台达DMV机器视觉系统
台达DMV产品介绍 - 2

甚至遇到这样的状况……..
像素灰度值分布
瑕疵点位置
请找出框内瑕疵
无法通过阀值找到瑕疵!
26
Delta Confidential
智能瑕疵检测 RDSD (Regional/Directional Strength Detection)
台达智能瑕疵检测原理
Regional Defect Inspector
正常
噪声
过度曝光
可靠检出!
23
Delta Confidential
智能瑕疵检测 RDSD (Regional/Directional Strength Detection)
瑕疵检测一般算法…
像素灰度值分布
瑕疵点分布
Good But Not Enough!
Delta Confidential
阀值
24
台达机器视觉轮廓查找功能特色:
可检出缺损的轮廓
检出!
31
Delta Confidential
超强的轮廓查找功能 Robust Shape Finder
光照不均
检出!
检出!
32
Delta Confidential
超强的轮廓查找功能 Robust Shape Finder
透明物体等干扰
检出!
33
Delta Confidential
智能瑕疵检测 RDSD (Regional/Directional Strength Detection)
当现场状况变成这样…
像素灰度值分布图
阀值
如何判断瑕疵?
25
Delta Confidential
智能瑕疵检测 RDSD (Regional/Directional Strength Detection)
台达通讯模块新品助力智能建筑
台达通讯模块新品助力智能建筑
佚名
【期刊名称】《国内外机电一体化技术》
【年(卷),期】2012(000)005
【摘要】近日,台达集团重拳出击楼宇自动化领域,推出支持BACnetMS/TP (楼宇自动化控制网络通讯协议)的从站通讯模块——DVPSCH52-SL。
楼宇自动化系统是智能建筑不可缺少的一部分,楼宇自动化系统的先进性更是实现绿色建筑的保障。
【总页数】1页(P57-57)
【正文语种】中文
【中图分类】TU855
【相关文献】
1.智能制造台达多系列新品助力“智造”战略 [J], 易欣
2.2018智能建筑展在京开启台达集团收获智能建筑领域两项大奖 [J], ;
3.台达通讯模块新品助力智能建筑 [J], 无
4.台达通讯模块Hodbus高级功能解析 [J], 杜立兴
5.台达新品相继推出——记宁波地区台达新品发布及销售经验交流会 [J], 张丹丹因版权原因,仅展示原文概要,查看原文内容请购买。
台达DMV机器视觉产品介绍

型号
描述
PVS系列机器视觉软件、 PVS100-SAPCI 有无计数功能模块
PVS系列机器视觉软件、 PVS100-S12RI BCR/OCR
PVS系列机器视觉软件、 PVS100-SALDI 标准版
PVS100-SALLI
Delta Confidential
PVS系列机器视觉软件、 全功能版
型号
描述
Delta Confidential
检测功能3 (字符读取OCV)
【字符识别】OCV
➢ 最多可同时读取两行字符 ➢ 字库可通过SD卡共享
19
Delta Confidential
通讯部分
提供RS232/485、以太网络通讯方式出满足正常通讯需求 外,台达DMV还提供如下通讯功能:
➢ PLC-Link功能,可与台达PLC直连(无需编写通讯程序) ➢ 通讯协议自定义,可与多品牌机器人直接通讯(无需PLC中转)
Delta Confidential
DMV2000外观与接口
Delta Confidential
DMV2000主要特点
Delta Confidential
DMV2000主要特点
Delta Confidential
检测速度
DMV2000以30萬灰階的CCD配置1面積功能,檢測時間total time顯系為8.5ms。
PVS100-C01MCGAB 130万像素GiGE型彩色相机
PVS100-C01MGGAB 130万像素GiGE型黑白相机
PVS100-C02MCGAB 200万像素GiGE型彩色相机
PVS100-C02MGGAB 200万像素GiGE型黑白相机
PVS100-C05MCGAB 500万像素GiGE型彩色相机
台达工业组态监控系统使用手册说明书

