刚性攻牙的参数修改
FANUC0i系列攻牙标准参数

FANUC0i系列攻牙标准参数0i-MB 參&=bsp;數說明參考設定值=82?nbsp;註3706#03706#1 主軸與POS ITION CODER?比 0,0 1:15200#1 主軸與POS=TION CODER齒比設定0:NO.3706#1,01:NO.5221~5224,&=bsp;NO.5231~5234 05200#4 攻牙旋?F6進給率設定 0 無效5201#0 ?BD滑剛性攻牙 1 有效5201#2&=bsp;攻入、旋出加減速時間設定0?BA NO.5261~52641: NO.5261~5264, NO.5271~5274 0&nb=p;5201#3 攻牙旋出進給率增量=86挝?:1%1:10% 05202#0 剛?D4攻牙前先做主軸定位 1 有=D0?nbsp;5210 剛性攻牙指令碼 29&=bsp;5211 攻牙旋出進給率 100&nb=p;100%5221 低檔主軸側齒數(GR10=1)&n=sp;05222 中檔主軸側齒數(GR20==) 05223 高檔主軸側齒數(GR3==1) 05231 低檔馬達側齒數(G=10=1) 05232 中檔馬達側齒數=GR20=1) 05233 高檔馬達側齒?B5(GR30=1) 05241(低檔)5242(中檔)5243(=B8邫n) 剛性攻牙之主軸上限值=nbsp;3000 5261 低檔攻入(旋出)?D3減速時間(GR10=1) 12005262 中=99n攻入(旋出)加減速時間(GR20=1) 1200&=bsp;5263 高檔攻入(旋出)加減?D9時間(GR30=1) 12005271 低檔旋=B3黾訙p速時間設定(GR10=1) 052=2 中檔旋出加減速時間設定(GR20=1)&=bsp;05273 高檔旋出加減速時=E9g設定(GR30=1) 05280 Z 軸位=D6棉捖吩鲆?nbsp;25005281 低?位置迴路增益(GR10=1) 250052=2 中檔位置迴路增益(GR20=1) 2500&=bsp;5283 高檔位置迴路增益(GR3==1) 25005300 Z 軸檢測寬度&n=sp;305301 主軸檢測寬度 30 =5310 Z 軸移動中位置偏移=C1?nbsp;320005311 主軸移動中?BB置偏移量 320005312 Z 軸=CDV怪形恢闷 屏?nbsp;50053=3 主軸停止中位置偏移量500=nbsp;5321~ 5323 剛性攻牙主軸?B3隙補償04000#0 主軸和馬=DF_轉動方向0:同向1:反向 0&nbs=;4001#4 主軸和主軸外部檢出?F7轉動方向0:同向1:反向 0 =4002#3,2,1,0 主軸外部檢出器型=CA?nbsp;0,0,0,1 以馬達速度檢出器作=CE 恢没仞?nbsp;4003#0 主軸定位方=CA?nbsp;0 POSITI ON CODER4003#3,#2 主軸=B6ㄎ恍 D方向皮帶式:1,0齒輪?BD:1,1 1,0 固定正轉4003#7,6,5,4&nbs=;主軸外部檢出器齒數 0,0,0,0 256?CB/rev4004#2 外部一回轉信號 = 使用4004#3 外部一回轉信=CC枡z出邊緣設定 0 上緣40=6#1 齒數比解析度選擇 1 *1000&nb=p;4010#2,1,0 主軸馬達檢出器型式 =,0,0 Mi sensor4011#2,1,0 主軸馬達檢=B3銎鼾X數 0,1,0 256λ/rev4016#7 =CE恢每刂颇J?主軸定位)是否?BF次檢查外部一回轉信號 1 ?BF次檢查4038 主軸定位速度&n=sp;1004044 高檔速度迴路比=C0 鲆?CTH1A=0) 20(10)4045 低=99n速度迴路比例增益(CTH1A=1) 20(10)=nbsp;4052 高檔速度迴路積分?F6益(CTH1A=0) 100(10)4053 低檔速=B6绒捖贩e分增益(CTH1A=1) 100(10) =4056 高檔齒數比(CTH1A=0,CTH2A=0) 738&nbs=;4057 中高檔齒數比(CTH1A=0,CTH2A=1)=nbsp;7384058 中低檔齒數比(CTH1A=3D1,CTH2A=0) 7384059 低檔齒數?C8(CTH1A=1,CTH2A=1) 7384060 主軸定=CE恢 邫n位置迴路增益(CTH1A=0,CTH2A=3D0) 10004061 主軸定位之中=B8邫n位置迴路增益(CTH1A=0,CTH2A=1) 10=04062 主軸定位之中低檔?BB置迴路增益(CTH1A=1,CTH2A=0) 1000 =4063 主軸定位之低檔位置迴?B7增益(CTH1A=1,CTH2A=1) 10004065 ?DF檔位置迴路增益(CTH1A=0,CTH2A=0) 2500&=bsp;4066 中高檔位置迴路增?E6(CTH1A=0,CTH2A=1) 25004067 中低?位置迴路增益(CTH1A=1,CTH2A=0) 2500 &=bsp;4068 低檔位置迴路增益(CTH1A=1=CTH2A=1) 25004085 馬達電壓設?A8(%) (高速線圈用) 704099&nb=p;馬達激磁延遲時間 3004137 =馬達電壓設定(%) (低速線圈用)&nb=p;704171 高檔主軸側齒數(CTH1A=3D0) 484172 高檔馬達側齒數(C=H1A=0) 654173 低檔主軸側齒=94?CTH1A=1) 484174 低檔馬達側=FDX數(CTH1A=1) 65備註 :&nb=p;1. NO.4056 ~ 4059 齒比設定錯誤=95r,主軸定位會有左右晃動或=B6ㄎ凰俣茸兟 F象。
