新一代汽车修补无尘干磨技术汽车无尘干磨机
汽车油漆培训-干磨流程及如何进行干磨

打磨表面或 磨毛 理
局部的驳口处理 清 洁 及 喷 面 漆 流挂及脏点处理 装
填 补 原 子 灰 打 磨 原 子 灰 喷 中 途 底 漆
配
质
检
Page 3
粗磨:去旧漆
工具
LEX 2 150/7
气动/电动
Air, 6 bar 气动,6公斤
砂碟
砂纸型号
Titan, P60-220 钛钽型 P60-220
目的:
由于事故或钣金的敲打 造成表面不平整,原子灰 主 要 用 于 填 补 凹 坑 及划 痕,以产生一个平滑的表 面.
材料:
双组份聚酯原子灰
Page 25
汽车修补涂装干磨工艺流程
Page 26
汽车修补涂装干磨工艺流程
腻子刮涂要求 必须将腻子与固化剂彻底搅拌均匀。 一次不要施涂大量的腻子根据施涂面积的位置。和 形状,腻子分几次施涂。 腻子必须刮涂在研磨范围内。 腻子刮涂时要注意收边。
汽车修补涂装干磨工艺流程
A. 不带除尘设备的打磨
没 有 任 何 除 尘 设备 的 打磨操作都会对人体 健 康 、环 境 保 护 、产 品质量等问题产生不 利的影响。
B. 带有吸尘系统的打磨
费斯托的带有吸尘系 统的打 磨 操 作 使 环 境 清 洁 、工 作 安 全 、效 率 提 高 并 能 发 挥高 品 质 的企业形象。
Wet sanding P1200-2000 湿磨砂纸: P800-1500
Page 8
抛光打蜡
工具 抛光盘直径 抛光配件 建议抛光使用速度(转/分钟) -----------------------------------------------------------------------------------------Coarse sponge/ 80 mm RAP 80.03E 3 - 5 (1200 - 2000 ) lambs wool 80 毫米 3-5级 粗海绵球/羊毛球
测评磨卡移动式无尘干磨工作站
测评磨卡移动式无尘干磨工作站作者:王全蕾来源:《汽车与驾驶维修》2011年第08期采用传统手工水磨工艺施工时,喷涂车间内遍地是污水,既影响喷漆质量,又不安全,对环境也会造成污染。
而且,由于新的双组份原子灰与中涂底漆硬度比过去更大,更难以研磨,使得采用传统水磨工艺,不仅费工费时,而且喷涂人员的工作强度很大。
这不仅影响了施工质量,还导致维修车间的接待能力不能得到有效提升。
此外,喷涂技师每天工作于满是污水的环境,对其身体健康也会造成危害。
实际上,最初喷涂车间采用的都是干磨工艺。
与水磨工艺相比,干磨工艺具有更高的施工质量和效率但由于过去的干磨工艺没有吸尘系统,导致车间粉尘满天飞,喷涂技师无一不被弄的灰头土脸。
这不仅给车间的施工环境带来影响,更大的问题是对人体,尤其是肺部会造成危害。
因此,干磨工艺渐渐被手工水磨工艺所取代。
直到无尘干磨工艺的出现,在保持干磨工艺种种优势的同时,解决了粉尘四散的问题,于是,喷涂车间又开始回归干磨时代。
无尘干磨是指使用气动或电动工具,而不需用水的打磨方法。
打磨所产生的粉尘将由吸尘系统所吸收。
衡量一套干磨系统的优劣,不仅取决于各组成部分的质量,同时也要考虑各部分之间的相互配合。
在此,本刊测评组选择了一款在维修企业中覆盖率较高的无尘干磨系统——磨卡移动式无尘干磨工作站(图1),并对其进行了一次专业测试,希望能够使读者朋友在了解该设备的同时,对无尘干磨工艺流程也有一个更深的认识。
1设备组成磨卡移动式无尘干磨工作站的主要组成包括:真空集尘桶、中央集尘式偏心磨机、方形磨机、吸尘手推板、气电联动盒,耗材和工具车。
(1)真空集尘桶(图2)(2)中央集尘式偏心磨机(图3)磨卡移动式无尘干磨工作站的高配产品,配备了一台5 mm和一台25 mm的偏心磨机。
磨机的偏心距越大,其研磨速度越快;而偏心巨越小,其操控性更好。
(3)方形磨机(图4)方形磨机主要用于粗磨和中磨阶段的原子灰研磨,适用于较大的平面部位。
汽车钣金喷涂技术 常用工具的正确使用-教案

《汽车钣金涂装技术》教案知识点常用工具的正确使用学时4学时教学内容1、掌握打磨工具的工作原理2、掌握各种打磨工具的使用方法3、能够正确使用打磨材料教学重难点重点:能够正确使用打磨材料难点:掌握各种打磨工具的使用方法情境分析在汽车车身修补涂装的施工过程中要应用到各种涂装工具。
如旧漆层、羽状边,原子灰、中涂底漆的打磨,漆面缺陷处理,原子灰的干燥等。
了解常用工具的工作原理,掌握各自特点及使用方法,能够大大降低施工人员的疲劳强度,另外对车身修补涂装的施工效率、效果等方面都至关重要。
一、打磨设备、打磨工具(一)无尘干磨设备又称无尘干磨系统,是指使用气动工具或电动工具,打磨所产生的粉尘将由同步一体化的吸尘系统集中吸尘。
1.无尘干磨系统的组成无尘干磨设备主要由打磨机、供气与吸尘管道、吸尘设备、磨垫、打磨材料和辅助设备等组成。
如移动式无尘干磨设备:图6-2-1 移动式打磨机的组成气动打磨机主要有以下四种类型:(1)单作用打磨机图6-2-2 单作用打磨机打磨盘垫绕一固定的点转动,砂纸只作单一圆周运动,称为单一运动圆盘打磨机或单作用打磨机。
图6-2-3 单作用打磨机的运动轨迹该打磨机有可携式粗磨和细磨两种,转速2000-6000r/min,研磨能力强,汽车修理厂大多用于粗打磨工作,可用于清楚铁锈、旧涂层、较厚的原子灰层的打磨操作。
由于该打磨机是做单向圆周运动,因此盘面中心和边缘会存在转速差而造成研磨不均匀及产生圆形磨痕,所以在操作该打磨机时不能把它平放在打磨面上,而是利用旋转边缘约3cm作为打磨时的研磨面,操作时要轻微倾斜,以保持最佳效果。
(2)轨道式打磨机图6-2-4 轨道式打磨机轨道式打磨机的砂垫外形都呈矩形,便于在工件表面上沿直线轨迹移动,整个砂垫以小圆圈振动。
图6-2-5 轨道式打磨机的运动轨迹轨道式打磨机适合原子灰粗打磨,主要用于平面打磨、作分型线或使表面平滑。
(3)双作用打磨机(偏心振动式)图6-2-6 双作用打磨机图6-2-7 双作用打磨机运动轨迹打磨盘垫本身以小圆圈振动,同时又绕其自己的中心转动,兼有单一运动及轨道式打磨机的运动特点,其切削力比轨道式打磨机强。
汽车干磨工艺流程优化
汽车干磨工艺流程优化汽车干磨工艺流程优化摘要随着汽车产量的快速增长,市场的竞争日益激烈,人们选择汽车时不仅要关注的本身的质量,还考虑了外形美观等因素。
装饰成为汽车制造商非常迫切的问题。
喷漆作为汽车表面处理的一个重要环节,已经越来越受到汽车制造商的关注。
打磨作为喷漆作业的关键环节发挥了很大的重要。
无尘干磨工艺作为一个新的打磨工艺大大提高了喷漆作业的效率,虽然其优势很多,但仍然不能满足喷漆行业的发展的需要,因此本文将重点多汽车干磨工艺进行研究,并提出一些流程优化的建议。