目錄一、台达工业组态监控系统简介 (1)二、DIAView组态软件安装 (2)2.1 DIAView的安装配置要求 (2)2.2 安装.Net Framework (2)2.3 安装DIAView (5)2.4 安装加密锁驱动程序 (9)2.5 安装OPC Server (11)2.6 卸载DIAView主程序及加密驱动 (14)2.7 安装SQL Server数据库 (16)三、DIAView组态软件开发环境 (24)3.1 常用术语概念 (24)3.2 开发环境介绍 (27)3.2.1 开发环境组成框架 (27)3.2.2 新建工程 (30)3.2.3 管理工程 (33)3.2.4 图形界面开发窗口介绍 (39)3.3 快捷工具栏介绍 (39)3.4 菜单栏介绍 (40)3.4.1文件菜单 (40)3.4.2开始菜单 (43)3.4.3视图菜单 (45)3.5 右键菜单 (46)3.6 快捷键 (47)3.7 工具窗口介绍 (48)3.8 工程窗口介绍 (49)3.9 对象窗口介绍 (50)3.10 属性窗口介绍 (51)3.11 动画窗口介绍 (51)3.12 事件窗口介绍 (52)3.13 扩展属性窗口介绍 (53)四、工程开发基本步骤 (53)五、IO通信 (54)5.1 概述 (54)5.2 通道与设备 (55)5.3 驱动 (55)5.4 故障策略 (57)5.5 IO变量 (58)5.6 通信状态 (68)5.7 通信控制 (68)5.8 PLC (72)5.8.1 莫迪康 (72)5.8.1.1 Modbus Tcp (73)5.8.1.2 Modbus Serial RTU (74)5.8.1.3 Modbus Serial ASCII (74)5.8.2 欧姆龙 (75)5.8.2.1 FINS TCP (75)5.8.2.2 FINS ASCII (80)5.8.2.3 HostLink ASCII (83)5.8.3 台达 (85)5.8.3.1 Delta AS300 TCP (87)5.8.3.2 Delta AS300 RTU & ASCII (87)5.8.3.3 AH Modbus TCP (87)5.8.3.4 AH Modbus Serial RTU & ASCII (87)5.8.3.5 DVP Modbus TCP (87)5.8.3.6 DVP Modbus Serial RTU & ASCII (90)5.8.3.7 DIALink (94)5.8.3.8 DIALinkCNC (98)5.8.4三菱 (101)5.8.4.1 Mitsubishi FX Serial (101)5.8.4.2 Mitsubishi ProFX Serial (106)5.8.4.3 Mitsubishi Q Serial (110)5.8.4.4 Mitsubishi Q EnterNet (114)5.8.4.5 Mitsubishi FX EnterNet (118)5.8.5 西门子 (122)5.8.5.1 S7300 TCP (122)5.8.5.2 S71200 TCP (125)5.8.5.3 S7300 MPI (130)5.8.5.4 S7200 TCP (135)5.8.5.5 S7200 PPI (139)5.8.5.6 S7200 Smart TCP (144)5.8.6 台达电表 (147)5.8.6.1 DPM-C530 Serial (147)5.8.6.2 DPM-C530 Enternet (150)5.8.7 罗克韦尔 (153)5.8.7.1 Rockwell Controllogix Enternet (153)5.9 OPC (156)5.9.1 OPC (156)5.9.2 OPCUA (161)5.10 模拟设备 (168)5.10.1 模拟设备 (168)六、变量词典 (172)6.1 概述 (172)6.2 变量组 (172)6.3 变量 (174)6.4 变量引用浏览 (176)6.5 变量替换 (178)6.5 变量统计 (181)6.7 变量浏览器 (182)6.8 表达式 (184)七、图形界面开发 (187)7.1 概述 (187)7.2 窗口 (187)7.2.1 新建窗口 (187)7.2.2 窗口操作 (188)7.2.3 新建窗口组 (192)7.2.4窗口组操作 (193)7.3 窗口基本属性 (195)7.4 图形通用属性 (196)7.5 基本图形的属性与绘制 (197)7.5.1 直线的绘制 (197)7.5.2 矩形的绘制 (198)7.5.3 圆角矩形的绘制 (199)7.5.4 椭圆的绘制 (200)7.5.5 折线的绘制 (200)7.5.6 多边形的绘制 (201)7.5.7 贝塞尔曲线的绘制 (203)7.5.8 闭合曲线的绘制 (204)7.5.9 弧线的绘制 (205)7.5.10 弓形的绘制 (206)7.5.11 扇形的绘制 (207)7.5.12 管道的绘制 (209)7.5.13 文本的绘制 (210)7.6 窗口控件的属性与绘制 (211)7.6.1 按钮的绘制 (211)7.6.2 复选框的绘制 (212)7.6.3 组合框的绘制 (213)7.6.4 标签的绘制 (215)7.6.5 文本框的绘制 (216)7.6.6 密码框的绘制 (217)7.6.7 时间日历的绘制 (218)7.6.8 日期的绘制 (219)7.6.9 月历的绘制 (220)7.6.10 图像的绘制 (221)7.6.11 GIF图像的绘制 (222)7.6.12 数码管 (223)7.6.13 弧形标尺 (224)7.7 扩展控件的属性与绘制 (226)7.7.1 实时曲线的绘制 (226)7.7.2 历史曲线的绘制 (231)7.7.3 XY曲线的绘制 (237)7.7.4 自定义曲线的绘制 (246)7.7.5 饼图的绘制 (250)7.7.6 饼图3D的绘制 (253)7.7.7 柱状图的绘制 (255)7.7.8 历史柱状图的绘制 (260)7.7.9 记录框的绘制 (266)7.7.10 报警窗的绘制 (268)7.7.11 报表概述 (274)7.7.11.1 报表模板设计 (274)7.7.11.2 报表绘制 (280)7.7.12 配方浏览器的绘制 (282)7.7.13 标尺的绘制 (287)7.7.14 仪表板的绘制 (289)7.7.15 Web浏览器的绘制 (291)7.8 图形操作 (292)7.8.1 概述 (292)7.8.2 旋转 (293)7.8.3 拉伸 (294)7.8.4 对齐 (295)7.8.5 层次 (299)7.8.6 尺寸 (301)7.8.7 组合 (303)7.8.8 扭曲 (304)7.8.9 缩放 (305)7.8.10 偏移 (307)7.9 组合图形扩展属性 (309)八、图库 (311)8.1 概述 (311)8.2 图形库的使用 (312)8.3 图形库的扩充 (314)8.4 图形库导出为图片 (315)九、动画 (316)9.1 概述 (316)9.2 旋转动画 (316)9.3 外观动画 (328)9.4 填充动画 (332)9.5 缩放动画 (339)9.6 移动动画 (347)9.7 可见性动画 (354)9.8 流动动画 (360)9.9 数值显示动画 (366)9.10 倾斜动画 (378)9.11 文本动画 (385)十、事件 (388)10.1 概述 (388)10.2 左键事件 (388)10.3 右键事件 (391)10.4 鼠标事件 (394)10.5 窗体事件 (397)10.6 滑动输入事件 (401)10.7 值输入事件 (403)10.8 旋转输入事件 (413)10.9 画面程序事件 (416)10.10 控件事件 (419)十一、报警 (422)11.1 概述 (422)11.2 报警组 (422)11.3 报警变量 (425)11.4 报警窗 (431)11.5 配置 (431)十二、用户权限 (444)12.1 概述 (444)12.2 安全区 (444)12.3 用户 (446)十三、操作变量 (451)十四、历史变量 (453)14.1 概述 (453)14.2 设置变量记录(兼容) (453)14.3 设置变量记录 (458)14.4 查看变量记录 (462)14.5 设置变量群组记录 (465)十五、配方 (467)15.1 概述 (467)15.2 配方的配置 (468)15.3 配方浏览器 (469)十六、用户程序 (472)16.1 概述 (472)16.2 条件程序 (473)16.3 时间程序 (475)16.4 全局函数 (478)16.4.1 概述 (478)16.4.2 设置全局函数 (478)16.4.3 函数添加与使用 (483)16.4.4 函数引用浏览与导入导出 (486)十七、数据库访问 (487)17.1 概述 (487)17.2 数据库访问配置 (488)17.3 数据库访问 (490)十八、全球化 (491)18.1 概述 (491)18.2 多语言配置 (492)18.3 多语言引用浏览 (493)18.4 字符串 (494)18.5 图片 (500)18.6 声音 (506)18.7 系统多语言 (507)18.8 运行时切换语言 (508)十九、工程配置 (509)19.1 概述 (509)19.2 工程配置 (509)二十、脚本 (512)20.1 概述 (512)20.2 脚本编辑器功能介绍 (513)20.3 脚本语法与函数 (520)20.3.1 画面 (520)20.3.1.1 基本图形 (520)20.3.1.2 窗口控件 (588)20.3.1.3 扩展控件 (669)20.3.1.4 命令 (860)20.3.2 IO通信 (870)20.3.3 变量 (892)20.3.4 报表 (921)20.3.5 报警 (928)20.3.6 用户及权限 (954)20.3.7 历史变量 (963)20.3.8 后台脚本 (970)20.3.9 配方 (980)20.3.10 数据库访问 (993)20.3.11 颜色 (1012)20.3.12 全球化 (1016)二十一、DIAView组态软件运行环境 (1018)21.1 概述 (1018)21.2 运行环境介绍 (1019)一、台达工业组态监控系统简介1.背景随着工业及社会经济的发展,以计算机、高速网络为基础的信息技术日趋成熟与先进,应用范围涉及工业制造、进出口贸易、交通、电力、石油、化工、冶金以及人们日常生活、文化娱乐等方方面面,信息技术也逐步向自动化、智慧化发展,推进生产力的革命及人们生活水平的提高。
