北京精雕B45接线图
北京精雕50系统测头使用讲解方案

附加: Ø 运行探测程序后,可能会出现因测量点与手动设置的原点偏差过大的 报警。 处理方法:将测量出来的#681(与手动设置原点X的偏差值)和#682 (与手动设置原点Y的偏差值)的值分别加到G54的X和Y中。
5.8点探测程序完成后,需添加写入“G100 P150 L21——结束更新测量 程序”
Z向探测宏程序 G65P9100 Z[-#34] F#1291 S#1292 E#1293 Z表示轴的运 动;-#34和#34表示轴的运动方向。
注意: 1)图中框选处,需根据探测方向进行修改;如Z[#34]、Z[-#34]、X[#34]、X[#34]、Y[#34]、Y#-34]; 2)Z表面探测完成后,需移动主轴,探测X/Y方向,此时程序中X/Y/Z不可同时移 动。
二、测量参数的修改
每个点测量的宏程序模板都很类似,所以需多少个Z(X/Y)测量点就复制多少遍 如图8(图10)的内容,复制完成后进行相应的修改,实例探测为16点(Z向8点, X/Y向8点),则将图8内容复制8次后进行参数修改,再将图10内容复制8次,再 修改参数。
●Z向8个测量点的修改 1.测量更新数据是从第101编号开始的,每保存一次数据,更新编号则会叠加1。
(D:\DXF\200X100XR10.DXF)我们需要在D盘里新建名称为DXF 的文件夹,把需加工文件以DXF格式文件放入D盘DXF文夹件中。 XY轮廓变形补偿+Z向轮廓变形补偿 1.测量点XY向开始变量号为171、XY向结束变量号为178,Z向开始 变量号为151、Z向结束变量号为158。 2.G100P152L11 S10 T20;轮廓变形补偿计算。 S表示加工路径;10为加工路径序号为O10; T表示轮廓补偿后的加工路径。20为子程序号O20; 注意:需先把加工程序添加到子程序中,并且命名为O10,探测完 成后,系统会自动将补偿后的加工路径刷新到O20的程序中,实际 加工中会调用O20补偿过的路径。
油烟机 双速(四线)电机接线图(法)

油烟机双速(四线)电机接线图(法)
文◆hbqhdzjx
说明:图中标示的电阻值不具通用性,仅借此表示接线规则。
实际线色不是绝对的,应依据阻值对照图中数据意义判断具体接线。
通常电机顺时针旋转为正确,否则应将AC 220V接至A端,同时对调B和C接线。
检修:油烟机电机多因抱轴损毁线圈、线圈浸漆不好损毁和电容不好损毁线圈等。
用数字表测其阻值:AB+BC+CD应等于AD ,否则为线圈损坏,在排除抱轴损毁线圈的原因后,更换新电机时最好将电容一起更换,因电容线性不好或容量减小还会损毁电机,除非你有一定的电容判断经验和电机转速知识。
4轴雕刻机铣床运动控制卡PCI6052B安装联接参考

PCI6052B线缆连接示意图6052四轴端子板安装联接简明参考一、外形及尺寸(单位:mm)6052主卡外形尺寸6052四轴端子板外形尺寸二、6052四轴端子板信号接口图三、电机控制信号接线轴控信号接口JD1-JD4(DB15插头)示意图:端口定义表 管脚号 定义 功能 说明1 A- 编码器输入信号 编码器反馈信号。
当控制卡以开环模式工作时无效;当控制卡以半闭环控制模式工作时有效。
9 A+ 编码器输入信号 2 B- 编码器输入信号 10 B+ 编码器输入信号 3 Z- 编码器输入信号 11 Z+ 编码器输入信号 4 +5V +5V 电源 PC 电源 12 PLUS 轴差分脉冲输出+5 /PLUS 轴差分脉冲输出- 13 SIGN 轴差分方向输出+ 6/SIGN轴差分方向输出-15 ALM 报警输入 可接报警信号。
如:驱动器报警。