FANUC OI 刚性攻丝参数
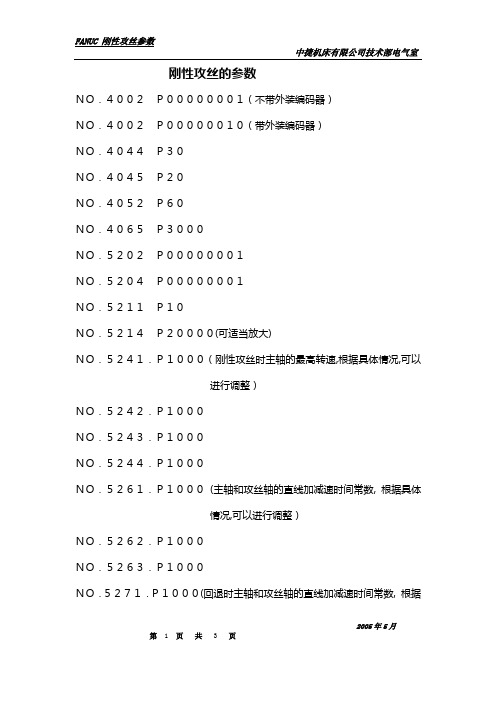
刚性攻丝的参数NO.4002P00000001(不带外装编码器)NO.4002P00000010(带外装编码器)NO.4044P30NO.4045P20NO.4052P60NO.4065P3000NO.5202P00000001NO.5204P00000001NO.5211P10NO.5214P20000(可适当放大)NO.5241.P1000(刚性攻丝时主轴的最高转速,根据具体情况,可以进行调整)NO.5242.P1000NO.5243.P1000NO.5244.P1000NO.5261.P1000(主轴和攻丝轴的直线加减速时间常数, 根据具体情况,可以进行调整)NO.5262.P1000NO.5263.P1000NO.5271.P1000(回退时主轴和攻丝轴的直线加减速时间常数, 根2005年5月据具体情况,可以进行调整)NO.5272.P1000NO.5273.P1000NO.5280.P3000(刚性攻丝时主轴和攻丝轴的位置控制回路增益, 根据具体情况, 可以进行调整)NO.5281.P0NO.5282.P0NO.5283.P0NO.5291.P2000(刚性攻丝时主轴回路增益系数, 根据具体情况, 可以进行调整)NO.5300.P50NO.5301.P50NO.5310.P10000(可适当放大)NO.5311.P10000(可适当放大)NO.5312.P300NO.5313.P300NO.5314.P5000(可适当放大)NO.5321.P10试验程序:夞2005年5月。
FANUC系统数控加工中心刚性攻丝时的参数设定
在 FANUC 0i等数控 系统 中对刚性攻 丝 的处理 设置 了 3 种指令 模式 ,即 :①在 G84(攻丝 循环 )之前 由 M29 S X××X 指令 ;② 在 G84同一段 中 ,由 M29 S X×××指令 ;③不 用 M 代码 ,而直接 由 G84来指令 。但 不论 是哪种方式进行 刚性攻 丝 ,都必须具备最基本 的 3个 条件 :
(3)合 羽{凸 数。根据 主轴不 同传动结构 ,涉及刚性攻
【作者 简 介 】丁海萍(1979一),男,研究生,讲师,研究方向:机械制造及其自动化。 41
丝的参数是很多的。要合理设定这些参数 ,了解参 数的意义是 必要 的 ,并要抓住要害才能达到事半功倍 的效果 。本 文着重说 明各种参数 的具体含义 。
2010年 9月 第 9期 (总第 142期 )
广 西 轻 工 业 GUANGxIJ0uRNAL oF LIGHT lNDusTRY
机 械 与 电 气
F A N U C 系统 数 控加 工 中心 刚性 攻 丝 时的参 数设 定
丁 海 萍 ,杨 晶
(南通 职 业大学数 控 中心 ,江 苏 南通 226007)
【中图分类号 】TG659 【文献标识码 】 B
【文章编号 】 1003—2673(2010)09—41—02
1 引言 刚性攻丝功能 以高速高效 高精度 加工螺纹 而被越 来越多
的机 床用 户所青睐 ,因此调试好此功能 ,使其达 到高速高精度 的性 能 ,以满足用户广泛的 ̄JnY-需求是很有 必要 的,对于精度 要求高的深孔 ,应通过选用合适 的攻 丝方法和合理设置数控系 统参数等手段来实现。目前 刚性攻丝 已经成 为加工 中心不可缺 少 的一项主要功能。
FANUC刚性攻丝参数调整
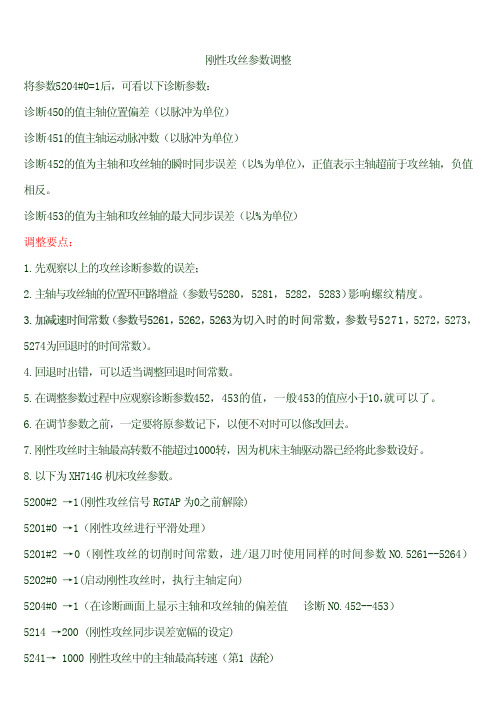
刚性攻丝参数调整将参数5204#0=1后,可看以下诊断参数:诊断450的值主轴位置偏差(以脉冲为单位)诊断451的值主轴运动脉冲数(以脉冲为单位)诊断452的值为主轴和攻丝轴的瞬时同步误差(以%为单位),正值表示主轴超前于攻丝轴,负值相反。
诊断453的值为主轴和攻丝轴的最大同步误差(以%为单位)调整要点:1.先观察以上的攻丝诊断参数的误差;2.主轴与攻丝轴的位置环回路增益(参数号5280,5281,5282,5283)影响螺纹精度。
5271,5272,5273,3.加减速时间常数(参数号5261,5262,5263为切入时的时间常数,参数号52715274为回退时的时间常数)。
4.回退时出错,可以适当调整回退时间常数。
5.在调整参数过程中应观察诊断参数452,453的值,一般453的值应小于10,就可以了。
6.在调节参数之前,一定要将原参数记下,以便不对时可以修改回去。
7.刚性攻丝时主轴最高转数不能超过1000转,因为机床主轴驱动器已经将此参数设好。
8.以下为XH714G机床攻丝参数。