电动汽车充电操作机器人的视觉系统设计
此,新能源汽车充电方式的无人化、智能化便有了很 大的研究价值'充电机器人自动化充电方式的 实现需要完成以下工作:1)机器人通过导航移动 到待充电电动汽车的充电接口旁;2)视觉系统识 别定位充电接口 ;3)机器人控制充电枪插入充电
收稿日期:2020-09-21 基金项目:国家自然科学基金-浙江省自然科学基金联合基金两化融合项目(U1709213);国家自然科学基金面上项目(61374103) 作者简介:徐建明(1970—),男,江西吉安人,教授,研究方向为运动控制、机器人控制及其应用等,E-mail: xujm@zjut. edu. cn。
作为一种二分类模型,对于小样本、非线性模式识别 拥很大的优势。针对电动汽车快充、慢充插座的内 部结构特征差异,采用基于支持向量机的方法进行 识别。MVTec公司的Halcon视觉平台提供了 SVM 类 的 算 法 , 用 该 SVM 类 , 电 动汽车快充、慢充两个插座设置合适的分类器参数, 进行分类器训练,得到分类器模型,将该分类器模型 作用于快充、慢充插座的测试样本,达到预期的识别 率便可以得到一个合适的SVM模型。具体的模型 训练流程如图4所示。
人的双目视觉系统。首先,采用支持向量机(SVM)和线性可变形模板匹配相结合的方法识别快充 和慢充插座、定位插座中心充电孔,结合双目立体匹配,获取中心充电孔的三维坐标;其次,建立超
出机器人的工作范围和充电孔角度识别偏差过大情况下的异常处理机制;最后,在Halcon视觉平
台编写视觉算法进行实验验证,结果表明:该视觉系统能够有效区分快充和慢充插座、定位目标插
2视觉系统识别定位方案设计
2=控制算法流程设计 要实现准确识别目标充电插座、定位充电孔的
功能,就必须确立一套完善的目标识别定位方案,通 过对视觉系统的功能需求分析,笔者设计了基于支 持向量机和线性可变形模板匹配的充电插座识别定 位系统,包括图像预处理、充电插座分类和充电孔匹 配定位,主要操作有图像灰度化、图像滤波、图像分 割、特征提取、SVM分类器设计及参数选择、线性可 变形模板创建及匹配定位等。目标充电插座识别和 充电孔定位算法流程如图3所示。
台达 多镜头机器视觉系统DMV2000系列
可同时最 多支持8 部摄影机 执行视 觉检测工 作 ,大幅 提r 岛作 业效牢 ,
『 、 』 降低 开发喊 _ 爪; 准C a me r a [ i n k
・
支持 Ca me r a L i nk高 速摄 影 机 ,最 高取 像 速度 可达 ( 3 9 0M B y t e s / s,
作 Re e i pe P r o + 编 辑器 不 仅界 面直观 友 好 ,便于 创建 和编 辑配 方 文件 ,而 且支 持文 件 的导入 导 出。 埘于想 耍为 I t MI S CADA进 , 彳 现 代 化升级 的Ro c k we l l S o t t wa r e RS Vi e w 3 2 用户 来说 ,Re c i p e P r ( 1 + 将 极大地 简 化 F a c t o r y Ta l k Vi e w S E软件 的迁 侈过 在持 续关 注 侈动办 公 的背 景下 ,F a c t o r y T a l k Vi e wP o i n t移动 HMI软件 在版 本 9 . 0 中加 入 了适 当功能 .可进 一步提 高侈动
近 日 ,台 达 推 出 具 有 高 速 精 准 、智 能 化 、人 性 化 等 特 点 的 新 一 代 多 镜 机 器 观 觉 系 统 DMv2 O O O 系 列 。为制 造业 客户 提升 竞争 力 、实现 向 智能制 造转 型升 级提 供囊 斤 帮手。 DMV2 0 0 0 系列 主 耍特 点 :
8 Vi s i o n 视野. 新品
罗 克 韦 尔 自动 化
F a c t o r y T a l k V i e w v 9 . 0软件
HM I S CADA 设 计任 务通 常都 耗时 漫长 而 且容 易出锚 ,这是 冈为 操作 员 只能获 得 已经预 编程 到 应用 中的 息 ,对 信息 的掌 握
台达机器人及视觉在电动剃须刀静片钝化的应用崔豪健

台达机器人及视觉在电动剃须刀静片钝化的应用崔豪健发布时间:2023-05-11T10:43:01.650Z 来源:《中国电业与能源》2023年5期作者:崔豪健[导读] 本文主要介绍台达台达产品在电动剃须刀静片钝化的应用。