实际输入口对应:X 轴→I21(ALM0)、Y 轴→I22(ALM1)、Z 轴→I23(ALM2)、W 轴→I24(ALM3)。
参看第10页7GND报警输入地15 SVon 伺服使能信号+8 SV COM 伺服使能信号-外壳15针接头外壳(GND)15针接头(轴控信号的接头)的外壳与伺服驱动器信号线缆的屏蔽层有效连接1 控制输出信号连接方法 A )差分输出连接方法:B) 共阳极接线方法:C) 共阴极接线方法:注意:轴控信号插头的外壳与伺服驱动器信号线缆的屏蔽层有效连接,并接地。
2 伺服编码器输入连接方法当伺服编码器输出信号为差分信号时,连接方法如下:当伺服编码器输出信号为单端信号时,连接方法如下:注意:连接编码器的信号线的屏蔽层必须接地。
3 伺服使能信号连接方法控制伺服电机时,防干扰措施要做到位:1、信号线要用屏蔽电缆,屏蔽层要接地。
2、接地与共地,伺服电机与伺服电机驱动器接地与共地(参看所用《伺服电机系统说明书》),控制器与伺服电机系统共地3、伺服电机控制主电路加装噪声滤波器、浪涌吸收回路(参看所用《伺服电机系统说明书》)四、辅助编码器接口辅助编码器接口JD5(DB15插头)示意图:端口定义表如下:管脚号定义功能说明1 A+ 接编码器A+9 A- 接编码器A- (编码器单端输入可不接)2 B+ 接编码器B+10 B- 接编码器B- (编码器单端输入可不接)3 GND PC电源地11 +5V PC电源+5V 5V输出4 I25(REV) 通用输入800000(B24)12 I26(Xsel) X轴选,10000(B17)5 I27(Ysel) Y轴选,20000(B18)13 I28(Zsel) Z轴选,40000(B196 I29(Asel) 第四轴轴选,80000(B2014 I30(Multi×1) 倍率×1, 100000(B217 I31(Multi×10) 倍率×10,200000(B2215 I32(Multi×100) 倍率×100,400000(B238 GND PC电源地五、DA/PWM输出选择6052四轴端子板上有一路PWM或DA模拟量输出,通过端子板上的跳线J9、J10来选择是PWM 输出还是DA输出。
精雕机电控系统工作原理及维修

2)、机床进给控制系统
a、
三轴或4轴步进电机驱动器:有2细分、8细分、32细分
b、
三轴或4轴伺服电机驱动器:有松下MINASA系列、三菱MR-J2S-A系列
3)、主轴电机控制系统
a、变频器进线滤波器
b、变频器:自产小变频、自产小变频、台达变频、施耐得变频等
使用时间
备注
IO4203A
2001.12~2002.03
高压接口、自产变频器
IO4303A
2002.03~目前
高压接口、自产变频器
IO4403A-01
2002.08~2002.12
台达变频器
IO4403A-03
2002.12~2003.9
台达变频器
PCI40-01
2002.04~2003.9
PCI接口,EN3D升级后可兼容ISA高压卡和伺服卡
PCI40-02
2003.09~20012.12
去掉一片16V8,增加快速移位,兼容于PCI40-01
PCI40-03
2003.12~
增加光码盘校零功能,兼容于PCI40-01、PCI-02
b、
电源控制:多路继电器(控制主电源、主轴电源、水泵、油泵电源的上电)、门开关的控制(仅380V伺服控制柜)
c、
照明电源:直流24V用于220V控制柜,380V控制柜由控制变压器提供交流24V
d、
风扇电源:直流12V为控制柜和电脑风扇供电
e、
I/O转换器电源:直流12V、5V输出
f、
控制卡的常见故障:
精雕控制卡直接出问题的概率很小,从目前的维修情况来看,主要表现在以下几个方面:
BC-LED4-SW-N小四行屏外部接线图
