Q 系列PLC定位模块 的教程
Q系列定位与CCD视讯
Q系列定位与CCD视讯Q系列定位模块在高速高精度定位系统中的应用2006-9-22 9:23:00 【文章字体:大中小】推荐收藏打印坐标,偏差补正为△d,可以得出D5=D3±△d,如在理想状态,CCD识别MARK点的X向坐标刚好为D3,即D5=D3,而每块基板在放置的时候位置绝对会不一样,所以都会有一个偏差△d,根据△d每次在CCD识别MARK点后向刀1移动的距离为D4±△d,这就是偏差补正的过程,其他的刀原理也是这样,在偏转划线时也是根据CCD 第一次MARK识别的坐标了确定的。
在划完了TFT 面后,在CF面对TFT面进行剖断,然后在CF 面划线,再在TFT面对CF进行剖断,这样就完成了对基板的划线。
三、技术性能和特点1、系统采用了与人机界面相结合,使得系统的布线简单、简洁。
2、采用了QD75系列的伺服系统定位单元,系统的度精能够达到0.01um。
3、伺服系统的输出系统具有集电极开路输出和差分输出两种工作方式,在应用时可以根据需要进行选择。
4、系统的定位范围比较宽,单位可以用um、英寸、度设定。
控制系统也比较多样化,能够实现PTP控制、跟踪控制、速度控制、速度-位置控制、位置-速度控制,根据系统的需要可以选择不同的控制系统,另外,还具有圆弧插补功能。
5、系统响应的时间比较短,因而减少了不同步产生的机会。
6、系统采用了影像处理系统,这样就提高了系统的精度,对于一些要求不高的场合,系统在工作时影像系统可以选择不使用,但这样可以减少时间,增加工作的效率。
7、本系统采用了多刀工作方式,这样大大的提高了工作的效率,但同时增加了系统在设计时的复杂性,8、另外,QD75系列的伺服定位单元具有预读起始功能,这样可以减少定位起始的时间,可以保证快速多种应用的定位。
对于QD75系列的定位单元还专门设计了设置/监控软件——QP (GX-Configurator)这样便于定位参数的设定,定位数据的生成和监控。
三菱Q系列PLC(QD75定位)-04
第4章 产品的安装·配线·维护本章介绍QD75的安装·配线·维护有关内容。
记述了用于防止QD75的误动作、事故、人员伤害的注意事项及正确的作业方法等重要信息。
在进行安装·配线·维护之前应熟读本章,在遵守注意事项的前提下执行作业。
4.1 安装·配线·维护的概要 .................................................. 4- 24.1.1 安装·配线·维护作业的执行步骤 ..................................... 4- 24.1.2 各部位的名称 ...................................................... 4- 34.1.3 使用时的注意事项 .................................................. 4- 5 4.2 安装 ............................................................. 4- 74.2.1 安装时的注意事项 .................................................. 4- 7 4.3 配线 ............................................................. 4- 84.3.1 配线时的注意事项 .................................................. 4- 84.3.2 差动驱动公共端子的配线 ............................................ 4-14 4.4 安装·配线的确认 ........................................................ 4-154.4.1 安装·配线结束时的确认事项 ........................................ 4-15 4.5 维护 ............................................................. 4-164.5.1 维护时的注意事项 .................................................. 4-164.5.2 废弃时的注意事项 .................................................. 4-164.1 安装·配线·维护的概要 4.1.1 安装·配线·维护作业的执行步骤QD75安装、配线、维护的概要及步骤如下所示。
QD75P QD75D定位模块用户手册(硬件篇)

表示错误操作可能造成危险后果 引起人员轻伤 中度伤害或也能引发严重后果 任何情况下都要遵守使用说明 把本手册存放在安全的地方 使你需要时可以随时取阅 一定要把本手册发给最 终使用者
[安装注意事项] 小心
z 在符合所用 CPU 模块的用户手册中规定的一般操作环境规格下使用 PLC
1
2. 性能规格
1 QD75P1
项目 轴数 最大输出脉冲数 伺服系统之间的最大连接距离 适用线径 适用连接器 占用的 I/O 点数 5 V DC 电流消耗 闪存 ROM 写次数 重量
QD75P2 和 QD75P4 的性能规格
规格 QD75P1 QD75P2 QD75P4 1 个轴 2 个轴 4 个轴 200 kpulse/s 2 米 6.56 英尺 2 0.3 mm 当使用 A6CON1 时 AWG#24 当使用 A6CON2 时 AWG#23 当使用 A6CON4 时 A6CON1 A6CON2 A6CON4 单独销售 32 点 I/O 分配 智能功能模块 32 点 0.40A 0.46A 0.58A 最大 100000 次 0.15kg 0.15kg 0.33lb. 0.16kg 0.35lb. 0.33lb.