5200#2→1(刚性攻丝信号RGTAP为0之前解除)5201#0→1(刚性攻丝进行平滑处理)5201#2→0(刚性攻丝的切削时间常数,进/退刀时使用同样的时间参数NO.5261--5264)5202#0→1(启动刚性攻丝时,执行主轴定向)5204#0→1(在诊断画面上显示主轴和攻丝轴的偏差值诊断NO.452--453)5214→200(刚性攻丝同步误差宽幅的设定)5241→1000刚性攻丝中的主轴最高转速(第1齿轮)5242→1000刚性攻丝中的主轴最高转速(第2齿轮)5243→1000刚性攻丝中的主轴最高转速(第3齿轮)5244→1000刚性攻丝中的主轴最高转速(第4齿轮)5261→600刚性攻丝中各齿轮的加/减速时间常数(第1齿轮)5262→600刚性攻丝中各齿轮的加/减速时间常数(第2齿轮)5263→600刚性攻丝中各齿轮的加/减速时间常数(第3齿轮)5264→600刚性攻丝中各齿轮的加/减速时间常数(第4齿轮)5280→1000刚性攻丝中主轴和攻丝轴的位置控制的环路增益5291→3150刚性攻丝中主轴的环路增益乘数(第1档)5292→3150刚性攻丝中主轴的环路增益乘数(第2档)5293→3150刚性攻丝中主轴的环路增益乘数(第3档)5294→3150刚性攻丝中主轴的环路增益乘数(第4档)5300→20刚性攻丝时攻丝轴的到位宽度5301→20刚性攻丝时主轴的到位宽度5310→8000刚性攻丝时攻丝轴移动时位置偏差的极限值5311→8000刚性攻丝时主轴移动时位置偏差的极限值3705#5→1(具有恒线速控制功能或参数NO.3706#4GTT设为1时,对于S代码不输出SF) 3706#4→1(主轴齿轮换档方式为T型)5313→1000刚性攻丝中主轴停止时位置偏差的极限值3742→1000刚性攻丝中移动轴停止时位置偏差的极限值。
基于Fanuc Servo Guide软件的刚性攻丝参数设定与调整

基于Fanuc Servo Guide软件的刚性攻丝参数设定与调整张丽;朱强【摘要】为了解决零件加工中心在刚性攻丝时螺纹乱牙的问题,通过Fanue Servo Guide软件的联机测试,对系统参数进行设定与调整,以达到高速高精加工螺纹的目的.经实际运用,该实施方案可靠性强,对工程实践应用具有一定的参考价值.【期刊名称】《重庆科技学院学报(自然科学版)》【年(卷),期】2015(017)006【总页数】3页(P94-96)【关键词】刚性攻丝;Fanuc Servo Guide;参数设定【作者】张丽;朱强【作者单位】芜湖职业技术学院机械工程学院,安徽芜湖241006;芜湖职业技术学院机械工程学院,安徽芜湖241006【正文语种】中文【中图分类】TH161在零件加工中,螺纹加工应用十分广泛。
数控机床的刚性攻丝功能具有高速、高效的特点,特别是其能够加工深孔螺纹的优势越来越得到用户的认可[1-2]。
但在常规的螺纹加工中,用户按照机床说明去设置对应的系统参数时,却往往难以达到预期效果,经常会出现螺纹乱牙现象。
为了解决零件加工中心在刚性攻丝时的螺纹乱牙问题,通过Fanuc Servo Guide软件调试,分析z轴的进给速度及其同步误差,对系统参数进行优化与调整,以求实现高速高精螺纹加工。
1 刚性攻丝原理理论上,在进行螺纹加工时,当主轴旋转1转后,z轴的进给总量应该等于丝锥的螺距[3]:式中:P—丝锥的螺距,mm;F— z轴的进给量,mm/min;S—主轴转速,r/min。
由式(1)可以看出,加工时P要保持恒定,F和S的比值要保持不变才能达到攻丝的要求,z的进给要和主轴转速保持同步;如果控制主轴的转速与z轴的进给量总是保持同步,那么螺纹加工的精度就可以得到保证,这种方法称为“刚性攻丝”[4]。
刚性攻丝就是针对上述要求在机床主轴上加装位置编码器,将主轴旋转的角度位置信息反馈给数控系统形成位置闭环,同时与z轴进给建立同步关系,保证主轴旋转角度和z轴进给位移的线性比例关系[5]。
刚性攻丝
5203#2
刚性攻丝时,前馈有效
1
5203#4
刚性攻丝时,进给倍率和倍率取消无效
0
5210
刚性攻丝方式指令M代码
29
5211
刚性攻丝拉拔倍率
200
5213
深孔攻丝循环的返回量
0
5241
刚性攻丝主轴最高转速(第1齿轮)
800
5242
刚性攻丝主轴最高转速(第2齿轮)
3000
5243
刚性攻丝主轴最高转速(第3齿轮)
2000
5200#0
G84/G74前,指定刚性攻丝方式指令的M代码的方式(参数5210)
0
5200#2
用G80、复位等解除刚性攻丝状态要等待G61.0变为0
0
5200#3
刚性攻丝齿轮换挡不使用主轴电机速度选择信号G32~33
0
5200#4
刚性攻丝拉拔倍率(参数5211)有效
1
5200#5
刚性攻丝作为高速深孔攻丝循环
0
5200#6
刚性攻丝时,进给保持,单段无效
0
5201#2
刚性攻丝时,攻入和拉拔使用相同切削时间常数(参数5261~5264)
0
5201#3
刚性攻丝拉拔倍率(参数5211)单位为1%
0
5201#4
通过程序指定拉拔时的主轴转速,拉拔时使倍率有效
0
5202#0
刚性攻丝启动时进行主轴定向
1
5202#4
刚性攻丝的I点向R点移动中,R点到位宽度由参数5300指定
5300
刚性攻丝中攻丝轴的到位宽度
20
5301
刚性攻丝中主轴的到位宽度
20
5310
附录10:主轴刚性攻螺纹调试与位置精度补偿