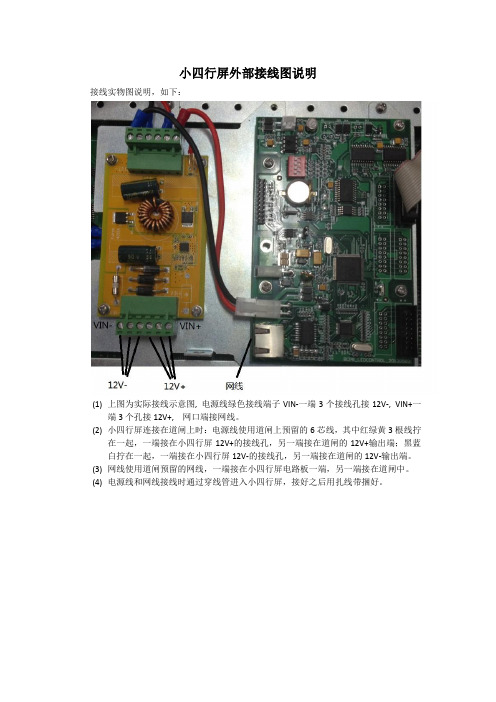
小四行屏外部接线图说明
接线实物图说明,如下:
(1)上图为实际接线示意图, 电源线绿色接线端子VIN-一端3个接线孔接12V-, VIN+一
端3个孔接12V+, 网口端接网线。
(2)小四行屏连接在道闸上时:电源线使用道闸上预留的6芯线,其中红绿黄3根线拧
在一起,一端接在小四行屏12V+的接线孔,另一端接在道闸的12V+输出端;黑蓝白拧在一起,一端接在小四行屏12V-的接线孔,另一端接在道闸的12V-输出端。
(3)网线使用道闸预留的网线,一端接在小四行屏电路板一端,另一端接在道闸中。
(4)电源线和网线接线时通过穿线管进入小四行屏,接好之后用扎线带捆好。
北京精雕7.0详细二维刀路路径

用区域加工来加工俩侧,参数如下
同样用区域加工中间部位,记得是开粗,所以留有余量:
我们用轮廓加工来开粗外轮廓:如图所示
到此,所有的开粗工作都完成,我们可以看看路径组。如下图所示
精修外轮廓:下刀的方式不一样,如图档
程序编好,仔细检查下有没有失误的,么有就直接上机加工完成:如图
到此我们只完成了一半。还有 反面的高度没有做到位,现在 的高度为1.1,所以我们还需要 下一步的加工。
通过调整俩产品之间的间距刚好可以放俩个产品。如图二
注意事项: 因为精雕软件有 图形居中功能, 所以我们要利用 这个功能为我们 的排版节省时间。 提高效率。 图一 图二
图形居中具体操作如下:先选择你排好距离的俩个产品,选择成功为绿色颜色,然后点击变 换里的图形居中,图形显示如下图:
图 形 居 中 图 形 不 居 中
• 4MM开粗侧壁留0.1.底面留0.03的余量
精修2.5的刀具,参数如下
注意事项: 2.5MM的刀具光底面与落 料。所以我们必须保证刀 具的锋利掉绿膜,产品成型。
• 通过这个实例,希望可以帮助新手建立一个详细的编程思路,只 有开头什么都想到了,才不会废料,最重要的是加工工艺,谢谢 大家的观看,非常感谢,谢谢你们的支持。
通过三维图形来创建我们需要的二维线,具体操作如下:在精雕7.0里面鼠标左键点击曲线绘 制-借助曲面生成-曲面轮廓线得到以下的线,如下图
到此为止,我们的基础准备工作基本完成,现在开始电脑编程,具体操作如下:选择4MM与 2.5MM的平底铣刀。4MM-开粗 2.5-精修
用4MM刀具-光原材料表面如下
北京精雕7.0二维图档详细 编程刀路路径
首先我们先看产品3D图档:如左图
二维尺寸如右图档
JY-BJ45型步进电机驱动器技术参数

JY-BJ45总线型步进电机驱动器技术参数特点1,内置Modbus协议栈,支持Modbus RTU格式。
2,通过Modbus接口配置地址及波特率3,一条总线可以挂载多个设备,通过使能寄存器可以让所有设备以毫秒级同时启动4,具有脱机执行功能,通过上位机编写命令并存储后可以脱机运行。
5,用户可以通过拨码开关设置细分、半流状态、衰减等级及内部测试脉冲。
6,具有普通驱动器的脉冲输入端口,可直接代替脉冲控制驱动器。
7,共有8档脉冲细分功能,最高64细分;8,电流控制平滑、精准、电机发热小;9,步进脉冲停止超过250ms时,电机电流减半(通过拨码开关设置);7,电压范围:DC20~42V;具有过温、过流、欠压保护功能;主要应用领域适合各种中小型自动化设备和仪器,例如:雕刻机、打标机、切割机、激光加工、数控机床、自动装配设备、舞台灯光、机器人及医疗器械等。
在用户期望低成本、低噪声、高速度、高智能的设备中应用效果特佳。
V+ 电源正极V+ 电源正极DC20 ~42V GND 电源负极A+,A-B+,B-电机接线DIR+,DIR-EN+,EN- CP+,CP- 脉冲信号输入端口步进脉冲、方向、使能信号输入,详细连接方式见“驱动器接口图”拨码开关设定JY-BJ45驱动器采用7位拨码开关设定细分数、半流选择、脉冲选择、衰减调节。