2
QD75D1
项目
QD75D2 和 QD75D4 的性能规格
规格 QD75D1 QD75D2 QD75D4 轴数 1 个轴 2 个轴 4 个轴 1 Mpulse/s 最大输出脉冲数 伺服系统之间的最大连接距离 10 米 32.81 英尺 0.3 mm2 当使用 A6CON1 时 适用线径 AWG#24 当使用 A6CON2 时 AWG#23 当使用 A6CON4 时 适用连接器 A6CON1 A6CON2 A6CON4 单独销售 32 点 占用的 I/O 点数 I/O 分配 智能功能模块 32 点 0.52A 0.56A 0.82A DC5V 电流消耗 闪存 ROM 写次数 最大 100000 次 0.15kg 重量 0.15kg 0.33lb. 0.16kg 0.35lb. 0.33lb. 关于 QD75 的一般规格 参见使用的 CPU 模块的用户手册
三菱PLC培训--Q系列
三菱PLC培训--Q系列
D/A A/D 应用
模块介绍
AD/ DA应用示意下图表示模拟量信号的采集过程
PLC 模拟量
模块
液位传感器
量程:0-1M
输出:0-10V 0-10V
0-4000
数据运算0-10V
AD模块将传感器送入的标准信号(0~10V、0~20ma等)按比例转换为数字量信号0~4000
PLC根据读取的数字量大小,通过传感器的量程及输出的模拟量信号,进行数学运算,从而计算出实际的液位
模块的性能
Q64AD:4通道,每个通道都可以选择是电压输入还是电流输入Q68ADV:8通道,每个通道只能是电压输入
Q68ADI:8通道,每个通道只能是电流输入
模块认识
1)亮:正常工作;闪烁:偏置/增益设置期间;灭:断电或者WTD出错,或者允许模块更换2)亮:出错;灭:正常;闪烁:开关设置出错
模块各端子说明
接线及注意事项
模块的I/O列表
I/O具体含义(输出)。
三菱PLC的QD75M系列-使用教程
新一代高速定位模块—QD75M详介目录1.QD75M的特性2.QD75M的规格和性能3:参数设定4:定位数据编写5.GX-Configurator-QP 的说明6.应用指令介绍7.QD75M附加功能的说明8.应用例子1.1 QD75M的特点有1、2、4轴的模块可选,每个模块占用32个I\O点采用SSCNET的高速总线连接servo,速度10Mpps多种定位方式每个轴可编写600个基本定位数据,还有5组每组50个高级定位数据。
有35种控制方式,有速度控制、固定值进给控制、差补控制等。
高可靠性和可维护性,和SERVO之间通过总线连接,可靠性高、易于维护。
和高分辨率的电机配合使用,轻松构建绝对位置系统。
通过GX-Configurator-QP实现参数设置、定位数据编写、监控和测试。
注:SSCNET:SERVO System Control NETwork1.2 系统的硬件连线图扩展电缆主基板CPU模块I\O模块定位模块扩展系统USB电缆RS232电缆SSCNET电缆电缆外围设备个人电脑手动脉冲发生器外部信号输入•前后极限信号•外部命令信号•切换信号•停止信号•原点信号1.3 定位原理说明读写操作定位命令控制命令监控数据接口定位控制速度控制电流控制转换器电流反馈速度反馈位置反馈接口手动脉冲发生器外部信号输入•前后极限信号•外部命令信号•切换信号•停止信号•原点信号2.1 模块的I/O信号列表Device NO.Signal name commentX0QD75 READY在接到PLC READY信号信号后,检查参数设置,如果无误,该信号为ONX1同步标志在PLC ON,如果CPU能够访问QD75,该信号为ONX4~ X7分别为各轴的M代码ON信号表明有效的M代码已经存在相应的寄存器中,可以读取了X8~XB各轴的错误诊断当轴发生错误时,相应的诊断信号为ONXC~XFBUSY 信号当轴在运动状态时,该轴对应的BUSY信号为ONX10~ X13启动完成当定位启动信号为ON,并且QD75启动定位处理时该信号为ONX14~ X17定位完成在轴执行定位操作的过程中该信号一直为ON1.定位模块的状态信号——表明定位模块的状态(QD75 PLC)2.1 模块的I/O信号列表Device NO.Signal name commentY0PLC READY该信号通告QD75,PLC准备好Y1全部轴SERVO ON全部轴的SERVO准备操作Y4~Y7各轴的停止信号当该信号为ON,对应轴的所有操作都不执行Y8 Y9~ YA YB~ YC YD~ YE YF~各轴的手动正反转启动信号当信号为ON时,对应的轴已指定的手动速度运行Y10~Y13定位启动启动定位运行或OPR操作Y14~ Y17执行禁止标志当该信号为ON时,不能执行定位操作2.PLC的指令信号(PLC QD75)2.2 主要缓冲区说明项目轴1轴2轴3轴4注释MD20 当前进给值8008019009011000100111001101存储当前命令的地址(可用命令更改)MD21机器进给值8028039029031002100311021103存储符合机器坐标的当前位置的地址(建立完坐标系之后,不可更改)MD23轴出错编号80690610061106当监测到轴出错后,存储出错的代码MD25有效M代码80890810081108存储当前有效的M代码Cd3定位启动编号1500160017001800定位启动编号Cd4定位启动点编号1501160117011801定位启动点编号(用于块启动数据)2.3 运行方式介绍定位完成P1连续定位控制P1P2连续轨迹控制P1P2定位完成:单步执行连续定位控制:执行完一个定位数据后,执行下一个定位数据(速度要降为0)连续轨距控制:执行完一个定位数据后,执行下一个定位数据(速度不降为0)2.4 控制方式介绍➢1/2/3/4轴的直线控制(包括直线插补)➢1/2/3/4轴的固定进给控制➢2轴圆弧插补控制➢1/2/3/4轴的速度控制➢V/P 和P/V 转换控制➢当前值变更➢跳转指令辅助点方式圆心+正反转方式2.5 高级定位功能介绍正常启动-启动要执行的基本定位数据条件启动-条件满足,执行基本定位数据等待启动-等待条件满足,执行基本定位数据同时启动-同时启动其他轴的定位数据条件循环启动-条件满足,就执行循环操作无条件循环启动-设定循环的次数3. 