汽车结构钢B510L工艺优化研究
Ti微合金化汽车大梁钢510L的组织性能
Ti微合金化汽车大梁钢510L的组织性能陈其源;周晓光;刘振宇;吴思炜【摘要】通过层流冷却及卷取过程模拟实验和实验室热轧实验研究了冷却工艺参数对Ti微合金化汽车大梁钢510L组织性能的影响规律,并在生产现场进行了工业试制.结果表明,大冷速有利于弥散细小的TiC粒子析出,冷速和终冷温度对实验钢强度的影响是细晶强化、析出强化和相变强化共同作用的结果,N含量显著影响Ti的析出强化效果,在冶炼时应严格控制钢中的N含量,否则将对钢板的性能产生较大的影响.实现了低成本Ti微合金化汽车大梁钢510L的批量稳定生产.%The effects of cooling process parameters on microstructure and mechanical properties of Ti microalloyed automobile frame steel 510L were studied by laminar cooling, coiling process simulation experiment and laboratory hot rolling experiment. Industrial trial production was made at the production site. The results showed that great cooling rate is advantageous to the precipitation of dispersed and fine TiC particles. The effects of cooling rate and final cooling temperature on the strength of the experimental steel include the joint action of precipitation strengthening, fine grain strengthening and phase transformation strengthening. N content significantly influences the precipitation strengthening effect of Ti. The N content in the steel should be strictly controlled during smelting, otherwise it will have a great influence on the properties of the steel plate. Mass stable production of Ti microalloyed automobile frame steel 510L with low cost has been realized.【期刊名称】《东北大学学报(自然科学版)》【年(卷),期】2018(039)003【总页数】6页(P339-344)【关键词】Ti微合金化;510L;控轧控冷;组织演变;力学性能【作者】陈其源;周晓光;刘振宇;吴思炜【作者单位】东北大学轧制技术及连轧自动化国家重点实验室,辽宁沈阳 110819;东北大学轧制技术及连轧自动化国家重点实验室,辽宁沈阳 110819;东北大学轧制技术及连轧自动化国家重点实验室,辽宁沈阳 110819;东北大学轧制技术及连轧自动化国家重点实验室,辽宁沈阳 110819【正文语种】中文【中图分类】TG142.1汽车大梁钢510L是汽车结构用钢中需求量较大、性能要求较高的钢种,广泛应用于重卡汽车车架上的纵梁和横梁[1].目前国内各大钢厂大多采用单一Nb微合金化或Nb-Ti复合微合金化的方式生产510L[2].然而Nb的价格越来越高,且几乎完全依赖进口,如果能找到替代Nb的微合金元素来生产510L,将给企业带来巨大的经济效益,并缓解能源危机[3-6].我国Ti资源储量丰富,Ti与Nb相比价格优势明显,且Ti是强碳氮化物形成元素,可以起到良好的析出强化作用,改善钢板的冷成型性和焊接性能[7-10].同时,采用单一Ti微合金化还将解决Nb微合金钢普遍存在的混晶问题,不降低终轧温度和卷取温度,轧机和卷取机负荷小,生产易于实现[11-12].因此,以Ti代Nb生产汽车大梁钢510L是一种降低成本、改善钢板综合性能、节能减排的极佳选择,具有重要的理论和实际意义.本文以单一Ti微合金化汽车大梁钢510L为研究对象,进行层流冷却及卷取过程模拟实验,研究冷却过程的组织演变规律,并进行实验室热轧实验和工业试制,研究控轧控冷工艺参数对组织性能的影响,为实际工业生产奠定基础.1 实验材料与方法根据合金设计原理,确定低成本的Ti微合金化汽车大梁钢510L的化学成分为0.08%~0.1%C,1.00%~1.40%Mn,0.17%~0.23%Si,0.02%~0.06%Ti.实验钢坯的原始尺寸为40 mm(厚度)×150 mm(宽度)×L(长度),机械加工成φ 8 mm×15 mm的圆柱形热模拟试样.层流冷却及卷取过程模拟实验在RAL自主研发的MMS-300热力模拟实验机上进行.具体实验方案为:将试样以20 ℃/s速度加热到1 220 ℃奥氏体化,保温3 min后,以10 ℃/s的速度冷却到860 ℃,保温10 s后,以5 s-1的应变速率进行压缩变形,真应变为0.4;然后分别以3,10,30 ℃/s速度冷却到450,500,550,600,650 ℃;此后以0.5 ℃/s的速度冷却至室温来模拟卷取过程,利用LEICAQ550IW型金相分析仪和Tecnai G2 F20场发射透射电子显微镜观察试样的金相组织和析出情况.实验室热轧实验在东北大学RAL实验室的φ 450 mm×450 mm二辊可逆式轧机上进行.加热温度设定为1 220 ℃,采用两阶段控制轧制工艺,中间坯待温采用空冷.轧后利用层流冷却装置进行冷却,分别采用不同冷速降温至不同终冷温度,之后放入保温坑中缓慢冷却至室温.实验室热轧及冷却工艺参数如表1所示.室温拉伸实验采用标准拉伸试样.表1 TMCP工艺参数Table 1 Parameters of TMCP process工艺组数二阶段开轧温度/℃终轧温度/℃冷速/(℃·s-1)终冷温度/℃1#95086045186502#95086041525903#95086041234404#95086015156705#95086017646006#95086015005057#95086017893702 实验结果与分析2.1 层流冷却及卷取过程模拟实验实验钢以不同冷速(3,10,30 ℃/s)冷却至不同温度(450,500,550,600,650 ℃)后缓慢冷却至室温的金相组织为:当冷速为3 ℃/s时,过冷奥氏体相变时穿过铁素体和珠光体相变区域,显微组织为铁素体和珠光体的混合组织;当冷速为10 ℃/s 时出现了贝氏体组织,显微组织为铁素体、珠光体和贝氏体的混合组织;当冷速为30 ℃/s时,珠光体基本消失,显微组织以铁素体和贝氏体为主.随着冷速的增大,铁素体相变量趋于减少,珠光体相变区域逐渐变窄,使铁素体和珠光体体积分数都逐渐减少,贝氏体体积分数逐渐增加,铁素体晶粒尺寸趋于细小.随着终冷温度的降低,铁素体体积分数逐渐减少,贝氏体体积分数逐渐增加,在高温区域停留的时间缩短,相变得到的铁素体晶粒来不及长大,铁素体晶粒尺寸趋于细小.图1给出了实验钢不同冷速下的典型金相组织.图1 实验钢不同冷速下的金相组织Fig.1 Optical microstructure of experimental steel at different cooling rates(a)—3 ℃/s, 550 ℃; (b)—10 ℃/s, 550 ℃; (c)—30 ℃/s, 550 ℃.图2给出了实验钢以3 ℃/s和30 ℃/s冷速冷却至550 ℃后缓慢冷却至室温的TEM照片.细小的TiC粒子均弥散分布在铁素体基体上.冷速为3 ℃/s时析出的细小TiC粒子数量较少,而冷速为30 ℃/s时析出的细小TiC粒子数量较多.这是由于较快的冷速造成冷却过程中TiC来不及析出,大部分在冷却后较低温度下保温过程中弥散析出,析出粒子来不及长大,析出的细小TiC粒子增多.图3给出实验钢以3 ℃/s冷速冷却至450,550,650 ℃后缓慢冷却至室温的TEM照片.