SW1 SW2 SW3 SW4 SW5 SW6 SW7 SW1、SW2:衰减调节SW3、SW4、SW5:细分选择SW6:自动半流选择SW7:脉冲选择工作电流设定通过拨码开关SW1左侧的多圈电位器调节。
逆时针增大,顺时针减小。
内部脉冲频率设定通过左侧的多圈电位器调节。
顺时针增大,逆时针减小细分设定细分数SW3 SW4 SW52 ON ON ON8 ON ON OFF10 ON OFF ON16 ON OFF OFF20 OFF ON ON32 OFF ON OFF40 OFF OFF ON64 OFF OFF OFF 驱动器接口注意:1,VCC为5V,12V时R短接;2,VCC为24V时,R为2K,大于1/8W的电阻;Modbus 寄存器说明本控制卡主要为线圈寄存器,主要支持以下指令码:3、16在线操作寄存器地址表:该类型寄存器掉电不保存,主要用于上位机的实时控制配置寄存器:用于配置整版的工作方式及接口信息命令类型及参数说明:空命令:命令类型:0命令参数1:无意义命令参数2:无意义命令参数3:无意义命令参数4:无意义相对运行命令:命令类型:1命令参数1:脉冲数量命令参数2:执行次数命令参数3:运行方向命令参数4:无意义命令参数5:运行速度运行到指定限位命令:命令类型:2命令参数1:运行速度命令参数2:限位开关代码+运行方向命令参数3:步数限制高位命令参数4:步数限制低位命令参数5:无意义延时等待命令:命令类型:3命令参数1:等待时间高位命令参数2:等待时间低位(单位:ms)命令参数3:无意义命令参数4:步数限制低位命令参数5:无意义循环跳转命令:命令类型:4命令参数1:跳转指令序列标号(即第几条命令)命令参数2:循环次数高位命令参数3:循环次数低位命令参数4:无意义命令参数5:无意义安装尺寸。
外部硬件接线图

外部硬件接线图
为了硬件电路接线方便,SB0作为抢答的开始按钮,对应输入点为X0,输出点为Y0。
SB1、SB2、SB3、SB4分别对应四个参赛对号,输入点分别X1、X2、X3、X4,输出点分别为Y1、Y2、Y3、Y4。
SB5作为抢答的复位按钮,对应输入点为X5。
音响输出点为Y5。
数码管1显示输出点为Y10-Y16。
数码管2显示输出点为Y20-Y26。
数码管3显示输出点为Y30-Y36。
PLC与数码管采用串电阻直接连接方式。
其外部硬件
接线图如图3-15所示。
图3-13 外部硬件接线图
4 软件设计
4.1 IO分配
为了硬件电路接线方便和程序清晰易读,用SB0作为,四个参赛队分别用与之对应号SB1、SB2、SB3、SB4设置按钮。
SB5为比赛复位按钮,使下轮比赛开始。
输出与输入对应,用YO输出信号驱动比赛开始信号灯EL0,同理用Y1、Y2、Y3、Y4输出信号驱动对应的信号灯EL1、EL2、EL3、EL4。
Y5输出信号驱动音响。
Y10-Y16输出信号驱动数码管1显示各个参赛队的队号。
Y20-Y26输出信号驱动数码管2,显示抢答时间的个位,Y30-Y36输出信号驱动数码管3,显示抢答时间的十位。
北京精雕50系统测头使用讲解资料精品文档41页

1、修改配置测头相关参数
一、 设置测头信号参数: #1297:测头信号报警开启属性,根据测头品牌修改模板中的相关参数。(马波斯834、雷尼绍578) #1298:测头信号报警关闭属性,根据测头品牌修改模板中的相关参数。(马波斯832、雷尼绍576) 二、 设置测量标定几何参数: #1285:根据实际使用的测球半径进行模板中参数修改。 #1286:根据实际使用的标定环半径进行模板中参数修改。 三、设置测量运动参数: 可以用默认值,也可以根据实际情况进行修改。 v 注意: 1) #1291的值不要超过1000,#1292建议在(#1291/2000~#1291/1000)内修改; 2) #1293建议在20-30 3) 模板“配置测头相关参数”中未提到的参数,不予改动。