参数列表参数定位参数基本参数1基本参数2具体参数1调整参数OPR参数OPR基本参数OPR具体参数SERVO 参数基本参数具体参数1具体参数2具体参数2当启动系统时按照设备和适用电动机设置当启动系统时按照系统配置设置设置执行OPR所需的参数值根据使用的SERVO具体设置3.1 基本参数项目设定范围默认值说明单位设定(Pr.1)0:mm 1:inch2:degree 3:pls3:pls根据系统用户自己选择每转的脉冲数(AP)(Pr.2)1-20000000002000电子齿轮功能(参见P.31)每转的进给量(AL)(Pr.3)根据Pr.1参数设定范围不同2000单位放大倍(AM)(Pr.4)1: 1 times10:10 times100:100 times1000:1000 times1:1 times速度极限值(Pr.8)根据Pr.1参数设定范围不同200000对定位和OPR操作都有效加速时间0(Pr.9)1-8388608ms1000从零到速度极限值(Pr.8)的时间减速时间0(Pr.10)1-8388608ms10003.2 具体参数1项目设定范围默认值说明反向间隙补偿量(Pr.11)根据Pr.1参数设定范围不同0可以补偿齿轮传动时由反向间隙引起的误差软件行程极限上限值(Pr.12)根据Pr.1参数设定范围不同2147483647可以通过软件防止超程,还必须在范围之外附近安装限位开关软件行程极限下限值(Pr.13)-2147483648软件行程极限选择(Pr.14)0,100-当前进给值1-机器进给值软件行程极限有效\无效设置(Pr.15)0,100-在手动和脉冲发生器运行时有效1-在手动和脉冲发生器运行时无效命令到位宽度(Pr.16)根据Pr.1参数设定100设置使命令到位变成ON的剩余距离转矩极限设置值(Pr.17)1~500%300设置伺服电机产生的最大转矩M代码ON输出时间(Pr.18)0,100-定位启动时输出M代码1-定位完成输出M代码3.2 具体参数1项目设定范围默认值说明速度切换模式(Pr.19)0,100-标准切换,在执行下一个定位数据时切换速度1-前加载模式,执行完当前定位数据时切换速度插补速度指定(Pr.20)0,100-合成速度1-参考轴速度速度控制期间的当前进给值(Pr.21)0,1,200-禁止当前值更新1-允许当前值更新2-当前值清零输入信号逻辑选择(Pr.22)0-逻辑负1-逻辑正0要和外围连接一致脉冲发生器输入选择(Pr.23)0,1,2,300-AB相乘4 1-AB相乘22-AB相乘1 3-PLS/SIGN 模式速度-位置功能选择(Pr.200)0-INC2-ABS0选择速度位置切换控制的模式,如果设置成0,2以外的数,则以INC模式进行3.3 具体参数2项目设定范围默认说明值1-83886081000加速时间1,2,3(Pr.25~Pr.27)减速时间1,2,3(Pr.28~Pr.30)20000要小于Pr.8的速度极限值手动速度极限值(Pr.31)根据Pr.1参数设定范围不同手动加速时间选择(Pr.32)0,1,2,30选择0~3中的其中一组用于手动运行的加/减速时间手动减速时间选择(Pr.33)加速/减速处理选择(Pr.34)0,100-自动梯形加减速1-S型加减处理S型比率(Pr.35)1~100%100S型曲线表示使用正弦曲线绘制加减速曲线的地方突然减速停止时间(Pr.36)1-83886081000设置突然停止情况下从速度极限值到零速的时间3.3 具体参数2项目设定范围默认值说明停止组1~3突然停止选择(Pr.37~Pr.39)0-正常停止1-突然停止0组1-用硬件行程开关组2-I/O复位,PLC READY信号OFF,测试模式故障组3-外围停止信号定位完成信号输出时间(Pr.40)0~65535300设置定位完成信号x4 x5 x6 x7的输出时间容许环形插补出错宽度(Pr.41)根据Pr.1设定100设置计算的弧形路径和终点地址的容许出错范围外部命令选择(Pr.42)0,1,2,300-外部定位启动1-外部变速请求2-速度-位置位置-速度切换请求3-跳跃请求Servo重新启动的允许范围(Pr.201)0,1~163840PLS00-表示不可重新启动1~163840设定容许的范围3.4 OPR基本参数项目设定范围默认值说明OPR方式(Pr43)0,4,5,600-近点狗方式4-计数方式15-计数方式2 6-数据设置方式OPR的方向(Pr.44)0,100-正向(地址增量方向)1-负向(地址减量方向)OPR的地址(Pr.45)根据Pr.1设定0当完成原点回归时,停止位置的地址OPR速度(Pr.46)1OPR的启动速度OPR蠕动速度(Pr.47)1近点狗ON后的速度OPR重试功能(Pr.48)0,100-不要用限位开关重试OPR1-要用限位开关重试OPR3.4 OPR具体参数项目设定范围默认值说明近点狗ON后的位移量设置(Pr.50)根据Pr.1设定0使用计数方式1,2时,设定近点狗ON到OP的位移量OPR加速时间选择(Pr.51)0,1,2,30设定OPR时,使用那组加速、减速时间OPR减速时间选择(Pr.52)OP移动量(Pr.53)根据Pr.1设定0从OP停止的位置移动的量OP转矩限制(Pr.54)1-300%300设置在OPR期间,达到蠕动速度后限制电机转矩的值OP移动期间速度指定(Pr.56)0,100-OPR速度1-蠕动速度OPR重试期间的停顿时间0~6553503.5 SERVO参数-基本参数➢(Pr.100~Pr.107)—主要包括描述SV&motor的系列型号等基本信息➢Pr.108—自动调谐功能0-插补模式1-自动调节方式12-手动调节方式23-自动调节方式24-手动调节方式1➢Pr.109—servo 的响应速度3.5 SERVO参数SERVO 调整参数(Pr.112~Pr.126)—包括负载的惯量及其速度位置环的增益等。
