注塑机产能和成本分析神作
注塑企业成本分析报告
注塑企业成本分析报告注塑企业成本分析报告一、引言注塑企业是指通过注塑机将熔化塑料注入模具中,经过冷却固化形成塑料制品的企业。
本报告旨在对注塑企业的成本进行分析,以帮助企业合理控制成本,提高竞争力。
二、直接成本分析直接成本是指与产品生产直接相关的成本,包括原材料成本、人工成本和制造费用。
1. 原材料成本:注塑企业的主要原材料是塑料颗粒,成本占比较大。
企业应密切关注原材料价格变动,寻找稳定供应商,并与供应商建立长期合作关系,以获得更好的采购价格。
另外,注塑企业还需严格控制原材料的使用量,避免过度浪费。
2. 人工成本:人工成本包括直接劳动力成本和间接人工成本。
直接劳动力成本是指直接参与产品生产的员工工资和福利,间接人工成本是指间接支持产品生产的员工工资和福利。
注塑企业应根据生产需求合理安排人员数量,避免过剩或不足,从而降低人工成本。
3. 制造费用:制造费用包括设备折旧费用、维修费用和能源费用等。
注塑企业应保养设备,延长使用寿命,尽量减少维修费用。
在能源方面,企业可采用节能措施,如优化生产流程,提高能源利用效率,从而降低能源费用。
三、间接成本分析间接成本是指与产品生产间接相关的成本,包括管理费用、销售费用和研发费用等。
1. 管理费用:管理费用包括企业管理人员的薪酬、办公费用和差旅费用等。
注塑企业应合理配置管理人员数量,避免过多的管理层级,提高管理效率。
此外,企业还可采用信息化手段,如ERP系统,提高管理效益。
2. 销售费用:销售费用包括销售人员的薪酬、广告宣传费用和市场推广费用等。
注塑企业应根据市场需求合理配置销售人员数量,加强与客户的沟通与合作,提高产品销售额。
另外,企业还可考虑使用电子商务平台拓展销售渠道,降低销售费用。
3. 研发费用:研发费用是企业创新的投入,对提高产品质量和技术含量具有重要意义。
注塑企业应注重研发工作,不断改进产品设计和制造工艺,提高产品竞争力。
同时,企业还可与科研院所、大学等合作进行技术研发,降低研发费用。
注塑生产的经济效益分析-文档资料

注塑生产的经济效益分析-文档资料一、背景介绍注塑是一种广泛应用于工业领域的加工技术,通过在高压下将熔融状态的塑料注入到模具中,等待其冷却并固化后,最终得到所需的塑料制品。
注塑生产具有成本低、生产效率高、生产周期短等优势,被广泛应用于制造各类塑料制品。
二、经济效益分析1.成本控制注塑生产相对于其他技术来说,具有较低的生产成本。
首先,注塑机具有较高的效率和自动化程度,可以实现大批量生产,降低了人力成本。
其次,注塑原料采购相对便宜,使用寿命长,降低了原材料成本。
另外,注塑生产过程不需要额外的后续环节,例如焊接和粘接等,可以节省额外的加工成本。
2.生产效率注塑生产速度快,一次性可注射大量塑料制品,大大提高了生产效率。
注塑机的自动化操作,可以大大节约时间和人力成本。
同时,注塑生产可根据需求灵活地调整生产数量和批量,满足不同规模生产需求。
3.产品质量注塑生产通过模具的精确设计和控制,能够生产出高精度、高质量的塑料制品。
注塑产品的尺寸稳定性好、表面光滑、质量统一,不易变形和破损,满足客户的需求。
高质量的产品有助于提升企业的品牌形象和市场竞争力。
4.置换传统加工工艺注塑生产相对于传统的加工工艺,例如机械加工和铸造等,具有独特的优势。
首先,注塑生产的废料很少,不仅降低了原材料浪费,也减少了环境污染。
其次,注塑生产可以一次成型,提高了生产的效率和产品的质量。
最后,注塑生产过程不需要额外的后续加工,降低了生产成本。
5.市场需求随着社会经济的发展和人民生活水平的提高,对塑料制品的需求不断增加。
注塑生产的灵活性和高效性使得企业能够迅速响应市场需求,并实现快速扩大生产规模。
注塑生产还可以根据市场需求进行产品创新和定制,提高产品附加值。
三、存在的问题尽管注塑生产具有许多经济效益,但也存在一些问题需要关注。
首先,注塑机设备价格较高,需要高额资金投入。
其次,注塑生产耗能较高,需要关注节能减排。
另外,注塑厂的厂房和生产环境要求较高,需要拥有合适的场地和设施。
注塑成本分析报告

注塑成本分析报告注塑成本分析报告一、引言随着制造业的快速发展,注塑技术在生产过程中扮演着至关重要的角色。
注塑成本分析是评估注塑生产过程中各种成本的重要工具,有助于企业制定合理的生产计划和采取有效的成本控制措施。
本报告将对注塑成本进行分析,以帮助企业优化生产过程和提高竞争力。
二、成本分析1. 原材料成本原材料是注塑产品的主要组成部分,原材料成本直接影响最终产品的价格和利润。
在进行注塑成本分析时,需要考虑原材料的采购成本、库存成本、损耗成本等。