关键词:干磨、喷漆、优化ABSTRACTWith the rapid growth of automobile production, the competition of the market is becoming more and more fierce. People should not only pay attention to the quality of the car, but also consider the beautiful appearance and other factors. Decoration has become a very pressing issue for car manufacturers. As an important part of the surface treatment of automobile, spray painting has been paid more and more attention by the automobile manufacturers. As a key part of the spray painting, it plays a very important part. Clean dry grinding technology as a new grinding technology can greatly improve the efficiency of the operation of spray, although a lot of its advantages, but still can not meet the painting the needs of the development of the industry, so this paper will focus on multi car dry grinding process was studied, and put forward some advice on how to process optimization.Keywords: dry grinding, spray painting, optimization前言1.1研究目的和意义随着我国经济的高速发展和人民生活水平的不断提高,汽车已经从一个稀有的奢侈品变成大多数家庭的代步工具。
汽车无尘干磨的优点

水磨的问题1、双组份的修补漆产品很硬,很难打磨,手工打磨劳动强度大,费工费时。
2、双组份的修补漆产品,尤其是原子灰,有一定的吸水性,水磨后新喷的漆面上容易起水疹、水泡,并影响漆面之间的附着力。
3、车身壳体的金属部分与水接触后,容易生锈。
4、车间内的污水.既污染环境,不利于安全生产,又影响企业形象。
5、漆工一年四季,不论三负盛夏,还是数九寒冬,徒手长期与水接触,不利身体健康。
干磨的优势1、缩短打磨工序时间,减轻漆工的劳动强度。
2、减少清理车身表面的程序时间。
省略了多次干燥时间,简化了修补的环节,更容易保证喷漆的质量。
3、减少了因喷漆质量不稳定而造成的返工次数。
告别了污水,节约用水量保护环境,保障了员工的身体健康。
手工水磨与干磨的速度比较手工水磨每小时可以打磨约4 m20机械干磨每小时可以打磨约10 m2o在同等条件下,采用工具干磨可以提高到倍的工作效率。
一般的喷漆车间的时间消耗量比如下打磨时间(底材打磨、原子灰粗、细打磨,中涂、底漆打磨等…)约占用了65% 喷漆时间(遮蔽、喷漆前清洁、喷涂底漆、底色漆、面漆等…)约占用了28%抛光时间(抛光前的打磨、粗抛光、中抛光、细抛光、精抛光)约占用了7%改变打磨工艺是缩短修补时间与提高涂装质量、生产效益的关键所在。
新劲喷涂知识之干磨与水磨新劲打磨工艺对涂装作业的影响打磨工艺在涂装作业过程中起了很重要的影响,因为面漆最终效果在很多情况下取决于打磨工艺的质量,打磨工艺会接触到金属表面。
同时打磨的平整度及砂纸打磨的顺序永远都是影响到最终面漆的效果。
正如盖一所房子一样,房子的基座没有处理好,无论房子盖多高都存在倒塌的风险。
因此,打磨工艺质量的好与坏绝对影响到最终面漆的效果,这一期我们先探讨打磨工艺与汽车金属底材的关系。
在80年代及至今天,有些涂装作业的技术人员仍然喜欢选用湿磨。
当然也有分技术人员采用干磨处理。
其实,现今大多数的汽车生产厂商要求旗下的4S特约店在筹建验收时,必须配备干磨操作系统。
新一代高性能汽车干磨砂纸性能对比
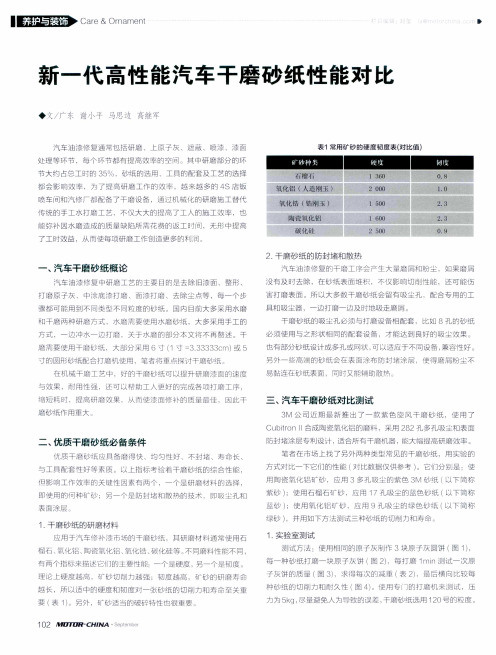
三、 汽 车千磨砂 纸对比测试
3 M 公 司 近 期 最 新 推 出 了 一 款 紫 色 旋 风 干 磨 砂 纸 , 使 用 了
Cu b i t r o n l 1 合 成 陶 瓷氧 化 铝 的磨 料 ,采用 2 8 2孔 多 孔 吸尘 和 表 面
二、 优质千磨砂纸 必备条件
优 质 干 磨 砂 纸 应 具 备 磨 得 快 、均 匀性 好 、不 封 堵 、寿 命 长 、
传 统 的 手 工 水 打 磨 工 艺 ,不 仅 大 大 的 提 高 了工 人 的 施 工 效 率 ,也
能弥补因水磨造成的质量缺陷卢 斤 需花 费的 返 工 a l , i s 3,无 形 中 提 高 了工 时 效 益 ,从 而 使 每项 研 磨 工作 创 造 更 多 a 9 , # Y i M。
磨砂 纸 作 用 重 大 。
必 须 使 用与 之 形 状 相 同的 配 套 设 备 ,才 能 达 到 良 好 的 吸尘 效 果 。
也 有部 分 砂 纸设 计 成 多 孔或 网状 , 可 以 适应 于 不 同 设备 , 兼 容性 好 。 另 外 一 些高 端 的砂 纸 会 在 表 面 涂 布 防 封 培 涂 层 ,使得 磨 屑粉 尘 不 易 黏连 在 砂 纸表 面 ,同 时 又能 辅 助散 热 。
l E蟊臣要 ( H ) r r n t
新 一 代 高性 能汽 车 干磨 砂 纸 性 能对 比
汽 车 油 漆 修 复 通 常 包 括 研磨 、上 原 子 灰 、遮 蔽 、喷 漆 、漆 面
处 理 等 环 节 ,每 个 环 节 都 有 提 高 效 率 的 空 间 。其 中 研 磨 部 分 的 环 节 大 约 占总 工 时 的 3 5 % ,砂 纸 的 选 用 、工 具 的 配 套 及工 艺 的 选 择 都 会 影 响 效 率 ,为 了 提 高 研 磨 工 作 的效 率 ,越 来越 多 的 4 S 店 钣 喷 车 间 和 汽 修 厂 都 配 备 了干 磨 设 备 ,通 过 机 械 化 的 研 磨 施 工 替 代
无尘干磨机的工作原理
无尘干磨机的工作原理
嘿,朋友们!今天咱来聊聊无尘干磨机的工作原理,这玩意儿可神奇啦!