QD75定位模块

軸1:1500 軸2:1600 軸3︰1700 軸4:1800
程 式 起 動﹝1﹞
〔ZP.PSTRT1 〝Un〞 (S) (D)〕
〝Un〞:QD75 I/O槽位,入出力番號 (S):控制指令暫存器存放位置 (D):命令完了ON一次;異常完了(D+1)ON
(S)+ 0:系統區域 (S)+ 1:完了情況〔0:正常終了;0以外:異常完了〕 (S)+ 2:起動番號》定位番號:1 ~ 600
*產品分類
每個模塊的軸數方面,1個軸、2個軸和4個軸類型的產品可用
QD75P1/QD75D1:1個軸
QD75P2/QD75D2:2個軸
QD75P4/QD75D4:4個軸
應用
§快速起動 在CPU模塊給QD75發出起動命令後,QD75可以以6 ~ 7ms 的速度快速起動,減少了機械應答時間。
§補間 可以執行2、3或4軸線性補間控制和2軸圓弧補間控制。
PC CPU 系 統
*PC CPU模塊能夠通過C語言或BASIC語言進行I/O控制 和智能功能模塊控制。
§用QCPU配置多PLC系統時,可 以通過QCPU與PC CPU的組合 實規快速、高度靈活的系統。 由於前者的CPU改變機械控制, 而後者的CPU改變數據通訊和大 容量處理,所以順序控制可以與 PC應用程序集成在一起。
§控制系統 控制系統選擇範圍很廣,諸如點到點控制、固定進給控制 、速度控制、速度/位置切換控制和位置/速度切換控制。
公用功能
*參數初始化功能
QD75的緩沖暫存器和快閃 ROM中的資料恢復到工廠設置值。 下面兩種方法可用:1)使用順控程序 2)使用GX Configurator-QP
*執行資料備份功能
特性
三菱PLC的QD75M系列-使用教程
项目
设定范围
单位设定(Pr.1)
每转的脉冲数(AP) (Pr.2)
每转的进给量(AL) (Pr.3)
单位放大倍(AM) (Pr.4)
0:mm
1:inch
2:degree 3:pls
1-2000000000
根据Pr.1参数设定 范围不同
1: 10: 100: 1000:
1 times 10 times 100 times 1000 times
4.1 基本定位数据编写
定位地址——表示要运行到的地址 圆弧地址——在圆弧插补时用到,如果选择的是辅助 点圆弧插补方式,该值是辅助点的值;如果选择的是 圆心定位方式,该值是圆心的值 命令速度——根据参数,表示合成速度或长轴速度 等待时间——当执行过该定位数据后的停留时间 M代码——输出M代码,完成辅助工作
从零到速度极限值(Pr.8)的时间
3.2 具体参数1
项目
设定范围
反向间隙补偿量 (Pr.11)
根据Pr.1参数设定 范围不同
软件行程极限上限值 (Pr.12)
软件行程极限下限值 (Pr.13)
根据Pr.1参数设定 范围不同
软件行程极限选择 0,1 (Pr.14)
软件行程极限有效\
0,1
无效设置(Pr.15)
速度极限值(Pr.8) 加速时间0(Pr.9)
根据Pr.1参数设定 范围不同
1-8388608ms
减速时间0(Pr.10)
1-8388608ms
默认值 3:pls 2000 2000 1:1 times
说明 根据系统用户自己选择
电子齿轮功能 (参见P.31)
200000
对定位和OPR操作都有效
1000 1000
如何快速定位PLC故障点并解决

如何快速定位PLC故障点并解决PLC(可编程逻辑控制器)是工业自动化领域中常用的控制设备,用于实现自动化生产过程的控制和监测。
然而,在使用PLC的过程中,难免会遇到故障问题,这给生产带来了麻烦和损失。
因此,学会如何快速定位PLC故障点并解决问题是非常重要的。
本文将介绍一些常见的PLC故障定位方法和解决技巧,希望能对读者有所帮助。
一、PLC故障定位方法1. 确认故障现象:首先,需要观察和确认PLC系统出现的故障现象,例如是否有报警、是否有显示异常、是否有设备停止工作等。
2. 检查现场设备:对于PLC系统控制的设备,需要检查设备本身是否存在问题,如传感器是否损坏、执行机构是否卡住等,确保设备正常工作。
3. 检查IO模块:IO模块是PLC系统与外部设备之间的接口,常常是故障出现的地方。
通过检查IO模块的状态指示灯,可以确定信号是否正常传输,如输入信号是否能正确读取、输出信号是否能正确输出。
4. 检查程序逻辑:PLC的程序逻辑是控制系统的核心,故障常常由程序逻辑错误引起。
通过检查程序是否正确上传,以及程序中的条件语句、计时器和计数器等是否设置正确,可以避免由程序逻辑引起的故障。
5. 运行程序调试工具:现代PLC系统通常配备了程序调试工具,可以辅助快速定位故障。
通过运行程序调试工具,可以监视信号的传输情况、查看程序的运行状态,以及进行程序的单步调试,这样可以更加准确地定位故障点。
二、PLC故障解决技巧1. 故障排除法:根据故障定位的结果,采用故障排除法逐步排查,逐个检查可能出现问题的部件或连接线路,缩小故障范围,直到找到故障点,然后进行修复。
2. 使用故障记录功能:现代PLC系统通常有故障记录功能,可以记录故障发生的时间、位置和原因等信息。
通过查看故障记录,可以发现故障出现的规律和共同点,有助于更好地解决故障和预防同类故障的再次发生。
3. 注意安全措施:在处理PLC故障时,必须注意安全措施,如断电、停机、使用绝缘工具等,以确保自身和设备的安全。
三菱Q系列定位模块回原点有几种方式?
