机织工艺设计
机织产品工艺设计计算
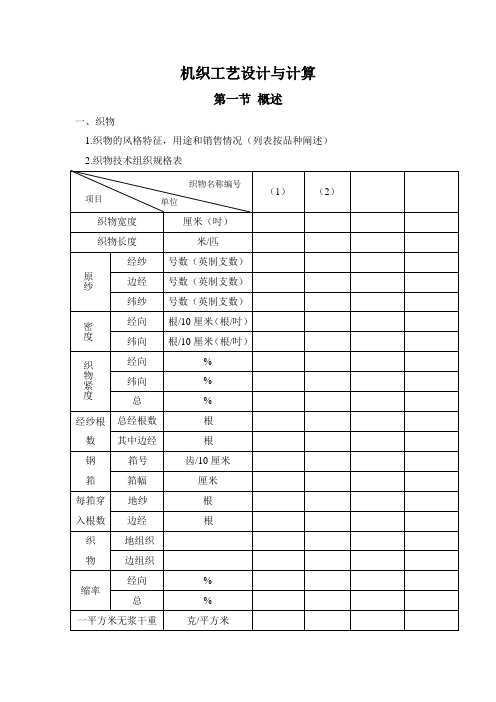
机织工艺设计与计算第一节概述一、织物1.织物的风格特征,用途和销售情况(列表按品种阐述)2.织物技术组织规格表3.所设计织物的上机图包括织物组织图、穿筘图、穿综图及提综图,对上机特征(如正织、反织)给以必要的论证。
二、对原纱要求1.采用93棉本色纱线标准以及相关文献资料(85涤棉本色纱线标准GB403-78、GB3916-83标准已不用);2.根据不同织机(喷气、剑杆等)提出不同要求。
按织物品种,选择原纱的品等指标和品级指标(列表),并申述其理由,(条干、棉杂、拈系数、拈向、品质指标对织物外观和内在质量的影响及与织造生产率的关系)。
纯棉本色纱技术要求三、生产工艺过程:1.所设计的织物工艺流程图(按品种列出工艺流程图)2.论述选定的原则及着重考虑的因素(纱线的给湿定拈上浆率,卷绕形式,纬纱体制,后加工等)。
按品种分别论述。
四、织布工场生产能力(全年)五、织布工场各车间机器设备按品种以表格开工表示所设计各轩间机械设备的配备情况。
第二节织物的技术计算一、确定织物的经纬纱缩率说明确定经纬纱缩率的原则及其根数二、织物的总经根数,整经轴轴数,每轴整经根数。
按品种分别确定:1.总经根数(包括地经,边经根数)的确定;2.整经轴轴数和每轴整经根数;3.布边与废边三、织物上机筘幅和纱墨印长度的计算分品种计算四、筘的选择1.每筘齿中经纱穿入数的确定(布身、布边);2.筘号的确定和计算;3.纬纱缩率的修正。
五、筘的规格和选择1.钢筘形式2.钢筘尺寸3.穿筘方法六、开口机构的选择1.开口机构的形式2.综框页数3.综框尺寸4.综丝规格尺寸;5.穿综方法及综丝密度计算。
七、停经片的选择选停经片规格,穿法及停经片密度的计算。
八、浆料选择和上浆率的确定及调浆设备的选择与计算,按品种分别论述浆纱的工艺要求:1.浆料的选用及依据,配方成分及百分率的确定;调浆方法等作简要说明;2.浆液深度的确定;3.上浆工艺参数的设计,制定和控制(如上浆率、回潮率、伸长率、浆液粘度、PH值,浸浆形式、压浆辊压力、温度(浆槽、烘房)上浆速度等),每缸浆的各种浆料重量计算。
机织工艺设计报告
机织工艺设计报告一、任务及目的针对一定规模的织厂及产品方案,通过该设计环节,综合运用织物组织结构、机织学、纺织工艺设计等专业知识,合理选择机织工艺流程、机织各工序设备及相关工艺参数,完成各工序设备配台的计算,从而熟悉机织厂各工序设备配置的基本原理和方法,培养初步的产品生产的计划调度能力。
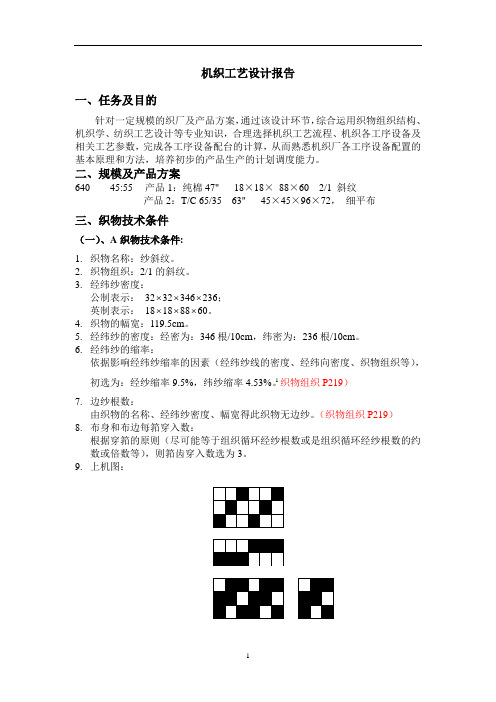
二、规模及产品方案640 45:55 产品1:纯棉47" 18×18×88×60 2/1 斜纹产品2:T/C 65/35 63" 45×45×96×72,细平布三、织物技术条件(一)、A织物技术条件:1.织物名称:纱斜纹。
2.织物组织:2/1的斜纹。
3.经纬纱密度:公制表示:32⨯32⨯346⨯236;英制表示:18⨯18⨯88⨯60。
4.织物的幅宽:119.5cm。
5.经纬纱的密度:经密为:346根/10cm,纬密为:236根/10cm。
6.经纬纱的缩率:依据影响经纬纱缩率的因素(经纬纱线的密度、经纬向密度、织物组织等),初选为:经纱缩率9.5%,纬纱缩率4.53%1。
织物组织P219)7.边纱根数:由织物的名称、经纬纱密度、幅宽得此织物无边纱。
(织物组织P219)8.布身和布边每筘穿入数:根据穿筘的原则(尽可能等于组织循环经纱根数或是组织循环经纱根数的约数或倍数等),则筘齿穿入数选为3。
9.上机图:10. 公称匹长、联皮数:公称匹长取40m 、联匹数为3。
11. 规定匹长=自然缩率公称匹长-1=%9.0140-=40.36(m )(自然缩率取0.9%。
)。
12. 浆纱墨印长度=经纱织缩率规定匹长-1=%5.9136.40-=44.60(m )。
13. 总经根数:=-⨯+⨯=)边经每筘穿入数地经每筘穿入数(边纱根数幅宽经密总经根数110105.119346+⨯=4134.7(根)考虑到总经根数应取整数,并尽量修正为筘齿穿入数的整数倍,故取4135根。
项目八 机织物染整加工工艺设计
实际 年产量
850 1350 1250 250 500
设备设计 年产量(台)
设备 台数
1 1 2 1 1
利用率 (%)
85 90 62.5 50 41.7
1000 1500 1000 500 1200
LMA798-180
M241A-180 LMA442C LMH882-180
4000
200 1300 3000
1500
1200 1500 1000
3ቤተ መጻሕፍቲ ባይዱ
1 1 3
88.9
16.7 86.7 100
电动打包机
M492
3000
3000
1
100
3000万米/年棉布印染厂设备平面排列图
1—气体烧毛机 2—平幅练漂机 3—平幅退煮漂联合机 4—直辊布铗丝光机 5—布铗丝光机 6—开幅轧水烘干机 7—溢流染色机 8—变频卷染机 9—松式烘燥机 10—圆网印花机 11—长环蒸化机 12—松式平幅水洗机 13—平幅皂洗机 14—热定形机 15—热风拉幅整理机 16—橡毯预缩机 17—起毛机 18—轧光机 19—验布折布联合机 20—电动打包机
3.工艺内容
(7)印花 采用圆网印花,在印花过程中,对花一定要遵循先小花后大花,先 花型后底版,慢慢对色,时刻注意堵网、漏网、搭色、对花不准、印 花绉等疵病。印花后要烘干,防止花纹渗化和搭色。
色浆处方(咖啡圆点处方)