X向探测宏程序 G65P9100 X[-#34] R#37 F#1291 S#1292 E#1293 X表示轴的运动;-#34和#34表示轴的运动方向
1、接收器的安装
2、测头组装及打表
3、测头调试说明
4、En3d中测头设置与检测
5、常见故障报警处理
三、规划编辑测头程式思路
四、现场编辑测头程式说明
1、修改配置测头相关参数 2、主程序的修改 3、子程序的修改 4、工件原点坐标的设置 5、程序运行每一个主程序
。如下图
注:S开始保存编号范围为1~500 2.因Z向8点测量,所以复制8次下图 8程序; 3.更改所有程序中#31、#32、#33参数;(#31、#32、#33分别为Z 向8个测量点起始位置的坐标)#31——测量起始位置X 、#32——测量起始位置Y、 #33=0+#35——测量起始位置Z; 4.#601:Z向第一点实际测量值。8个点依次改成#601-#608,测量数据保存编 号也分别改成101-108。
精雕曲面之桥接

精雕的曲线桥接该命令用于将两条曲线或一条曲线和一个点用一条曲线快速的连接起来,两条相接的曲线能达到G1连续或G2连续。
其中,被连接的曲线可以是一条曲线或一条组合线,也可以是几何曲面的一条边界线。
命令对话框如图1所示。
图1 对话框选项说明:1、桥接类型:(1)线线桥接:在两条曲线(或组合线或几何曲面边界线)之间连接一条曲线。
(2)线点桥接:在一条曲线(或组合线或几何曲面边界线)和一个点之间连接一条曲线,运行命令时先选择曲线再选择点。
(3)点线桥接:在一个点和一条曲线(或组合线或几何曲面边界线)之间连接一条曲线,运行命令时先选择点再选择曲线。
2、端点连续条件:(1)端点1:桥接曲线的第一个端点,在绘图区内用“1”标识,如图2所示。
(2)端点2:桥接曲线的第二个端点,在绘图区内用“2”标识,如图2所示。
注意:选择曲线时,鼠标在曲线上点选的位置更接近曲线的哪一端,则在哪一端进行连接。
(3)G0连续:零阶几何连续,即位置连续。
(4)G1连续:一阶几何连续,即切矢连续。
(5)G2连续:二阶几何连续,即曲率连续。
说明:1、选择端点连续条件的下拉列表框如图3所示。
2、两端G1连续时,得到的曲线如图2所示,端点处有两个控制顶点可以调节。
两端G2连续时,得到的曲线如图4所示,端点处有3个控制顶点可以调节。
3、当选择“线点桥接”或“点线桥接”时,桥接曲线与点连接处只能是G0连续。
图2 G1连续图3 端点连续条件图4 G2连续3、曲线裁减:选中该选项,当拖动桥接曲线端点处的第一个控制顶点不在所连接曲线的端点处时(如图5所示),点击鼠标右键确定,保存桥接的曲线,同时将所连接的曲线在连接点以外的一段裁减掉(如图6所示)。
注意:该选项对于选择的曲面边界线不起作用。
4、曲线组合:选中该选项,生成并保存桥接曲线时,自动将桥接的曲线和两端相连的曲线组合成一条组合曲线。
注意:该选项对于选择的曲面边界线或(“线点桥接”或“点线桥接”时选择的)点不起作用。
北京精雕软件操作教程
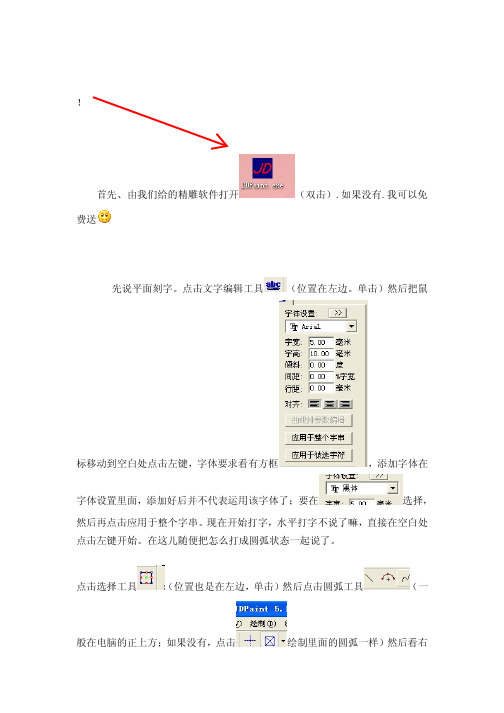
!首先、由我们给的精雕软件打开(双击).如果没有.我可以免费送先说平面刻字。
点击文字编辑工具(位置在左边。
单击)然后把鼠标移动到空白处点击左键,字体要求看有方框,添加字体在字体设置里面,添加好后并不代表运用该字体了;要在选择,然后再点击应用于整个字串。