你想想看,平时咱打磨东西的时候,那灰尘到处飞,简直让人头疼!但无尘干磨机就不一样啦,它就像是一个神奇的小助手,能把这些麻烦事儿都给解决咯!
它工作起来就像是一个勤劳的小蜜蜂,嗡嗡嗡地就把活儿给干了。
无尘干磨机里面有个超级厉害的吸尘系统,就好像是一个大力士,能把那些灰尘呀、碎屑呀,一股脑儿地都给吸进去,一点儿都不会让它们跑出来捣乱。
然后呢,它还有个特别棒的打磨部件,就像是一双灵巧的手,能把要打磨的东西打磨得光滑又漂亮。
这打磨部件可厉害啦,能根据不同的需求调整速度和力度,就跟咱人干活儿一样,知道啥时候该轻点儿,啥时候该重点儿。
你说这无尘干磨机咋就这么聪明呢?它就好像知道咱想要啥,然后乖乖地就给咱弄好咯!而且呀,它工作的时候还特别安静,不会吵得人头疼。
这要是换做其他那些普通的打磨工具,那声音,哎呀,简直能把人耳朵给震聋咯!
咱再想想,要是没有这无尘干磨机,那咱得受多少灰尘的罪呀!每次打磨完,那身上、脸上全是灰,跟个小灰人儿似的。
有了它,咱就可以干干净净地干活儿啦,多好呀!
这无尘干磨机不就是咱生活中的小福星嘛!它让咱的工作变得轻松又愉快,还不用担心灰尘的困扰。
它就像是一个默默守护我们的小天使,虽然不声不响,但却发挥着巨大的作用。
朋友们,你们说这无尘干磨机是不是很了不起呀?它真的是给我们的生活带来了太多的便利和惊喜。
以后咱再遇到需要打磨的活儿,就放心大胆地交给它吧,它肯定不会让咱失望的!。
东南站 德国费斯托无尘干磨工具系统推荐配套
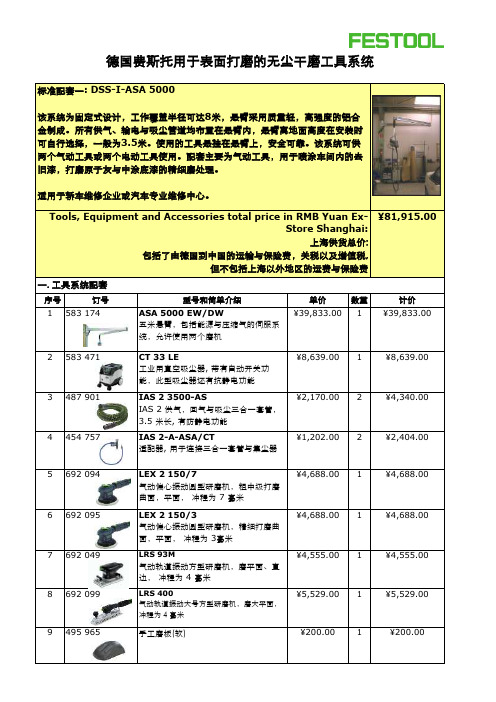
¥81,915.00序号订号型号和简单介绍单价数量计价1583 174ASA 5000 EW/DW五米悬臂,包括能源与压缩气的伺服系统,允许使用两个磨机¥39,833.001¥39,833.002583 471CT 33 LE工业用真空吸尘器, 带有自动开关功能,此型吸尘器还有抗静电功能¥8,639.001¥8,639.003487 901IAS 2 3500-ASIAS 2 供气,回气与吸尘三合一套管,3.5 米长, 有防静电功能¥2,170.002¥4,340.004454 757IAS 2-A-ASA/CT适配器, 用于连接三合一套管与集尘器¥1,202.002¥2,404.005692 094LEX 2 150/7气动偏心振动圆型研磨机,粗中级打磨曲面,平面, 冲程为 7 毫米¥4,688.001¥4,688.006692 095LEX 2 150/3气动偏心振动圆型研磨机,精细打磨曲面,平面, 冲程为 3毫米¥4,688.001¥4,688.007692 049LRS 93M气动轨道振动方型研磨机,磨平面、直边, 冲程为 4 毫米¥4,555.001¥4,555.008692 099LRS 400气动轨道振动大号方型研磨机,磨大平面,冲程为 4 毫米¥5,529.001¥5,529.009495 965手工磨板(软)¥200.001¥200.00Tools, Equipment and Accessories total price in RMB Yuan Ex-Store Shanghai:上海供货总价:包括了由德国到中国的运输与保险费,关税以及增值税,但不包括上海以外地区的运费与保险费一. 工具系统配套德国费斯托用于表面打磨的无尘干磨工具系统标准配套一: DSS-I-ASA 5000该系统为固定式设计,工作覆盖半径可达8米,悬臂采用质量轻,高强度的铝合金制成。
汽车干磨工艺流程
汽车干磨工艺流程汽车干磨工艺流程指的是在汽车表面进行打磨的一系列步骤。
以下是一个常见的汽车干磨工艺流程:1. 准备工作:首先,要确保车辆处于稳定位置,并且周围没有杂物。
然后,进行车辆的清洗工作,将车辆表面的灰尘、污垢等清洗干净,以便后续的打磨工作更加顺利进行。
2. 研磨工作:接下来,需要使用砂纸或砂轮等工具对车辆表面进行打磨。
根据汽车表面的情况,可以选择不同号数的砂纸或砂轮。
一般情况下,先使用粗砂纸进行粗磨,然后逐渐过渡到细砂纸进行细磨。
研磨的目的是去除车辆表面的划痕、瑕疵等问题,使表面更加平整。
3. 整平工作:研磨完成后,可能会出现些许凹凸不平的情况。
此时,需要使用批刀等工具对凹凸部分进行整平处理。
也可以选择使用研磨机、打磨机等电动工具进行整平作业。
整平之后,车辆表面应该更加平整。
4. 磨光工作:车辆表面已经基本平整后,接下来需要进行磨光工作。
可以使用抛光机等工具进行磨光,使车辆表面更加光滑,并且恢复原有的光泽。
在磨光过程中,可以使用磨光剂等辅助工具,以增加磨光效果。
5. 清洁工作:磨光工作完成后,需要对车辆表面进行清洁,以去除残留的磨光剂、灰尘等。
可以使用洗车剂和清水进行清洗,确保表面干净无尘。
6. 封蜡工作:最后一步是对车辆表面进行封蜡处理,以保护车漆,并增加其光泽度和耐久性。
可以使用专用的车蜡进行涂抹,然后用布或海绵进行擦拭和抛光,使车辆表面更加亮丽。
总的来说,汽车干磨工艺流程包括准备工作、研磨工作、整平工作、磨光工作、清洁工作和封蜡工作。
通过这些步骤,可以使汽车表面恢复平整和光泽,并保护车漆,延长车辆的使用寿命。
同时,还可以提升车辆的外观质量,使车辆更加美观。
习题册参考答案-《汽车涂装习题册》-A07-0721