涂料棕8801 涂料元8501 8.6g/L 7.14g/L
涂料金黄8204
黏合剂 增稠剂
1 1 5 4 2 1 1
75
100 54.2 84 80 82.5 91.7 95.8
三、设备选型、配备及排列
三维梯度组织机织防刺织物的织造工艺设计
第2 卷 第 8 1 期 20 年 8月 08
。
另外, D U 、经编多轴 向针织 物 以及 纬编针 织物 涂 在 涂层 是一种 直接且 简便 易操 作 的工艺技 术 。在 防刺服 的开发 中, 涂层 技术 的应用主 要有 两方面 , 一是提
高 固紧 功能 和 防腐作 用, 一方 面就 是 利用 研磨 另
1 引言
随着恐怖 和暴 力事件 的频 繁发 生 ,个体 防护 装 甲材料 的研制和 开 发越 来越 受到 各 国研 究者 的
重视 。在 一些 国家 ,枪械 的使 用在 某种程度 上 受
到严 格 的限制 ,而来 自匕首 、刺刀 等锐器 的威胁 却 无处不 在 ,这 就使 防刺织物 在军 用和 民用领 域 获 得 了广泛 的用途 。近 年来 ,防刺 服 的市 场在 不 断增加 ,据估 计 , 今后 的 5到 1 年 内,防刺服 在 0 市场将有 一个 飞速 的发展 。 作 为个 体 防护 织 物 的一种 , 防刺 织物 的纤 维 原料要 具有 高强度 、高模量 、耐 冲击 、高吸 能等 特性。 目前, 国际上较 为流行 的原料 主要 是芳纶 和 超 高分 子量聚 乙烯 (H W E U M P )纤 维 。另 外 ,防刺 织 物 除 了必须保 护人 体免受刺 刀 匕首等尖 锐物 体伤 害 的同时 , 对整 体 的质量厚 度等也 有要 求, 必须 还 保 证 穿着 者 的活动 不受到很 大 限制 。所 以在 防刺 织物 的开发 中, 人们 一直在 致力 于追求 轻质 。 目前 防刺织 物 的主要开 发技术主 要有 以下三 种 。衬垫 金属 片、钢 丝圈类 :如早 期 的防刺 服 就是将 高性
机织工艺设计报告
机织工艺设计报告一、设计背景近年来,机织工艺在纺织行业中占据着重要的地位。
随着时尚的发展和消费者对品质的要求提高,机织工艺的设计变得愈发重要。
本设计报告旨在探讨机织工艺设计的重要性以及其在纺织行业中的应用。
二、设计目标1.提高产品的制造效率:通过机织工艺的设计,可以减少人力资源的使用,提高产品的制造效率。
2.提高产品的质量和耐久性:机织工艺的设计能够提高产品的质量和耐久性,使其更加耐久和具有竞争力。
3.提高产品的时尚度:机织工艺的设计可以满足消费者对时尚和个性化的需求,提高产品的市场竞争力。
三、设计内容1.纺织工艺的选择:选择适合产品的纺织工艺,包括织造、编织、针织等方式,根据产品的特性和目标市场来确定最适合的工艺。
2.材料的选择:选择适合产品的纺织材料,如棉、丝、毛、麻等,根据产品的用途和特点来选择最合适的材料。
3.色彩和图案设计:通过织造或印花等方式,设计出符合产品定位和市场需求的色彩和图案,提高产品的吸引力。
4.工艺的优化:通过改进工艺流程和工艺参数,提高产品的制造效率和质量,减少工艺中的浪费和损耗。
5.创新与发展:结合市场需求和消费者的需求,不断进行工艺创新和技术开发,提高产品的品质和时尚度。
四、设计流程1.确定产品需求和定位:根据市场需求和消费者的需求,确定产品的定位和市场目标。
2.研究原材料和工艺:调研市场上的纺织材料和工艺技术,了解其特点和应用范围。
3.选择合适的纺织工艺和材料:根据产品的特点和定位,选择适合的纺织工艺和材料,进行实验验证。
4.进行产品设计和样品制作:根据所选纺织工艺和材料,进行产品的设计和样品制作,验证设计的可行性和效果。
5.评估和改进:根据样品的测试结果和市场反馈,评估产品的效果和市场反应,不断进行改进和优化。
6.生产和推广:根据改进后的产品设计,进行大规模生产,并进行市场推广和销售。
五、设计成果与效益通过机织工艺的设计和优化,可以提高产品的制造效率和质量,为企业创造更大的经济效益。
45英支13tex涤棉混纺6535机织经纱纺纱工艺设计
本科毕业论文(设计)题目45英支(13tex)涤棉混纺(65/35)机织经纱纺纱工艺设计学院纺织服装学院专业 _____纺织工程_______年级 _______2020级________学号 50、2九、27、30、2八、33、3九、45姓名宗诗卉李攀方建鑫梁晨李东锋沙静曾华平孟琴指导教师 _______黄宏佑_________成绩 _____________________2021年4月20日目录摘要 (1)Abstract (1)1课程设计课题 (2)2课题设计要求: (2)可选用原料指标 (2)各工序牵伸效率 (3)细纱机牵伸 (3)各品种纺纱制成率 (3)4工艺设计流程 (3)配棉(负责人:沙静) (3)开清棉(负责人:李东锋) (4)梳棉工艺(负责人:曾华平) (6)并条(负责人:方建鑫、孟琴) (17)粗纱(负责人:李攀) (19)细纱(负责人:梁晨) (22)络筒(负责人:沙静) (26)5工艺设计总表 (27)致谢 (30)《纺纱工艺设计与质量操纵》课程设计论文45英支(13tex)涤棉混纺(65/35)机织经纱纺纱工艺设计宗诗卉李攀方建鑫梁晨李东锋沙静曾华平孟琴西南大学纺织服装学院,重庆400715摘要:纺纱工艺是纺纱加工中流程和各机件的参数设置的总称。
纺纱加工进行的顺利与否和最终产品的质量好坏,除纺纱加工的硬件,即机械设备及其状况之外,还要紧受到纺纱工艺设置合理与否的阻碍。
在纺纱工艺设计时,既要考虑到设备及其状态,又要考虑到所加工纤维原料的性能和最终产品(纱、线)的要求。