附录10:主轴/刚性攻螺纹调试与位置精度补偿实训项目4.4 目录相关知识与技能1.主轴定向1.1使用外部接近开关(1转信号)1.1.1接近开关与主轴放大器间的连接1.1.2 相关参数设置1.1.3对应的PMC处理程序1.2 使用位置编码器时1.2.1 整体连接1.2.2相关参数1.2.3 PMC处理程序1.3 使用主轴电动机的内置传感器1.3.1 连接1.3.2 相关参数1.3.3 主轴和电动机间传动比不是1:1时1.3.4 PMC处理程序2.主轴定位2.1 系统配置与连接2.2 相关参数设置2.3 PMC控制信号2.4 PMC处理程序3.刚性攻螺纹调试3.1 系统配置3.1.1 使用α编码器时3.1.2 使用αs编码器时3.1.3 使用Mzi、Bzi或Czi传感器时3.1.4 使用分离型Mzi、Bzi、Czi传感器时3.1.5 使用外部一转信号时3.1.6 主轴电动机与主轴间有中间轴时3.2 刚性攻螺纹配置的主轴电动机和传感器3.2.1 电动机内置传感器3.2.2主轴传感器3.3 刚性攻螺纹相关控制信号3.4 刚性攻螺纹PMC控制程序3.5 与刚性攻螺纹相关的其他参数设置3.6 刚性攻螺纹的诊断号3.7 利用伺服优化软件调试刚性攻螺纹3.8 刚性攻螺纹报警信息思考题实训项目4.5 目录相关知识与技能1.数控机床位置精度标准与级别1.1 国家标准GB 10931—891.2反向偏差/间隙2. 用百分表或千分表测量反向偏差2.1百分表或千分表结构2.2测量方法2.3具体操作2.4 反向偏差的补偿3. 螺距误差补偿3.1.1螺距误差补偿原理3.2.2 螺距误差补偿方法4. 用激光干涉仪补偿位置精度4.1 ML10激光干涉仪4.2 位置误差补偿操作4.3 激光干涉仪的其他功能5. QC10球杆仪5.1 QC10的组成及工作原理5.2主要功能5.3 QC10的操作思考题实训项目4.4 主轴/刚性攻螺纹调试实训学时:4学时。
M70攻牙调整TAP

图III-10-2为:攻丝前未使用单节控制及攻丝后返回R点的采样图。
图III-10-1 未使用单节控制时的攻丝采样图系统中Smp date(NCSAMP.CSV)为输出对象文件,需要在输出时或输出后更改文件后缀,使TAP5e软件可以读取,文件可以使用RS232、
以太网、CF卡输出,如下图III-10-3所示。
图III-10-3 输出画面
6、分析软件TAP5E的使用。
1)打开TAP5E软件,显示以下图III-10-4:
图III-10-4 TAP5E 软件初始画面2)软件设置说明。
设置攻丝及误差数据,完成设置后按0返回,如下图III-10-5所示。
图III-10-5 TAP5E 软件设置画面1
回车进入下一个画面
按1读取采样数据文件,如下图III-10-6:
图III-10-6 TAP5E软件设置画面2
7、误差分析。
软件读取采样数据后,可以显示位置曲线、速度曲线及误差曲线。
可以在软件的正上方读取误差值(P-P值),当P-P值小于140时,可以认为误差是比较小的,具体计算方式如下:
每螺距误差角度=P-P值/4096
常见误差情况:
1)孔底误差突然增大,此时需判断不平衡轴是否调整良好。
2)开始攻丝时误差曲线突然下凹,此时为主轴延迟,需要判断是主轴攻丝增益过低或是切削时扭矩不足造成。
此类情况,可以增大主轴VGN、降低PGN、增加攻丝时间常数来调整,优先调整VGN。
图III-10-7,攻丝开始时,误差曲线突然下沉,情况为主轴延迟是主轴攻丝增益过低或是切削时扭矩不足造成的。
刚性攻牙参数
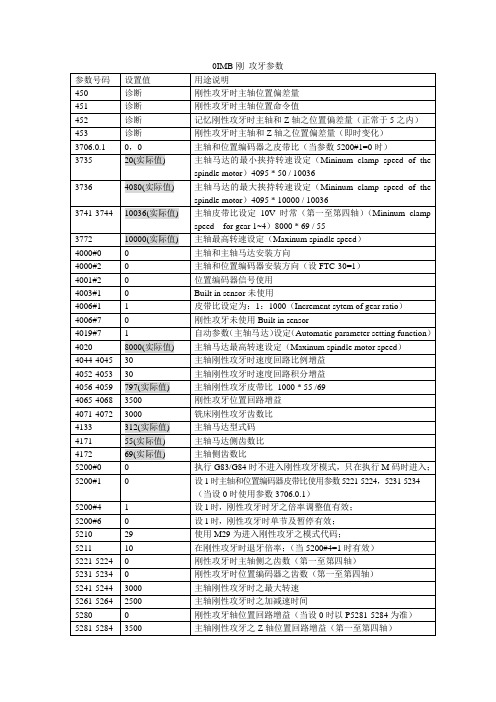
参数号码
设置值
用途说明
450
诊断
刚性攻牙时主轴位置偏差量
451
诊断
刚性攻牙时主轴位置命令值
452
诊断
记忆刚性攻牙时主轴和Z轴之位置偏差量(正常于5之内)
453
诊断
刚性攻牙时主轴和Z轴之位置偏差量(即时变化)
3706.0.1
0,0
主轴和位置编码器之皮带比(当参数5200#1=0时)
3735
5221-5224
0
刚性攻牙时主轴侧之齿数(第一至第四轴)
5231-5234
0
刚性攻牙时位置编码器之齿数(第一至第四轴)
5241-5244
3000
主轴刚性攻牙时之最大转速
5261-5264
2500
主轴刚性攻牙时之加减速时间
5280
0
刚性攻牙轴位置回路增益(当设0时以P5281-5284为准)
5281-5284
4000#2
0
主轴和位置编码器安装方向(设FTC-30=1)
4001#2
0
位置编码器信号使用
4003#1
0
Built in sensor未使用
4006#1
1
皮带比设定为:1:1000(Increment sytem of gear ratio)
4006#7
0
刚性攻牙未使用Built in sensor
3741-3744
10036(实际值)
主轴皮带比设定10V时常(第一至第四轴)(Mininum clamp speed for gear 1~4)8000 * 69 / 55
3772
10000(实际值)
基于Fanuc Servo Guide软件的刚性攻丝参数设定与调整
基于Fanuc Servo Guide软件的刚性攻丝参数设定与调整张丽;朱强
【期刊名称】《重庆科技学院学报(自然科学版)》
【年(卷),期】2015(17)6
【摘要】为了解决零件加工中心在刚性攻丝时螺纹乱牙的问题,通过Fanue Servo Guide软件的联机测试,对系统参数进行设定与调整,以达到高速高精加工螺纹的目的.经实际运用,该实施方案可靠性强,对工程实践应用具有一定的参考价值.