注塑企业可以通过与供应商的合作,争取更优惠的原材料价格;合理安排库存,减少过多库存带来的资金压力;通过优化生产工艺和加强质量控制,减少原材料的损耗。
2. 设备与设施成本注塑生产过程需要各种设备和设施的支持,如注塑机、模具、辅助设备等。
购买和维护这些设备与设施的成本是注塑企业必须考虑的重要因素。
企业可以通过合理的设备选型和使用,提高生产效率,降低能耗;定期进行设备维护和保养,延长设备寿命,减少维修成本和停机时间。
3. 人工成本人工成本是注塑生产过程中不可或缺的一部分,包括操作员工资、管理人员工资、福利待遇等。
注塑企业可以通过提高操作员的技能和培训水平,增加操作效率,减少人工成本;合理设定福利待遇,提高员工满意度,降低员工流失率。
4. 能源成本能源成本是注塑生产过程中不可忽视的一项成本。
注塑企业可以通过优化设备使用和生产计划,合理控制能源消耗;采用高效节能设备和技术,降低能源成本;进行能源管理,监控能源的使用和损耗情况,及时采取措施进行调整。
5. 废品处理成本注塑生产过程中,废品的产生不可避免,废品的处理成本直接影响到注塑成本。
注塑企业可以通过加强质量控制,减少废品的产生;优化生产工艺,提高产品质量,降低废品处理成本;加强废品回收利用,降低环境污染和废料处理成本。
三、结论通过对注塑成本的分析,我们可以得出以下结论:优化原材料采购、合理设定库存,可以降低注塑成本;合理选择设备和设施,加强设备维护和保养,可以降低注塑成本;提高人员技能和培训水平,合理设定福利待遇,可以降低注塑成本;优化能源使用和生产计划,采用高效节能设备和技术,可以降低能源成本;加强质量控制,降低废品产生和废品处理成本。
注塑模具设计中的成本效益分析及应用实例

注塑模具设计中的成本效益分析及应用实例注塑模具设计在制造业中扮演着重要的角色,其质量和成本效益的优劣直接影响着产品的质量和企业的竞争力。
因此,在注塑模具设计过程中,充分考虑成本效益分析是至关重要的。
成本效益分析是通过对成本和利益进行权衡,以确定最佳的经济效益的过程。
在注塑模具设计中,成本包括直接成本和间接成本。
直接成本涉及材料成本、人工成本和设备消耗成本等,而间接成本涉及包括模具开发和设计人员的薪酬、设备维护和修理、开模试产、电费等。
首先,注塑模具设计中,通过成本效益分析,可以帮助企业评估不同的设计方案的经济可行性。
通过对不同设计方案的成本结构进行细致分析,企业可以选择最经济、性能最优的设计方案。
以此为基础,企业可以合理配置资源,提高生产效率,降低成本并提升产品质量。
其次,注塑模具设计中的成本效益分析可以帮助企业降低生产成本。
在模具设计的过程中,通过合理选择材料、加工工艺和模具结构,可以降低原材料和人工成本。
例如,在模具设计中,合理选择材料可以减少材料的浪费,提高材料利用率,降低材料成本。
同时,通过优化模具结构,可以减少占地面积,提高生产效率,降低人工成本。
另外,注塑模具设计中的成本效益分析也可以帮助企业提高生产效率和产品质量。
通过合理设计模具的结构和加工工艺,可以减少模具开模试产的次数,提高生产效率。
此外,严格控制模具的加工精度和表面质量,可以提高产品的准确性和一致性,提高产品质量。
在实际应用中,注塑模具设计中的成本效益分析经常用于新产品的开发和现有产品的优化。
对于新产品的开发,成本效益分析可以帮助企业预测和比较不同设计方案的成本和效益,从而选择最具竞争力的设计方案。
对于现有产品的优化,成本效益分析可以帮助企业识别和改进生产过程中的瓶颈,并提出降低生产成本和提高产品质量的解决方案。
总之,注塑模具设计中的成本效益分析是企业提高竞争力和降低生产成本的关键环节。
通过综合考虑成本和效益,优化模具设计可以帮助企业降低生产成本,提高生产效率和产品质量。
注塑生产的经济效益分析-精选文档
缩短注塑周期时间最主要的方法有:减小塑 件壁厚/流道尺寸(以缩短冷却时间)、减少 开合模距离/顶针行程、快速取出产品、机械 手操作、加快开/关安全门的速度、减少胶件 粘模现象、正确选择冷却时间、合理设定开ห้องสมุดไป่ตู้ 合模速度及顶针速度/次数等。 实例分析 某胶件(一出四)的标准注塑周期 时间为24秒,如果实际注塑周期时间延长到 28秒,以一天生产时间为23小时计算,其经 济效益分析的结果如下:
注塑生产的经济效益分析
1
jack 2019