在电动剃须刀刀头上有很多配件组成,其中包括刀网、刀片、动片、静片、壳体等部分组成,这些配件都需要人工进行分拣、打磨、钝化、装配、装盘等工序进行加工,而此前客户主要为人工完成,自动化程度低。
中达电通股份有限公司杭州分公司摘要:本文主要介绍台达台达产品在电动剃须刀静片钝化的应用。
在电动剃须刀刀头上有很多配件组成,其中包括刀网、刀片、动片、静片、壳体等部分组成,这些配件都需要人工进行分拣、打磨、钝化、装配、装盘等工序进行加工,而此前客户主要为人工完成,自动化程度低。
关键词:机器人;SCARA;VGR;视觉系统前言电动剃须刀静片钝化设备使用台达两套4轴Scara机械手、3套6轴多关节机器人、VGR机器视觉、工控机、镜头、相机、光源、光源控制器、开关电源、交换机、DOP100系列触摸屏等。
属于全套台达系统整合解决方案,多种产品高度集成。
产品之间通过以太网进行Modbus TCP一网到底通讯,实现高速、便捷的信息交互。
该设备大大降低人力投入、降低人工成本、提升产品产能、质量稳定性及品控。
是机器人换人,解决繁重、高重复性、高危险工作的解决方案。
为客户带来更好的良品率,减少对人工的依赖,特别是当今招工难的问题得以解决,也为小家电行业产业自动化升级更进一步。
一、案例平台1、硬件平台HMI DOP-110WSIPC PVS-100-A04GI5/AAS-PS02电源模块相机PVS100-C05MGGAB镜头PVS100-C05MGGAB光源DMV-LRDW038000JDMV-P4524DAJ 光源控制器DMV-VGR视觉软件4轴DRS40L3SO1BN002机器人DRV A1L7A6113N6轴机器人PVS100-CA05GB相机线缆DVS-005I00交换机二、设备工艺要求电动剃须刀刀头按结构可分为旋转式和往复式结构。
台达机器视觉系统DMV1000系列

►►耐衝擊:最大 300 m/s、3 軸 6 方向、各 3 次 ►►操作環境溫度:0 ℃ ~ +50 ℃ ►►存放環境溫度:-20 ℃ ~ +65 ℃ ►►操作環境濕度:35% ~ 65% RH ( 無結露 ) ►►操作高度:低於 2000 公尺
►►型式:IEEE1394a 數位灰階攝影機 ►►畫素:640 x 480 (30 萬畫素 ) / 80 fps、1024 x 768 (80 萬畫素 ) / 30 fps ►►數量:最多 2 台 ►►快門速度:0.05 ms ~ 1 s 及自訂 ( 共 16 種 ) ►►接口:C mount
32 COMCCD2 TRIGCCD 2 specific COM
33 COMIN2 50-pin 輸入共通接點
34 COMIN2 50-pin 輸入共通接點
35 ACK
並列輸出交握旗標
36 RESET
系統重置
37 FCH
功能選擇啟動觸發
38 FNC1
功能選擇 1
39 FNC2
功能選擇 2
40 FNC3
►►設定:共 6 種
►►種類:二值化、擴張、侵蝕、平均、中值、銳化、Laplacian、SobelX、SobelY、Sobel、 Prewitt、Roberts、差分、共 13 種
►►全部執行、從不執行、條件執行
►►數量:32 組
►►四則運算:加、減、乘、除
►►函數 (36 types):MAX、 MIN、 AVG、 ABS、 MOD、 POW、 SQR、 SQRT、 INT、 ROUND、 SIN、 COS、 TAN、 ASIN、 ACOS、 ATAN、 DIST、 ISECT_X、ISECT_Y、 LINE_DIST、 LINE_DIST_X、 LINE_DIST_Y、 ANGLE、 LINE_ANGLE、 D_LINE_ANGLE、 CIRCLE_X、 CIRCLE_Y、 CIRCLE_R、PANEL_ANGLE、 PANEL_DIST、 NOT、 RAD、 DEG、 PI、 LE、 EQ
基于单目视觉的 Delta 机器人零点标定方法

(4)
式 中 :wi0 为 从 动 臂 方 向 矢 量 名 义 值 ;且 Δui =
Rot( βi − π 2 , Z )Qx Rot(−θi0 , xi )e2Δθi ,或写成
Δui = DiΔθi i = 1, 3
(5)
式中θi0 为主动关节转角的理想值,其中
2013 年 3 月
孙月海等:基于单目视觉的 Delta 机器人零点标定方法
第 46 卷 第 3 期
在实际工程应用中,基于并联机器人生产线的现 场标定要求方法简单、速度快、标定精度比较高.研 究表明,对于并联机器人,零点误差是影响其精度的 主要误差源,对零点进行标定可有效提高其运动精 度.黄田等[8]提出一种基于末端误差最小子集检测信 息的运动学标定方法.唐国宝等[9]通过仅检测末端沿 z 向的位置误差、以及在初始位形下的姿态误差识别 出几何参数,对 Delta 完成了运动学标定.