本文依照纺纱工艺设计的要求,进行了45英支(13tex)涤棉混纺(65/35)机织经纱纺纱工艺设计。
关键词:45英支;涤棉混纺;纺纱工艺设计45s (13 Tex) Polyester/Cotton Blended (65/35) Woven Warp YarnSpinning Process DesignZong Shihui Li Pan Fang Jianxin Liang Chen Li Dongfeng Sha Jing Zeng HuapingMeng QinCollege of Textile and Garment, Southwest University, Chongqing 400715, ChinaAbstract:Spinning process is spinning processing process and the parts of the floorboard of the parameter Settings. Spinning processing work out well or not and the final product quality, good or bad, in addition to spinning processing hardware, including mechanical equipment and its condition, but also mainly affected by the spinning process set reasonable or not influence. In spinning process design, both must consider to equipment and state, and in view of the processing fiber materials and final product performance (yarn, line) requirements. In this paper, according to the requirements of the spinning process design,45s (13 Tex) polyester/cotton blended (65/35) woven warp yarn spinning process design.Key words :45s;Polyester/cotton blended ;Spinning process design1课程设计课题45英支涤棉混纺(65/35)机织用经纱纺纱工艺设计2课题设计要求:(1)写出具体配棉方案,并说明配棉理由。
机织产品工艺设计与计算(改)

江南大学纺服学院纺织工程机织工艺设计与计算(1)JC14.5tex×JC14.5,170cm,551×425根/10cm,2/1左斜纹防羽布(2)T/CJ13tex×T/CJ13,168cm,547×370根/10cm,涤棉府绸机织工艺设计与计算第一节概述一、织物(1)JC14.5tex×JC14.5,170cm,551×425根/10cm,2/1左斜纹防羽布(2)T/CJ13tex×T/CJ13,168cm,547×370根/10cm,涤棉府绸1.织物的特征,用途和销售情况列表如下:2.织物技术组织规格表3.所设计织物的上机图包括织物组织图、穿筘图、穿综图及提综图,对上机特征(如正织、反织)给以必要的论证。
(1)2/1左斜纹防羽布(反织法)注:2/1左斜纹采用反织法,由于织物紧度较低,正反面经浮长接近,正反面经纬纱张力分布均匀,为了便于生产,一般不另外采用其他的布边组织,所以布边选择本身的地组织。
由于2/1左斜纹组织经组织点多,反织法可以减少提综次数,降低能耗,提高生产效率。
(织物布身上机图)(织物布边组织图)注:由于存在幅缩, 两侧最外侧边纱与钢筘的摩擦最大, 每边靠边的1筘~4筘齿宜稍增加入筘数, 一般是地经的1. 5倍~2倍。
所以此处的边纱每筘穿入数选择6入/筘。
(参考《棉纺织技术》第33卷第6期)(2)涤棉府绸上机图(织物上机图)注:由于府绸织物组织简单而经密高,织物结构紧密,不采用布边;穿综采用飞穿法,减少了综丝密度,从而减少了经纱与综丝的摩擦,有利于开清梭口,降低织疵的产生。
二、对原纱要求1.织物的纱线特数越小,选择原纱的品质要好,高档织物用细号纱线,成纱质量要求高,应选择洁白、品质较好,强力较高,纤维较长,整齐度较高,杂疵点较少的原棉。
一般高经密高纬密织物如防羽布采用精梳纱线。
2.精梳棉纱要求条干均匀,结杂质少,对纱线强力要求高。
机织工程

2、络筒工艺的要求
1)络纱张力均匀,筒子密度适当,保证筒子质量 2)筒子结构合理、成形良好,有利于高速退绕 3)容纱量尽可能大,提高效率 4)清除纱线粗细节、棉结杂质,提高效率和质量 5)结头小、牢,结尾短,以防脱结、断头 6)减少回丝损耗,发挥络纱机的生产效率
3、络筒的工艺流程简介(图4—2)
各机构作用如下: 1)导纱器、导纱杆: 改变纱线前进方向 槽筒 2)张力装置:给予张力 3)清纱器: 清除疵点、杂质 4)探纱杆:断头停车 5)槽筒:形成筒子 管纱 张力装置 清纱器
筒子
导纱器
探纱杆
导纱杆
• 4、筒子的卷绕形式分: • 1)有边筒子---平行卷绕(先后卷绕在筒子上
的各层纱圈相互接近而且倾斜度很小,近似水 平) • 特点:切向退绕,速度低,不适宜于高速整经 而逐渐淘汰(丝、黄麻有用) • 2)无边筒子---交叉卷绕(纱圈倾斜地卷绕在 筒子上呈交叉网眼状态) 分三种:圆柱形、圆锥形(宝塔形)和菠萝形