注塑生产达到“优质、高效、低耗”是每个企业追求的目标。如果注 塑生产中控制/管理工作不到位,就会出现生产效率低、不良率高、 机位人手多、料耗大、批量退货、人为损伤模具、压模、断螺杆头、 延误交期、修机/修模频繁、不良率高、废品多、原料浪费大甚至发 生安全意外等问题,给企业造成巨大的经济损失,企业的利润就会大 大减少,甚至出现亏损。“注塑开机不等于赚钱”,我们每一位注塑 工作者都要提升自己的工作质量和工作效率,努力提升注塑技术/管 理水平,增强成本意识,严格控制“料、工、费”。 注塑成本是指生产过程中的全部耗费,包括:人工、电费、模具、原 料、色粉、维修费、设备耗损、工具、包装材料及辅料等。影响注塑 经济效益的因素主要有:注塑模具/注塑机保养意识低、水口料控制 不好、修模/修机次数多、机位人手多、各岗位人员职业技能低、工 作质量差、生产效率低、调机时间长、分析问题/处理问题能力低、 仅凭经验做事、观念落后、注塑技术/管理水平低、跟着问题后面跑、 预防工作不到位、工作方法欠佳、原料混杂、废品多、生产周期长、 模腔堵塞、排机不当、欠单/超单生产、退货返工、修模/改模次数多 及培训工作不到位等。
若水口料不可以回收利用,则每台机一天的利润就会减少100元以 上; 30台注塑机的企业,一年的经济损失为:30×360×100=108万元
注塑机产能和成本分析神作

注塑件成本核算1、一般耗用取得系数就是多少?耗用系数分两种情况:一,可以加水口料,2%-5%二,不可以加水口料,单模水口重量/(单模水口+成品)+2%至5%备注:水口料可否退回加工主,否则水口料要折价,还要参考订单数量2、不同得设备、吨位、穴数、时间不同,公式分别就是什么?一,不同吨位价位; 例150吨-800至1000元/天 120吨-600至800/天,具体情况还要瞧操作工人数(一台机几人做)二,每天(24小时)啤模数; 一般以20至22小时计(可能机,模故障)20(小时)*60(分)*60(秒)/单模周期(秒)=每天啤塑模数每啤单价=每天加工费/每天啤塑模数,每穴单价=每啤单价/穴数第2问可能比较复杂,若就是不好具体说得话,那么能否给我个范围,或者给我一个样例,比如用什么设备在什么情况下,加工费用就是多少?例,150吨注塑机每天加工费1000元,每模啤塑周期20秒出8穴20(小时)*60(分)*60(秒)/20单模周期(秒)=3600(每天啤塑模数)1000元/3600=0、28元/模 0、28元/8穴=0、035穴3、上哪里可以查到不同得注塑机得费用?一般机器得耗损怎么计算?注塑机耗损一般以8年计例150吨每台13万13万/8年/12个月=0、1354万/月塑胶件得成本与很多因素有关系,但主要与以下几点组成:1。
原料成本------此成本较为好计算,问一原料供应商多少钱1公斤,将产品得重量乘以得3%得损耗再乘以原料价,即可得到原料成本;2、机台成本--------此点问一下塑胶厂,不同注塑机得每小时得加工费用就是多少?假设1台100吨得注塑机每小时得加工费用为60元/小时,那么每分钟得加工费用为1元;此时要计算塑胶件得注塑周期就是多少时间,模具得开模穴数就是多少?假设您要估价得塑胶件得射出周期为30秒,那么1分钟可以射出60秒除以30等于二,表示1分钟可以射出二模得产品,另外假设模具为一出二穴,那么塑胶件得机台加工费用为1元除以1分钟内得出模数再除以模具得穴数,得到最终得机台加工成本即1元除以2模再除以2穴,最后等到于0、25元/个3、二次加费用二次加工费用包括喷漆/丝印/电镀等,这些都可以问各自得加工工厂、4、包装费用根据塑胶件得大小体积就可以得出包装得纸箱/包装袋等费用;5、运输成本根据送货地点及一次可以装多少货得货柜车费用来除以总得装车数量即可得到每pc得运输成本;6、其它费用;因为以上得成本不包括间接人员及其相关人员得费用,所以还要根据每个厂得不同情况加上一些费用;7、利润以上6项得总与乘以10-30%得利润,即可得到一个塑胶件得最终成本,利润方面要根据每个工厂得情况与订单大小来订;塑胶模具报价得计算公式快速模具价格计算法!模具价格计算1、经验计算法模具价格=材料费+设计费+加工费与利润+增值税+试模费+包装运输费各项比例通常为:材料费:材料及标准件占模具总费用得15%-30%;加工费与利润:30%-50%;设计费:模具总费用得10%-15%;试模:大中型模具可控制在3%以内,小型精密模具控制在5%以内;包装运输费:可按实际计算或按3%计;增值税:17%2、材料系数法根据模具尺寸与材料价格可计算出模具材料费、模具价格=(6~10)*材料费锻模,塑料模=6*材料费压铸模=10*材料费注塑成型加工费核算SeBrEr6。
注塑生产经济效益分析

注塑生产经济效益分析注塑生产是一种将熔化的塑料材料注入模具中并在冷却后取出成型的加工方法,广泛应用于制造各类塑料制品。