终冷温度为450 ℃时析出的细小TiC粒子数量最少,终冷温度为650 ℃时析出的细小TiC粒子数量最多,终冷温度为550 ℃时的析出数量介于两者之间.这是由于650 ℃接近TiC析出的“鼻温”,终冷温度为650 ℃时,实验钢在TiC析出“鼻温”附近停留的时间更长,TiC粒子的析出动力较大,析出的细小TiC粒子更多;而随着终冷温度的降低,TiC在冷却后保温过程中的析出动力减弱,析出的细小TiC粒子数量减少.实验钢不同冷却工艺下的TEM照片中均可在铁素体基体上发现一些正方形第二相粒子,部分可以在铁素体基体上发现极少量椭圆形第二相粒子.经能谱分析可知,这些正方形第二相粒子为TiN,椭圆形第二相粒子为MnS.图4给出了实验钢以30 ℃/s 冷速冷却至550 ℃后缓慢冷却至室温的TEM照片,TiN和MnS部分重叠.用KB3000BVRZ-SA型万能硬度计对各冷却工艺下试样的宏观维氏硬度进行测定,结果如图5所示.对于相同的终冷温度,维氏硬度随着冷速的增大而增大,这是由于较快的冷速可以得到更多弥散细小的TiC第二相粒子,析出强化效果更好;同时,较快的冷速会得到较好的相变强化和细晶强化效果.图2 实验钢不同冷速下的TEM照片Fig.2 TEM photos of experimental steel at different cooling rates(a)—3 ℃/s, 550 ℃; (b)—30 ℃/s, 550 ℃.图3 实验钢不同终冷温度下的TEM照片Fig.3 TEM photos of experimental steel at different final cooling temperature(a)—3 ℃/s, 450 ℃; (b)—3 ℃/s, 550 ℃; (c)—3 ℃/s, 650 ℃.冷速为10 ℃/s和30 ℃/s时,终冷温度从650 ℃降至600 ℃,维氏硬度增大,这是由于600 ℃时相变强化和细晶强化效果更好;终冷温度从600 ℃降至500 ℃,维氏硬度减小,这是由于随着终冷温度的降低,析出的细小TiC粒子减少,析出强化效果减弱,此时相变强化和细晶强化的作用并不能弥补其损失的析出强化作用;终冷温度从500 ℃降至450 ℃,维氏硬度增大,这是由于相变强化和细晶强化的作用足以弥补其损失的析出强化作用.图4 实验钢的典型TEM照片Fig.4 Typical TEM photo of experimental steel冷速为3 ℃/s时,终冷温度从650 ℃降至550 ℃,维氏硬度增大,这是由于较低的终冷温度可以得到更好的细晶强化效果;终冷温度从550 ℃降至450 ℃,维氏硬度减小,这是由于终冷温度较低时细晶强化的作用不能弥补其损失的析出强化作用.图5 实验钢的维氏硬度结果Fig.5 Vickers-hardness of experimental steel 2.2 实验室热轧实验实验钢的力学性能检测结果见图6.实验钢的屈服强度在390~438 MPa范围内,远超过510L的屈服强度下限;抗拉强度在480~535 MPa范围内,有4组工艺达到510L的抗拉强度下限.尽管其中3组工艺未达到510L的抗拉强度下限,但考虑到实验钢中N含量偏高造成抗拉强度有所降低,只要冶炼时控制钢中N含量,热轧后钢板的抗拉强度即可达到510 MPa以上.图6 实验钢的力学性能Fig.6 Mechanical properties of experimental steel对于较大冷速(40 ℃/s以上)时的金相组织,1#和2#钢板由铁素体和珠光体组成,3#钢板由铁素体、贝氏体和少量珠光体组成;对于较小冷速(15~18 ℃/s)时的金相组织,4#,5#和6#钢板由铁素体和珠光体组成,7#钢板由铁素体、珠光体和少量贝氏体组成.随着冷速的增大和终冷温度的降低,实验钢中开始产生贝氏体组织,且贝氏体的体积分数逐渐增加,铁素体体积分数相应减小,相变强化作用增强.采用大冷速有显著细化铁素体晶粒的作用.随着终冷温度的降低,铁素体晶粒尺寸呈递减趋势.图7为实验钢屈服强度与冷速、终冷温度的关系曲线.冷速较大时,随着终冷温度的降低,屈服强度呈下降趋势.3#钢板的终冷温度最低,相变强化和细晶强化作用更大,但屈服强度最低,这可能是由于细晶强化和相变强化的作用并不能弥补其损失的析出强化作用.冷速较小时,随着终冷温度的降低,细晶强化和相变强化作用更为显著,但TiC粒子的析出强化作用减弱,三者的共同作用使屈服强度先下降后升高.图7 实验钢屈服强度与冷却工艺的关系Fig.7 Relationship between yield strength andcooling process of experimental steel3 Ti微合金化汽车大梁钢510L工业试制在生产现场进行了工业试制,结合试轧钢板的力学性能,解决Ti微合金化汽车大梁钢510L实际生产中的技术问题.3.1 第一次工业试制生产现场得到的实验钢力学性能检测结果如表2所示.3组工艺的力学性能均满足510L的要求,其中1#钢板的强度最高,3#钢板的强度最低.表2 实验钢的力学性能Table 2 Mechanical properties of experimental steel 工艺组数屈服强度/MPa抗拉强度/MPa1#5176152#4765773#392521利用氧氮分析仪对1#和3#钢板的N含量进行测定,分别为47.9×10-6和73.0×10-6.由此可知,1#钢板中N含量较低,在高温状态下析出的TiN较少,使奥氏体中保留了较多的以固溶形式存在的Ti,在后期保温过程中从铁素体中析出的TiC 较多,析出强化效果较强,造成1#钢板强度较高;而3#钢板中N含量较高,析出强化效果较弱,造成3#钢板强度较低.对于Ti微合金化汽车大梁钢510L的工业生产,在冶炼时应严格控制钢中的N含量,否则将对钢板的性能产生较大的影响.3.2 第二次工业试制冶炼时对钢中N含量进行了严格控制,得到的实验钢力学性能检测结果如表3所示.3组工艺的力学性能均满足汽车大梁钢510L的要求,且屈服强度和抗拉强度控制在比较稳定的范围内,综合性能与单一Nb微合金化或Nb-Ti复合微合金化方式生产的510L相当.表3 实验钢的力学性能Table 3 Mechanical properties of experimental steel 工艺组数方向屈服强度MPa抗拉强度MPa屈强比延伸率%180°冷弯实验1#横向444551081292合格纵向434545080310合格2#横向470569083296合格纵向443546081284合格3#横向459560082300合格纵向452554082307合格4 结论1) 大冷速有利于弥散细小的TiC粒子的析出.2) 冷速和终冷温度对实验钢强度的影响是析出强化、细晶强化和相变强化共同作用的结果.3) N含量显著影响Ti的析出强化效果,对于Ti微合金化汽车大梁钢510L的工业生产,在冶炼时应严格控制钢中的N含量,否则将对钢板的性能产生较大的影响.4) 实现了低成本Ti微合金化汽车大梁钢510L的批量稳定生产.参考文献:[1] 王欣,康永林,于浩,等.FTSR工艺生产低C-Mn钢510L汽车大梁板的组织性能分析[J].汽车工艺与材料,2006(2):6-8.(Wang Xin,Kang Yong-lin,Yu Hao,et al.Analysis on the microstructure and mechanical properties of low C-Mn 510L beam plate produced by FTSR technology[J].Automobile Technology & Material,2006(2):6-8.)[2] 杨澄.汽车大梁板WL510钢的性能控制[J].金属热处理,2011,36(10):11-14. (Yang Cheng.Properties controlling of automobile beam steelWL510[J].Heat Treatment of Metals,2011,36(10):11-14.)[3] Medina S F,Chapa M,Valles P,et al.Influence of Ti and N contents on austenite grain control and precipitate size in structural steels[J].ISIJ International,1996,39(9):930-936.[4] 张继魁,辛莹,张曼曼,等.