• 5、整经机械 • (1)筒子架 • 即纱架。用来按一定的规律排列和放置筒子。
• • •
根据生产品种和整经方法的不同,可采用各种不 同的筒子架。 按筒子架的形式可分为:v型筒子架、矩形筒子架、 矩—v型筒子架等三种。 按筒子架可否移动分为固定式筒子架和移动式筒 子架 按换筒方式可分为单式筒子架和复式筒子架
机织示意图
机织准备过程
棉织 经纱→络筒→整经→浆纱→穿结经 直接纬纱------------给湿→交织 纬纱 间接纬纱→ 络筒→卷纬
一.络筒
• 1.主要任务
(1)增大卷装容量,合理卷装形式 (2)清除纱线上的疵点和杂质,提高纱线的质 量 (3)使纱线在一定的张力下卷绕成均匀坚实的筒 子以便整经时经纱的张力一致
第五节圆机编织羊毛衫工艺设计PPT课件
五、排料
(一)排料原则 (1)在不影响产品规格尺寸与质量的前提下,排料应紧凑,必要
时,可象形断料和开料,以便节约原料; (2)注意坯布组织的横向、直向和倒向、顺向,特殊产品同件衣
服的各部段应保持同一顺向; (3)前后身与袖子一般应分别排料,以便充分利用原料; (4)不同规格在同一块坯布上排料,其数量应平衡; (5)附件排料应尽可能用疵段料; (6)尽量利用现有的编织设备套幅宽,达到平衡生产。
圆机编织羊毛衫的工艺设计
圆机编织羊毛衫的工艺设计
一、机号与纱线线密度的选定 二、密度与回缩率的确定 三、坯布幅宽的确定 四、样板设计 五、排料 六、产品用料计算 七、编织织造规格用料工艺单 八、工艺设计举例
一、机号与纱线线密度的选定
(1)可加工纱支的上限 由织针与沉降片(或针槽壁)之间的间隙△决定。
(7)散料法
将有疵点的断料量材而用,裁成各种小型衣片零件(如衣兜、 裆、领子、拼衩等)或改制手套、帽子等。
(三)排料方法
1.平套法
(三)排料方法
2.互套法
(三)排料方法
3.镶套法
(三)排料方法
4.斜套法
(三)排料方法
5.借套法
(三)排料方法
6.循环套法
(三)排料方法
7.剖缝套法
(三)排料方法
确定回缩率,并计算样板各部位的实际尺寸; (5)按此尺寸剪出纸样;
四、样板设计
(二)样板设计的一般程序
(6)小批量试制,核对规格是否符合设计要求; (7)经核对、试穿发现不合理部分,修改纸样,再重复试制,
直至合乎要求; (8)如生产一整套比较齐全的规格,应以中号规格的样板为
机织工艺流程
机织工艺流程
机织工艺流程是指通过机械设备和工艺技术,将纱线或纤维制成织物的过程。
一般而言,机织工艺流程包括以下几个主要步骤:
1. 纱线预处理:包括浸泡、洗涤、脱水、烘干等工序,以确保纱线的质量和干燥度。
2. 织物设计:根据所需织物的用途和特性,进行织物设计和图案制作。
3. 织布:通过织布机将纱线或纤维按照设计图案进行编织。
4. 织物定型:将织出的织物进行收缩、定型处理,使其具有所需的弹性和尺寸稳定性。
5. 检验和修整:对织物进行质量检测和修整,确保织物的质量符合标准和要求。
6. 包装和出售:将织物按照规格和要求进行包装,以便销售或运输。
以上是机织工艺流程的主要步骤。
在实际生产中,还可能需要进行染色、印花、压花等工序,以满足不同的市场需求和客户需求。
- 1 -。
三维机织物织边造型工艺设计
三 维 机 织 物 织 边 造 型 工 艺 设 计
董 红 坤 ,贺 辛 亥 ,钟 鹏 ,渠 志 刚 ,邢 圆 圆
( 1 .湘 潭 电机 股 份 有 限 公 司 特 电研 究 所 , 湖南 湘潭 4 1 1 1 0 1 ; 2 .西 安 工 程 大 学 机 电工 程 学 院 ,陕 西 西 安 7 1 0 0 4 8 )
( 1 .I n s t i t u t e o f e c i a l E l e c t r i c , X i a n g t a n E l e c t r i c Ma n 咖 c t u r i n g C o . , L t d . , X i a n g t a n , H u n a n 4 1 1 1 0 1 ,C h i n a ; 2 .C o l l e g e f Me o c h a n i c a l &E l e c t r i c a l E n g i n e e r i n g, X i a n P o l y t e c h n i c U n i v e r s i t y , X i a n , S h a a n x i 7 1 0 0 4 8 ,C h i n a )
摘
要
为 满 足 市 场 对 不 同 种类 三 维 机 织 物 的 需 要 , 提高多剑 杆织机 的产 品适应性 , 在 分 析 现 有 三 维 机 织 物 造 型
工 艺 优 缺 点 的基 础 上 , 提 出 了 一 种 在 多 剑 杆 织 机 上 织 造 三 维 机 织 物 的新 型 造 型 工 艺 即 织 边 造 型 工 艺 。结 合 新 型 工 艺 的需 要 , 对 现 有 多 剑 杆 织 机 的织 边 系统 和 打 纬 机 构 的 结 构 进 行 了 改 进 设 计 , 简 单 介 绍 了 这 种 新 型 工 艺 的 织 造 过 程 。通 过 在 小 样 织 机上 试 织 , 按 照 工 艺 织 造 出 圆形 横 截 面 仿 形 织 物 。 实 验 结 果 表 明 , 织 边 造 型 工 艺 应 用 于 复 合 材 料 预 制 件 的 织 造 会 在 一 定 程 度 上 提 高 织 机 对 更 多 织 物 产 品 种类 的适 应 性 , 同 时可 解 决 织 机 因 层 数 限制 而 不 能 织 造 壁厚 较 大 的 空 心 机 织 物 的 问 题 。 关键 词 三 维 机 织 物 ;多剑 杆 织 机 ; 织 造 工 艺 ;复 合 材 料 ; 织 边 造 型 工艺