对于企业而言,注塑生产的经济效益是企业考虑的重要因素之一、本文将从多个方面对注塑生产的经济效益进行分析。
首先,注塑生产具有较低的生产成本。
注塑生产的原材料主要是塑料颗粒,价格相对较低。
与其他加工方法相比,注塑生产的成本更为低廉。
此外,注塑生产的设备和工具相对简单,无需大量的人力资源,也降低了生产成本。
因此,注塑生产具有较高的成本效益。
其次,注塑生产具有较高的生产效率。
注塑机的生产速度较快,可以实现连续的生产。
注塑生产过程中,模具制造完成后,可以反复使用,大大提高了生产效率。
相对于其他加工方法,注塑生产的生产效率更高,可以更快地满足市场需求。
另外,注塑生产具有较好的产品质量。
注塑生产过程中,塑料颗粒经过高温熔化后注入模具,冷却后取出成形,产品的尺寸和形状比较精确。
注塑生产还可以加入纤维增强等特殊工艺,提高产品的强度和硬度。
因此,注塑生产的产品质量相对较高,符合市场需求,有利于提升产品竞争力。
注塑生产还具有较高的生产灵活性。
在注塑生产中,模具可以根据需求进行设计和制造,可以生产各种形状和尺寸的产品。
同时,注塑生产可以使用不同种类的塑料材料,可以生产出透明、彩色等多种特殊效果的产品。
因此,注塑生产可以更好地满足市场的多样化需求。
此外,注塑生产还具有环保的优势。
注塑生产的原材料是塑料颗粒,与其他加工方法相比,注塑生产的废料少,废料可以进行回收再利用,降低了资源的浪费。
同时,注塑生产过程中无需使用大量的化学药剂,减少了对环境的污染。
因此,注塑生产对环境友好,符合可持续发展的要求。
然而,注塑生产也存在一些问题和挑战。
首先,注塑生产设备和模具的投资较大,对于一些中小型企业而言,资金压力较大。
其次,注塑生产需要专业的技术人员操作和维护设备,对于一些缺乏技术人员的企业而言,会面临人力资源短缺的问题。
注塑机产能及 成本分析神作
注塑件成本核算1、一般耗用取得系数是多少?耗用系数分两种情况:一,可以加水口料,2%-5%二,不可以加水口料,单模水口重量/(单模水口+成品)+2%至5%备注:水口料可否退回加工主,否则水口料要折价,还要参考订单数量2、不同的设备、吨位、穴数、时间不同,公式分别是什么?一,不同吨位价位;? 例150吨-800至1000元/天??? 120吨-600至800/天,具体情况还要看操作工人数(一台机几人做)二,每天(24小时)啤模数;? 一般以20至22小时计(可能机,模故障)20(小时)*60(分)*60(秒)/单模周期(秒)=每天啤塑模数每啤单价=每天加工费/每天啤塑模数,每穴单价=每啤单价/穴数第2问可能比较复杂,若是不好具体说的话,那么能否给我个范围,或者给我一个样例,比如用什么设备在什么情况下,加工费用是多少?????例,150吨注塑机每天加工费1000元,每模啤塑周期20秒出8穴??? 20(小时)*60(分)*60(秒)/20单模周期(秒)=3600(每天啤塑模数)1000元/3600=0.28元/模??? 0.28元/8穴=0.035穴3、上哪里可以查到不同的注塑机的费用?一般机器的耗损怎么计算?注塑机耗损一般以8年计例150吨每台13万13万/8年/12个月=0.1354万/月塑胶件的成本与很多因素有关系,但主要与以下几点组成:1。
原料成本------此成本较为好计算,问一原料供应商多少钱1公斤,将产品的重量乘以的3%的损耗再乘以原料价,即可得到原料成本;2. 机台成本--------此点问一下塑胶厂,不同注塑机的每小时的加工费用是多少?假设1台100吨的注塑机每小时的加工费用为60元/小时,那么每分钟的加工费用为1元;此时要计算塑胶件的注塑周期是多少时间,模具的开模穴数是多少?假设你要估价的塑胶件的射出周期为30秒,那么1分钟可以射出60秒除以30等于二,表示1分钟可以射出二模的产品,另外假设模具为一出二穴,那么塑胶件的机台加工费用为1元除以1分钟内的出模数再除以模具的穴数,得到最终的机台加工成本即1元除以2模再除以2穴,最后等到于0.25元/个3. 二次加费用二次加工费用包括喷漆/丝印/电镀等,这些都可以问各自的加工工厂.4. 包装费用根据塑胶件的大小体积就可以得出包装的纸箱/包装袋等费用;5.运输成本根据送货地点及一次可以装多少货的货柜车费用来除以总的装车数量即可得到每pc的运输成本;6. 其它费用;因为以上的成本不包括间接人员及其相关人员的费用,所以还要根据每个厂的不同情况加上一些费用;7. 利润以上6项的总和乘以10-30%的利润,即可得到一个塑胶件的最终成本,利润方面要根据每个工厂的情况与订单大小来订;塑胶模具报价的计算公式?快速模具价格计算法!模具价格计算1.