汽车大梁用低合金高强度钢板的性能与发展[J].汽车工艺与材料,2004(6):42-46.(Zhan Ji-kui,Xin Ying,Zhang Man-man,et al.Property and development of high strength low alloy hot rolled steel sheet for truck frameuse[J].Automobile Technology & Material,2004(6):42-46.)[5] Xie K Y,Zheng T,Cairney J M,et al.Strengthening from Nb-rich clusters ina Nb-microalloyed steel[J].Scripta Materialia,2012,66(9):710-713.[6] Kamibayashi K,Tanabe Y,Takemoto Y,et al.Influence of Ti and Nb on the strength-ductility-hole expansion ratio balance of hot-rolled low-carbon high-strength steel sheets[J].ISIJ International,2012,52(1):151-157.[7] Soto R,Saikaly W,Bano X,et al.Statistical and theoretical analysis of precipitates in dual-phase steels microalloyed with titanium and their effect on mechanical properties[J].Acta Materialia,1999,47(12):3475-3481.[8] Chsapa M,Medina S F,Lopez V,et al.Influence of Al and Nb on optimum Ti/N ratio in controlling austenite grain growth at reheating temperatures[J].ISIJ International,2002,42(11):1288-1296.[9] Shi Z R,Chai X Y,Chai F,et al.The mechanism of intragranular ferrite formed on Ti-rich(Ti,V)(C,N)precipitates in the coarse heat affected zone ofa V-N-Ti microalloyed steel[J].Materials Letters,2016,175(14):266-270.[10]Xu Y,Zhang W N,Sun M X,et al.The blocking effects of interphase precipitation on dislocations’ movement in Nb/Ti micro-alloyedsteels[J].Materials Letters,2015,139(15):177-181.[11]Mao X P,Huo X D,Sun X J,et al.Strengthening mechanisms of a new 700MPa hot rolled Ti-microalloyed steel produced by compact strip production[J].Journal of Materials ProcessingTechnology,2010,210(12):1660-1666.[12]Eghbali B.Microstructural development in a low carbon Ti-microalloyed steel during deformation within the ferrite region[J].Materials Science andEngineering A,2008,480(1):84-88.。
B510L钢热物性参数的实验研究
Al 00 .2 Ti 0. 0l 1
从某钢 厂热轧板生 产现场 取样 , 钢种 即 B L 50 , 1 厚 度规格为 8 i, . ml 试样化 学成分如表 1 示。 0 l 所
刘 靖, 温志强
( 北京科技大学 材料科 学与工程学院 , 北京 10 8 ) 0 0 3
摘
要: 为提高卷取温度的控制精度 , 同时为准确模拟 B 1L 5 0 钢轧后冷却的温度场和分析工艺参数对品种钢组织性 能的影
响, 采用激光脉 冲法测得 了 B 1 50 L钢的热扩散率 f 采用示差扫描量热计法测得 了定压 比热容 , i t ; 最终求得 了不 同温度 下 的导热系数 。实验结果表明 : 50 B 1L钢的导热系数随温度 的升高总体呈下降的趋势 , 但在相变区内有所波动。
维普资讯
第3 O卷 第 1 期
20 年 2月 08
山 东 冶 金
S a d n M eal ry hnog tl g u
Vo. 0. . 1 3 N0 1 Fe l a- 2 0 b' l 0 8 u y
・
试验 研 究・
B 1 L钢热物性参数 的实验研究 5 0
23 比热容实验原理 .
精度 , 研究 B IL钢的热物性参数 具有重 要意义 。 5O
2 实验材料及实验原理
21 实验 材料 .
比热 容 的 测 试 采 用 示 差 扫 描 量 热 计 法 ( S DC
法 )_ 基本原理是 , 【, l 试样和参 比物以一定的控制速
度 升( ) 时 , 降 温 根据二 者 的温差 讯号 , 1 差动热 由 套
汽车大梁用钢B510L和B550冶炼过程夹杂物的控制
Abstract:Inclusions in the automobile beam steel B510L and B550L samples sampled during the course of smeltingare analyzed quantitatively and qualitatively respectively,and controlling and improving measurement to the inclusions are determined,which achieves excellent effect during the smelting practice.Key words:converter-LF-CC Flow Sheet ;crossbeam steel ;inclusion1前言近年来,我国汽车工业快速发展,汽车产量从2000年的206万辆上升到2008年的934.5万辆,一跃成为世界汽车生产和消费第一大国,汽车大梁用钢需求急剧增加。
汽车大梁板主要用于冲压载重车和轻型汽车的车架纵梁、横梁、前后车桥、保险杠等结构件,需要承受大的载荷,要求钢板具备高的强度、良好的冷冲压成型性能、焊接性能和耐疲劳性能等。
为此,汽车大梁用钢对钢材中硫、磷含量,夹杂物的级别和形态分布以及力学性能都提出了非常严格的要求。
2冶炼工艺流程B510L 、B550钢冶炼工艺流程为:铁水脱硫预处理—120t 顶底复吹转炉—钢包炉(120tLF 炉)—板坯连铸。
B510L 、B550汽车大梁钢试生产初期中存在的主要问题是钢材中的非金属夹杂含量高。
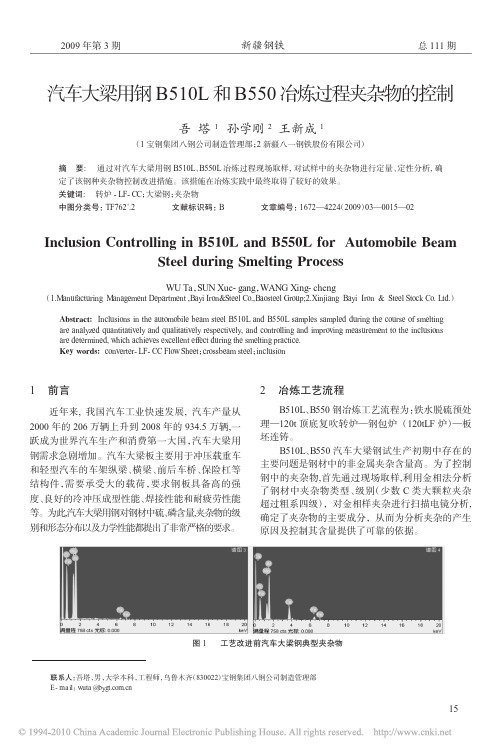
为了控制钢中的夹杂物,首先通过现场取样,利用金相法分析了钢材中夹杂物类型、级别(少数C 类大颗粒夹杂超过粗系四级),对金相样夹杂进行扫描电镜分析,确定了夹杂物的主要成分,从而为分析夹杂的产生原因及控制其含量提供了可靠的依据。
联系人:吾塔,男,大学本科,工程师,乌鲁木齐(830022)宝钢集团八钢公司制造管理部E-mail :wuta @汽车大梁用钢B510L 和B550冶炼过程夹杂物的控制吾塔1孙学刚2王新成1(1宝钢集团八钢公司制造管理部;2新疆八一钢铁股份有限公司)摘要:通过对汽车大梁用钢B510L 、B550L 冶炼过程现场取样,对试样中的夹杂物进行定量、定性分析,确定了该钢种夹杂物控制改进措施。
梅钢微合金化钢B510L的高温变形动态再结晶研究
1 1 实 验 材 料 .
