防止板滑落在地。
②有制作工单或标识牌。
目的:防止混淆,便于管理。
2.不正确操作①不用框子装放板或单只手托住板。
FPC材料涨缩的控制方法
FPC(Flexible Printed Circuit)指软性线路板,又称柔性印刷电路板,挠性线路板或者软板。
这种线路板具有配线密度高、重量轻、厚度薄的等优点。
广泛应用于手机、笔记本电脑、PDA、数码摄录相机、LCM等很多产品。
近年,PCB制造工艺快速发展,产业对FPC 提出了更高要求,精密PITCH是未来FPC的主要突破方向。
尺寸的稳定性、精致也引发了FPC成本的上升,如何控制好这两者的矛盾,在生产过程中对FPC材料涨缩控制成为主要的突破口。
下面我们就如何控制、控制的要点向大家作简要说明。
一、设计方面1. 线路方面:因FPC在ACF压接时会因温度和压力而产生膨胀,所以在最初设计线路时需考虑压接手指的扩展率,进行预先补偿处理;2. 排版方面:设计产品尽量平均对称分布在整个排版中,每两PCS产品之间最小间隔保持2MM以上,无铜部分及过孔密集部分尽量错开,这两个部分都是在后续制造过程中造成受材料涨缩影响的两个重要方面。
3. 选材方面:覆盖膜的胶不可薄于铜箔厚度太多,以免压合时胶填充不足导致产品变形,胶的厚度及是否分布均匀,是FPC材料涨缩的罪魁祸首。
4. 工艺设计方面:覆盖膜尽量覆盖所有铜箔部分,不建议条贴覆盖膜,避免压制时受力不均,5MIL以上的PI补强贴合面胶不宜过大,如无法避免则需将覆盖膜压合烘烤完成后再进行PI补强的贴合压制。
二、材料储存方面相信材料储存的重要性不用我多说,需严格按照材料供应商提供的条件存放,该冷藏的就冷藏,不可马虎。
三、制造方面1. 钻孔:钻孔前最好加烘烤,减少因基材内水份高含量造成后续加工时基板的涨缩加大。
2. 电镀中:应以短边夹板制作,可以减少摆动所产生的水应力造成变形,电镀时摆动能减小的尽量减小摆动的幅度,夹板的多少也有一定的关系,不对称的夹板数量,可用其他边料来辅助;电镀时,带电下槽,避免突然高电流对板的冲击,以免对板电镀造成不良影响。
3. 压制:传统压合机要比快压机涨缩小些,传统压机是恒温固化,快压机是热固化,所以传统压机控制胶的变化要稳定此,当然层压的排板也是相当重要的部分。
FPC本压机调校作业指导书
更多免费资料下载请进:
好好学习社区
德信诚培训网 间位置时,锁紧机台四角螺帽. 水平.
2.上下压头对位校正
程序 将热压布和治具取下. 将上下热压头固定螺丝分别松开,调整使之与固定座在同一 ●确保热压头安装水平,以避免作业中压着 水平线上,水平方向保持与工作台水平,并锁紧固定螺 丝. 按下下压按钮,使上下热压头压着在一起,观察上下压头是否 ● 调整下压头固定座微调旋钮无法使上下压 对正.调整下压头固定座微调旋钮,使后热压上下压头外 侧对齐,前热压上压头稍向内 0~0.3mm (如附图二所示). 头位置对正时,应松开并取出上压头或下 压头,在压头固定槽侧壁贴上 Teflon 胶带, 调整使上下压头位置对正. ● 前热压头稍向内 0~0.3mm 以防止压着时 FPC 断裂 LCD 时翘起破真空,导致 LCD 粘结热压布上. 品质与安全注意事项
3.PANEL 定位校正
程序 1. 松开定位挡片螺栓. 2 将 LCD 紧贴两定位螺丝放置于治具上, 慢慢前后移动 LCD, 各位置如附图二所示 使之出 Pin 端之 FPC 与 ACF 接合部位,对正上下压头之压着 区域. 3. 踩下脚踏开关,使真空吸附 LCD. 4. 保持 LCD 此时的放置位置,将挡片抵上 LCD. 5. 锁紧定位挡片固定螺栓. 6. 重复 1~5 项内容,调整其它定位挡片,直至完全. 锁紧定位挡片时注意 LCD 不得偏移 真空吸附后便于 LCD 定位 品质与安全注意事项
调校频率
不同项目分别订定
调校工时
不同项目分别订定
一.平行度调校前之作业及检查
程序 调校频率: 依调校纪录表 平行度检验: 每周二. 五 调校工时: 1H 检验工时: 1H
品质与安全注意事项 根据机台稳定性,有必要时平行度检验为每天 一次. 标准为感压纸显示颜色宽度与上热压头宽度相 等,并且颜色显示均匀.见机台标示样品.