【总页数】3页(P94-96)
【作者】张丽;朱强
【作者单位】芜湖职业技术学院机械工程学院,安徽芜湖241006;芜湖职业技术学院机械工程学院,安徽芜湖241006
【正文语种】中文
【中图分类】TH161
【相关文献】
1.FANUC系统数控加工中心刚性攻丝时的参数设定 [J], 丁海萍;杨晶
2.基于伺服引导软件SERVO GUIDE的高速加工中心参数优化 [J], 黎帆;傅莉;龙宇;廖敏
3.基于FANUC加工中心刚性攻丝应用研究 [J], 程启森
4.FANUC 0iD系统动力刀刚性攻丝功能的实现 [J], 王宝平;王鸿博
5.FANUC数控系统刚性攻丝在数控车床上的实现 [J], 薄永柱;刘永吉;李忠玮;
因版权原因,仅展示原文概要,查看原文内容请购买。
刚性攻牙参数详细内容

427~430(T) 415~418 (T)
423~426 (T)
254 (T)
400(T)
401(T)
402(T) 403(T) 405(T) 214~217(T)
(F);進給率;(A);減速比;(G);主軸伺服增益。
攻牙軸位置偏差量=F/G ×1000/60×1/0.01(理論值);實際值顯示於(0-MC:參數802;18MC:診斷300)....(F):進給率;(G):攻牙軸伺服增 益;
註:2.做剛性攻牙時,必須將主軸及攻牙軸匹配時其誤差量控制在10以內(此誤差值18MC 顯示DGN453;0MC 在參數697;
0TC 在參數438):攻牙效果較佳。
註:3. 18系列做剛性攻牙時最多有四段減速比,0系列最多有三段。
註:4. 剛性攻牙時需要先將主軸馬達與主軸及檢出器的搭配先設定正確,再設定剛性攻牙參數。
註:5. 上述參數設定僅供範例參考:其值仍須依機台狀況實際調整。
註:6 剛性攻牙功能開啟9931#2(i)
右圖為剛性攻牙的診斷畫面,需P5204#0=1,FS-18iMA 的畫面。
16 TT ,
G28 G1028 G61 G1061 G27 G1027 G29 G1029 G70 G1070
輸出訊號位址(CNC->PMC): 16 F34 F38 F65 F76。
刚性攻牙参数表
5280
刚性攻牙时主轴和攻牙轴位置控制增益
617
5241~43
刚性攻牙时主轴最大速度
612
5261~63
刚性攻牙时加减速时间常数
669~72
5281~83
刚性攻牙时主轴和攻牙轴位置控制增益(有齿轮比时)
618
5300
攻牙轴IN-POSITION宽度
619
5301
主轴IN-POSITION宽度
620
GEAR RATIO
6565~68
4065~68
主轴在伺服模式时位置增益
6585
4085
主轴在伺服模式电压设定
6573
4073
刚性攻牙时GRID SHIFT量
附录五刚性攻牙参数表
5310
攻牙轴移动中位置偏差量限制
621
5311
主轴移动中位置偏差量限制
622
5312
攻牙轴停止间位置偏差量限制
623
5313
主轴停止间位置偏差量限制
255
5321
主轴背隙
6544~45
4044~45
主轴在伺服模式时速度比例增益
6552~53
4052~53
主轴在伺服模式时速度比例增益
6556~59
4056~59
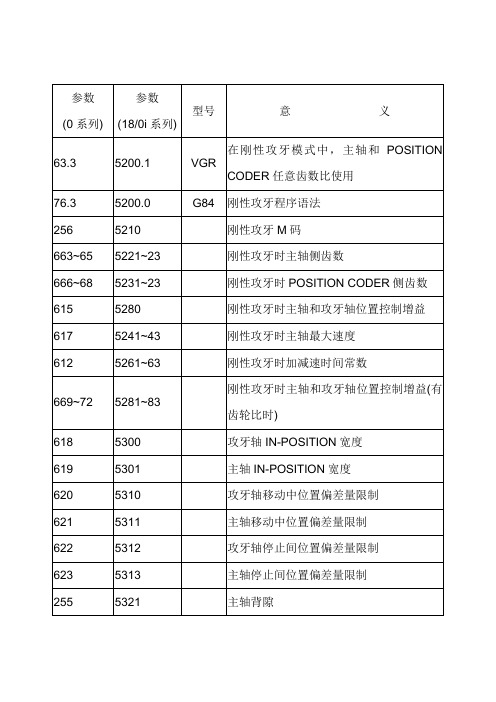
参数
(0系列)
参数
(18/0i系列)
型号
意义
63.3
5200.1
VGR
在刚性攻牙模式中,主轴和POSITION CODER任意齿数比使用
76.3
5200.0
G84
刚攻牙M码
663~65
5221~23
刚性攻牙时主轴侧齿数
666~68
刚性攻丝参数设置
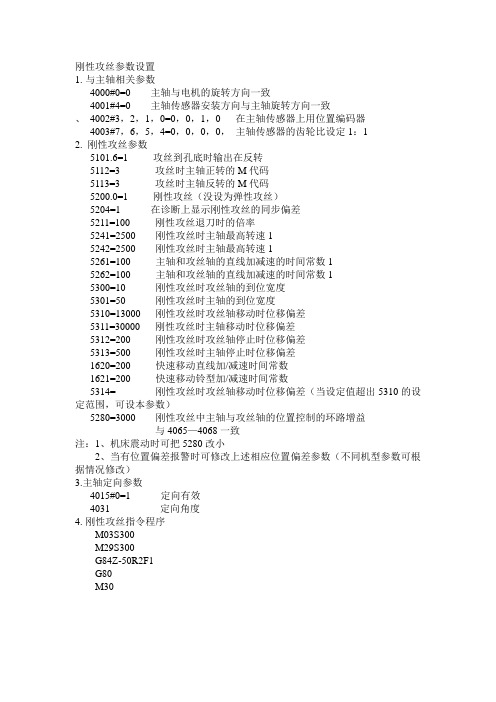
刚性攻丝参数设置1.与主轴相关参数4000#0=0 主轴与电机的旋转方向一致4001#4=0 主轴传感器安装方向与主轴旋转方向一致、4002#3,2,1,0=0,0,1,0 在主轴传感器上用位置编码器4003#7,6,5,4=0,0,0,0,主轴传感器的齿轮比设定1:12. 刚性攻丝参数5101.6=1 攻丝到孔底时输出在反转5112=3 攻丝时主轴正转的M代码5113=3 攻丝时主轴反转的M代码5200.0=1 刚性攻丝(没设为弹性攻丝)5204=1 在诊断上显示刚性攻丝的同步偏差5211=100 刚性攻丝退刀时的倍率5241=2500 刚性攻丝时主轴最高转速15242=2500 刚性攻丝时主轴最高转速15261=100 主轴和攻丝轴的直线加减速的时间常数15262=100 主轴和攻丝轴的直线加减速的时间常数15300=10 刚性攻丝时攻丝轴的到位宽度5301=50 刚性攻丝时主轴的到位宽度5310=13000 刚性攻丝时攻丝轴移动时位移偏差5311=30000 刚性攻丝时主轴移动时位移偏差5312=200 刚性攻丝时攻丝轴停止时位移偏差5313=500 刚性攻丝时主轴停止时位移偏差1620=200 快速移动直线加/减速时间常数1621=200 快速移动铃型加/减速时间常数5314= 刚性攻丝时攻丝轴移动时位移偏差(当设定值超出5310的设定范围,可设本参数)5280=3000 刚性攻丝中主轴与攻丝轴的位置控制的环路增益与4065—4068一致注:1、机床震动时可把5280改小2、当有位置偏差报警时可修改上述相应位置偏差参数(不同机型参数可根据情况修改)3.主轴定向参数4015#0=1 定向有效4031 定向角度4.刚性攻丝指令程序M03S300M29S300G84Z-50R2F1G80M30。