三菱Q系列定位模块回原点有几种方式?定位模块有两个关于回原点的信号,第一个是DOG近点信号(例如接近开关);第二个是PG零点信号,模块上有PG05与PG24,分别对应5V与24V,接一个即可。
如果用伺服Z相脉冲输出做零点信号,则接PG05(这是通常做法);如果用接近开关,则接PG24(这意味着加上前面的近点信号,需要有两个接近开关用作回原点)。
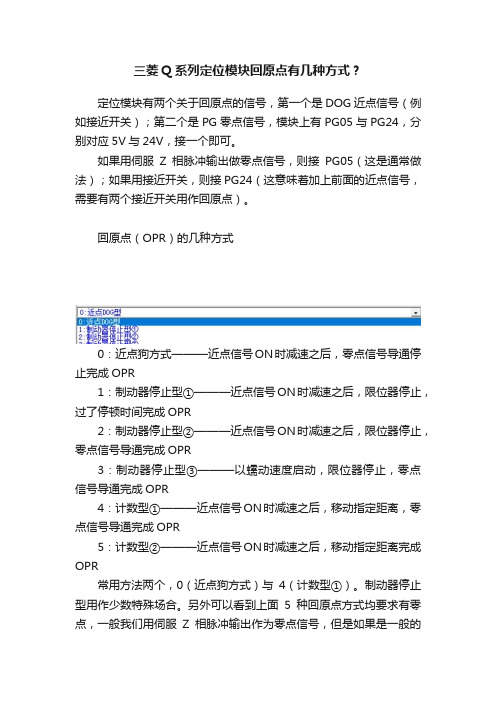
回原点(OPR)的几种方式0:近点狗方式———近点信号ON时减速之后,零点信号导通停止完成OPR1:制动器停止型①———近点信号ON时减速之后,限位器停止,过了停顿时间完成OPR2:制动器停止型②———近点信号ON时减速之后,限位器停止,零点信号导通完成OPR3:制动器停止型③———以蠕动速度启动,限位器停止,零点信号导通完成OPR4:计数型①———近点信号ON时减速之后,移动指定距离,零点信号导通完成OPR5:计数型②———近点信号ON时减速之后,移动指定距离完成OPR常用方法两个,0(近点狗方式)与4(计数型①)。
制动器停止型用作少数特殊场合。
另外可以看到上面5种回原点方式均要求有零点,一般我们用伺服Z相脉冲输出作为零点信号,但是如果是一般的步进电机,不加编码器,显然没有所谓的Z相脉冲,同时不愿意多加一个接近开关作为零点信号,那此时就可以使用计数型②,这是唯一不需要零点信号的回原点方式。
我们具体介绍三种回原点方式:近点狗、计数型①、计数型②参数设定近点狗方式:如图所示,默认方式为近点DOG型,我们要修改的仅仅为原点回归速度(减速之前的速度),以及爬行速度(减速之后的速度),同时原点回归重试建议选择进行原点回归重试,否则将不会带搜索功能,即碰到限位自动反转重新找原点。
计数型①:如图所示,除了将原点回归方式修改之外,还有一个参数——近点DOG ON后的移动量设置。
意思是当碰到近点信号后,再移动2000脉冲,然后零点信号导通后停止。
计数型②:与计数型①相比,参数除了回归方式改一下,其他没有区别。
三菱PLC模块QD75接线的注意事项
三菱PLC模块QD75接线的注意事项三菱PLC模块QD75接线的注意事项可参考Q系列定位模块QD75P_QD75D用户手册(详细篇),一、接线的注意事项(1)一定要在连接QD75的电线之前确认端子布局。
(关于端子布局,参考“第3.4.2节外部设备接口连接器的信号布局”。
)(2)正确焊接外部接线连接器。
焊接不良可能导致故障。
(3)一定不要让异物(诸如锯末或接线头)进入QD75。
不能遵守这一点可能导致火灾、失效或故障。
(4)为了避免接线过中异物(如接线头)进入模块内部,在QD75的顶部贴有保护标签。
在接线完成之前不要撕下该标签。
然而在起动系统之前,一定要撕下该标签,以利热量散发。
(5)用两个螺钉把外部设备连接器紧固到QD75的连接器上。
(6)不要通过拉动电缆部分来断开连接到QD75和驱动装置的外部接线电缆。
当电缆带有连接器时,一定要抓住连接到QD75和驱动装置的连接器。
拉动还连接着QD75和驱动装置的电缆可能导致故障或损坏QD75和驱动装置或电缆。
(7)不要把连接到QD75外部I/O信号或驱动装置的连接电缆与主电路线、电源线或除用于PLC之外的负载线捆扎在一起或把连接到QD75外部I/O信号或驱动装置的连接电缆与主电路线、电源线或除用于PLC之外的负载线相邻敷设。
应使它们相隔100mm距离。
不遵守这一点可能产生由于噪声、电涌或感应而引发的故障。
(8)如果连接到三菱PLC模块QD75的电缆和电源线必须相邻敷设的话(不到100mm),则使用屏蔽电缆。
把连接到QD75侧上控制面板的电缆屏蔽安全地接地。
(下页给出了接线例子。
)二、屏蔽电缆的接线例子(以下是降低噪声的接线例子。
)三、屏蔽电缆的处理例子撕下所有屏蔽电缆的外包皮并用导电带包住露出的屏蔽层。
用绝缘带包住电线。
把任意一根屏蔽电缆的屏蔽层焊接到FG电线上。
连接器的装配(A6CON1/A6CON2)(9)连接QD75的屏蔽电缆可以固定起来。
如果未加固定,则屏蔽电缆的不均匀或移动或无意间被拉动都可能导致损坏QD75或驱动装置或屏蔽电缆,电缆连接不良可能导致模块误运行。
三菱Q系列PLC以态网设备构件使用说明

三菱Q系列PLC以态网设备构件使用说明简介:设备构件使用说明1 概述本设备构件用于MCGS通过以态网模块(QJ71E71-100)和三菱Q系列PLC通讯。
使用本构件前,请先阅读三菱以太网通讯单元使用手册以及PLC操作的有关技术说明书。
2 如何建立计算机与设备构件使用说明1、概述本设备构件用于MCGS通过以态网模块(QJ71E71-100)和三菱Q系列PLC通讯。
使用本构件前,请先阅读三菱以太网通讯单元使用手册以及PLC操作的有关技术说明书。