经验计算法模具价格=材料费+设计费+加工费与利润+增值税+试模费+包装运输费各项比例通常为:材料费:材料及标准件占模具总费用的15%-30%;加工费与利润:30%-50%;设计费:模具总费用的10%-15%;试模:大中型模具可控制在3%以内,小型精密模具控制在5%以内;包装运输费:可按实际计算或按3%计;增值税:17%2.材料系数法根据模具尺寸和材料价格可计算出模具材料费.模具价格=(6~10)*材料费锻模,塑料模=6*材料费压铸模=10*材料费注塑成型加工费核算以下是我自己总结出的注塑件加工价格核算(主要是长三角地区):注塑件费用=材料费+加工费+包装费+运输费?说明:1. 材料费=【(1+材料损耗)*产品重量*批量+调机损耗材料重量+正常报废率*产品重量*批量】*材料单价/批量其中材料损耗一般为3%-5%;调机损耗材料重量和正常报废产品重量一般产品为5000g---15000g2.加工费=(调机时间/批量+成型时间/模具穴数)*注塑机工缴费其中据我了解目前上海地区注塑机工缴费按注塑机吨位区分为(国产设备)设备吨位?(T?)??? 工缴费?(?元/小时)?????????????设备吨位?(T?)??? 工缴费?(?元/小时)????? 80?????????????????? 35-45?????????????????? 200????????????????????110-160????? 100?????????????? ?45-?60????????????????? ???250?????????????????????150-200????? 120??????????????? 65-85????????????????? ???300?????????????????????180-220????? 150?????????????? ?80-110??????????????? ? ?350?????????????????????200-250????? 180??????????????? 95-140??????????????? ??? 400??????????????????????250-350注塑件价格计算,塑料件报价注塑成形具体是这样的:产品单价 = 材料价格 + 加工费用材料费用=(实际重量+损耗)*材料单价加工费用=成形周期*单价(秒)÷穴数(也就是每件的价格)如果特别要求包装,还要加上包装的费用。
注塑机成本分析全产能报价
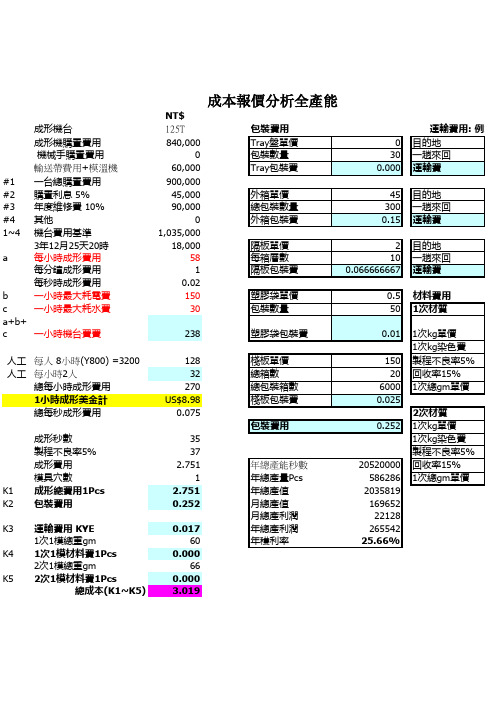
NT$成形機台
125T 包裝費用成形機購置費用840,000
機械手購置費用0
輸送帶費用+模溫機
60,000
#1一台總購置費用900,000#2購置利息 5%45,000
#3年度維修費 10%90,000
#4其他
1~4機台費用基準
1,035,0003年12月25天20時
18,000
a 每小時成形費用
58每分鐘成形費用1每秒時成形費用
0.02b 一小時最大耗電費150c 一小時最大耗水費30a+b+c 一小時機台費費
238人工 每人 8小時(Y800) =3200128人工 每小時2人
32總每小時成形費用2701小時成形美金計US$8.98
總每秒成形費用
0.075包裝費用
0.252
成形秒數
35製程不良率5%37成形費用 2.751
年總產能秒數20520000模具穴數
1年總產量Pcs 586286K1成形總費用1Pcs 2.751年總產值2035819K2包裝費用
0.252月總產值169652月總產利潤22128K3運輸費用 KYE 0.017
年總產利潤2655421次1模總重gm
60年穫利率25.66%
K41次1模材料費1Pcs 0.000
2次1模總重gm
66K5
2次1模材料費1Pcs
0.000總成本(K1~K5)
3.019Profie 15%
0.45售價
3.472
成本報價分析全產能
運輸費用: 例10個
客戶提供之加工費NT$2.87 (含包材、運費)HK$0.70
例10個棧板
熊。
注塑材料成本分析报告

注塑材料成本分析报告注塑成本分析报告一、引言注塑材料成本分析报告是基于对注塑生产过程中所使用的材料成本进行深入研究和分析得出的。
本报告旨在帮助企业更好地了解注塑材料成本的组成和影响因素,并提出降低成本的建议。
二、注塑材料成本组成注塑材料成本主要包括原材料成本、能耗成本和人工成本。
1. 原材料成本原材料成本是指生产注塑制品所需的塑料原料成本。
不同种类的塑料原料价格有较大差异,同时也会受到市场供需关系、原材料国际市场价格等因素的影响。
企业在采购原材料时需要综合考虑不同因素,以获得最佳的成本效益。