参考答案模块一汽车涂装概述课题1 汽车涂装的作用一、填空题:1. 20 502. 底涂层涂装中涂底漆涂层涂装面涂层涂装3. 面漆整车喷涂面漆喷涂后涂膜4. 喷涂刮涂刷涂5. 涂装材料涂装工艺涂装管理6. 质量作业配套性7. 合理性先进性 8. 技能水平环境的温度湿度9. 原子灰底漆面漆二、选择题1. C2. B3. D4. B5. C6. C7. B8. C9.C三、判断题1.√2.×3.√4.√5.×6.√7.×8.√9.√ 10. √四、思考题1.答:第一阶段:引进汽车涂装技术的消化阶段(1956~1965年)。
第二阶段:阳极电泳阶段(1966~1985年)。
第三阶段:阴极电泳、普及涂装前磷化处理阶段(1986~1995年)。
第四阶段:现代化、经济规模化阶段(1995年至今)。
2.答:(1)为了适应市场竞争的需要,整个行业将努力提高汽车涂层的外观装饰性、抗石击性和耐候性。
(2)为了使汽车涂装生产带来的环境污染得到有效控制,减少VOC的排放量,汽车涂料正向着水性化和粉末涂料方向发展。
(3)为了提高生产效率,降低能源消耗,中涂、面漆的喷涂将普遍采用高速旋转杯式自动静电喷涂机喷涂和机械手补喷涂工艺。
3.答:(1)保护作用。
汽车运行环境复杂,经常会受到水分、微生物、紫外线和其他酸碱气体、液体等的侵蚀,有时会被磨、刮而造成损伤。
(2)装饰作用。
汽车涂装可以使车身表面具有一定的色泽,给人以美的享受。
(3)标识作用。
汽车涂装的标识作用由涂料的颜色来体现。
(4)特殊作用。
应用涂料的特殊性能,使汽车具有特殊功能用来完成特种作业或适应特定的使用条件。
4.答:“6S”管理的核心内容是“整理”、“整顿”、“清扫”、“清洁”、“素养”、“安全”六个方面。
课题2 汽车涂装作业的安全生产一、填空题:1. 废水污染废气污染废渣污染2. 防尘口罩滤筒式防毒面具供气式防毒面罩3. 无味无过敏源无刺激性4. 棉纱手套溶胶手套防溶剂手套5. 活性炭吸附法催化燃烧法液体吸附法6. 甲苯二甲苯苯酚7.苯蒸气8. 半面式全面式9.喷漆防毒面具 10.磁漆氰化涂料二、选择题1. D2. B3. A4. B5. C6. B7. C8. C9.B三、判断题1. √2. ×3. ×4. √5. ×6. ×7. √8. ×9. √四、思考题1.答:(1)气体爆炸。
钣喷设备(2021整理)

深圳技师学院深圳高级技工学校汽车钣金与喷漆工程采购需求一、采购范围:二、商务需求1.有相应的经营范围。
2.质量要求及技术尺度:必需是全新的原包装产物,随机技术资料齐全,产物符合国家质量检测尺度。
3.交货期及交货地址:2009年12月15日前交货,免费送至学校指定地址。
4.付款方式:全部设备以人民币结算,按深圳市财务支付有关规定,货到验收合格后一次付清全款。
5.建议采用综合评标法。
三、技术需求1 手顶铁套件7尺度钣金锤、直面精整钣金锤、曲面精整钣金锤、鹤咀精整钣金锤、无弹力锤、墩型钣金衬铁、弯型钣金衬铁、扁型钣金衬铁、铲型钣金衬铁、斧头型钣金衬铁等SATA11件套。
示意图如下汽车钣金修复用手锤套件72 手枪式气动点焊钻7 钣金专用气动焊点削钻机、专业钻除汽车钣金焊点,有防滑底托装置、LS40228的转速:1800/分钟、耗气量:283升/分钟套装含:4支钻咀〔〕、一个油雾器、一个开瓶匙、一个接头气动焊点削钻机3 手枪式气动钻7 手枪式气动钻LS40227的转速:800rpm、耗气量:185L/分钟、工作压力:6巴可钻铁板厚度:13mm与普通电钻的钻头通用4 车门与翼子板支架7 卡罗拉车门与翼子板用支架〔LS90212024a尺度尺寸〕:可同时固定各种车门及翼子板,模拟对车身的外钣整形方钢厚:3MM外表:烤漆处置适于卡罗拉车门与翼子板修复〕5 干磨系统7 进口的移动式无尘干磨系统标3:含吸尘器、单/双作用打磨头;附件有:干磨机/干磨机Y型接头/干磨机吸尘软管等进口产物;尺度配套〔适用轿车维修企业或培训中心〕6 单作用研磨机7 单作用研磨机LS55054转速:2000rpm 、耗气量:76L/分钟、工作压力:6-8巴工业级单动打磨机7双作用研磨机7双作用研磨机WD-226转速:11000rpm 、耗气量:6CF 、工作压力:6-8巴4.5"平面砂轮机8 圆盘式研磨机 7圆盘式研磨机TPT 的专业级自动吸尘式转速9000RPM ,摆动幅度:5MM 打磨:低噪音、工效高、可夹普通研磨砂纸用9滚轮式研磨机7滚轮式研磨机LS40136的转速:2500rpm 、耗气量:300L粘胶去除机\专业去除车板上留下的双面胶、粘胶等杂志,不伤漆面10 皮带式研磨机 7 皮带式研磨机LS55056转速:1600rpm 、耗气量:360L工业级砂带机11 鼎力夹钳组 7尺度鼎力夹钳组SATA250mm 、230mm 、200mm 、280mm 、455mm圆口型夹钳、直口型夹钳、双口型夹钳、平板型夹钳、C 型钳、F 型钳、鹰咀调整钳、尖咀型钳、L 型固定钳、LL 型固定钳、W 型固定钳、J 型固定钳、JJ 型固定钳12 CO2焊接机7进口的DECA5250 CO2焊接机输入电压、频率:3相,380V,50Hz额定输出电流:500A额定负载率:60%输出电流:50-500A 进口产物;1.采用微电脑控制,能实现完全的一元化调节功能,操作便利2.恒熔深控制功能,即使有弧长变化也能保持焊接电流不变3..节省能源,节省气体,电扇遏制功能,节电控制线路4.