式中: T为 热力 学 绝对 温 度 ; w№、 W ww 分 别 为钢 中 Nb C和 N 的质量分 数 。 , 根据 式 ( ) 可 知 本 文所 用 的钢 加 热 到 1 0 1, 20 ℃, Nb的固溶 量大 约为 0 0 6 >0ቤተ መጻሕፍቲ ባይዱ0 ) 说 明 . 5, 9 ( . 2, , 9 6 10 2 0℃ 的加热 温度 足 以使铌 充分 固溶 。 实 验 设 备 为 热 模 拟试 验 机 G E B E 5 0 L E L 30 , 实验 方案 为单道 次压缩 变形 实验 : 试样 以1 0℃/ S
的速 率加 热 到 10 2 0℃ , 温 1oS然 后 以 5℃/ 保 8 , S 的 速率冷 却 到变形 温度 , 行单道 次压缩 实验 , 进 采
集 变形过 程 中的应 力和应 变数据 , 进行 回归分 析 , 绘 制 动态再 结 晶图 。
2 实 验 结 果
1 2 实 验 方 案 .
du i i h Te p r t r f r a i n a eg n rng H g m e a u e De o m to tM i a g
Y nS eg Wa a f n / h n nL n e g
( e h oo y C ne f ih nIo T c n lg e tro s a r n& S e l o ,Na gig2 0 3 ) Me te . C n jn 1 0 9
从控 轧观 点看 , 热 温 度 必须 高 到 足 以有 效 预 地 固溶 Nb C , 又必 须 控 制原 始 奥 氏体 晶粒 ( N) 但 尺 寸 。如果加 热 温度 过 低 , 方 面 奥 氏体 晶 粒 大 一 小 不 均 匀 , 加 工 后 的钢 材 易 产 生混 晶 ; 使 另一 方
宝钢企业标准之热轧B510L标准

上海宝钢集团公司企业标准Q/BQB 310-1999汽车结构用热连轧钢板及钢带1.范围本标准规定了汽车结构用热连轧钢板及钢带的尺寸、外形、技术要求、试验方法、检验规则、包装、标志及质量证明书等。
本标准适用于上海宝钢集团公司热轧部生产的、具有良好冷成型性能的碳素及微合金钢热连轧钢板及钢带,产品供制造汽车大梁、横梁、滚型车轮、汽车传动轴管等结构用。
2.引用标准下列标准包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准发布时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB 222-84 钢的化学分析用试样取样法及成品化学成分允许偏差GB 223 钢铁及合金化学分析方法GB 228-87 金属拉伸试验方法GB 232-88 金属弯曲试验方法GB 2975-82 钢材力学及工艺性能试验取样规定Q/BQB 300-1999 热连轧钢板及钢带的包装、标志及质量证明书的一般规定Q/BQB 301-1999 热连轧钢板及钢带的尺寸、外形、重量及允许偏差3 分类及牌号3.1钢板及钢带按用途、产品类别区分如表1所示。
表1 (续)Q/BQB 310-1999 表1(完)2.按边缘状态分为切边 EC不切边 EM3.尺寸、外形、重量及允许偏差4.1 B330CL、B380CL、B420CL的厚度允许偏差应符合Q/BQB301较高精度(PT.B)规定。
4.2 B440QZR 、B480QZR的厚度允许偏差应符合表2 的规定。
3.其它尺寸外形重量及其允许偏差按Q/BQB301的规定。
表2 mm3.订货所需信息5.1 订货时用户须提供下列信息:a.本企业标准号;b)牌号;c)产品类别(按3.1)d)规格及尺寸(厚度)精度级别;e)边缘状态(按3.2)。
如在订货合同中未说明边缘状态和尺寸(厚度)精度,除本标准特别规定外,按本标准供货的钢带以Q/BQB301中普通厚度精度不切边状态交货,按本标准供货的钢板以Q/BQB301中普通厚度精度切边状态交货。
一种消除大梁钢B510L表面黑灰的方法[发明专利]
![一种消除大梁钢B510L表面黑灰的方法[发明专利]](https://img.taocdn.com/s3/m/7a7d85dfee06eff9aff807a6.png)
专利名称:一种消除大梁钢B510L表面黑灰的方法专利类型:发明专利
发明人:韩伟伟,李斌,郭勇,陈勇,赵亮
申请号:CN201710241463.0
申请日:20170413
公开号:CN108728747A
公开日:
20181102
专利内容由知识产权出版社提供
摘要:本发明公开了一种消除大梁钢B510L表面黑灰的方法,首先控制大梁钢B510L的各成分为:C:0.075—0.1%,Si:0.154—0.254%,Mn:1.2—1.5%,P:0—0.015%,S:0—
0.006%,Nb:0.008—0.012%,Al:0.02—0.04%,Ti:0.025—0.035%;其次是加工的工序:铁水脱硫处理——120吨转炉——LF精炼——板坯连铸——加热——1750mm轧制——层流冷却——卷曲——包装;最后是工艺参数的设定:板坯厚度选择220mm,加热炉均热段时间控制在30——40分钟,总在炉时间控制在160——200分钟,精轧开轧温度为1000度,终轧温度为840度,卷曲温度为610——620度。
申请人:新疆八一钢铁股份有限公司
地址:830022 新疆维吾尔自治区乌鲁木齐市头屯河区八一路1号
国籍:CN
代理机构:乌鲁木齐新科联知识产权代理有限公司
代理人:李振中
更多信息请下载全文后查看。
钛强化510MPa级汽车大梁钢的试制

徐栋(宝钢集团八钢公司制造管理部)XU Dong(Manufacturing Management Department,Bayi Iron&Steel Co.,Baosteel Group )Abstract:By studying the effect of titanium on the properties of steel,the composition optimization design of 510MPa grade automobile beam steel is carried out,and smelting,refining,continuous casting and rolling process are formulated in view of the characteristics of the equipment.The results show that the microstructure of the titanium microalloyed 510MPa steel beam