2、如何建立计算机与PLC的通信连接使用本设备前您应该具备什么?1:带有Ethernet通讯单元的三菱Q系列PLC一台,PLC的CPU模块100~240V交流供电。
2:普通网卡一块,安装在计算机上3:RJ-45网线(直通网线或使用HUB交换)一根;网线制作1:若只有1台计算机和PLC通讯,则可以做一根直通网线即1、3相连,2、6相连2:若要实现多太计算机和PLC通讯则需要使用HUB,这时网线必须做成1对1,2对2,3对3,6对6建立连接具备了上述条件就可以进行硬件连接了,注意以太网模块要安装在紧靠CPU模块的插槽上,CPU的编程口和计算机串口间的连接应使用三菱自带的专用线,以太网模块上连一根网线,网线的另一头连在HUB或计算机上。
3、 PLC软件设置在通过以太网和PLC通讯时,必须使用三菱GX Developer 7.0 编程软件来设置PLC参数,并通过编程口下载参数。
请按以下步骤执行:1、安装GX Developer 7.0,安装文件保存在SW7D5C-GPPW-E文件夹中,直接运行其中的安装程序后,找到计算机的开始\程序\MELSOFT Application\ GX Developer 7.0,点击运行。
2、在GX Developer 7.0中新建一个工程,此时会弹出对话框请您进行参数选择,只要选择CPU的系列(QCPU(Qmode))和类型(Q00JCPU)即可。
三菱Q系列PLC(QD75定位)-03

·0~214748364.7(μm) ·0~21474.83647(inch) ·0~21474.83647(degree) ·0~2147483647(pulse)
*2
速度·位置切换控制(ABS模式)时
·0~359.99999(degree)
速度指令
0.01~20000000.00(mm/min) 0.001~2000000.000(inch/min) 0.001~2000000.000(degree/min) 1~1000000(pulse/s)
3.4.3 输入输出信号的内容列表 ............................................3-26
3.4.4 输入输出接口的内部电路 ............................................3-28
3-1
3 规格·功能
3.1 性能规格
40针连接器 0.3mm2(AWG22)(使 用 A6CON1、 A6CON4时 ), 0.088~ 0.24mm2(AWG28~ 24)(使 用 A6C ON2时) A6CON1、A6CON2、A6CON4(另售)
最大输出脉冲
QD75P1,QD75P2,QD75P4:200kpps QD75D1,QD75D2,QD75D4:1Mpps
·0~214748364.7(μm) ·0~21474.83647(inch) ·0~21474.83647(degree) ·0~2147483647(pulse)
*2
速度·位置切换控制(ABS模式)时
·0~359.99999(degree)
速度指令
0.01~20000000.00(mm/min) 0.001~2000000.000(inch/min) 0.001~2000000.000(degree/min) 1~4000000(pulse/s)
QD75定位模块简介

©COPYRIGHT 2009 三菱电机自动化(上海)有限公司
QD75系列定位模块性能概述
(2)提供多种控制方式及其相互切换。
名称 速度控制 PTP控制和路径控制 速度- 位置切换控制(INC) 速度- 位置切换控制(ABS) 位置-速度切换控制 说明 对伺服系统的速度进行控制 对伺服系统的定位进行控制 增量模式进行速度控制切换位置控制 绝对模式进行速度控制切换位置控制 位置控制切换速度控制
26
©COPYRIGHT 2009 三菱电机自动化(上海)有限公司
27
©COPYRIGHT 2009 三菱电机自动化(上海)有限公司
QD75系列定位模块性能概述
能够使用智能模块专用指令: 能够使用智能模块专用指令:
用 途 绝对位 置复位 定 轴 启 动 示 教 闪 存 写 入 参 数初始化 指令标记 ABRST PSTRT TEACH PFWRT PINIT 功能概要 执行对QD75指定轴的绝对复位 执行对QD75指定轴的启动操作 执行对QD75指定轴的示教操作 将缓冲存储区的数据写入闪存 将缓冲存储区和闪存的参数初始化
QD75系列定位模块工作原理说明图
QD75 定位模块
积累脉冲信号串 和反馈脉冲信号 的差值, 的差值,并发送 到D/A转换器中 转换器中
脉冲信号串
驱动单元
反馈脉冲信号
偏差 计数器 内存 单元
将差值脉冲信 号转化为直流 模拟电压成为 控制伺服电机 的速度指令
接口 伺服 放大器
速度控制