可控硅过电流庇护功能,使焊机更可靠13 气动锯7气动锯LS40232铁板切割厚度:;行程:10mm ;气动钣切割锯14 打孔钳Φ5 7 打孔钳Φ5WURTH直径5mm、孔的深度可调整、适用钣金厚度最大至打孔两用钳15 垫圈焊接机7 多功能外形修复机(DECA介子机):输入电压:220V或380V 50/60Hz;输入功率:20KVA、输入电流:52A;瞬间最大电流:8800A以上;输出电压:碳棒加热:AC6-10V介子熔值:AC1-12V;碰焊:AC1-13V;单面焊接厚度:0.8+工作方式:持续;按时工作时间:0-99毫秒时间自定;电缆长度:2300+1900MM;爪式拉力器:有;滑锤:有;直拉焊枪:有;外形尺寸:620*450*980MM;重量:80KG1.有自动监测电网电压功能;2.具有焊机温度达到临界时,焊机自动进行冷却状态;3.具备高精度时间调整系统;4.配有多个直拉三角片供直拉钣金时使用;5.具有多种钣金缩火、介子、直拉、点焊、压平、波形线、螺柱、OT式拉圈、三角片等焊接功能;6.数字化显示;7.大型拉力器及波纹线焊接;16 点焊机717 空气枪7SWELL尺度件可去除物体外表的静电、异物及尘埃18 钢丝刷7 外表除锈\杂持等19 尖嘴钳7尖嘴钳SATA-72601规格:6 材质:45#钢有护套,夹安定定多种功能20 东西盒〔零件盘〕7塑料件60mm×80mm×30mm摆放零件21 工作台7 1.长*宽*高*厚=1.8M××0.78M×〔桌面厚〕外表用白铁皮包5MM5.带滚轮,可移动6.台钳安装距离单边:230MM示意图如下:钣金修复22 东西车及东西(钣金专用)7 七层东西车一台SATA-09916、27件1/2套筒、30件两用扳手、19件两用快板/4件卡簧钳/4件钳子组套、13件螺丝批东西车一台、手开东西97件23 拉拔器 1 LS40344有90度、45度不锈钢拉板、转换头、攻螺丝、J型钩钣金修复用:凹陷整形套装24 地八卦系统一套 1 地八卦系统拉塔(小型拉塔,需要做地面处置);经济型〔含地框、基建施工〕4*25 划针7划针LS64116长度约为120 mm,直径为4~6 mm 钣金划线用:中碳钢或高碳钢制成26 原子灰施涂套件7 专业刮刀SWELL \钢片刮刀SWELL\原子灰拦灰板原子灰施涂\补等27 台钳7重型钳口SENATOR宽度:150mm 最大张开度:300mm钳工台虎钳28 钣喷实训室通风系统1〔厚以上〕与固定支架,并包安装2.通风管道布局合理,固定可靠3.管道口径:300MM*300MM以上4.管道长度:约长25M〔第个工位至少1个换气扇〕不间断强制换气系统,噪音小,无异响29 烤漆房 1烤漆房ZD-C800:净扮装置安装在顶部,两侧订做不雅察窗房体内径尺寸:7000*3890*2650 进风机风量:28000 满载室风速:0.43(0.38) 房内换气次数:314(280) 最高工作温度:80总功率:22 温度:70;含一个试板喷涂间喷漆与烤漆:净扮装置性能优良,完全符合环保要求;使用柴油加热,活性碳排气过滤30 底漆喷枪及支架71.进口SATA KLC HVLP环保省漆底漆喷枪或SATA KLC RP:上壶,喷嘴口径:SATA KLC RP底漆喷枪/喷涂气压2-3bar;喷涂距离18-23cm;耗气量200L/min;铝合金锻造枪体,不锈钢针机枪嘴,黄铜风帽;重量轻,枪体短,操作灵活进口产物;喷汽车底漆31 面漆喷枪及支架7 1. 进口SATA环保省数字面漆喷枪,上壶,喷嘴口径:3. 配套型号的过滤器进口产物;喷汽车面漆35 吹尘枪7 抗摔耐压吹尘枪36 打磨工作台7 1.长*宽*高*厚=×××〔桌面厚〕5MM5.带滚轮,可移动6.台钳安装距离单边:230MM示意图如下:喷涂件施涂工作用37 支架7 多角度喷漆架LS90216100:HY-H-900 叶子板/引擎盖支架前翼子板、车门、行李箱盖、策动机盖、保险杠等放置作业保险杠架LS9021610138 打磨垫块7 50038011(LS) 磨灰39 红外线烤灯7 3KW 长波加热有预加热功能程序设定功能新联BQ103烘烤喷漆件40 遮蔽纸架 1 可装5种尺寸LS62032遮蔽纸(100\200\450\600\850mm各项1卷)活动切纸架,装有快速滑轮装置,便利喷漆遮蔽卷纸和整车防漆\防尘薄膜的储存及切取41 调色尺7 尺度调色尺一套调漆用42 调色杯7 尺度调色杯一套调漆用43 洗眼器 1 洗眼器LS38078挂壁式洗眼器:BD-507 材质:304不锈钢洗眼喷头出水量:12脸部应急冲刷盆44 尺度光源对色灯箱7 尺度光源对色灯箱LS60012由人造萤光D65,TL84,CWF,UV,F/A,等六种光源组合**45 试板烤箱7 试板烤箱LS600321.不锈钢体\隔温层\电路双绝缘2.装有自动按时器,以免破坏油漆颜色3.电源220V,2支300W电阻式加热管油漆色样烘烤箱46 个人防护用具45 LS 3M.6100/6200/6300,70320,70410,70510,70520无硅乳胶手套\抗稀料清洁手套\防尘埃眼镜\ 尺度双滤芯面罩\活性炭滤芯\喷漆防护服等47 调漆房通风系统 1 强制通风系统:按调漆房安插和环保要求定做1. 要求镀锌板外壳〔厚以上〕与固定支架,并包安装2.通风管道布局合理,固定可靠3.管道口径:300MM*300MM以上4.管道长度:约长15M不锈钢外壳强排系统,能实现按时通风48 打磨房 4 封闭式上压下排式:系统为尺度配置,定做尺寸1.两侧封闭,安装不雅察窗;中间安装滑动式隔帘;上安装过滤式滤网2.定做尺寸:实地测量〔5M**3M〕;喷漆前处置:打磨灰49 电脑 1 品牌台式电脑:CPU:Intel四核9550以上;内存:4G以上;500G硬盘;19寸液晶显示屏、DVD、网卡,操作系统:WINXP安装PPG调漆系统四、效劳需求:1、售后效劳要求:1 年。