针织与机织面料拼接生产工艺的设计环节
() b
() c
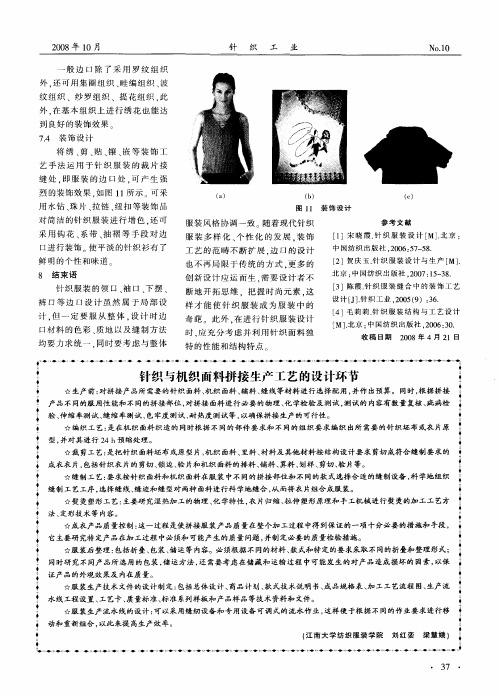
图 1 装 饰 设 计 1
Байду номын сангаас
服 装 风 格 协 调 一 致 随 着 现 代 针 织 服 装 多 样 化 、 性 化 的 发 展 . 饰 个 装
工 艺 的 范 畴 不 断 扩 展 . 口的 设 计 边
参 考 文献
[ ]宋 晓 霞 . 织 服 装 设 计 [ . 京 : 1 针 M]北
缝 处 . 服 装 的 边 口处 . 产 生 强 即 可
烈 的装 饰 效 果 . 图 1 所 示 可采 如 1 用 水钻 、 片 、 链 、 扣 等装饰 品 珠 拉 纽 对 简 洁 的 针 织 服 装 进 行 增 色 . 可 还 采 用 钩 花 、 带 、 褶 等 手 段 对 边 系 抽 口进 行 装 饰 使 平 淡 的 针 织 衫 有 了
时 . 充 分 考 虑 并 利 用 针 织 面 料 独 应
『 ] 霞 . 织 服 装 缝 合 中 的装 饰 工 艺 3 陈 针 设 计 [] 织 工 业 ,0 5 9 3 . J. 针 20 ( ):6
『 ]毛 莉 莉 . 织 服 装 结 构 与 工 艺 设 计 4 针 『 . 京 : 国 纺织 出版 社 , 0 6 3 . M] 北 中 2 0 :0
20 0 8年 1 0月
一
针 织 工 业
N. o1 0
般 边 口除 了采 用 罗 纹 组 织
外 , 可 用 集 圈组 织 、 编 组 织 、 还 畦 波 纹 组 织 、纱 罗 组 织 、提 花 组 织 , 此 外 . 基 本 组 织 上 进 行 绣 花 也 能 达 在 到 良好 的装 饰 效 果 7 装 饰 设 计 . 4 将 绣 、 、 、 、 等 装 饰 工 剪 贴 镶 嵌 艺 手 法 运 用 于 针 织 服 装 的 裁 片 接
机织工艺流程

机织工艺流程机织工艺流程是指一系列对纺织品进行加工处理的步骤,包括纤维选型、筛选、染色、编织、印花和整理等环节。
下面我们来详细介绍一下机织工艺流程。
一、纤维选型纤维选型是指选择纤维原料的种类,纤维的属性影响了整个加工工艺的流程。
目前市场上的纤维原料主要分为天然纤维和合成纤维两类,不同的纤维原料有着不同的特点和适用范围,需要根据产品特点和市场需求进行选择。
二、筛选筛选是纺织品加工过程中的重要环节,对于保证产品品质和生产效率具有重要的作用。
在筛选中,需要对纤维进行洗涤、去杂、烘干等处理,确保纤维的纯净度和干燥度,避免纺织过程中出现问题。
三、染色染色是对纤维进行着色加工的过程,在染色中可以采用不同的染色方法,如交扭染、连续染、逼染等。
染色的效果会影响到产品的质量和外观,因此选择染色剂和染色工艺需要根据产品的特点和市场需求进行选择。
四、编织编织是指将纤维进行织造处理,制成不同的纺织品。
在编织中,需要选择适当的机器和编织方法,如机织、水织、手织等。
在编织过程中,需要注意纤维的选型、编织参数的控制,确保产品的质量和效率。
五、印花印花是在织物上进行花型和图案印刷的过程,在印花中,需要选择印花工艺和印花设备,如丝网印刷、数字印花、热转印等。
在印花过程中,需要特别注意花型的设计和色彩的搭配,确保产品的美观和市场竞争力。
六、整理整理是指对纺织品进行加工整理、修整、整幅,以及防水、防腐、防黄等处理的过程。
在整理中,需要根据产品的特点和市场需求选择不同的整理方法和整理设备,确保产品的质量和市场竞争力。
总之,机织工艺流程是对纺织品进行加工处理的全过程,需要注意纤维选型、染色、编织、印花和整理等环节,并根据产品的特点和市场需求进行选择。
只有掌握了机织工艺流程,才能生产出高品质、高竞争力的纺织品产品。
机织产品工艺设计与计算-资料
2.每平方米坯布纬纱干燥重量
3.每平方米坯布无浆干燥重量。
1M2坯布无浆干燥重量= 1M2坯布经纱无浆干燥重量+1M2坯布纬纱干燥重量
四、半制品卷装计算
半制品指:筒子、经轴、织轴 卷装计算:实际长度、实际重量
(一)选择原则 1、选择卷装尺寸,必须满足生产的基本工艺要求(工艺、
设备、运输); 2、在满足生产工艺要求和机器的适用范围下尽量加大卷
筘 号 地经每筘入数
2.墨印长度 = 规定匹长/(1-经缩率) 规定匹长 = 公称匹长(1+加放率)
3.纬纱缩率的修正 aw=(上机筘幅-布幅)/上机筘幅
➢(以后计算用到aw处,必须用修正后的值)
五、钢筘规格的选择(查手册) 1.钢筘的形式
喷气织机上采用带有导气槽的异型钢筘,在选用钢筘 时应注意是否经过充分碾磨而且剖面光滑,是否作了 圆弧状倒角加工,另外筘片应富有弹性。剑杆用普通 筘。
方法: 根据同类产品(以往生产类似品种)
查有关参考书,如《棉织手册》及期刊 品种1:经缩(%): 纬缩(%): 品种2:经缩(%): 纬缩(%):
➢如何测定?
控制织物经纬缩率的方法:
(1) 对织缩小的花经进行预伸,一般是加大花经在络筒、整经及 上浆时的张力,使其伸长。
(2) 适当加大织造张力,使花经、地经织缩趋于平衡。 (3) 选择合理的织造工艺参数。 (4) 调整花、地综的位量。 (5) 增加花经的组织点,使花经织缩增大。此法效果显著,但对
3.筒子
L 3 一般取50-100米?