FPC制前设计规范
建立一整套制前设计规划之标准,以达到标准化之目的。
2、范围:适用于FPC单面板、双面板及多层板之制作。
3、权责:3-1无4、定义:4-1无5、作业内容:5-1 材料选用5-1-1 基材:依据客户需求或考量产品适用之材料,选择铜箔基材。
A、依据延展性,可分为电解(ED)铜及压延(RA)铜,ED铜类中有种较常用的THE铜箔,为高延展性电解铜箔。
在使用判断上,ED铜及RA铜以如下为原则:ED铜:折角90。
以上且折一次固定或不经常折为原则,例:汽车仪器表。
RA铜:耐曲挠及140。
以上摆动,柔软特性等,例:磁碟片,列表机用。
B、依材质构成,可分为:聚酰亚胺类及聚酯类,例:单面板叠构如下:铜铜胶胶PI(聚酰亚胺类)厚度最薄0.5mil;PET属于聚酯类,最薄2mil。
另有种无胶基材,铜箔和聚酰亚胺之间无胶,适用于更薄的需求,但因为无胶,其铜箔附着力较差。
5-1-2 CVL:可分为聚酰亚胺类及聚酯类,依客护厚度需求选择:A、PI厚度最薄0.5mil;PET厚度最薄2mil。
B、胶厚度最薄0.5mil。
5-1-4 背胶:分为热固化型、感压型等种类,热固化型,多用于补强板背胶,如FR0100, SONYD3410;感压型胶,如客户无指定,则依下列原则选用:A、有反折180。
贴合采用3M468 5mil厚度的胶或相同性质的胶。
B、一般只贴于表面采用3M467 2mil厚度的胶或相同性质的胶。
C、如需求耐高温采用3M966 2mil厚度的胶或相同性质的胶。
3M胶为双面胶带,由离型纸和胶构成,3M468粘着性大于3M467 1.5到2倍。
5-2排版5-2-1读原稿(Gerber file),与结构图核对,确认是否正确。
5-2-2正确排版,选择利用率较适合之排版做为该case之排版图。
5-2-3排版需考虑FPC辅助材料贴着是否方便。
5-2-4排版需注意预留电镀板边8mm。
5-2-5排版间距最小3mm。
5-2-6工作底片成型框需往外移1mm,去除成型线。
DES线(FPC)作业指引
1、目的:指导作业人员在机器设备许可范围内进行正确作业和保养,保证贴膜质量达到工艺要求,延长机器设备的使用寿命。
2、范围:FPC软板显影蚀刻连退膜。
3、职责:3.1、生产部负责生产操作,参数执行。
3.2、品质部负责过程监督品质监控。
3.3、工艺部负责文件制定、修改、参数维护。
3.4、维修部负责设备保养维修。
4、定义:无5、参考文件:无6、流程图:入板→显影→ 新液洗1 → 冲污水1 → 溢流水洗1→ 溢流水洗2→ 溢流水洗3→ 溢流水洗4→ 热水洗1 → 清水洗1→ 吸水辘1 → 干板组合1 → 检查1 → 蚀刻1→ 蚀刻2 → 酸洗1→ 溢流水洗5 → 热水洗2 → 清水洗2 → 检查2→ 退膜1 → 退膜2→ 新液洗2 → 冲污水2 → 溢流水洗6 → 热水洗3→ 清水洗3 → 酸洗2→ 溢流水洗7 → 溢流水洗8 → 抗氧化→ 溢流水洗9→溢流水洗10→ 溢流水洗11→ 清水洗4→吸水辘2 →干板组合2 → 出板7、内容:7.1、安全:7.1.1、工作时,要戴胶手套,在添加溶液进槽里时,会出现溅射现象,应小心。
7.1.2、本工作间使用的化学药品,大多数属有毒性的或是强酸强碱具有腐蚀性的药品极易灼伤身体,所以严禁取走或服食,尽量避免与皮肤和眼睛接触。
若皮肤触及化学药品,其接触部位立即用干布擦拭后再用清水冲洗,并报告领班及工序主管。
7.1.3、生产时应带口罩,尽量避免吸入烟雾和废气。
7.1.4、设备出现异常状况应立即上报上级主管部门。
7.2、操作顺序,生产前检查:7.2.1、关紧全线顶盖及侧壁盖7.2.2、检查液位是否在标准液位。
7.2.3、检查速度是否在规定范围。
7.2.4、检查传输是否正常,运输行辘有无跳动或停转。
7.2.5、检查各压力是否在规定范围内。
7.2.6、检查温度设定是否在规定范围内。
7.2.7、检查玻璃关电开关是否正常。
7.2.8、检查氧化剂和盐酸添加槽的液位及所有装置是否正常。
FPC曝光机设计技术手记(2) 涨缩补偿与光罩设计

FPC 线宽测试设计补偿案例