新一代汽车修补无尘干磨技术汽车无尘干磨机
新一代汽车修补无尘干磨技术汽车无尘干磨机随着双组分原子灰与底漆的广泛使用,汽车表面硬度增大。
传统水磨效率低,喷涂^员劳动强度大,并且由于喷涂准备和打磨时间过长而无法进一步提高生产效率,从而影响车辆交付速度和客户满意度。
另外从生产和质量管理来说,水磨容易引起新喷漆表面起泡、裂痕以及脱落等问题,且污染环境(车间到处是灰尘与污水),不利于喷涂人员的身体健康。
作为顺应新一代双组分汽车修补漆打磨工艺,无尘干磨大大提高了喷涂质量和工作效率,缩短修补时间,降低人工成本。
所以作为一种新兴工艺,无尘干磨受到世界主要油漆和汽车厂商的指定推荐。
以下就如何正确使用无尘干磨技术,包括如何保养干磨设备,选择合适的干磨耗材以及正确规范操作等进行介绍。
(1)无尘干磨设备的保养无尘干磨设备需要经常维护,做到每日基础保养,如定期添加润滑剂、表面清洁及更换吸尘器滤芯等,具体详见各设备商的使用说明。
(2)无尘干磨耗材的选择干磨施工中,选择什么种类的研磨耗材,取决于每种工件表面的特性以及工艺流程要求。
汽车售后市场上目前普遍使用的干磨砂碟为5英寸5孔和6英寸6孔,但其较低的吸尘效率和打磨后粗糙的表面光洁度为很多高端用户所担心。
针对这种情况,法国圣戈班集团革命性地推出了具有创新科技的No,onMulti-Air诺顿诺特耐无尘砂碟。
诺特耐无尘砂碟采用诺顿先进的磨料和专利的侣1个孔设计,是目前无尘干磨领域领先的技术产品。
其设计原理是通过快速高效地去除磨屑粉尘,同时增大有效磨削面积来大幅提升工作效率。
因为在车身漆面或腻子打磨过程中,砂碟失效的主要原因是磨屑粉尘堵塞了砂碟表面,从而导致砂面打滑而无法继续打磨。
如果能及时清除容易堵塞砂碟表面并产生划痕的磨屑粉尘,使砂碟表层的磨料始终保持最佳的工作状态,这样不但能显著提高打磨速度,而且还能大大延长砂碟的使用寿命。
通过试验证明,诺特耐无尘砂碟能使磨屑粉尘清除率提高30%,基本消除了砂碟堵塞现象,与传统6孔或9孔背绒砂碟相比,磨削效率提高了35%(图1)。
汽车修补喷涂环保工艺——无尘干磨解析
78·March-CHINA汽车修补喷涂环保工艺—无尘干磨解析◆文/江西 杨晋 山东 许伟伟一、传统水磨工艺与无尘干磨工艺特点比较1.传统手工水磨的特点当前,汽车修补涂装所用的双组份型原子灰与底漆越来越硬,油漆工劳动负荷重;因为喷漆前的准备时间太久,需要喷漆的车要等候较长时间,无法进一步提高效率;新喷的油漆在漆面上出现气泡、裂纹乃至脱落;油漆喷涂车间内各处是污水与粉尘,既影响喷漆质量、安全性差,又容易污染环境;油漆工一年四季,手一直与水磨污水接触对其身体健康造成伤害。
2.无尘干磨工艺的特点无尘干磨工艺顺应了新一代双组分汽车油漆产品打磨工艺的要求。
无尘干磨工艺可以缩短修补时间,简化喷涂工艺,提高工作效率;通过采用专业工具与工艺配套,大大提高喷涂质量;节省砂纸消耗,降低生产成本;保护喷漆车间环境及员工的健康。
两种打磨工艺特点如表1所示。
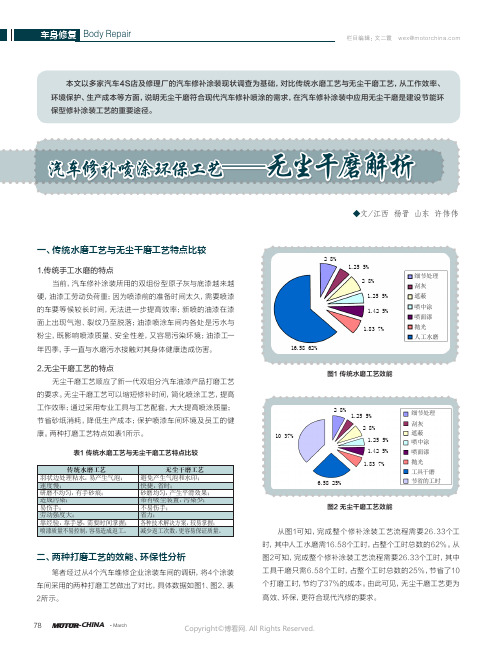
表1 传统水磨工艺与无尘干磨工艺特点比较图1 传统水磨工艺效能图2 无尘干磨工艺效能从图1可知,完成整个修补涂装工艺流程需要26.33个工时,其中人工水磨需16.58个工时,占整个工时总数的62%。
从图2可知,完成整个修补涂装工艺流程需要26.33个工时,其中工具干磨只需6.58个工时,占整个工时总数的25%,节省了10个打磨工时,节约了37%的成本。
由此可见,无尘干磨工艺更为高效、环保,更符合现代汽修的要求。
二、两种打磨工艺的效能、环保性分析笔者经过从4个汽车维修企业涂装车间的调研,将4个涂装车间采用的两种打磨工艺做出了对比,具体数据如图1、图2、表2所示。
2 8%2 8%1.25 5%2 8%1.25 5%1.42 5%1.83 7%10 37%6.58 25%1.25 5%细节处理刮灰遮蔽喷中涂喷面漆抛光人工水磨细节处理刮灰遮蔽喷中涂喷面漆抛光工具干磨节省的工时2 8%1.25 5%1.42 5%1.83 7%16.58 62%Copyright ©博看网. All Rights Reserved.792016/03·汽车维修与保养图3 无尘干磨工艺效益分析图5 喷漆车间时间消耗所占百分比由表2可知,使用无尘干磨工艺,可以大大缩短打磨工序时间(40%~60%),缩减清洁汽车车身板件的工序与时间,不需要屡次因水磨而来的干燥环节,简化了修补流程,可缩短每个工件维修的工时。
中央集尘干磨系统产品手册说明书

中央集尘干磨系统产品手册PRODUCT MANUAL高效喷涂解决方案SUPER QUALITY SPRAYING的互联网思维打造汽车维修平台全新格局。
WZ·ZHUANG是杭州以诺行汽车科技股份有限公司旗下的一家高新技术设备制造品牌,主要生产电动、气动工具以COMPANYPROFILE公司简介杭州以诺行汽车科技股份有限公司(以下简称“以诺行”)成立于2016年8月,杭州市高新技术企业。
以诺行是一家集研发、销售及服务为一体的科技型企业,主要核心业务包括汽车软件、汽车喷漆及汽车配件,致力于用精湛的技术和超前WZ·ZHUANG是杭州以诺行汽车科技股份有限公司旗下的一家高新技术设备制造品牌,主要生产电动、气动工具及其他大型设备,产品广泛应用于各行各业当中,凭借一流的产品品质、优质的售后服务受到了业界的广泛认可。