后 将 ui 绕 Z 轴 转 动 βi − π 2 ,之 后 再 绕 xi 轴 转 动
−θi .上述的坐标变换可表示为
ui = Rot(βi − π 2, Z )Rot( −θi , xi )e2 =
⎛ ⎜ ⎜
cos sin
βi βi
cosθi cosθi
⎞ ⎟ ⎟
(2)
⎜⎝ −sinθi ⎟⎠
式中 e2 = (0 1 0)T .
·241·
Di = Rot(βi0 − π 2, Z )QxRot(−θi0 , xi )e2 ⎡0 0 0⎤
Qx = ⎢⎢0 0 1⎥⎥ ⎢⎣0 −1 0⎥⎦
将式(5)代入式(4),有
wiT0Δr = l1wiT0 DiΔθi i = 1, 2,3
(6)
写成矩阵形式有
工业自动化中的机器视觉系统

工业自动化中的机器视觉系统工业自动化是指应用先进的技术和设备,使得工业生产过程实现自动化、智能化的一种方式。
机器视觉系统作为其中重要的一环,广泛应用于工业生产中的质检、检测、测量等环节。
本文将对机器视觉系统在工业自动化中的应用进行探讨。
一、机器视觉系统的基本原理和组成1. 机器视觉系统的基本原理机器视觉系统是指通过使用摄像机、图像处理软件和控制系统等技术,对产品或物体进行图像获取和图像处理,从而实现对产品的检测、识别和测量等功能。
其基本原理是通过摄像机获取图像,然后通过图像处理软件进行图像处理和分析,最终由控制系统进行判断和控制。
2. 机器视觉系统的基本组成机器视觉系统主要由以下几个组成部分构成:(1)图像获取设备:通常使用摄像机进行图像的获取。
不同的应用场景和需求会选择不同类型的摄像机,如CCD摄像机或CMOS摄像机。
摄像机的选择应该根据应用环境的光线、速度等条件来确定。
(2)光源系统:光源系统用于提供光线照明,以便于摄像机获取清晰的图像。
常见的光源有LED光源、激光光源等。
(3)图像处理软件:图像处理软件用于对图像进行处理和分析,包括图像预处理、特征提取、模式匹配等。
(4)控制系统:控制系统根据图像处理软件的结果,进行相应的判断和控制。
可以是一个PLC控制器、PC控制器或其他数字控制设备。
二、机器视觉系统在工业自动化中的应用1. 质量检测机器视觉系统在工业生产中广泛应用于产品质量的检测。
例如在流水线上,通过机器视觉系统对产品的尺寸、颜色、外观等进行检测和判断,一旦发现不合格品,系统会自动进行剔除或标记,保证产品质量的稳定和一致性。
2. 缺陷检测机器视觉系统能够精准地检测产品表面的缺陷,如裂纹、划痕、异物等。
通过对图像进行处理分析,系统能够判断出产品是否存在缺陷,并及时采取相应的措施进行处理。
3. 检测与定位机器视觉系统能够对产品进行定位和对位。
通过对产品图像进行处理和分析,系统能够识别和定位产品的位置,确保产品在生产过程中正确地摆放和装配。
智能机器视觉系统

SV 系列
使用手册(机械手)
为了获得最佳性能,请在使用本产品前阅读本手册。 请妥善保管本手册,以便随时查阅。
-1-
目录
序言...............................................................................................................................................................................- 3 第一章本机的基本操作...............................................................................................................................................- 3 -
-2-
序言
本书的说明内容适用于 SV 系统机械手功能的介绍与基本操作方法。为了充分利用 SV 系统的性能与功 能,请详细阅读此书,在充分理解后使用。 另外,为方便随时使用,请妥善保管本书,请尊重版权。