is mainly composed of ferrite and pared with the composite strengthening of niobium titanium alloy ,the flexural strength ratio of the steel is lower,the elongation after breaking is improved significantly,and the properties are sta-ble.It fully meets the requirements of the national standard and the user agreement,and has a significant low cost advantage.Key words:beam steel;titanium alloy;niobium titanium alloy;precipitation strengthening钛强化510MPa 级汽车大梁钢的试制摘要:通过研究钛对钢材性能的影响,对510MPa 级汽车大梁钢进行了成分优化设计,针对装备特点制定了冶炼、精炼、连铸及轧制工艺方案。
低碳高强度汽车板ZJ510L力学性能及强化机理
收功。如以断口纤维百分数为50%的对应温度作为
韧脆转变温度(记为FATI'),可以得出,厚度规格为
6.0 mm ZJ510L钢的韧脆转变温度在一60℃以下。表
明用ZJ510L制造的汽车可以在寒冷的地区安全运
行。文献研究表明,钢中带状组织是降低冲击韧度的
重要原因,另外,钢中C、Si、S、P、N等元素也使钢板
Guangzhou Zhujiang Iron and Steel Co.,Ltd.,Guangzhou Guangdong 5 10730,China)
Abstract:This paper presents the production process of low carbon high strength automobile fhme steel ZJ510L by
(a)6.0 nqm
(b)8.0 mm
图1 CSP生产的ZJ510L钢板的显微组织
2.2拉伸性能及冷弯性能 珠钢电炉一CSP工艺生产的ZJ5IOL钢力学性能
如表3所示。 表3 ZJ510L钢的力学性能
N/mm2
横向
纵向
h/mm 仉
R。A/%田僵。
嘎
R。A脲o'/R。
4.5 445 580 34 6.0 450 600 26 6.0 460 605 27 8.0 435 585 26 8.0 440 585 26 10.0 415 565 26
利用薄晶体透射和萃取复型分析技术在透射电 子显微镜下对EAF—CSP技术生产的低碳高强汽车 板ZJ510L进行观察发现,成品板中有大量细小弥散 的第二相析出粒子在晶界和晶内析出,析出物的平 均尺寸约在几纳米至几十纳米之间。图4为ZJ510L 钢析出颗粒的透射电镜薄膜暗场像及t1颗析出相粒 子的形貌和衍射斑.通过标定衍射斑分析为A1N粒 子。研究发现,在ZJ510L热轧板中析出相的主要有 A1,O,、MnS和A1N以及大量的碳化物。CSP工艺中 弥散沉淀相的析出.极大地影响着产品的综合力学 性能。纳米级粒子可以阻碍原奥氏体和再结晶奥氏 体的晶粒长大,细化奥氏体晶粒,并作为铁素体的非 自发形核核心,细化铁素体晶粒,起到强化作用。另 外.CSP工艺具有独特的合金元素行为。部分未析出 的微量元素保持固溶状态,起到固溶强化作用。
低成本510L汽车大梁钢生产实践

低成本510L汽车大梁钢生产实践吴刚;荆涛;金世铨【期刊名称】《金属世界》【年(卷),期】2016(000)005【总页数】4页(P39-41,60)【作者】吴刚;荆涛;金世铨【作者单位】本钢集团产品研究院,辽宁本溪 117000;本钢集团热连轧厂,辽宁本溪 117000;本钢集团产品研究院,辽宁本溪 117000【正文语种】中文内容导读为达到汽车的轻量化发展,在传统生产工艺的基础上,利用廉价的Ti-Fe替代昂贵的Nb-Fe,突出钛的析出强化,实现了轻量低成本汽车大梁钢510L生产。
生产实践表明,当钢中Ti≥0.04%,汽车大梁钢510L对轧制工艺的波动较为敏感,钢板存在强度波动较大的问题。
通过化学成分和轧制工艺的不断优化,轻量低成本汽车大梁钢510L生产逐步稳定。
随着人们对生活品质与环境质量要求的不断提升,节能与安全越来越成为国内外汽车制造业追求的主要发展方向。
在降低油耗、减少排放、节能环保的诸多措施中,降低车重效果最为明显。
据统计,汽车车重每减轻10%,可以节省原油3%~7%[1]。
作为汽车重要零件之一的汽车大梁,特别是汽车承重梁,更是有效减轻汽车重量的主要零部件。
随着冶金工业生产设备和工艺技术的长足进步,应用微合金技术开发高强钢,使品种钢的结构和用量发生了深刻的变化,微合金元素的开发与应用充实了低合金钢的物理冶金内容和强韧化原理[2]。
近年来,国内外先进汽车厂正逐步增加高强钢的使用量,而且随着钢铁冶金技术和TMCP技术的逐渐成熟,以及含钛钢强化原理的逐渐完善,钛微合金元素在钢中的应用逐步增加。
与铌铁、钒铁等微合金元素相比,钛铁更具有成本优势。
钛在钢中的作用主要有:1)钛能与钢中氮、碳原子结合,形成稳定碳氮化钛、氮化钛及碳化钛等,能有效地阻止奥氏体晶粒长大,从而改善材料的焊接性能;2)w(Ti)≥0.04%[3],配合合理的控轧控冷工艺,在钢中形成弥散细小的碳化钛,起到沉淀强化和细晶强化作用;3)钛能球化钢中的夹杂物,从而改善材料的低温冲击性能、各项异性及冷弯性能等。
马钢在CSP生产线开发510MPa汽车大梁板用钢
σs
P
S
Ti
Nb
V
ΠMPa
≤01025 ≤01025 ≤01030 ≤01025 ≤01025
≤01020 ≤01025 ≤01025 ≤01025 ≤01025
≤0105
≤0104 ≤0106
≤0104
≤0115
≥355 ≥355 ≥355 ≥355 ≥355
力学性能
σb
δ5
ΠMPa
Π%
510~610
26
钢号
C
Si
M510L B510L WL510 P510L A510L
≤0120 ≤0116 ≤0114 ≤0114 ≤0116
≤015 ≤015 ≤015 ≤015 ≤015
上 海 金 属
Mn
≤116 ≤116 ≤116 ≤116 ≤116
表 1 M510L 的主要技术指标
化学成分Π%
在 LF 炉精炼时 , 造还原白渣深脱硫 、喂铝 线 、微调成分 , 并喂钙线进行夹杂物变性处理 。