D/A 转换器
偏差计数器保持一定累 积量, 积量,使电机保持旋转状 态;当偏差计数器的累积 脉冲减少时电机转速变慢, 脉冲减少时电机转速变慢, 当累积脉冲为0时电机停 当累积脉冲为 时电机停 止旋转
三菱Q系列PLC定位模块 伺服控制程序常用经典写法破析
M1251 原点回归动作进行状态指示灯 当原点回归正在进行中时以间隔0.5S的时间闪烁 原点回归完成后一直接通
2
3.全部原点回归程序示例:
所有电机 原点完成输出
原点回归完成 状态指示
M1290 原点回归的启动开关 M1001 原点回归时必须在手动状态下进行 M100 原点回归的输出 (动作需要进行维持处理) 原点回归的断开条件:
著作者 :欧阳青云
1.原点回归程序示例:
专用指令
M1250 原点回归启动按键 Y50 定位启动 (私服参数) Y44 轴停止 (私服参数) Y40 PLC准备完成 (私服参数) M1081 电机手动状态 M6401 原点回归启动条件输出脉冲 [T0 H4 K1500 K9001 K1] 原点回归专用指令 T0 Plc>》》QD75 H4 QD75模块的首地址分配位置 40 K1500 定位指令 (私服参数) K9001 机械原点回归 K1 设定值 SET Y50 执行电机的输出,需要进行职位处理
4
5.SERVO ERROR的复位专用指令和写法
复位 开关
复位专用指令 轴一
轴出错信号
轴二 轴三
伺服ERROR故障复位专用指令和写法
轴四
K1502 K1602 K1702 K1802 是对各个轴出错复位的专用代码
当轴发生出错时,相对应得轴会自动接通出错信号,依次是轴一 x48 轴二X49 轴三x4a 轴四X4B
实时读取
伺服电机I/O信息读取专用指令
实时传送
8
9.SERVO 定位输出专用指令和写法(经典) 9
10.伺服电机加速时间和减速时间的程序设定方法:
Q系列PLC定位模块教程
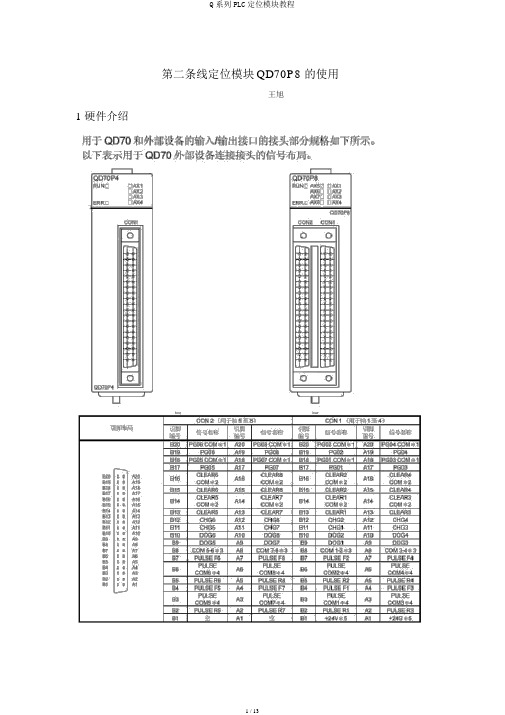
第二条线定位模块QD70P8 的使用王旭1硬件介绍2与驱动器的接线下边以三菱伺服驱动器接线为例与步进电机接线备注:加电阻3 软件设置3.1 开关设置此刻用的Q 系列 PLC 与过去的FxPLC 输出口 (I\O) 自己能够在规定的范围定义了。
有很大的不一样,此中值得注意的有三点,2.智能模块要设置智能开关。
3.用过1 输进口CCLINK 知道有缓冲储存器,下边要常常缓和冲储存器打交道。
本生产线主要用“开关1”本次设计都采纳的第二种模式,即脉冲加方向。
设置方法3.2 认识缓冲储存器哦每一个参数都对应一个独一的地点,详细用法见手册。
比如控制轴 1 软行成上限位地点为“0”,注意他的参数也分16 位, 32 位。
详细用法见手册。
3.3 缓冲储存器数据的互换用过 CCLINK 的知道用FROM 和 TO,这里也是同样的。
而且还有特意的命令。
比如4.输入与输出在设置 PLC 参数时,知道QD70 占用 32 点,那么32 个 IO 点干什么用呢?5实战接线6控制柜布局7简单程序8.本生产线拟采纳控制方法1 主推伺服用“近点狗的OPR”和“带加减速的两段速度伸出定位控制”。
“ OPR”即回原点,“近点狗”即凑近原点的传感器。
详细用法见手册第8 章 130 页。
2没有定位要就的步进电机采纳“脉冲加方向”3上网机步进电机采纳定位控制。
9备注-------------对缓冲区参数设置--------- 顺控程1 使用过程。
何在哪个插槽中------ 智能开关设置序控制 --------- 程序监督2.智能开关还能够设置输入与输出信号的极性。
3.必定要明确用什么方法控制电机。
4.停止发脉冲不等于电机立刻停止,电时机跟着脉冲累计的个数减少而停止。
这是为何限位开关会撞坏的原由。
Q系列I-O模块使用手册
三菱Q系列PLC定位伺服控制经典程序,指令带详细解释
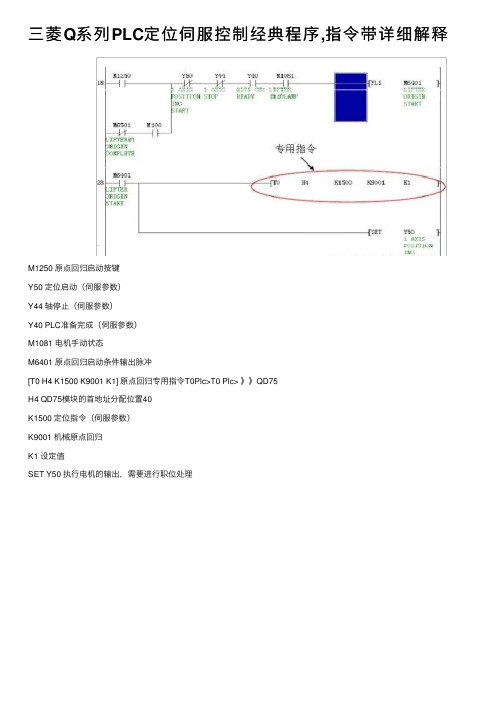
三菱Q系列PLC定位伺服控制经典程序,指令带详细解释M1250 原点回归启动按键Y50 定位启动(伺服参数)Y44 轴停⽌(伺服参数)Y40 PLC准备完成(伺服参数)M1081 电机⼿动状态M6401 原点回归启动条件输出脉冲[T0 H4 K1500 K9001 K1] 原点回归专⽤指令T0Plc>T0 Plc> 》》QD75H4 QD75模块的⾸地址分配位置40K1500 定位指令(伺服参数)K9001 机械原点回归K1 设定值SET Y50 执⾏电机的输出,需要进⾏职位处理Y50 原点回归动作进⾏中(伺服电机的定位启动输出)X50 启动完成信号(伺服参数)X4C 电机BUSY(忙轴)电机动作中处于忙轴中X4C接通M6501 原点回归动作完成输出(采⽤维持处理,⼀直接通)断开条件:M6701 