WZ·ZHUANG为汽车维修企业提供的先进中央集尘干磨设备,专为无尘打磨设计,能够实现全程无水干磨,防止喷涂过程中桔皮、气泡、砂痕等质量问题产生,可以配合使用气动、电动磨机,手刨等配套打磨工具,电器联动,三重粉尘过滤装置确保车间环境卫生,减少粉尘和废水污染,保护操作人员身体健康不受损害。
中央集尘干磨系统7尺寸触控面板一台中央集尘干磨主机最多可以同时为16个工位工作(可选型号) 一台中央集尘干磨主机,降低了保养和维护费用 中央集尘干磨主机的使用功率能够根据使用状态智能调节,从根本上降低能耗配有主滤芯自清洁功能,提高滤芯使用寿命大尺寸触控面板,可视化操作,更多交互式体验,智能快捷 主机同时监控所有工位的工作状态,便于排查事故 内置消音系统,降低噪音影响,保证操作环境舒适中央集尘干磨主机采用标准软启动功能 时尚外观和合理结构由专业设计团队完成屏幕带有设备故障闪烁报警提醒功能,让用户随时了解故障情况针对专业维修企业制定的高效钣喷车间,多工位、高频率、不间断进行钣喷作业。
整个系统可满足车间16人同时研磨作业,每台终端通过悬挂方式基本不占用空间,却可以保证两位技师同时打磨。
无尘干磨工艺详解
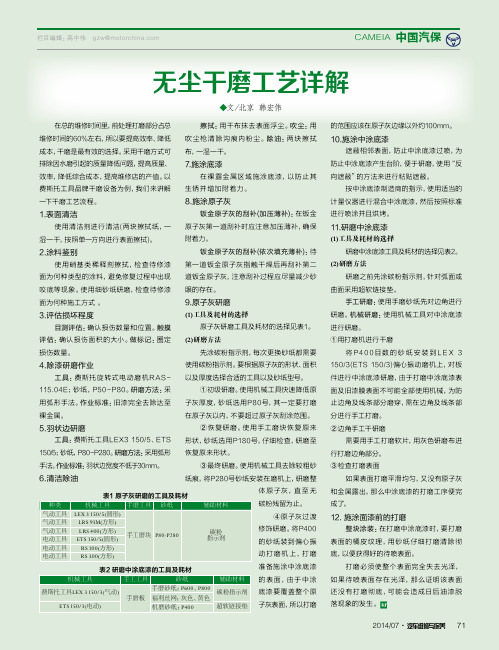
遮蔽相邻表面,防止中涂底漆过喷,为 防止中涂底漆产生台阶,便于研磨,使用“反 向遮蔽”的方法来进行粘贴遮蔽。
按中涂底漆制造商的指示,使用适当的 计量仪器进行混合中涂底漆,然后按照标准 进行喷涂并且烘烤。
11.研磨中涂底漆 (1)工具及耗材的选择
研磨中涂底漆工具及耗材的选择见表2。 (2)研磨方法
研磨之前先涂碳粉指示剂,针对弧面或 曲面采用超软链接垫。
手工研磨:使用手磨砂纸先对边角进行 研磨。机械研磨:使用机械工具对中涂底漆 进行研磨。 ①用打磨机进行干磨
将P400目数的砂纸安装到LEX 3 150/3(ETS 150/3)偏心振动磨机上,对板 件进行中涂底漆研磨,由于打磨中涂底漆表 面及旧漆膜表面不可能全部使用机械,为防 止边角及线条部分磨穿,需在边角及线条部 分进行手工打磨。 ②边角手工干研磨
115.04E;砂纸,P50-P80。研磨方法:采
①初级研磨。使用机械工具快速降低原
用弧形手法。作业标准:旧漆完全去除达至 子灰厚度,砂纸选用P80号,其一定要打磨
裸金属。
在原子灰以内,不要超过原子灰刮涂范围。
5.羽状边研磨
② 恢复研磨。使用手工 磨块恢复 原来
工具:费斯托工具LEX3 150/5、ETS 形状,砂纸选用P180号,仔细检查,研磨至
栏目编辑:高中伟 gzw@
CAMEIA 中国汽保
无尘干磨工艺详解
◆文/北京 韩宏伟
在总的维修时间里,前处理打磨部分占总
擦 拭:用 干 布 抹 去 表 面 浮 尘。吹 尘:用
维修时间的60%左右,所以要提高效率、降低 吹 尘枪 清 除 沟痕内粉 尘。除 油:两块 擦 拭
成本,干磨是最有效的选择。采用干磨方式可 布,一湿一干。
《无尘打磨机》课件
木材、金属、玻璃、塑料等各种材料的表面处理。
02 无尘打磨机的优势
高效除尘
高效除尘
无尘打磨机采用先进的除尘技术 ,能够有效地将打磨过程中产生 的粉尘吸入机器内部,避免粉尘
外泄,保护操作者的健康。
过滤系统
无尘打磨机配备高效的过滤系统, 能够过滤掉吸入的粉尘,确保排出 的空气清洁,减少对环境的影响。
家具制造
在家具制造中,无尘打磨机主要用于木材表面的打磨 处理。它能够去除木材表面的毛刺、不平整的区域和 旧涂层,为新涂层做准备。此外,无尘打磨机还可用 于金属、玻璃等其他材料的表面处理。
单击此处添加正文,文字是您思想的提一一二三四五 六七八九一二三四五六七八九一二三四五六七八九文 ,单击此处添加正文,文字是您思想的提炼,为了最 终呈现发布的良好效果单击此4*25}
能耗降低
采用高效能电机和智能化控制技术,降低无尘打 磨机的能耗,减少对能源的消耗。
06 无尘打磨机与其他打磨设备的比较
无尘打磨机与普通打磨机的比较
效率
无尘打磨机在处理大面积或高硬度表面时,效率明显高于普通打 磨机。
粉尘控制
无尘打磨机通过高效的粉尘收集系统,有效减少作业时产生的粉尘 ,改善工作环境。
03
避免在潮湿或易燃环境 中使用无尘打磨机。
04
定期检查砂轮片是否磨 损、松动或破裂,如有 异常应及时更换。
维护与保养
01
02
03
04
定期清洁无尘打磨机表面,保 持整洁。
检查电机和轴承是否正常运转 ,及时添加润滑油。
定期更换砂轮片,确保打磨效 果和安全性。
在长时间不使用无尘打磨机时 ,应将其存放在干燥通风的地
量和生产效率。
航空航天业
汽车维修业污染防治技术规范
目次序言 2前言 31范围 42 规范性引用文件 43 术语和定义 44选址 45污染防治要求 5前言本标准为介绍性标准。
本标准依照 GB/T 给出的规则草拟。
本标准由北京市环境保护局提出并归口。
本标准由北京市环境保护局组织实行。
本标准草拟单位:北京市固体废物和化学品管理中心、中国轻工业洁净生产中心。
本标准主要草拟人:引言为落实《中华人民共和国环境保护法》、《中华人民共和国固体废物污染环境防治法》、《中华人民共和国水污染防治法》、《中华人民共和国大气污染防治法》、《中华人民共和国环境噪声污染防治法》、《北京市大气污染防治条例》、《北京市水污染防治条例》,规范汽车维修公司环境保护设备设计、建设和运行,保护环境,防治污染,拟订本标准。
汽车维修业污染防治技术规范1范围本标准规定了汽车维修业选址、大气污染防治、水污染防治、危险废物污染防治及噪声防治的技术要求。