现在开始打字,水平打字不说了嘛,直接在空白处点击左键开始。
在这儿随便把怎么打成圆弧状态一起说了。
点击选择工具(位置也是在左边,单击)然后点击圆弧工具(一般在电脑的正上方;如果没有,点击绘制里面的圆弧一样)然后看右方框一般用3点圆弧工具,其他工具自己可以试试,反正前面那个黑点在那儿就代表运用的那个工具!选择好后在空白处用鼠标依次在3个位置点3个点,点击右键结束。
圆弧大小由你点的3个点有关。
圆弧大小自己慢慢练;[还有就是鼠标上的滑轮,你可以移动鼠标在不同 的位置滑动滑轮就看的出不同的效果,如果没有滑轮的一定要配一个滑轮鼠标。
滑轮前后滑动的时候可以观看到空白处的近距离和远距离。
也就是字体和图形的大小]画好圆弧后再点击文字编辑工具.字体选择不用说了,跟前面讲的一样,选择好后鼠标移动到圆弧上面点击左键这样就对了,如果是这样的话就说明你鼠标没有移动准确!移动准确后点开始打字。
打完字就点击这个选择工具。
再在空白处点击一下左键,如果这个时候字体大小还不对,用鼠标按住左键斜下移动,直到你拖的方框全部把字体框住象这样,框中后就是这样。
然后点击里面放缩工具。
(这个工具对于任何图形文字都可以用)然后弹出一个小方框(如右图)。
对于字最好保持比例那儿打上点。
打上点后直接输入你横向尺寸就可以了/ 不用输入纵向尺寸,其他不用修改,如果是图形的话可以不用打上点,直接输入横向/纵向你所要求的尺寸。
输入好后点击确定。
然后在空白处点击一下成这个样,好了后点击圆弧线,因为圆弧线现在对于我们没有用了,可以把它涮掉。
点击准确后的是这样现在你看到的字是不是比以前的要大。
这个你不要急,是因为我运用了鼠标上的滑轮。
雕刻机快速调试使用的指南

雕刻机快速使用指南第一步:检查机器300W雕刻机:安装好Z轴拖链螺丝,松开 Y轴方向和X轴方向紧固螺丝!800W雕刻机:安装好水泵和散热器,(水冷液到入小水箱中,开机循环后再往水箱里面到满即可),装夹好主轴部分,也一样松开Y轴方向和X轴方向紧固螺丝!第二步:控制器接线按照下图照片连接好控制器接线,注意需要锁紧航空插口卡环螺丝!300W雕刻机接线图:800W雕刻机接线图:第四步:手轮模式调试机器1、切换控制器右上角绿色按键,压下去至手轮HC模式,2、解除手轮显示屏闪动“E STOP”,按下手轮红色按键的 ESTOP 按键,解除报警。
3、分别按下XYZA四轴按键,转动转盘,控制机器对应的轴向,左右移动,正常即各轴向使用功能正常!第五步:调试主轴转速300W雕刻机,确定手轮上面没有“ESTOP”报警闪烁,可以调节控制器速度百分比旋钮,控制主轴转速,最高100%即 12000X100%=12000RPM800W雕刻机,首先确定小的主轴控制器上面速度段旋钮,是打在可调档位,然后中间的拨动开关是打在上面的正转档位,如下图:----然后,我们同样用,速度百分比旋钮控制主轴转速,最高100%即 24000rpm第六步:安装mach3控制软件1、正常安装mach3控制软件,安装至C盘即可。
2、将汉化破解文件夹里面文件全部复制,打开电脑C盘,mach3根文件夹,粘贴所有的文件,覆盖原文件,即可汉化完成。
重启电脑第七部:mach3设置和调试1、打开Mach3mill 图标,切换控制器右上角绿色按键至电脑PC模式,这时,我们点击mach3软件“紧急复位”按键,解除报警(此按键和手轮ESTOP按键功能是一样的,报警就按一下解除即可控制)可以点击几次,如果出现英文字母跑动,机器会发出蜂鸣报警,点击解除,机器蜂鸣报警解除,说明mach3软件就可以控制机器了2、用键盘,上下左右按键,控制机器前后左右上下移动.如下图:如按下对应按键,能够控制机器对应的轴向,左右移动,正常即各轴向使用功能正常。