刚性攻丝的调试

刚性攻丝的调试:
确认同步误差(DGN453小于10或servo guide 测定值在100 以内) 在合理范围内时
对于刚性攻丝,调整以下参数:
1、调整位置增益
参数No.4065~4068=5000,主轴位置增益;No.5280~5284=5000,攻丝轴位置增益。
主要影响精度。
必须两者始终保持一致,否则导致同步误差变大。
如果增益变大的话,会导致同步误差变大,加工用时越少。
2、攻丝时加减速时间常数
进刀时加减速时间常数:No.5261~5264 。
退刀时加减速时间常数:NO.5271-5274(5201#2=0时和进刀时一样)
5201:可设置进刀和拉拔用一样还是分别的时间常数。
#2=0:进刀和拉拔时都用5261-5264,
#2=1:进刀和拉拔时都用各自的时间常数,设为1时:
5261-5264:进刀
5271-5274:拉拔
相同条件下,攻丝时间常数越小,同步误差越大或电机异响,加工用时越少。
3、主轴前馈
先修改攻丝增益和攻丝时间常数,然后加攻丝前馈。
有时加上攻丝前馈之后诊断453仍比较大,可尝试减小一下先行前馈系数(4344和2092)
参数No.5203#2=1,刚性攻丝中使前馈有效,提高主轴位置控制的响应。
2005#1=1:使用前馈功能。
4344:9900 先行前馈系数,
(攻丝时前馈有效的情况下该值必须和攻丝轴 Z 轴前馈2092设定一致);
2092:攻丝轴的前馈系数。
4037:50 速度环路前馈系数(攻丝前馈有效时该值必须和攻丝轴 Z 轴前馈2069设定一致);2069:速度前馈系数。
5203:。
FSSB智能刚性攻丝参数设定(建议设定值)V1.2
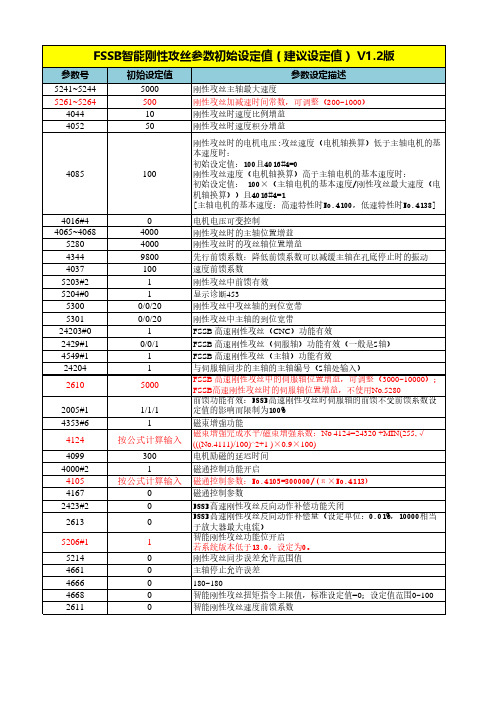
4085
1 5280 4344 4037 5203#2 5204#0 5300 5301 24203#0 2429#1 4549#1 24204 2610 2005#1 4353#6 4124 4099 4000#2 4105 4167 2423#2 2613 5206#1 5214 4661 4666 4668 2611
FSSB智能刚性攻丝参数初始设定值(建议设定值) V1.2版
参数号 5241~5244 5261~5264 4044 4052 初始设定值 5000 500 10 50 参数设定描述
刚性攻丝主轴最大速度 刚性攻丝加减速时间常数,可调整(200~1000) 刚性攻丝时速度比例增益 刚性攻丝时速度积分增益 刚性攻丝时的电机电压:攻丝速度(电机轴换算)低于主轴电机的基 本速度时: 初始设定值:100且4016#4=0 刚性攻丝速度(电机轴换算)高于主轴电机的基本速度时: 初始设定值: 100×(主轴电机的基本速度/刚性攻丝最大速度(电 机轴换算))且4016#4=1 [主轴电机的基本速度:高速特性时No.4100,低速特性时No.4138] 电机电压可变控制 刚性攻丝时的主轴位置增益 刚性攻丝时的攻丝轴位置增益 先行前馈系数:降低前馈系数可以减缓主轴在孔底停止时的振动 速度前馈系数 刚性攻丝中前馈有效 显示诊断453 刚性攻丝中攻丝轴的到位宽带 刚性攻丝中主轴的到位宽带 FSSB 高速刚性攻丝(CNC)功能有效 FSSB 高速刚性攻丝(伺服轴)功能有效(一般是Z轴) FSSB 高速刚性攻丝(主轴)功能有效 与伺服轴同步的主轴的主轴编号(Z轴处输入) FSSB 高速刚性攻丝中的伺服轴位置增益,可调整(3000~10000); FSSB高速刚性攻丝时的伺服轴位置增益,不使用No.5280 前馈功能有效:FSSB高速刚性攻丝时伺服轴的前馈不受前馈系数设 定值的影响而限制为100% 磁束增强功能 磁束增强完成水平/磁束增强系数:No 4124=24320 +MIN(255,√ (((No.4111)/100)^2+1 )×0.9×100) 电机励磁的延迟时间 磁通控制功能开启 磁通控制参数:No.4105=300000/(π×No.4113) 磁通控制参数 FSSB高速刚性攻丝反向动作补偿功能关闭 FSSB高速刚性攻丝反向动作补偿量(设定单位:0.01%,10000相当 于放大器最大电流) 智能刚性攻丝功能位开启 若系统版本低于13.0,设定为0。 刚性攻丝同步误差允许范围值 主轴停止允许误差 智能刚性攻丝铃型加减速时间,标准设定值=0;设定值范围180~180 智能刚性攻丝扭矩指令上限值,标准设定值=0;设定值范围0~100 智能刚性攻丝速度前馈系数
刚性攻牙调整
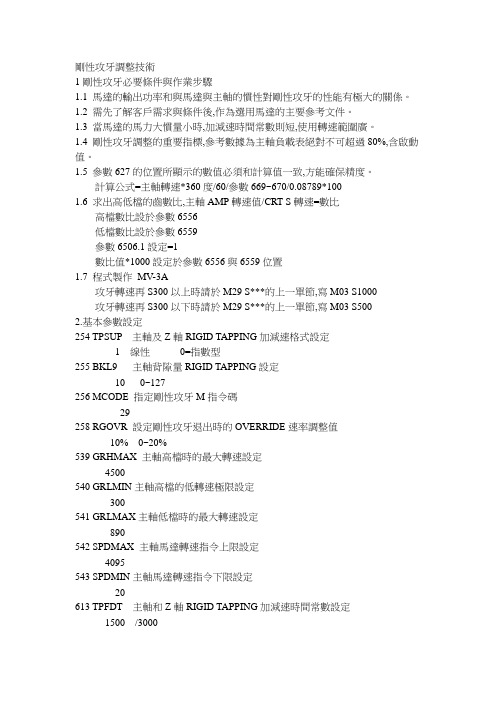
剛性攻牙調整技術1剛性攻牙必要條件與作業步驟1.1 馬達的輸出功率和與馬達與主軸的慣性對剛性攻牙的性能有極大的關係。
1.2 需先了解客戶需求與條件後,作為選用馬達的主要參考文件。
1.3 當馬達的馬力大慣量小時,加減速時間常數則短,使用轉速範圍廣。
1.4 剛性攻牙調整的重要指標,參考數據為主軸負載表絕對不可超過80%,含啟動值。
1.5 參數627的位置所顯示的數值必須和計算值一致,方能確保精度。