五、各工序的设备选择
络筒机:一般选国外设备,选择理由? 整经机:国外、国内均可,选择理由? 浆纱机:国外、国内均可,选择理由? 织 机:喷气织机(国外) 以上设备选择查资料:《棉织手册》或有关资料。 要确定具体型号。
机织工艺设计
色织物工艺设计任务:57/58英寸, C 50S⨯ C 50S 140⨯100 生产量15000米交货期17第一章总论1.1 概况随着市场的繁荣和经济社会的发展,人们的消费观念有了很大的改变。
随着人们的生活水平不断的提高,对服饰的要求:穿着舒适、健康、卫生等不断的被扩大。
所以,纯棉织物由纯棉纱线织成,织物品种繁多,花色各异。
在纺织加工中,大多数经纱在织造前都必须用浆液对经纱进行上浆,以提高经纱的可织性。
它是经纱准备工程中一项非常重要的工序,是降低织造时经纱断头和提高产品质量的主要途径之一。
浆纱工程包括浆料的选择与调制、浆纱机性能以及上浆工艺的确定。
在制定新的浆液配方时,既要进行理论分析,又要通过实验测定,经常参照同类型品种的有关配方,做一些必要的变动,进行小批量试验,,再逐步确定实际使用的配方。
不同品种的织物,其组织结构、外观风格、纱线种类、纱线线密度及准备质量各不相同,在织造时用根据具体情况制定工艺参数,制定时应改善织物物理机械性能、提高织物的外观效应、降低织疵等。
将织物通过整理,按国际标准和客户要求在一定程度上消除织物疵点,提高织物质量,更能增加客户的满意程度。
1.2 主要经济技术指标要求的总产量为15000米,交货期:17天。
1.3 本设计特点的综合评价本设计从织物的分析设计推导出织物的用纱量,由此展开了络筒工艺到后整理工艺的分析与设计,本产品工艺流程完整、清晰。
最后对织物的关键技术及质量控制进行了系统的阐述。
此外,道出了本人在色织物设计过程中一点一滴的心理体会与感受。
第二章 织物的工艺设计2.1织物分析与上机图设计1) 织物规格:门幅57/58英寸,C 50S ⨯ C 50S 140⨯100 2) 经纬密140×100,产量15000米,交货期17天。
3) 织物组织:平纹4) 边纱组织及根数:布边为平纹,40根 5)色经、色纬排列 6)上机图2.2工艺设计与计算 一.技术条件1.染整幅缩率:6.5%2.伸长率:1.5%、加成率 5%3.经纱织缩率:为织物组织系数)纬w e w j P N C p a %(10%8.9506948.0100≈=⨯=⨯=4.纬纱织缩率:5%5.边纱根数:406.布身每筘穿入数:2入7.布边每筘穿入数:4入二.工艺计算1.1464.52.557=⨯=成w (cm )2.坯布幅宽1565.61%5.615.571=''=-=-=aw 成(cm )3.坯布经密()()/10cm)/515.4/9.130%5.6-1140-1根吋(根染整幅缩率成品布经密=⨯=⨯=4.坯布纬密()()/10cm )/378.8/5.98%5.1-1100-1根吋(根伸长率成品布纬密=⨯=⨯=5.总经根数根根)取布边每筘穿入数布身每筘穿入数边纱根数坯布经密坯布幅宽8070(35.807042-1409.1305.611=⎪⎭⎫⎝⎛⨯+⨯=⎪⎭⎫ ⎝⎛-⨯+⨯=6.穿筘幅3.164"7.64%515.611==-=-=w a w 坯(cm ) 7.英制筘号()()##622.6224%519.1302%1取每筘穿入数坯=⨯-⨯=⨯-⨯=w j a p8.英寸英寸筘幅上机筘幅684644=+=+= 9.cm 1662164cm 2=+=+=筘幅织轴开档 10.一米经长=111.1%10-11a -11j ==(m )11.花一花经纱数边纱根数总经根数全幅花数2.8990408070=-=-=色经、色纬排列织物经纱排列经纱一花根数为90根织物纬纱排列纬纱一花根数为70根花一花经纱数边纱根数总经根数全幅花数2.8990408070=-=-=≈89花余0.2×90=18(因为余数小于一花经纱数的一半,做加头处理)劈花如下(1)将花型较大、较宽、色泽较浅初步放在首位 此时A>B(2)将292=+BA 置于首位 40-29=11置于末位,重新排花如下2.2.1经浆排花工艺根据织物色经循环特点,采用分条排花法。
平纹布的机织生产工艺流程
平纹布的机织生产工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classicarticles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!平纹布是一种常见的机织布料,其生产工艺流程主要包括纱线准备、上机、织造、后整理等环节。
高职机织工艺设计教学论文
高职机织工艺设计教学论文1“机织工艺设计与实施”课程项目的设计根据产品的加工难度,课程提炼出3种不同产品的生产流程作为教学项目,即免浆织物工艺设计与实施、白坯织物工艺设计与实施、色织物工艺设计与实施。
其中:免浆织物的工艺设计与实施针对的是最容易生产的产品,生产过程中不需要经过浆纱工序,也不需要考虑纱线的颜色与花型;白坯织物的工艺设计与实施针对的是纱线比较细的单纱,需要上浆,加工难度要大于免浆织物;色织物的工艺设计与实施是在白坯织物的基础上,增加色纱排列、劈花、不同纱线的用纱量等一系列工艺计算,难度进一步加大。
3个教学项目的开展都是以典型面料作为载体进行的。
教学所选用的面料为企业常规面料,便于学生找到相关的参考信息。
3个项目的学习难度是逐步递增的,后一个项目要运用到前一项目所学的知识,符合学生的认知规律和职业成长规律。
其中,第3个教学项目所用面料组织结构不要太复杂,色纱的颜色种类要多一些,有利于训练学生掌握各种纱线的用纱量、劈花、经浆排花等知识,培养学生综合运用各种知识的能力。
3个项目包含所有需要教学的内容,保证了教学内容的系统性、完整性。
2“机织工艺设计与实施”课程项目化教学的实施过程每个项目的实施分3个阶段:第一阶段由教师以面料为载体讲解相关知识点;第二阶段由学生分组对面料进行分析并收集相关数据;第三阶段由学生各自独立完成工艺计算、手织样试织和教学评估等。