电机发⽣SERVO ERRORX48 接通(伺服内部参数,报警输出)YA42 ***电机的M/C电源断开[ RST Y50] 当电机完成原点回归后,直接对电机进⾏复位M1251 原点回归动作进⾏状态指⽰灯当原点回归正在进⾏中时以间隔0.5S的时间闪烁原点回归完成后直接通原点回归完成后⼀直接通M1290 原点回归的启动开关M1001 原点回归时必须在⼿动状态下进⾏M100 原点回归的输出(动作需要进⾏维持处理)原点回归的断开条件:M101 全部原点回归执⾏完成M1012 复位按键启动M105 紧急停⽌开关启动M1055 M1053 M1051 是速度选择的⼏个按键开关,可以通过TOUCH直接进⾏设定选择SM400⼀直处于接通状态,表⽰JOG的速度选择可以通过开关的任意时间进⾏设定写⼊从⽽改变⾏设定写⼊从⽽改变D120 是速度值存储的字地址DMOV 传送指令,D 32数据传送指令(速度的值是任意设定的)[ DTO H4 K1518 D120 K1 ] JOG速度专⽤指令写⼊⽅法。
三菱Q系列PLC定位伺服控制经典程序,指令带详细解释

M1250 原点回归启动按键Y50 定位启动(伺服参数)Y44 轴停止(伺服参数)Y40 PLC准备完成(伺服参数)M1081 电机手动状态M6401 原点回归启动条件输出脉冲[T0 H4 K1500 K9001 K1] 原点回归专用指令T0Plc>T0 Plc> 》》QD75H4 QD75模块的首地址分配位置40K1500 定位指令(伺服参数)K9001 机械原点回归K1 设定值SET Y50 执行电机的输出,需要进行职位处理Y50 原点回归动作进行中(伺服电机的定位启动输出)X50 启动完成信号(伺服参数)X4C 电机BUSY(忙轴)电机动作中处于忙轴中X4C接通M6501 原点回归动作完成输出(采用维持处理,一直接通)断开条件:M6701 电机发生SERVO ERRORX48 接通(伺服内部参数,报警输出)YA42 ***电机的M/C电源断开[ RST Y50] 当电机完成原点回归后,直接对电机进行复位M1251 原点回归动作进行状态指示灯当原点回归正在进行中时以间隔0.5S的时间闪烁原点回归完成后直接通原点回归完成后一直接通M1290 原点回归的启动开关M1001 原点回归时必须在手动状态下进行M100 原点回归的输出(动作需要进行维持处理)原点回归的断开条件:M101 全部原点回归执行完成M1012 复位按键启动M105 紧急停止开关启动M1055 M1053 M1051 是速度选择的几个按键开关,可以通过TOUCH直接进行设定选择SM400一直处于接通状态,表示JOG的速度选择可以通过开关的任意时间进行设定写入从而改变行设定写入从而改变D120 是速度值存储的字地址DMOV 传送指令,D 32数据传送指令(速度的值是任意设定的)[ DTO H4 K1518 D120 K1 ] JOG速度专用指令写入方法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第二条线定位模块QD70P8的使用
王旭11.11.1
1硬件介绍
2与驱动器的接线
下面以三菱伺服驱动器接线为例
与步进电机接线
备注:加电阻
3软件设置
3.1开关设置
现在用的Q系列PLC与以往的FxPLC有很大的不同,其中值得注意的有三点,1输入口\输出口(I\O)自己可以在规定的范围定义了。
2.智能模块要设置智能开关。
3.用过CCLINK知道有缓冲存储器,下面要经常和缓冲存储器打交道。
本生产线主要用“开关1”
本次设计都采用的第二种模式,即脉冲加方向。
设置方法
3.2认识缓冲存储器哦
每一个参数都对应一个唯一的地址,具体用法见手册。
例如控制轴1软行成上限位地址为“0”,注意他的参数也分16位,32位。
具体用法见手册。
3.3缓冲存储器数据的交换
用过CCLINK的知道用FROM和TO,这里也是一样的。
并且还有专门的命令。
例如
4.输入与输出
在设置PLC参数时,知道QD70占用32点,那么32个IO点干什么用呢?
5实战接线
6控制柜布局
7简单程序
8.本生产线拟采用控制方法
1主推伺服用“近点狗的OPR”和“带加减速的两段速度伸出定位控制”。
“OPR”即回原点,“近点狗”即靠近原点的传感器。
具体用法见手册第8章130页。
2没有定位要就的步进电机采用“脉冲加方向”
3上网机步进电机采用定位控制。
9备注
1使用过程。
安在哪个插槽中------智能开关设置-------------对缓冲区参数设置---------顺控程序控制---------程序监视
2.智能开关还可以设置输入与输出信号的极性。
3.一定要明确用什么方法控制电机。
4.停止发脉冲不等于电机立即停止,电机会随着脉冲累计的个数减少而停止。
这是为什么限位开关会撞坏的原因。