第一章本机的基本操作
本机的操作流程
本机的机械手流程如下图所示。
硬件准备工作 硬件搭建。 选取合适镜头、相机、控制器、光源
修改以便区分。 全检测设定公用:勾选有效后本校正数据可以
应用于所有工程,不然只在本工程有效。
-7-
自动校正
设置开始位置
点击
【追加】
自动校正设置界面
【确定】,
1 校正过程的几个环节 2 校正环节的详细设定参数 3 各个环节的切换
获取机械手坐标:移动机械手,使其抓取的对象物 显示在画面中央附近,点击【获取机械手坐标】把 机械手的坐标读到 SV 中。 注册:把所读到的机械手坐标注册记录。 点击“右箭头”进入下一环节。
台达DMV视觉系统在汽车行业的应用
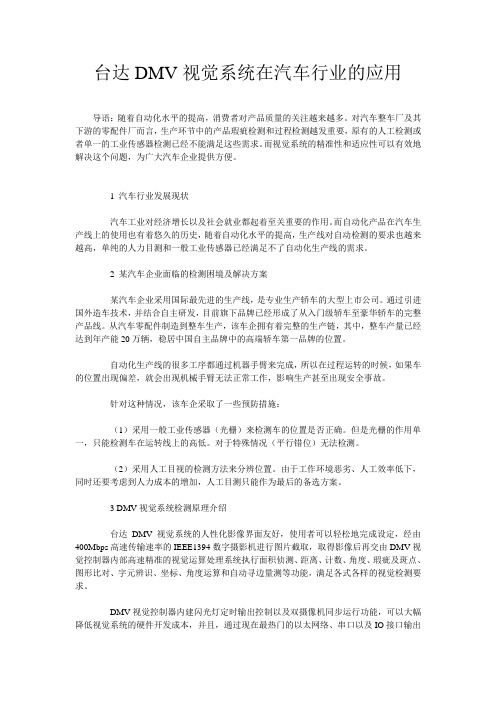
台达DMV视觉系统在汽车行业的应用导语:随着自动化水平的提高,消费者对产品质量的关注越来越多。
对汽车整车厂及其下游的零配件厂而言,生产环节中的产品瑕疵检测和过程检测越发重要,原有的人工检测或者单一的工业传感器检测已经不能满足这些需求。
而视觉系统的精准性和适应性可以有效地解决这个问题,为广大汽车企业提供方便。
1 汽车行业发展现状汽车工业对经济增长以及社会就业都起着至关重要的作用。
而自动化产品在汽车生产线上的使用也有着悠久的历史,随着自动化水平的提高,生产线对自动检测的要求也越来越高,单纯的人力目测和一般工业传感器已经满足不了自动化生产线的需求。
2 某汽车企业面临的检测困境及解决方案某汽车企业采用国际最先进的生产线,是专业生产轿车的大型上市公司。
通过引进国外造车技术,并结合自主研发,目前旗下品牌已经形成了从入门级轿车至豪华轿车的完整产品线。
从汽车零配件制造到整车生产,该车企拥有着完整的生产链,其中,整车产量已经达到年产能20万辆,稳居中国自主品牌中的高端轿车第一品牌的位置。
自动化生产线的很多工序都通过机器手臂来完成,所以在过程运转的时候,如果车的位置出现偏差,就会出现机械手臂无法正常工作,影响生产甚至出现安全事故。
针对这种情况,该车企采取了一些预防措施:(1)采用一般工业传感器(光栅)来检测车的位置是否正确。
但是光栅的作用单一,只能检测车在运转线上的高低。
对于特殊情况(平行错位)无法检测。
(2)采用人工目视的检测方法来分辨位置。
由于工作环境恶劣、人工效率低下,同时还要考虑到人力成本的增加,人工目测只能作为最后的备选方案。
3 DMV视觉系统检测原理介绍台达DMV视觉系统的人性化影像界面友好,使用者可以轻松地完成设定,经由400Mbps高速传输速率的IEEE1394数字摄影机进行图片截取,取得影像后再交由DMV视觉控制器内部高速精准的视觉运算处理系统执行面积侦测、距离、计数、角度、瑕疵及斑点、图形比对、字元辨识、坐标、角度运算和自动寻边量测等功能,满足各式各样的视觉检测要求。
艾默生Deltav学习资料学习资料
第一章Deltav概述本章主要介绍以下内容: Deltav系统架构, Deltav组态软件, Deltav系统容量,PlantWeb.1. Deltav系统架构主要有以下三部分:工作站,交换机和控制器三部分,复杂的Deltav 里就是一个系统里有多个工作站,交换机和交换机.一个Deltav控制网络最多可以带120个节点或者100个控制器或者65个工作站. Deltav I/O 接口有2宽电源/控制器底板和8宽I/O接口底板。
下面是I/O卡件的接线端子。