其中,第二阶段需要学生以小组合作的方式进行学习,因为这一阶段需要运用大量的其他课程的知识点,而学生所学的知识在这个阶段还没有形成完整的能力体系,一个人很难在短时间内独立完成,而且,通过小组协作,还可以培养学生的团队合作精神。
2.1以典型面料为载体的主要知识点讲解。
教师讲解知识点时分3个步骤:①选择典型机织面料,分析面料的正反面、织物组织结构、经纬密度、纱支等参数。
②收集相关资料,根据典型面料产品,确定经织缩、纬织缩、染整幅缩率、染整长缩率等工艺。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
色织物工艺设计任务:57/58英寸, C 50S⨯ C 50S 140⨯100 生产量15000米交货期17第一章总论1.1 概况随着市场的繁荣和经济社会的发展,人们的消费观念有了很大的改变。
随着人们的生活水平不断的提高,对服饰的要求:穿着舒适、健康、卫生等不断的被扩大。
所以,纯棉织物由纯棉纱线织成,织物品种繁多,花色各异。
在纺织加工中,大多数经纱在织造前都必须用浆液对经纱进行上浆,以提高经纱的可织性。
它是经纱准备工程中一项非常重要的工序,是降低织造时经纱断头和提高产品质量的主要途径之一。
浆纱工程包括浆料的选择与调制、浆纱机性能以及上浆工艺的确定。
在制定新的浆液配方时,既要进行理论分析,又要通过实验测定,经常参照同类型品种的有关配方,做一些必要的变动,进行小批量试验,,再逐步确定实际使用的配方。
不同品种的织物,其组织结构、外观风格、纱线种类、纱线线密度及准备质量各不相同,在织造时用根据具体情况制定工艺参数,制定时应改善织物物理机械性能、提高织物的外观效应、降低织疵等。
将织物通过整理,按国际标准和客户要求在一定程度上消除织物疵点,提高织物质量,更能增加客户的满意程度。
1.2 主要经济技术指标要求的总产量为15000米,交货期:17天。
1.3 本设计特点的综合评价本设计从织物的分析设计推导出织物的用纱量,由此展开了络筒工艺到后整理工艺的分析与设计,本产品工艺流程完整、清晰。
最后对织物的关键技术及质量控制进行了系统的阐述。
此外,道出了本人在色织物设计过程中一点一滴的心理体会与感受。
第二章 织物的工艺设计2.1织物分析与上机图设计1) 织物规格:门幅57/58英寸,C 50S ⨯ C 50S 140⨯100 2) 经纬密140×100,产量15000米,交货期17天。
3) 织物组织:平纹4) 边纱组织及根数:布边为平纹,40根 5)色经、色纬排列 6)上机图2.2工艺设计与计算 一.技术条件1.染整幅缩率:6.5%2.伸长率:1.5%、加成率 5%3.经纱织缩率:为织物组织系数)纬w e w j P N C p a %(10%8.9506948.0100≈=⨯=⨯=4.纬纱织缩率:5%5.边纱根数:406.布身每筘穿入数:2入7.布边每筘穿入数:4入二.工艺计算1.1464.52.557=⨯=成w (cm )2.坯布幅宽1565.61%5.615.571=''=-=-=aw 成(cm )3.坯布经密()()/10cm)/515.4/9.130%5.6-1140-1根吋(根染整幅缩率成品布经密=⨯=⨯=4.坯布纬密()()/10cm )/378.8/5.98%5.1-1100-1根吋(根伸长率成品布纬密=⨯=⨯=5.总经根数根根)取布边每筘穿入数布身每筘穿入数边纱根数坯布经密坯布幅宽8070(35.807042-1409.1305.611=⎪⎭⎫⎝⎛⨯+⨯=⎪⎭⎫ ⎝⎛-⨯+⨯=6.穿筘幅3.164"7.64%515.611==-=-=w a w 坯(cm ) 7.英制筘号()()##622.6224%519.1302%1取每筘穿入数坯=⨯-⨯=⨯-⨯=w j a p8.英寸英寸筘幅上机筘幅684644=+=+= 9.cm 1662164cm 2=+=+=筘幅织轴开档 10.一米经长=111.1%10-11a -11j ==(m )11.花一花经纱数边纱根数总经根数全幅花数2.8990408070=-=-=色经、色纬排列织物经纱排列经纱一花根数为90根织物纬纱排列纬纱一花根数为70根花一花经纱数边纱根数总经根数全幅花数2.8990408070=-=-=≈89花余0.2×90=18(因为余数小于一花经纱数的一半,做加头处理)劈花如下(1)将花型较大、较宽、色泽较浅初步放在首位 此时A>B(2)将292=+BA 置于首位 40-29=11置于末位,重新排花如下2.2.1经浆排花工艺根据织物色经循环特点,采用分条排花法。
(筒子架容量:800) 方法描述:将色经循环中的各色经纱均匀分配到各经轴上,浆纱机按工艺要求排筘,不需放绞线。
用纱量计算(1)各色经纱用纱量白色总经根数为 40×89=3560根红色总经根数为 12×89=1068根 蓝色总经根数为 20×89=1780根 黑色总经根数为 18×89=1602根 白色边纱根数为 40各种经纱英制支数用纱系数各种经纱总经根数百米经纱用纱量⨯=j a -1 白色经纱用量=79.450060533.0%1013560=⨯-(kg/百米)红色经纱用量=44.150060533.0%1011068=⨯-(kg/百米) 蓝色经纱用量=39.250060533.0%1011780=⨯-(kg/百米) 黑色经纱用量=15.250060533.0%1011602=⨯-(kg/百米) 白色边纱用量=06.050059916.0%10140=⨯-(kg/百米) 经纱总用纱量=4.79+1.44+2.39+2.15+0.06=10.83(kg/百米)(2)各色纬纱用纱量用纱常量计算常数各色纬纱英制支数)(筘幅平均纬密一花总根数白色纬纱在一花中根数各色纬纱用纱量⨯+⨯⨯=4 白色纬纱用量=82.3060533.05047.645.98901032=⨯+⨯⨯+)((k g /百米)红色纬纱用纱量=64.1060533.0507.685.98908=⨯⨯⨯(k g /百米)白色纬纱用纱量=46.1060533.0507.685.989016=⨯⨯⨯(k g /百米)红色纬纱用纱量=27.1060533.0507.685.989014=⨯⨯⨯(k g /百米)2.2.1经浆排花工艺根据织物色经循环特点,采用分条排花法。