在连铸过程中 , 为防止二次氧化 , 从大包至 结晶器采用全程保护浇铸 , 严格控制中包温度 、 结晶器液面波动和稳定的拉速 , 防止卷渣 。众所 周知 , 薄板坯在 CSP 连铸机结晶器内的冷却强 度远远大于常规板坯 , 其二次 、三次枝晶间距更 短 , 原始的铸态组织更细小 、更均匀 , 为最终的 组织细化创造了条件 , 同时 , 由于冷却强度大 , 板坯的组织偏析可得到较大的改善 , 组织均匀一 致性好 , 从而性能也均匀一致 。但连铸薄板坯既 薄又拉速高 , 易漏钢 , 因此要采取合理的结晶器 锥度与结晶器冷却水量的匹配 、二次冷却曲线与 拉速的匹配参数 , 避免连铸拉漏和确保铸坯不产 生表面裂纹缺陷 。
汽车大梁钢(B510L)精炼过程钢中全氧含量研究
汽车大梁钢(B510L)精炼过程钢中全氧含量研究
李立民;刘军威
【期刊名称】《新疆钢铁》
【年(卷),期】2021()4
【摘要】文章介绍了生产汽车大梁钢时,通过取样分析LF精炼炉冶炼过程不同阶段钢中全氧含量的研究。
研究了CaO-Al_(2)O_(3)-SiO_(2)-MgO-CaF_(2)五元渣系下组分的不同、钢中铝含量、钢中[Ca]/[Al]、软吹时间对钢中全氧含量的影响,结合生产实际,优化渣系中[CaO]/[Al_(2)O_(3)]比值在1.5~2.0,钢中铝含量为
0.020%~0.030%,钢中[Ca]/[Al]比值≥0.1,软吹时间控制在14~20min,精炼冶炼结束钢中全氧含量≤25×10^(-6)。
【总页数】3页(P12-14)
【作者】李立民;刘军威
【作者单位】新疆八一钢铁股份有限公司炼钢厂
【正文语种】中文
【中图分类】TF721
【相关文献】
1.精炼温度对GCr15轴承钢钢液中钙、镁、铝、氧含量的影响
2.汽车大梁用钢
B510L延伸不合原因分析与改进3.B510L汽车大梁钢组织性能分析与优化4.汽车大梁用钢B510L和B550冶炼过程夹杂物的控制5.梅钢低成本高表面汽车大梁钢B510L开发
因版权原因,仅展示原文概要,查看原文内容请购买。
汽车大梁用钢B510L延伸不合原因分析与改进
汽车大梁用钢B510L延伸不合原因分析与改进赵亮;张爱梅【摘要】通过金相检测等手段对汽车大梁用钢B510L出现的批量延伸率不合的问题进行了分析.分析认为由于热轧工序卷取温度的波动造成部分钢卷局部位置卷取温度较低,进入贝氏体转变区,从而带钢局部区域出现一定量贝氏体组织以及由于粗轧温度过高,带钢四分之一断面处出现混晶,是造成B510L的延伸率偏低的原因.在生产中,通过采取增加Nb含量、提高中间坯厚度及提高卷取温度精度等技术措施,B510L延伸率不合的情况有了明显改善,大大提高了性能合格率.【期刊名称】《新疆钢铁》【年(卷),期】2017(000)003【总页数】4页(P19-22)【关键词】汽车大梁钢;卷取温度;显微组织;力学性能【作者】赵亮;张爱梅【作者单位】宝钢集团八钢公司制造管理部;宝钢集团八钢公司制造管理部【正文语种】中文【中图分类】TG142.1+4热轧汽车大梁用钢主要用于制造汽车纵梁、横梁、前后车桥、保险杠等结构件,是汽车结构钢板中需求量大、性能指标要求较高的钢种。
八钢公司结合1750热连轧技术和设备优势,将形变强化、固溶强化和析出强化等强化机理与微合金化技术进行有效结合,在低碳钢的基础上加入Nb、Ti元素,通过细晶强化和析出强化的复合强化作用,研制开发了B510L汽车大梁用钢,在陕西重型汽车制造厂等企业得到成功应用,年供货量超过5万t。
在实际生产中,有部分规格,特别是厚度规格7mm,宽幅在1580mm以上B510L在生产过程中存在性能不稳定的情况,主要表现延伸率不合格,对成本控制和合同按期完成造成较大影响。
通过采用金相分析等方法,对造成延伸不合格的原因进行了分析并提出了针对性改进措施。
1750热轧机组生产的一批宽幅1580~1600mm的B510L汽车大梁用钢产品,其性能统计如表1,延伸率不合格主要集中在7~8mm,1600mm宽幅。
从表1可见,该规格B510L产品的屈服强度合格率为100%,抗拉强度与延伸率存在不合格。
T510L钢薄板的焊接工艺

随着专用车市场运营成本上升, “ 整车轻 、载货 多、 油耗 少” 越来越成 为客户 广泛关注 的话题 。专用 汽 车领域生产厂家为了让客户降低运营成本 ,提高市场 占有率 , 对专用车上的轻量化技术十分重视。 即在保持 专用车整 体品质 、 性 能不变甚 至优化 的前 提下 , 通过 降 低专用车上装 自身重量来降低油耗 ,提高整车的燃油 经济 l 生 。 在专用车上装罐体部分 , 在强度等同不变的前 提下 ,采 用低 合金 高强度 薄板 代替 Q 2 3 5普通板 作 为 罐体上装可以达到降低整车重量的目 标 。我司在专用 车上装 罐体 上大量 采用 太 钢生 产 的 4 m m 高 强 度 T 5 1 0 L薄板代替 6 m m普板 , 以达到降低上装 自重 , 增 加 载重 , 减少 客户运 营成本 , 提 高经济效 益 的 目的 。采 用 该材 料 的上装罐 体有 散装 水 泥运输 罐 和油 化 车罐 。 水 泥 车罐在 卸货 时罐体 压力 达 到 0 . 2 MP a ,属 于低压 容器 ;油化车罐属于道路运输液体危险货物罐式车辆 金 属常压罐体 ,二者 的焊缝质量 都必须 达到相关 检测 规定, 即焊缝表面成型质量应符合相关技术规范要求 , 表面不应有裂纹 、 夹渣 、 气孔 、 弧坑和飞溅物等缺陷 , 保 证其运输和使用安ቤተ መጻሕፍቲ ባይዱ。通过对 T 5 I O L 薄板的焊接工艺 特 点分析 , 从 焊接材料 、 焊接方法 和焊接 工艺方 面来论 述 ,总结出合理的焊接工艺要点,以便有利于指导生 产 。本文就 T 5 1 0 L钢薄板 的焊接工 艺作一些介 绍 。
焊丝 , 具 有 良好 的焊 接 工 艺 性 能 , 电 弧燃 烧 稳 定 、 飞 于碳 钢及 5 0 0 MP a 级 低 合 金 钢 的单 道及 多道 焊 的 焊 宽 范 围 内的铁 锈 、 油 污 和水 等 污 垢 进行 打 磨 清 理 , 直
FTSR轧制BG510L钢的组织与性能分析_周晓光

C ≤0. 16 0. 08~0. 13 0. 09~0. 12
0. 11 0. 08~0. 13 0. 09~0. 12
0. 11
Si ≤0. 30 0. 05~0. 25 0. 07~0. 17
0. 12 0. 05~0. 25 0. 07~0. 17
0. 12
质量分数/ %
Mn ≤1. 60 1. 20~1. 50 1. 25~1. 45
牌号 B G510L B G510L21
B G510L22
厚度/ mm ≤6
>6