本标准合用于汽车维修公司、汽车综合小修及专项维修业户。
2规范性引用文件以下文件对于本文件的应用是必不行少的。
凡是注日期的引用文件,仅所注日期的版本合用于本文件。
凡是不注日期的引用文件,其最新版本(包含所有的改正单)合用于本文件。
GB 12348 工业公司厂界环境噪声排放标准GB 环境保护图形标记固体废物储存 ( 处理)场GB 18597 危险废物储存污染控制标准GB 20101 涂装作业安全规程有机废气净化妆置安全技术规定GB 26877 汽车维修业水污染物排放标准GB/T 煤质颗粒活性炭气相用煤质颗粒活性炭DB11/ 307 水污染物综合排放标准DB11/ 501 大气污染物综合排放标准DB11/ 996 城乡规划改用地分类标准DB11/ 1195 固定污染源监测点位设置技术规范DB11/ 1228 汽车维修业大气污染物排放标准3术语和定义以下术语和定义合用于本文件。
3.1非原位重生吸附办理工艺non-onsite regenerated absorption technology吸附剂不在挥发性有机物办理装置中直接办理重生的吸附办理技术工艺。
测评费斯托专业干磨系统
测评费斯托专业干磨系统
孙磊
【期刊名称】《《汽车与驾驶维修:维修版》》
【年(卷),期】2009(000)008
【摘要】随着汽车保有量的增多,维修企业事故修理的业务量大幅度提升,从而
导致不少维修企业的钣喷车间车满为患。
奈何车身修复本身就是对流程工艺要求严格且非常繁琐的修理项目,有些作业项目还有一定的时间要求,像车身的喷漆工艺等。
因此,在这些维修企业,即使钣喷技师们加班加点,也难以短时间内完成工作任务。
而客户因为车辆修理等待时间过长,也会产生抱怨,从而影响客户的满意度。
【总页数】4页(P96-99)
【作者】孙磊
【作者单位】
【正文语种】中文
【中图分类】U472.3
【相关文献】
1.费斯托工具入华20年,引领无尘干磨工艺标准化——专访费斯托工具中国总经理张俊明 [J], 高中伟
2.新型干磨完美抛光——费斯托工具召开区域演示会 [J],
3.测评费斯托专业干磨系统 [J], 孙磊
4.测评费斯托TC3000A无尘干磨工具系统 [J], 詹兴旺; 杨作涛
5.从推广到规范,无尘干磨市场任重道远——访费斯托工具中国区董事总经理张俊明博士 [J], 无
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
新一代汽车修补无尘干磨技术汽车无尘干磨机
随着双组分原子灰与底漆的广泛使用,汽车表面硬度增大。
传统水磨效率低,喷涂^员劳动强度大,并且由于喷涂准备和打磨时间过长而无法进一步提高生产效率,从而影响车辆交付速度和客户满意度。
另外从生产和质量管理来说,水磨容易引起新喷漆表面起泡、裂痕以及脱落等问题,且污染环境(车间到处是灰尘与污水),不利于喷涂人员的身体健康。
作为顺应新一代双组分汽车修补漆打磨工艺,无尘干磨大大提高了喷涂质量和工作效率,缩短修补时间,降低人工成本。
所以作为一种新兴工艺,无尘干磨受到世界主要油漆和汽车厂商的指定推荐。
以下就如何正确使用无尘干磨技术,包括如何保养干磨设备,选择合适的干磨耗材以及正确规范操作等进行介绍。
(1)无尘干磨设备的保养
无尘干磨设备需要经常维护,做到每日基础保养,如定期添加润滑剂、表面清洁及更换吸尘器滤芯等,具体详见各设备商的使用说明。
(2)无尘干磨耗材的选择
干磨施工中,选择什么种类的研磨耗材,取决于每种工件表面
的特性以及工艺流程要求。
汽车售后市场上目前普遍使用的干磨砂碟为5英寸5孔和6英寸6孔,但其较低的吸尘效率和打磨后粗糙的表面光洁度为很多高端用户所担心。
针对这种情况,法国圣戈班集团革命性地推出了具有创新科技的No,onMulti-Air诺顿诺特耐无尘砂碟。
诺特耐无尘砂碟采用诺顿先进的磨料和专利的侣1个孔设计,
是目前无尘干磨领域领先的技术产品。
其设计原理是通过快速高效地去除磨屑粉尘,同时增大有效磨削面积来大幅提升工作效率。
因为在车身漆面或腻子打磨过程中,砂碟失效的主要原因是磨屑粉尘堵塞了砂碟表面,从而导致砂面打滑而无法继续打磨。
如果能及时清除容易堵塞砂碟表面并产生划痕的磨屑粉尘,使砂碟表层的磨料始终保持最佳的工作状态,这样不但能显著提高打磨速度,而且还能大大延长砂碟的使用寿命。
通过试验证明,诺特耐无尘砂碟能使磨屑粉尘清除率提高30%,基本消除了砂碟堵塞现象,与传统6孔或9孔背绒砂碟相比,磨削效率提高了35%(图1)。
从“1min打磨效率对比”来看,与普通无孔和6孔砂碟相比,在同样1mim的打磨时间内,诺特耐无尘砂碟不但能打磨最大的漆面
范围,而且还能深入到底层金属(图2)。
从“3min防堵塞性能测试”来看,经过3min打磨后,普通6
孔砂碟边缘已严重堵塞,不再具有磨削力;而诺特耐无尘砂碟依旧如新,并保持强有力的磨削力,工件和砂碟表面也没有粉尘残留(图3)。
此外,诺特耐无尘砂碟采用了独特的超细粒度柔软海绵背绒,
它能轻松贴合工件,完成有线条造型的凸起表面或各种异型面的打磨,不会造成任何损坏。
(3)如何正确操作无尘干磨设备
如图4所示,先按①所示方向左右移动,再按②~③所示方向
斜度移动,然后再按④所示方向上下移动,最后再以左右移动以达到最佳的研磨表面质量。
在中国,随着越来越多的汽车维修企业及整车厂家选用无尘干
磨产品,环保的自动无尘干磨代替传统的水磨不但大大提高了工作效率。
而且还提高了工作质量,改善了工作环境。
从长远来看,无尘干磨工艺的普及是必然的发展趋势。
内容仅供参考。