(筒子架容量:800) 方法描述:将色经循环中的各色经纱均匀分配到各经轴上,浆纱机按工艺要求排筘,不需放绞线。
伸缩筘排花:(1)伸缩筘最多可用筘齿数:700齿(2)平均每筘穿入数:8070/700=11.53根/齿 9根/齿、10根/齿、11根/齿(3)伸缩筘排筘:第3章工艺流程的确定与设备的选型3.1工艺流程的确定:经纱:筒子→ 漂染→ 络筒→ 穿结经——织造下机织物整理纬纱:筒子→染色→络筒→卷纬3.2主要设备的选择:AUTOCONER338自动络筒机主要技术特征贝宁格分批整经机主要技术特征GA308型浆纱机主要技术特征G177型穿综机主要技术特征喷气ZAX主要技术特征第4章 上机工艺设计4.1.络筒工艺设计机型:Autocuner338 络筒工艺参数设置①tex:11.7 线密度-②Ne: 50s 1.络筒速度络筒速度的大小主要取决于络筒机产量与时间效率、纱线品种与性能、纱线喂入形式、络筒机型等因素。
2.络筒张力络筒张力一般根据卷绕密度进行调节,同时应保持筒子成形良好,通常为单纱强力的8%—12%。
在络筒机上通过调整张力装置的有关参数来改变络筒张力,这与具体的张力装置形式有关。
同品种各锭的张力必须一致,以保证各筒子卷绕密度和纱线弹性的一致性。
4.2整经工艺设计机型:贝宁格分批整经机ZDA 技术条件:(1)经纱织缩率:10% (2)浆纱伸长率:1.5% (3)浆纱回丝长度:35m(4)自然缩率及数码损失率:1.5% ▪ 门幅:1800mm ▪ 速度:850m/min▪ 适应品种:6~80S 的纯化绵、化纤、混纺纱线 1)经浆排花工艺:分条排花工艺 适用:阔条排列产品 2)配轴筒子架容量总经根数经轴数==轴1109.108008070≈=白色需要浆纱经轴数:45.48003560= 修正5轴 红色需要浆纱经轴数:34.18001068= 修正2轴蓝色需要浆纱经轴数:23.28001780= 修正2轴 黑色需要浆纱经轴数:00.28001602= 修正2轴主要工艺计算: (1)总经根数根根)取布边每筘穿入数布身每筘穿入数边纱根数坯布经密坯布幅宽8070(35.807042-1409.1305.611=⎪⎭⎫⎝⎛⨯+⨯=⎪⎭⎫ ⎝⎛-⨯+⨯=(2)整经配轴=09.108008070= 修正为10轴 初算每轴根数=807108070==修正后轴数总经根数(根)即将其平均分配于10个配轴上,配轴为:870⨯10 (3)整经轴理论卷绕长度L()())(487461042.05.26787.11560418014.3104322322m r d D T N Ht=⨯⨯-⨯⨯⨯⨯=⨯⨯-⨯⨯⨯⨯=π(4)浆轴的最大卷绕长度L()())(58211042.011787.115196418014.3104322322m r d D T N Ht=⨯⨯-⨯⨯⨯⨯=⨯⨯-⨯⨯⨯⨯=π(5)墨印长度:()()m)(7.16916%10-1%5.1115000-11=+⨯=+⨯=经织缩率自然缩率及放码损失率公称匹长墨L 连匹数=5.481205821340==⨯浆L 修正为48匹修正L 浆=48×120+2.5=5762.5(m )浆轴数n=5.85.576248746= 修正为9轴 (6)浆纱实际长度L=5762.5×9=51862.5(m )(7)一米经长=m 111.1%10-11a -11j == (8)40米纱织出的布长度()%5.9-1%5.1140+⨯=布L()47.35%5.11%10140=+-⨯=布L (m ) (9)每个筒子净重1.67kg ,求每个筒子的长度L 筒子=7.14210007.1167.11000t =⨯=⨯T G (km ) (10)2个经轴长=2×48746=97492即每个筒子能绕3个经轴,则9个经轴需要3个满筒子, 设筒子架容量560,则需满筒子为=3×560=16804.3浆纱工艺设计机型:GA308型浆纱机配方:变性淀粉65%、聚丙烯酸酰胺20%、PVA15%、蜡片为粘着剂的2% 依据:①纯棉为纤维素纤维,含有羟基,所以选择变性淀粉浆; ②变性淀粉浆的粘度低,PVA 的粘度稳定,所以中和考虑; ③为了防止静电加入蜡片。
(一)浆纱工艺参数考虑点:(1)50s 纱属于低特线密度纱,毛羽少,要考虑增强与减磨,上浆率应大些;(2)纬重平织造时单位长度经纱所受的摩擦次数多,所以上浆率大些。
基础条件:浆液浓度3%、PVA 含水率8%、变性淀粉的含水率为15%浆液体积为1.5L 。
仪器:长量仪、NDJ —79旋转式粘度计技术条件:回潮率6.5%、伸长率0.5%、后上蜡3‰、PH 值为7.5(二)工艺计算设变性淀粉的质量为xg 、聚丙烯酸酰胺的质量为yg 、PVA 的质量为zg.%33z y x %251z %101y %81x =+++++)—()—()—(3413z y x 解得 X=216g y=66g z=50g 即变性淀粉216g 聚丙烯酸酰胺66g PVA50g蜡片的质量=(216+66+50)×2%=6.6g4.4织造工艺设计1、织布机型的选择: GA708喷气织机主要技术参数: 公称筘幅: 150~280cm 可调筘幅: 60~70cm车速: 550~650r.p.m (按筘幅、织造品种而定) 纬色: 单色,混纬,双色、四色自由选纬 开口: 消极凸轮开口 8页 曲柄开口 6页 机械多臂开口 16页 电子多臂开口 16页织轴直径: φ800mm 、φ930mm 、φ1000mm 卷布直径: φ600mm (曲柄开口φ520mm )主电机额定功率:2.6Kw (消极凸轮开口,190筘幅) 单机噪声: <90dB (A ) 2、车速550~650r/min,选620r/min 3、公称筘幅: 150~280cm,选190cm4、织轴直径: φ800mm 、φ930mm 、φ1000mm,选φ800mm (一)开口工艺设计1、经位置线的调节(参考书P402)2、开口类型:凸轮开口装置(棉织手册P200)3、开口时间:320°喷气织机开口时间范围310°~340°,波动范围±10°,选330°,为了使载纬器在梭口中有较长的引纬时间,开口应迟些. 4、后梁高度:范围-2~2,选+1,原因:一般采用高后梁,有利于打紧纬纱,有利于消除筘痕。