2. 能耗成本能耗成本包括注塑机的能耗、冷却水、空压机等设备运行所需的能源成本。
注塑机的能耗与生产周期、注塑机的技术性能以及操作技术有关。
冷却水和空压机的能耗则与设备的种类和运行时间有关。
合理控制设备的能耗,采取节能措施能够有效降低这部分成本。
3. 人工成本人工成本包括直接劳动力成本和间接劳动力成本。
直接劳动力成本是指直接参与注塑生产的工人的工资和福利待遇,间接劳动力成本则是指间接参与注塑生产过程的管理人员的工资和福利待遇。
合理安排工时和提高工作效率能够降低人工成本。
三、注塑材料成本影响因素注塑材料成本的高低受到以下几个因素的影响。
1. 市场供需关系塑料原材料价格受到市场供需关系的影响,当市场供应不足时,价格较高,反之则价格较低。
企业需要密切关注市场动态,及时采取适当的采购措施。
2. 原材料种类及质量不同种类的塑料原料价格存在差异,同时质量的好坏也会影响到成本。
选择合适的原材料品种和质量能够降低成本。
3. 注塑机技术性能和操作技术注塑机的技术性能和操作技术的好坏会影响生产效率和能源消耗。
技术性能好的注塑机和熟练的操作技术可以降低成本。
4. 能源价格能源价格的高低直接影响到能耗成本。
企业需要及时关注能源市场,选择合适的能源供应商以降低成本。
四、降低注塑材料成本的建议为降低注塑材料成本,企业可以考虑以下几点建议。
注塑机注塑成本范文

注塑机注塑成本范文注塑机是一种重要的工业设备,广泛应用于塑料制品的生产过程中。
在注塑成本估算中,需要考虑多个因素,如原材料成本、设备运行成本、人工成本等。
以下是一个关于注塑机注塑成本的范文,供参考:一、引言注塑机是一种常用的塑料成型设备,广泛应用于各个领域的塑料制品生产中。
在注塑成本的计算中,需要考虑到各种因素,如原材料成本、设备运行成本、人工成本等。
本文将从这些不同的方面来进行注塑成本的估算。
二、原材料成本原材料是注塑过程中的主要成本,其价格直接影响到注塑成本的高低。
常见的注塑原材料包括聚丙烯(PP)、聚乙烯(PE)、聚氯乙烯(PVC)等。
原材料成本的计算需要考虑到每单位重量的价格以及每个产品所需的原材料重量。
以聚丙烯为例,假设其价格为1元/千克,而每个产品所需的聚丙烯重量为0.1千克,那么每个产品的原材料成本就是0.1元。
三、设备运行成本设备运行成本主要包括电费、水费和维护费用等。
在注塑机运行过程中,需要消耗大量的电力,因此电费是非常重要的一部分。
以注塑机每小时消耗的电力为1度,电费价格为0.5元/度计算,那么每小时的电费成本就是0.5元。
另外,还需考虑到设备的水费和维护费用,这些费用可以根据具体情况进行估算。
四、人工成本人工成本是注塑成本中的另一个重要因素。
在注塑过程中,需要操作员来控制和监控设备的运行,以确保产品的质量和生产效果。
人工成本通常包括工资、福利和培训成本等。
假设注塑厂的员工平均月工资为5000元,那么每小时的人工成本就可以根据员工的工作时间来计算。
如果每个工作日工作8小时,一个月工作22天,那么每小时的人工成本为5000元/(8小时*22天)=28.41元。
五、其他成本除了上述几个方面的成本外,还需要考虑一些其他成本,如设备的折旧费用、房租、税费等。
这些成本因具体情况而异,可以根据实际情况进行估算和计算。
六、注塑成本的计算注塑成本可以通过将以上各个方面的成本进行相加来计算得到。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
注塑件成本核算1、一般耗用取得系数是多少?耗用系数分两种情况:一,可以加水口料,2%-5%二,不可以加水口料,单模水口重量/(单模水口+成品)+2%至5%备注:水口料可否退回加工主,否则水口料要折价,还要参考订单数量2、不同的设备、吨位、穴数、时间不同,公式分别是什么?一,不同吨位价位; 例150吨-800至1000元/天 120吨-600至800/天,具体情况还要看操作工人数(一台机几人做)二,每天(24小时)啤模数; 一般以20至22小时计(可能机,模故障)20(小时)*60(分)*60(秒)/单模周期(秒)=每天啤塑模数每啤单价=每天加工费/每天啤塑模数,每穴单价=每啤单价/穴数第2问可能比较复杂,若是不好具体说的话,那么能否给我个范围,或者给我一个样例,比如用什么设备在什么情况下,加工费用是多少?例,150吨注塑机每天加工费1000元,每模啤塑周期20秒出8穴20(小时)*60(分)*60(秒)/20单模周期(秒)=3600(每天啤塑模数)1000元/3600=0.28元/模 0.28元/8穴=0.035穴3、上哪里可以查到不同的注塑机的费用?一般机器的耗损怎么计算?注塑机耗损一般以8年计例150吨每台13万13万/8年/12个月=0.1354万/月塑胶件的成本与很多因素有关系,但主要与以下几点组成:1。