•设计标准与加工能力:单面板最小线宽为0.07mm 、最小线距为0.05mm;双面板或多层板最小线宽为 0.07mm、过孔焊盘与焊盘最小线距为0.1mm、过孔焊盘与导线最小线距为0.1mm、导线与导线间最小线 距为0.06mm。 •单面板补偿原则
1.整体补偿:通常单面1/3oz、0.5oz 基铜补正 0.01mm,1oz基铜补正0.02mm。 2.局部补偿:线距大于0.5mm的单根导线,1/3oz、0.5oz 基铜补正 0.02mm,1oz基铜补正0.03mm。 3.单侧补偿:靠近机构外形边线路 应再单侧补0.01mm。 4.线距通常补至最小为0.06mm,特殊可补为0.05 mm(但需)。 •双面板或多层板补偿原则 1.整体补偿:通常单面1/3oz、0.5oz 基铜补正 0.02mm,1oz基铜补正0.03mm。 2.局部补偿:线距大于0.5mm的单根导线,1/3oz、0.5oz 基铜补正 0.03mm,1oz基铜补正0.04mm。 3.单侧补偿:靠近机构外形边线路 应再单侧补0.01mm。 4.线距通常补至最小为0.06mm,特殊可补为0.05 mm。 5.1OZ基材,补偿后线距不能低于0.07mm。 6.十字架补偿:十字架尖端侧蚀尤其明显,故设计时尖端应再斜角补偿0.01mm 7、焊接手指,A、K焊盘,十字架补0.04mm 8、压接手指PIN距分类补偿:PIN宽补偿≦0.03mm,PIN距≥0.05mm。 9、保证线距≥0.05mm前提下,线宽尽量补宽,但不能超过0.03mm 备注:上述案例只是一家FPC企业的内部管理规定,只有相对比例数据可以参考。基本的原则概念是: 可实现的线宽小于或等于:基铜+干膜厚度。
取决于FCCL的生产 工艺,范围通常为
正的万分之3-8.
FPC工艺规范(新)
作业指导书C)-04版本号 A 生效日期2、其他目前暂不做补偿六、TFT产品(或有类似于TFT压玻璃的细手指产品,材料为1/2OZ或1/3OZRA铜):1、细手指顺压延方向;基材钻孔:压延方向+10/10000非压延-4/10000;线路菲林:压延方向+5/10000 非压延-8/10000;字符菲林:压延不拉伸非压延-10/10000;覆盖膜钻孔和模具:压延方向不拉伸非压延-12/10000(原则上必须顺压延方向否则要评审)2.细手指顺非压延方向:基材钻孔:压延方向-2/10000非压延+8/10000;线路菲林:压延方向-7/10000 非压延+4/10000;字符菲林:非压延不拉伸压延-12/10000;覆盖膜钻孔和模具:非压延方向不拉伸压延-12/10000(TFT细手指PIN宽在30mm 以下在客户要求提升排版利用率的前提下可顺压延方向排版)2.1所有长手指设计有PI补强的板不能将PI补强设计为靠近细手指端,需参考以下排版方式(避免PI补强收缩影响细手指变形)----见图1和图2作业指导书C)-04版本号 A 生效日期3、针对PIN宽大于30mm需按以下要求设计:铜箔钻带:在1:1的基础上压延方向整体拉伸10%%,非压延方向整体拉伸0%%线路菲林:在1:1的基础上压延方向整体拉伸5%%,非压延方向整体拉伸-2%%覆盖膜和字符全部按照1:1制作11.11 我司对于线宽公差如下表:1、当线宽0.06m m≤W≤0.08mm时,其公差为+0.01/-0.03。
2、当线宽0.08m m<W≤0.1mm时,其公差为+0.02/-0.02。
3、当线宽0.1m m<W≤0.2mm时,其公差为+0.03/-0.03;4、当线宽W>0.2m m时,其公差为+20%注:如果出现客户要求的线宽/线距低于我公司标准,依客户要求控制,如果高于我公司标准需要提出评审,客户没有要求则按公司要求控制。
11.12 所有双面镂空板在制作背面菲林时镂空位由之前的大铜皮更改为手指形状,每根手指的宽度比正面单边大0.075mm;长度比冲掉的纯铜箔和热固胶单边小0.20mm 12.0 测试(所有装测试针的PAD宽度至少为0.25mm高度为1.10mm,相邻两个PAD中心距至少为0.70mm)12.1 所有软硬结合板或多层软板不论是样品还是生产都需测试(包括内层),对于其他类型生产板新单必须开测试架(返改是否开测试架由市场通知)---从2008-04-04开始执行12.2 表面处理为OSP、镀锡、沉锡须放在测试后面(OSP会导致导电不良,沉锡和镀锡会导致金手指有针印)12.3所有需要测试内阻的板,安排在电测工序进行。