表 1 BG510L 钢的化学成分( 1 700 机组) Table 1 Chemical composition of BG510L ( for 1 700 production line)
标准
B X5522005 放行 内控 目标 放行 内控 目标
随着中国汽车产量的逐年增加 ,汽车大梁用钢 的市场需求量也在日益上升 ,具有巨大的市场开发 潜力 。汽车大梁用钢主要用于制造汽车纵梁 、横梁 、 前后车桥 、保险杠等结构件 ,需要承受一定的载荷 , 要求钢板在具有较高强度的同时 ,还要具有良好的 冷冲压成形性能 、焊接性能和耐疲劳性能等 。薄板 坯连铸连轧工艺由于其流程短 、高效 、节能等优点已 在国际冶金业界得到广泛关注[1~3] 。F TSR 薄板坯 连铸连轧生产线以其特有的热履历和柔性化的轧机 布置优势区别于传统流程和 CSP ( Co mpact St rip Productio n) 短流程 。F TSR 由 2 架粗轧机组和 5 架 精轧机组组成 。粗轧机和精轧机之间有中间保温和 中间冷却装置 ,可以实现控制轧制 。本钢1 700 机组 生产 B G510L 钢已经有了成功的经验 ,产品大批量 地销往全国各地 ,受到用户的好评 。笔者借鉴本钢 1 700 热连轧生产线生产 B G510L 钢的生产经验 ,并 结合本钢 F TSR 自身的特点 ,设计了合理的化学成 分 ,优 化 了 轧 制 工 艺 , 最 终 获 得 了 F TSR 生 产 B G510L 钢的最佳化学成分和最优轧制方案 。
低碳微合金化汽车大梁用钢T510L的开发

表 1表 2 、
%
等 。大 梁 的质 量 影 响整 车 的使 用 寿命 与 行 车 安 全 。
由于制 造汽 车大 梁 一般 采 用 冲 压 成 型工 艺 , 形 方 变 式 以弯 曲为主 , 因此 大梁 板对成 型性 要求 较 高 , 汽车 大梁 钢板 必须 有 良好 的综 合性 能 、 足够 的强 韧性 、 良
总 第 1 3期 8 21 0 1年 第 3期
河 北 冶金
HE BEI M ETA L U R GY L
To a l 3 tl 8 2 01 , umb r3 1N e
低 碳 微 合 金 化 汽 车 大 梁 用 钢 T L的 开 5 1 0 发
乔 治 明
( 北钢铁集 团 唐钢公司 技术 中心 , 北 唐 山 031 ) 河 河 60 6
1 9
总 第 1 3期 8
H B I E I E E J Y N
4
合 金 成 分 设 计
铌 是一 种重 要 的微 量 合 金 元 素 , 可 以通 过 晶 铌
粒 细 化 的 途 径 来 改 善 钢 的 强 度 和 韧 性 。 一 方 面 细 化
根据钢 种要 求强度 高 、 压 性能好 、 疲 劳 及 良 冲 耐 好 成 型性 的特点 , 用低 碳 、 硅 , 采 低 同时 加 微 量 铌 、 钛
3 技 术 要 求
汽车 大梁钢 主 要 用 于制 造 汽 车 大 梁 , 度 一 般 厚 为 3— 8mm。8mm 以上 用 于制 造 卡 车 的 主梁 , 小 于 8mm 厚度 的用于 制作 卡 车衬梁 或 客车 主梁 , 3— 5mm 规格 用于 制造 客 车 或皮 卡 的大 梁 。汽 车 大梁 用钢是 汽车 结构 钢 板 中需 求 量 大 , 能 指 标 要 求较 性 高 的钢 种 。大梁 是 卡 车 和 大 型 客 车 主 要 的 承 载 部
汽车大梁钢610L的试制开发

汽车大梁钢610L的试制开发陈培敦;马正伟;陈坤【摘要】按照低碳高锰微合金的成分设计原则,利用真空巾频感应熔炼炉冶炼并浇铸成130mm×350mm的铸坯,经过12道次轧制成厚度为10mm的钢板,实验室试制了汽车大梁钢610L.检测分析表明:钢中出现了贝氏体组织,伸长率偏低.工业试制在降低氧含量的前提下进行了Si-Ca线变质处理,同时降低轧制温度和严格控冷,得到了以针状铁素体+珠光体为主的组织,晶粒度12级,其抗拉强度在625MPa以上,延伸率在24%以上,成功开发了高强度610L钢.【期刊名称】《山东冶金》【年(卷),期】2010(032)005【总页数】3页(P27-29)【关键词】汽车大梁钢;层流冷却;轧制温度;变质处理【作者】陈培敦;马正伟;陈坤【作者单位】山东泰山钢铁集团有限公司,山东,莱芜,271100;山东泰山钢铁集团有限公司,山东,莱芜,271100;山东泰山钢铁集团有限公司,山东,莱芜,271100【正文语种】中文【中图分类】TG142.4汽车大梁钢主要用于各类汽车车架纵梁、横梁等结构件。
随着汽车工业的发展,各汽车制造厂家对汽车用钢的需求量大大增加,根据汽车轻量化的要求,对汽车大梁钢综合性能的要求也越来越高,不仅要求具有更高的强度,而且还需要良好的塑性、韧性以及优良的冷弯性能[1-2]。
为此,泰钢试制开发了汽车大梁钢610L。
利用最高加热温度为1 700℃、坩埚容积为50 kg、中频频率为1 500~2 500 Hz 的真空中频感应熔炼炉,按照表1成分进行冶炼。
将冶炼的试验铸坯放入最高加热温度为1 350℃的加热炉中加热到1 240℃,驻炉200 min;利用最大轧制力为3 500 kN、轧制速度0~1.5 m/s的实验轧机按照表2工艺,轧制12道次至板厚10 mm;在自制水幕冷却设备上控制冷却;冷却后将试样放在石棉中缓冷模拟卷取温度。
精轧开轧温度930~950℃,终轧温度800~820℃;层流冷却5~8℃/s,冷后温度580℃。
梅钢低成本高表面汽车大梁钢B510L开发

梅钢低成本高表面汽车大梁钢B510L开发张春一【摘要】在现有产品设计的基础上,通过优化成分体系及工艺路径,利用梅钢1780产线的TMCP技术成功开发出了经济型汽车大梁钢B510L。
结果表明,梅钢经济型B510L组织均匀,性能稳定,表面基本无红铁皮缺陷,产品过程能力充足,成型性及表面质量完全能够满足用户加工和使用要求,提高了产品的市场竞争力。
【期刊名称】《中国设备工程》【年(卷),期】2016(000)010【总页数】2页(P19-20)【关键词】低成本;高表面;汽车大梁钢;B510L【作者】张春一【作者单位】梅山钢铁公司制造管理部,江苏南京 210039【正文语种】中文【中图分类】U463B510L属于汽车大梁用钢,主要制作汽车的横梁、纵梁、附梁、结构件等,承受较大的静载荷和一定的冲击及振动载荷,因此钢板必须要有良好的强韧性、焊接性及冷成形性等。
国内外各条热轧产线大梁钢B510L基本属于常规产品,采用的强化元素主要是C、Mn强化以及Nb、Ti、V等微合金强化。
梅钢2001年已开发出了适合主流市场的汽车大梁钢B510L,用户使用较好,但由于产品在同质化市场中竞争激烈,盈利能力较低。