2.DeltavI/O卡件类型:DI卡, DO卡, AI卡, AOI卡,这里卡的类型基本都是按照通道的数量来分的,有的也是按照通道是否可以单独定义分的.3. Deltav系统的电源输入是24VDC或12VDC.电源卡件给控制器提供5VDC,为I/O 卡件提供的是12VDC.4. Deltav系统容量:最多120个节点,最多65台任何类型的工作站,1台主工程师站,最多10台工程师站,最多59台操作站,最多20台应用站,每台主工程师站或操作站最多支持15台远程客户机,最多100个单独/冗余控制器,30000DST,最多25000SCADA 位号,每个MX控制器最多支持1500个DSTs.每个MD Plus控制器最多支持750个DSTs,15000个高级单元管理DSTs.5. DST设备标签授权:接线到端子板的每个仪表需要一个DST.它的级别由高到低为:AO-AI-DO-DI.高级别的可以替换低级别的.6. Deltav组态软件: Deltav Control Studio, Exploring Deltav, Deltav Operate(Configure)和Deltav Operate(RUN)和诊断的软件等几种常用的组态软件.7.对于控制器的识别:我们在Exploring Deltav软件中在Physicao Network s这个选项,右击属性,我们可以看到有个Flash lights选项,我们在这个选项前面选中,对于的控制器灯就会1s的间隔闪烁,我们要是选中Stop flashing的话,对应的控制器等就会停止闪烁,这样我们就可以找到这个系统对应的控制器了.8.接下来我们还是在Exploring Deltav软件中在Physicao Network中找到Decommissioned Nodes这个选项下投用控制器,还可以在控制器的属性里设置冷启动时间.第二章仿真练习1.在Exploring Deltav界面下,在Control Strategies树形图下,给已有厂区进行重命名和新建一个厂区.按照s88协议一个厂区总共5层,但是我们实际的工作中除了是batch项目外,我们都只有两层:Area和Control Module。
机器视觉运动控制一体机在DELTA并联机械手视觉上下料应用
机器视觉运动控制一体机在DELTA并联机械手视觉上下料应用市场应用背景DELTA并联机械手是由三个相同的支链所组成,每个支链包含一个转动关节和一个移动关节,具有结构紧凑、占地面积小、高速高灵活性等特点,可在有限的空间内进行高效的作业,广泛应用于柔性上下料、包装、分拣、装配等需要快速重复操作的领域。
DELTA并联机械手结合柔性振动盘、视觉定位系统,能够高效地完成对各种物料的无损、柔性上下料操作,可提高生产效率,满足了小批量、多品类生产的需求。
DELTA并联机械手工作原理:DELTA并联机械手的工作原理是基于并联结构学和运动学原理,通过精确控制每个分支的运动,实现末端执行器的快速、准确稳定的运动。
控制方式通常采用运动控制器和伺服电机,通过实时计算和调整每个分支的运动轨迹,实现所需的工作效果。
正运动技术解决方案:正运动技术根据市场需求,开发了基于VPLC系列视觉运动控制一体机和RTFuse视觉系统所拓展的DELTA柔振上下料专用系统,实现即插即用一站式解决方案,满足市场对灵活供料的需求,可克服传统供料方式的局限,实现了快速物料切换和配置工艺,提升兼容性。
●专用柔振上料工艺系统,操作简单易理解,可定制界面与品牌logo;●系统支持单/双相机,单相机识别物料,双相机二次纠偏;●重复定位精度高、超高速拾取物料,单次节拍可达0.39s;●软硬件集成度高:VPLC532E控制器集成DELTA并联机械手控制、机器视觉、工控机、输入输出控制于一体,替代传统的机器人电柜箱、工控机、PLC等。
◆基于VPLC系列视觉运动控制一体机和RTFuse视觉系统也可应用于桌面式DELTA 的小范围高速抓取或传送带DELTA的同步抓取与放置等应用。
一、机器视觉运动控制一体机在DELTA并联机械手视觉上下料应用正运动DELTA视觉上下料解决方案设计●24DI:启动/复位/停止按钮、气压检测、柔振盘信号等;●12DO:下相机飞拍、供料器、破/吸真空、三色灯蜂鸣器等;●EtherCAT接口:接EtherCAT总线驱动器,控制DELTA并联机械手;●4路单端脉冲输出:接步进/脉冲驱动器、编码器轴;●EtherNET接口:千兆网口,接支持Gige协议的面阵相机,实现视觉定位、纠偏应用。