023插FPC作业指导书
FPC插完后,作业员将材料送到压
合机旁进行下一工序作业。
操作人员在作业过程中必须对自己的产品进行自检,特别注意FPC不能插反。
1.目的
此规范目的是使员工作业更规范化,确保产品质量。
2.范围
适用于插FPC作业员、品质人员和相关工程师。
3.权责
3.1制造单位应负责确保本规格规定均已落实执行。
3.2验证过程中所发生之失效,研发/工程单位应尽快协助处理,并提出改善对策。
3.3品质单位应负责监督与执行其规定。
4.内容:
步骤
动作描述
图例说明
注意事项
1
核对产品型号、数量及规格尺寸,在指定的区域放置,不可混料。
2
右手拿好FPC插入上下线的缝隙,
依照玻璃(或下线FILM)的银路位置定位,将FPC移动到线路相吻合位PC时,按照规格书要求做好首件记录;材料不可以刮/刺伤。
3
FPC接入时要区分正反面,按照
样品或生产规格书上图纸作业.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
文件
FPC涨缩规范作业指导书
名称
5.2.1.多层FPC内层MARK需增加抗蚀刻油保护,软硬结合板开盖后露出mark
5.2.2.工程提供双面板、多层软板、软硬结合板各两个按照以上设计的料号
5.2.3.工程出涨缩测量图纸需标注测量点及标准值、方向(PNL时X/Y方向)
5.2.4.MARK与MARK与工具孔设计间距>5MM以上,且两面MARK需错开,有FR4补强产品mark点需设计到有FR4区域,防止MARK点不受力压合凹陷,导致MARK点与产品焊盘不同步
5.2.5.统一取消我司加上去的阻焊测量MARK点,原两个线路两个阻焊MARK现更改为4个阻焊MARK点,4个阻焊MARK 旁边新增4个线路MARK
5.2.
6.4个阻焊MARK点工程设计需按客户要求SMT PAD优先
5.2.7.多层板、软硬结合板内层无阻焊产品,外层时需将内层线路MARK点揭盖
5.2.8. 现经过模拟测试MARK点设计在最高点的白油块用油性笔涂黑后,经过后工序烤板及白油隔板磨擦后出现白油块处的油性笔被磨掉露白油块(客户处打件不良品上件的问题),后续请工程将MARK点设计在软板区或者是做蚀刻MK 点
5.2.9. 所有测量涨缩图纸请以客户加工规格书上的图纸为准,双面打件产品双面均要测量,如客户没有提供相应图纸,工程部必须找客户RD或项目组要图纸,标准值以客户提供为准,工程需将所有型号涨缩图纸及时更新至产线;
正反面测量,测量方式需测量垂直距离(我司涨缩测量均需测量4个点),即日起执行。
5.3测量方法
阻焊工序前产品
5.3.1.阻焊前测量涨缩测量孔统一选4个蚀刻MARK点
文件
FPC涨缩规范作业指导书
名称
5.3.2.阻焊工序后产品
涨缩测量方法纺一按上表执行
5.3.3.测量涨缩时方向统一放置,所有测量产品均需由品质进行编号,正反面测量按编号顺序,当FQA计算测量极差超出±5%%时,要求品质重新复测。
并对两次测量结果进行比对。
涨缩>±5%%时,需通知研发、工艺、品质开会讨论方案并对涨缩预放进行调整
5.3.4.所有产品(包括样品)出货前均需测量涨缩后方可出货,否则FQA可不予放行。
4.1 PNL取样数量,当PNL≥10PNL时取10PNL;当<10PNL时全测;
4.2 SET出货取样数量,当SET≥32SET时取32SET;当<32SET时全测。
★为更好的管控涨缩,所有主料钻孔钻带系数均需以数值形式标注到产品上
★当涨缩不合格时品质需将测量数据提供给工程、工艺按测量结果出钢网菲林,及时与客服勾通出涨缩钢网
出钢网菲林时需在菲林边上加上字符箭头方便辨认方向,如无箭头则需添加其它明显标识以方便区分正反及方向
★所有测量涨缩数据统一存放至FJ02爱升涨缩数据库中,由工艺、品质共同管理。