原料成本------此成本较为好计算,问一原料供应商多少钱1公斤,将产品的重量乘以的3%的损耗再乘以原料价,即可得到原料成本;2. 机台成本--------此点问一下塑胶厂,不同注塑机的每小时的加工费用是多少?假设1台100吨的注塑机每小时的加工费用为60元/小时,那么每分钟的加工费用为1元;此时要计算塑胶件的注塑周期是多少时间,模具的开模穴数是多少?假设你要估价的塑胶件的射出周期为30秒,那么1分钟可以射出60秒除以30等于二,表示1分钟可以射出二模的产品,另外假设模具为一出二穴,那么塑胶件的机台加工费用为1元除以1分钟内的出模数再除以模具的穴数,得到最终的机台加工成本即1元除以2模再除以2穴,最后等到于0.25元/个3. 二次加费用二次加工费用包括喷漆/丝印/电镀等,这些都可以问各自的加工工厂.4. 包装费用根据塑胶件的大小体积就可以得出包装的纸箱/包装袋等费用;5.运输成本根据送货地点及一次可以装多少货的货柜车费用来除以总的装车数量即可得到每pc的运输成本;6. 其它费用;因为以上的成本不包括间接人员及其相关人员的费用,所以还要根据每个厂的不同情况加上一些费用;7. 利润以上6项的总和乘以10-30%的利润,即可得到一个塑胶件的最终成本,利润方面要根据每个工厂的情况与订单大小来订;塑胶模具报价的计算公式快速模具价格计算法!模具价格计算1.经验计算法模具价格=材料费+设计费+加工费与利润+增值税+试模费+包装运输费各项比例通常为:材料费:材料及标准件占模具总费用的15%-30%;加工费与利润:30%-50%;设计费:模具总费用的10%-15%;试模:大中型模具可控制在3%以内,小型精密模具控制在5%以内;包装运输费:可按实际计算或按3%计;增值税:17%2.材料系数法根据模具尺寸和材料价格可计算出模具材料费.模具价格=(6~10)*材料费锻模,塑料模=6*材料费压铸模=10*材料费注塑成型加工费核算以下是我自己总结出的注塑件加工价格核算(主要是长三角地区):注塑件费用=材料费+加工费+包装费+运输费说明:1. 材料费=【(1+材料损耗)*产品重量*批量+调机损耗材料重量+正常报废率*产品重量*批量】*材料单价/批量其中材料损耗一般为3%-5%;调机损耗材料重量和正常报废产品重量一般产品为5000g---15000g2.加工费=(调机时间/批量+成型时间/模具穴数)*注塑机工缴费其中据我了解目前上海地区注塑机工缴费按注塑机吨位区分为(国产设备)设备吨位 (T ) 工缴费 ( 元/小时) 设备吨位 (T ) 工缴费 ( 元/小时)80 35-45 200 110-16 0100 45- 60 250 150-2 00120 65-85 300 180-22 0150 80-110 350 200-25 0180 95-140 400 250-3 50注塑件价格计算,塑料件报价注塑成形具体是这样的:产品单价 = 材料价格 + 加工费用材料费用=(实际重量+损耗)*材料单价加工费用=成形周期*单价(秒)÷穴数(也就是每件的价格)如果特别要求包装,还要加上包装的费用。
基本上为此三大类。
材料价格比较简单:PP 或ABS 直接用价格 x 产品重量,颜色件就按原料价格就可以了,而黑色件可根据具体的回料或产品要求来计算。
加工费用就跟模具穴数和成型周期以及产品重量有关;机器根据吨位计算,可计算至每秒多少钱,但假设模具穴数多,重量重,成型周期短,则加工费低,单价低。
以一个PP 制品 30g 计算用 1*1 1*2 1*4 来分别计算产品为全新料颜色件周期假设60秒 120吨机器 800元 / 22H /60min = 0.6元/分钟 1*1 材料 30 *0.013元/g =0.26元加工费 0.6元产品单价 0.9元 1* 2 材料 30 *0.013元/g =0.26元加工费 0.6元/2 =0.3元产品单价 0.56元 1* 4 材料 30 *0.013元/g =0.26元加工费 0.6元/4=0.15元产品单价 0.4元遇到特别重或是特别轻的产品也可以用这样的计算方式比如有某产品克重 1g 就可以用每模用的产品费用 + 每模加工费 / 模穴数 =产品单价我一般计算产品单价 PP 黑色0.016 -0.016元/g 颜色价 0.018 -0.02元/g ABS 黑色0.018-0.020元/g 颜色件 0.022-0.025元/g 然后用上面的计算方法去检验一遍准没错;方法很简单,1, 