計算公式=主軸轉速*360度/60/參數669~670/0.08789*1001.6 求出高低檔的齒數比,主軸AMP轉速值/CRT S轉速=數比高檔數比設於參數6556低檔數比設於參數6559參數6506.1設定=1數比值*1000設定於參數6556與6559位置1.7 程式製作MV-3A攻牙轉速再S300以上時請於M29 S***的上一單節,寫M03 S1000攻牙轉速再S300以下時請於M29 S***的上一單節,寫M03 S5002.基本參數設定254 TPSUP 主軸及Z軸RIGID TAPPING加減速格式設定1 線性0=指數型255 BKL9 主軸背隙量RIGID TAPPING設定100~127256 MCODE 指定剛性攻牙M指令碼29258 RGOVR 設定剛性攻牙退出時的OVERRIDE速率調整值10% 0~20%539 GRHMAX 主軸高檔時的最大轉速設定4500540 GRLMIN主軸高檔的低轉速極限設定300541 GRLMAX主軸低檔時的最大轉速設定890542 SPDMAX 主軸馬達轉速指令上限設定4095543 SPDMIN主軸馬達轉速指令下限設定20613 TPFDT 主軸和Z軸RIGID TAPPING加減速時間常數設定1500/3000614 TPFFL 剛性攻牙時主軸和Z軸的指數型加減速時間的下限速度設定1030~10615 TPLPG617 TPSMX 剛性攻牙時,主軸容許轉速設定2500618 TPIPZ 剛性攻牙時,Z軸的位置準確寬度設定20619 INP9 剛性攻牙時,主軸的位置準確寬度設定20620 TPERZ 剛性攻牙時,Z軸的移動中位置偏差量限制設定10000621 TPER9 剛性攻牙時,主軸的移動中位置偏差量限制設定10000622 TPERZ 剛性攻牙時,Z軸的停止中位置偏差量限制設定500623 TPER9 剛性攻牙時,主軸的停止中位置偏差量限制設定500626 TPPBS 剛性攻牙時,標準螺紋常數設定3125UNIT=mm/min 6~1500037.6 V ALT 剛性攻牙時間常數用無段切換1 有效0=無效627 ERR9 剛性攻牙時,主軸的位置偏差量”診斷用”628 IPL9 剛性攻牙時,主軸的分配量”診斷用”35.6 LGCM 可改變自動換檔的S轉速值1有效585 SPDMXL 低檔與高檔的轉變參數設定4070計算式=馬達轉速/4096*低檔最高轉速*數比586 SPDMXH 主軸高檔時的轉速設定4095計算式=馬達轉速/4096*高檔最高轉速*數比6501.2 POSC2 POSITION CODE 信號使用否1使用6503.4 PCTYPE =06503.6 PCPL1 =06503.7 PCPL2 =06506.1 GRUNIT=16506.2 SPDUNT=0調整下列參數可影響SPINDLE STOP效果6556 最高檔數比設定例: 6000/4500*1000=1333求出高檔的數比,主軸AMP轉速值/CRT S轉速=數比6557 次高檔數比設定6558 次低檔數比設定6559最低檔數比設定例: 6000/890*1000=6740求出低檔的數比,主軸AMP轉速值/CRT S轉速=數比6520 馬達最高轉速設定6565剛性攻牙時,主軸和Z軸的位置控制迴路增益,高檔25006566剛性攻牙時,主軸和Z軸的位置控制迴路增益,次高檔10006567剛性攻牙時,主軸和Z軸的位置控制迴路增益,次低檔10006568剛性攻牙時,主軸和Z軸的位置控制迴路增益,低檔2500669 剛性攻牙時,主軸和Z軸的位置控制迴路增益”第一段齒輪”,低檔2500670 剛性攻牙時,主軸和Z軸的位置控制迴路增益”第二段齒輪”,高檔2500671 剛性攻牙時,主軸和Z軸的位置控制迴路增益”第三段齒輪”,最高檔25006511/6533 依馬達型式規格設定911.2=1 RIGID TAPPING OPTION。
0I 刚性攻牙

0I-MB刚性攻牙相关参数0i-MB 參數說明參考設定值備註3706#03706#1 主軸與POSITION CODER齒比 0,0 1:15200#1 主軸與POSITION CODER齒比設定0:NO.3706#1,01:NO.5221~5224, NO.5231~5234 05200#4 攻牙旋出進給率設定 0 無效5201#0 平滑剛性攻牙 1 有效5201#2 攻入、旋出加減速時間設定0:NO.5261~52641:NO.5261~5264, NO.5271~5274 05201#3 攻牙旋出進給率增量單位0:1%1:10% 05202#0 剛性攻牙前先做主軸定位 1 有效5210 剛性攻牙指令碼 295211 攻牙旋出進給率 100 100%5221 低檔主軸側齒數(GR10=1) 05222 中檔主軸側齒數(GR20=1) 05223 高檔主軸側齒數(GR30=1) 05231 低檔馬達側齒數(GR10=1) 05232 中檔馬達側齒數(GR20=1) 05233 高檔馬達側齒數(GR30=1) 05241(低檔)5242(中檔)5243(高檔) 剛性攻牙之主軸上限值 3000 5261 低檔攻入(旋出)加減速時間(GR10=1) 12005262 中檔攻入(旋出)加減速時間(GR20=1) 12005263 高檔攻入(旋出)加減速時間(GR30=1) 12005271 低檔旋出加減速時間設定(GR10=1) 05272 中檔旋出加減速時間設定(GR20=1) 