同时,汽车钢下游用户对产品表面质量要求越来越高,而原产品属于含硅设计,表面易发生锈红铁皮缺陷,用户对表面质量的抱怨越来越多。
梅钢为强化产品的市场竞争力,借助新一代TMCP技术细晶强化原理,利用以水代金的思想,在原B510L产品设计的基础上,开发了经济型高表面汽车大梁钢B510L。
B510L执行宝钢股份企业标准Q/BQB 310-2014《汽车结构用热连轧钢板及钢带》,化学成分与性能要求见表1。
(1)成分设计。
梅钢生产经济型B510L的原则是:在保证材料强度、冷弯及焊接等性能稳定性的基础上,分析各化学成分的作用,探索低成本高表面汽车大梁钢B510L的生产的途径。
提高碳含量,对提高强度有利,但是过高的碳含量会在钢中形成较多粗大脆性的碳化物颗粒,对塑性和韧性不利,碳含量过高还会在钢板中心形成偏析带,对弯曲性能成型性不利。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
析, B 5 1 0 L的设 计 中共有 4个 出钢记 号 , 其形 成 主
要 考虑 了以下 两个方 面 : 因轧 制厚 度 的要 求不 同 , 按 薄规 格 、 厚 规格 分 为 3个 不 同 的 出钢 记号 ; 从 优
4. 1~6 . O 6 .1~8 . 0
Ke y wor ds : a u t o mo bi l e s t r u c t u r a l s t e e l ; p r o c e s s o p t i mi z a t i o n; c o mp o s i t i o n; p e r f o r ma nc e
表 1 B 5 I O L分厚 度订 货 比例
厚 度 分组 / mm
2 . O
2 . 1 ~4. O
满 足用 户需 求 , 但 仍 有 改 进 空 间。为 更 好 地 适 应
市 场需 求 , 有 必要 对 现 行 工 艺 进 行 优 化 。通 过 分
比例 / %
6. 5 5
用 户 采购 B 5 1 0 L的用途 主要 分 为 3大类 : 汽
车大梁折弯 、 普通结构用 、 汽车结构件浅冲压或直 角弯折 。从 中 可 知 B 5 1 0 L最 终 的 主 要 加 工 工 艺
有 3种 : 折弯、 普 通结 构用 、 酸 洗浅 冲压 或折 弯 。
・
3 4・
梅 山科技
1 . 2 采 用标准 分析
B 5 1 0 L采 用 了 3个 标准 , 分别 为 宝钢 企 标 Q /
成 分及 热轧 温度 等 ) , 精 简 出钢 记 号 , 以便 于 生 产
B Q B 3 1 0 _ - 2 0 0 9 、 热轧 技术 协议 、 酸洗 技 术协 议。
通过 比较 , 后两 个 技 术 协议 的成 分 及 性 能 要求 与
增 加所 造成 的强 度损 失 。 针对 B 5 1 0 L的工 艺 优 化 , 主要 考 虑 了成 分 和
l 0 . 1~1 2. 0
合计
1 0 0. 0 0
温 度两 个方 面 。 出钢记 号优 化 的前提 是在 满 足顾 客 使用 要 求 的基 础 上 , 通过优化工 艺 ( 包 括 调 整
此 钢种 强度 、 冷 弯等 综合 性 能要 求的 最经 济的 制造 工 艺 , 为余 材转 用 充 当和 降低切 换成 本创 造
了必要 条件 。 关 键词 : 汽 车 结构钢 ; 工 艺优化 ; 成分 ; 性能
S t u dy o n Pr o c e s s Opt i mi z at i o n o f B5 1 0L Aut o mo bi l e S t r uc t ur a l S t e e l
8 .1~ 1 O. 0
2 8. 5 5
化 合金 和 降低 吨 钢成 本 的角 度 , 专 门针 对 某 家 用
户 新增 了 1个 出钢记 号 。温度 设计 则 根据 厚度 分
2 4. 6 3
1 . 4 4 5. 7 5
为 3个 等级 , 主 要 考 虑通 过 调整 温 度 来 补 偿 厚 度
目前 , B 5 1 0 L用 户 较 多 , 个 性 化 需 求 多样 化 , 现 行工 艺设 计针 对性 较 强 , 且 以低 碳 、 高锰 、 高铌 、 微 钛设计 为 主 , 少量 采用 了中碳 工 艺设 计 , 均基 本
某 时间段汽车结构钢 B 5 1 0 L期货分厚度组距订 货量 比例见表 1 , 可知 B 5 1 0 L期货订货规格主要集 中 在2 . 0- 8 . 0 a r i n , 占总订货量 的 8 6 . 2 6 %。
2 0 1 5年 第 1期 Leabharlann 梅 山科 技 ・ 3 3・
汽 车 结构 钢 B 5 1 0 L工艺 优 化 研 究
郭园园 胡 恒法 贺应 广 丁进 明
( 梅 山钢铁 公 司制 造 管理部 南京
2 1 0 0 3 9 )
摘
要: 通 过 对汽 车结 构钢 B 5 1 0 L现 行 工 艺梳 理 以及 成 分 和 性 能 实绩 分析 , 找 到 了满 足
组织安排 , 为余材转用充当和降低切换成本提供 条件 , 其 基本 原 则 是 保证 优 化前 后 产 品 的性 能 波
动 小 。本文 中 B 5 1 0 L的 工 艺 优 化 主 要 是 参 考 出
钢 记号 历史 、 订 货厚 度 比例 、 采 用 标准 、 最 终用 途 、 成分 性 能实 绩等 多 方 面 的 因素 , 将 对 各 阶段 进 行 详 细介 绍 。
1 工 艺优化 可 行性 分析
1 . 1 订 货厚 度分 布
Q / B Q B 3 l 0 —2 0 0 9没 有 区别 。其成 分 性 能 要求 见 表 2, 分析可知 , B 5 1 0 L采 用 了相 同 的放 行 标 准 , 从 而 为工 艺优 化提 供 了条件 。
1 . 3 最终 用途 分析
G u o Yu a n y u a n Hu He n g f a He Yi n g g u a n g Di n g J i n mi n g
( Ma n u f a c t u r i n g Ma n a g e m e n t D e p a r t m e n t o f Me i s h a n I r o n& S t e e l C o . , N a n j i n g 2 1 0 0 3 9 )
2 0 1 5年第 1 期
注: 断后伸长率标距为 L o = 5 . 6 5
。
1 . 4 成 分性 能实绩
标 准 要求 , 从 而使 制 造 成 本 大 幅 提高 。为 了防 止
连铸 时纵裂 缺 陷导 致 热 轧 板 上 出现 缺 陷 , 引起 冷 弯开 裂 , 应 尽量 避开 包 晶 区范 围 ( C: 0 . 0 8 % ~