材料费: 按注塑件重量乘以对应的塑料原料的单价,除非有特殊要求,一般不考虑水口的重量, 所谓的特殊要求是指不能添加任何水口料,比如高透明塑胶件及特殊工作条件要求的工程塑胶件.2,注塑机加工费: 根据地区的不同,一般按照注塑机的锁模力大小(常说的吨位)或注塑量的大小来确定每单台注塑机的加工费,其中按锁模力来确定加工费的较常见,这是因为锁模力大小确定了注塑机的购买价格及使用注塑机所产生的成本(如耗电量),在深圳地区从80吨~200吨,每个工作班(12小时)的加工费大约是 200元~700元,有些小的工厂可能会偏低一点,有的大的工厂可能会高一点.3,计算实例: 计算注塑件的价格时,首先自己一定要知道每一啤的加工时间,比如说你的每件产品是一模出两件,每啤的注塑时间是40秒,材料是ABS, 每件的重量是40克,使用120吨的注塑机, 而120吨的注塑机每工作班(12小时)的加工费是350元, ABS原料的价格是: 10000元/吨,则计算如下:材料费: 40X0.01=0.4元加工费: 每小时的啤数=60X60/40=90每小时的加工费=350/12=29.2元则每啤的加工费=29.2/90=0.325元因是一出二件,所以每件的加工费=0.325/2=0.163元,所以总的价格为: 0.4+0.163=0.563元注塑机加工价格:100T 40元/小时150T 50元/小时220T 80元/小时450T 135元/小时520T 145元/小时800T 170元/小时怎样选择加工塑料零件的注塑机的吨位发布时间:2011-9-20 23:31:53 点击: 21注塑机锁模力以锁紧模具的最大值表示。
射出于成形空间内(cavity)的材料压作用于打开模具的方向,故须在锁模力以下,通常材料压须为锁模力的80%以下。
材料压是成形空间单位面积的平行压力形成成形空间投影面积之积。
成形空间的单位面积的平均压力因射出机构而异,柱塞式约400-500㎏/㎝,螺杆式约250-350㎏/㎝。
(1)经验公式:注塑机锁模力=成形空间单位面积的平均压力×成形空间投影面积×系数×成品长×成品宽×注:1. 成品长、宽单位为cm;算出来的锁模力的单位为kg,除以1000就为注射机的吨位(T);成形空间的投影面积为成品的投影面积,如箱体类的成品,要将成品的四侧面展开后,再去量其长与宽。
(2)计算好所需的注塑机吨位后,再根据此计算结果去选择注射机(所选择的注射机吨位必须要大于此计算结果)。
但是要注意所选择的注射机的哥林距离与最大最小模厚,模具的最大长宽尺寸必须小于所选择的注射机的哥林距离,模具的高度必须在所选择的注射机最大最小模厚之间。
根据产品的重量或注塑量选择不同的吨位,如30T、40T、50T、60T、80T、100T、120T、160T、168T、268T,目前国内最大吨位有4000T的,吨位越大,注塑机的螺杆直径也就越大……一般而言,从事注塑行业多年的客户多半有能力自行判断并选择合适的注塑机来生产。
但是在某些状况下,客户可能需要厂商的协助才能决定采用哪一个规格的注塑机,甚至客户可能只有产品的样品或构想,然后询问厂商的机器是否能生产,或是哪一种机型比较适合。
此外,某些特殊产品可能需要搭配特殊装置如蓄压器、闭回路、射出压缩等,才能更有效率地生产。
由此可见,如何决定合适的注塑机来生产,是一个极为重要的问题。
以下资讯提供给读者参考。
通常影响射出机选择的重要因素包括模具、产品、塑料、成型要求等,因此,在进行选择前必须先收集或具备下列资讯:模具尺寸(宽度、高度、厚度)、重量、特殊设计等;使用塑料的种类及数量(单一原料或多种塑料);注塑成品的外观尺寸(长、宽、高、厚度)、重量等;成型要求,如品质条件、生产速度等。
在获得以上资讯后,即可按照下列步骤来选择合适的射出机:1、选对型: 由产品及塑料决定机种及系列。
由于射出机有非常多的种类,因此一开始要先正确判断此产品应由哪一种注塑机,或是哪一个系列来生产,例如是一般热塑性塑胶或电木原料或PET原料等,是单色、双色、多色、夹层或混色等。
此外,某些产品需要高稳定(闭回路)、高精密、超高射速、高射压或快速生产(多回路)等条件,也必须选择合适的系列来生产。
2、放得下:由模具尺寸判定机台的“大柱内距”、“模厚”、“模具最小尺寸”及“模盘尺寸”是否适当,以确认模具是否放得下。
模具的宽度及高度需小于或至少有一边小于大柱内距;模具的宽度及高度最好在模盘尺寸范围内;模具的厚度需介于注塑机的模厚之间;模具的宽度及高度需符合该注塑机建议的最小模具尺寸,太小也不行。
3、拿得出:由模具及成品判定“开模行程”及“托模行程”是否足以让成品取出。