05273 高檔旋出加減速時間設定(GR30=1) 05280 Z 軸位置迴路增益 25005281 低檔位置迴路增益(GR10=1) 25005282 中檔位置迴路增益(GR20=1) 25005283 高檔位置迴路增益(GR30=1) 25005300 Z 軸檢測寬度 305301 主軸檢測寬度 305310 Z 軸移動中位置偏移量 320005311 主軸移動中位置偏移量 320005312 Z 軸停止中位置偏移量 5005313 主軸停止中位置偏移量 5005321~ 5323 剛性攻牙主軸背隙補償 04000#0 主軸和馬達轉動方向0:同向1:反向 04001#4 主軸和主軸外部檢出器轉動方向0:同向1:反向 04002#3,2,1,0 主軸外部檢出器型式 0,0,0,1 以馬達速度檢出器作位置回饋4003#0 主軸定位方式 0 POSITION CODER4003#3,#2 主軸定位旋轉方向皮帶式:1,0齒輪式:1,1 1,0 固定正轉4003#7,6,5,4 主軸外部檢出器齒數 0,0,0,0 256λ/rev4004#2 外部一回轉信號 1 使用4004#3 外部一回轉信號檢出邊緣設定 0 上緣4006#1 齒數比解析度選擇 1 *10004010#2,1,0 主軸馬達檢出器型式 0,0,0 Mi sensor4011#2,1,0 主軸馬達檢出器齒數 0,1,0 256λ/rev4016#7 位置控制模式(主軸定位)是否每次檢查外部一回轉信號 1 每次檢查4038 主軸定位速度 1004044 高檔速度迴路比例增益(CTH1A=0) 20(10)4045 低檔速度迴路比例增益(CTH1A=1) 20(10)4052 高檔速度迴路積分增益(CTH1A=0) 100(10)4053 低檔速度迴路積分增益(CTH1A=1) 100(10)4056 高檔齒數比(CTH1A=0,CTH2A=0) 7384057 中高檔齒數比(CTH1A=0,CTH2A=1) 7384058 中低檔齒數比(CTH1A=1,CTH2A=0) 7384059 低檔齒數比(CTH1A=1,CTH2A=1) 7384060 主軸定位之高檔位置迴路增益(CTH1A=0,CTH2A=0) 10004061 主軸定位之中高檔位置迴路增益(CTH1A=0,CTH2A=1) 10004062 主軸定位之中低檔位置迴路增益(CTH1A=1,CTH2A=0) 10004063 主軸定位之低檔位置迴路增益(CTH1A=1,CTH2A=1) 10004065 高檔位置迴路增益(CTH1A=0,CTH2A=0) 25004066 中高檔位置迴路增益(CTH1A=0,CTH2A=1) 25004067 中低檔位置迴路增益(CTH1A=1,CTH2A=0) 25004068 低檔位置迴路增益(CTH1A=1,CTH2A=1) 25004085 馬達電壓設定(%) (高速線圈用) 704099 馬達激磁延遲時間 3004137 馬達電壓設定(%) (低速線圈用) 704171 高檔主軸側齒數(CTH1A=0) 484172 高檔馬達側齒數(CTH1A=0) 654173 低檔主軸側齒數(CTH1A=1) 484174 低檔馬達側齒數(CTH1A=1) 65備註:1. NO.4056 ~ 4059 齒比設定錯誤時,主軸定位會有左右晃動或定位速度變慢現象。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FANUC Oi 系统开通刚性攻牙功能需要设定参数仅供参考。
将参数 No.5200#0 设置为 1,修改以下参数:攻丝最高主轴转速 N0.5241 - N0.5244 主轴与攻丝轴的时间常
数 N0.5261 - No.5264 刚性攻丝轴回路增益 N0.5280 - N0.5284 刚性攻丝时攻丝轴移动位置偏差量的极限值N0.5310 刚性攻丝时主轴移动位置偏差量的极限值 N0.5311 刚性攻丝时的攻丝轴停止时的位置偏差量极限值 N0.5312 刚性攻丝时的主轴停止时的位置偏差量极限值 N0.5313 。
如下列: (1) 每分钟进给编程右螺纹G94;
Z 轴每分钟进给M3Sl000;主轴正转
(1000r/min) G9O G84
X-300.Y-250.Z-150.R-120. P300 F1000;右螺纹攻丝 , 螺
距 lmm 左螺纹G94; Z 轴每分钟进
给M4Sl000; 主轴反转(1000r/min) G9O G74 X-300.Y-250.Zl50.R-120.P300 F1000; 左螺纹攻丝 , 螺
距 lmm (2) 每转 ( 主轴 ) 进给编程右螺纹G95; Z 轴进给 / 主轴每转M3 S1000; 主轴正转 (1000r/min) G9O G84
X-300.Y-250.Z-150.R-120. P300 F1.0; 右螺纹攻丝 , 螺
距 1mm 右螺纹G95;Z 轴进给 / 主轴每转M4S1000;主轴反
转 (1000r/min) G90 G74 X-300.Y-250.Z150.R-120. P300 F1.0;
左螺纹攻丝 , 螺距 l mm 以上刚性攻丝编程由于将参
数 No.5200#0 设置为 1, 固定循环 G84/ 成为刚性攻丝的指令 , 所以它的编程格式就完全与原固定循环 G84/G74 普通攻丝是一样的。