第三章_叠层实体快速成型工艺
快速成型第3章快速成型材料及设备

第3章快速成型材料及设备3.1 快速成型材料快速成型材料一直是快速成型技术研究与开发的重要任务之一,每一种快速成型制造工艺的推出和成熟都与材料研究与开发密切相关。
一种新的快速成型材料的出现往往会使快速成型工艺及设备结构、成型件品质和成型效益发生巨大的进步。
快速成型材料根据原型建造原理、技术和方法的不同分为薄层材料、液态材料、粉状材料、丝材等。
不同的成型制造方法对应的成型材料的性状是不同的,不同的成型制造方法对成型材料性能的要求也是不同的。
在快速成型技术推出初期,一般都是快速成型设备的制造商在从事所需求的材料的研究。
但随着快速成型技术的发展和推广,许多材料专业公司也加入到快速成型材料的研发中,成型材料正向高性能、系列化的方向发展。
快速成型材料一般根据成型工艺方法来分类,分为光固化成型材料、粉末烧结材料、熔融沉积丝材及叠层实体薄层材料等。
根据目前较为常用的快速成型用的材料来看,一般根据材料的性状分类比较清晰,分为液态材料、薄层材料、粉末材料、丝状材料等。
常见的快速成型材料分类见表3-1。
快速成型材料及其性能不仅影响着所制作原型的性能及精度,而且也影响着与成型工艺相关联的建造过程。
快速成型工艺对成型材料性能的总体要求有如下几个方面:1)适应逐层累加方式的快速成型建造模式。
2)在各种快速成型建造方式下,能快速实现层内建造及层间连接。
3)制作的原型具有一定的尺寸精度和尺寸稳定性。
4)确保原型具有一定的力学性能及性能稳定性。
5)无毒无污染。
3.1.1光固化快速成型材料用于光固化快速成型的材料为液态光固化树脂,或称液态光敏树脂。
随着光固化成型技术的不断发展,具有独特性能的光固化树脂(如收缩率小甚至无收缩,变形小,不用二次固化,强度高等)也不断地被开发出来。
1.光固化成型材料分类光固化材料是一种既古老又崭新的材料,与一般固化材料比较,光固化材料具有下列优点。
1)固化快。
可在几秒钟内固化,可应用于要求立刻固化的场合。
叠层制造技术
2013/11/10
西安工业大学
2013/11/10
西安工业大学
谢谢!
2013/11/10
西安工业大学
2013/11/10
西安工业大学
一、基本原理和特点
由计算机、材料存储及送进机构、热粘压机构、激光
切割系统、可升降工作台和数控系统和机架等组成。 首先在工作台上制作基底,工作台下降,送纸滚筒送 进一个步距的纸材,工作台回升,热压滚筒 滚压背面 涂有热熔胶的纸材,将当前迭层与原来制作好的迭层 或基底粘贴在一起,切片软件根据模型当前层面的轮 廓控制激光器进行层面切割,逐层制作,当全部迭层 制作完毕后,再将多余废料去除。
2013/11/10
西安工业大学
2013/11/10
西安工业大学
二、叠层实体制造工艺
叠层制造工艺,即工业版的3D打印技术,已经可以用
于生产一些小部件,比如说医用假体、设计产品原型、 工程模型等。但是GE公司已经将其用途扩大到了利用 金属粉末“打印”喷气式飞机引擎,这是3D打印技术 发展史上的里程碑,充分展示了叠层制造工艺可以带 来的商业价值。
2013/11/10 西安工业大学
缺点
不能直接制作塑料工件源自 工件的抗拉强度和弹性不够好
工件表面有台阶纹 工件易吸湿膨胀
2013/11/10
西安工业大学
HRP-III LOM 激光快速成型机
HRP-III LOM 激光快速成型机是华中理工大学快速制
造中心与武汉滨湖机电技术产业有限公司生产的用于 快速原型制造的商品化设备,该设备可在无人看管下 运行,其主要技术指标可达到世界先进水平。
2013/11/10
西安工业大学
3、LOM原型在制鞋业中的应用
快速成型工艺

叠层实体制造工艺过程

叠层实体制造工艺过程摘要:随着新材料和新技术的出现,叠层实体制造技术也正在成为日益受到重视的新兴行业。
叠层实体制造技术可以提高产品的质量,降低成本,大大提高生产率。
本文着重介绍了叠层实体制造工艺过程,包括叠层实体制造工艺流程、制造流程优化和技术分析等。
关键词:叠层实体制造;工艺流程;优化;技术分析1 引言叠层实体制造(AdditiveManufacturing,AM)是一种新兴的制造技术,旨在解决传统制造技术无法实现的复杂任务,而且具有较高的自动化程度,节省材料和加强特征等优点。
叠层实体制造是一种新型三维制造技术,它使部件从虚拟的3D模型数据,通过一层层叠加材料,利用增材制造技术使物体的实体具现化这一制造过程。
叠层实体制造工艺流程的目的是利用激光光束或其他手段改变形状,以形成一个三维实体部件。
这种工艺流程的难点在于构建不同层的填充情况,确定合理的分层间隙,以及严格控制材料的物理和化学性能。
本文首先介绍叠层实体制造的基本原理及其在工艺流程中的应用,然后着重介绍叠层实体制造工艺流程、制造流程优化和技术分析等。
2 叠层实体制造工艺流程叠层实体制造工艺,基本上是由设备把虚拟三维模型数据转变为实体物体,它可以分解成如下几个步骤:(1)设备初始化和安装。
设备初始化时,需要根据设备参数,设置好各项参数,确定材料层高、层厚度、分层间隙等,然后将材料装入机器,对各部件进行安装。
(2)材料准备。
根据叠层实体制造工艺所需的材料种类,准备好相应的原材料,以确保制造质量和制造效率。
(3)制图准备。
根据设计模型,使用CAD或CAM绘制出制造物体的虚拟图形。
(4)读取数据。
根据工艺流程需要,从计算机中读取制图准备的数据,然后实现程序控制。
(5)热处理。
在制造的前期,可以用热处理方式对制造物体进行预热,以提高物体的稳定性和可靠性。
(6)叠层制造。
叠层实体制造的关键部分是实现叠层制造,其中主要涉及从各层材料分离、叠层、料层填充等步骤。
叠层制造及其它快速成型工艺与设备
LOM快速原型工艺适合制作大中型原型件,翘曲变形较小,成型时间较短,激光器使用寿命长,制成件有良好的机械性能,适合于产品设计的概念建模和功能性测试零件,且由于制成的零件具有木质属性,特别适合于直接制作砂型铸造模。
面曝光快速成型
MPSL(Mask Projection Stereolithography)面曝光快速成型与扫描式固化快速成型最大的不同在于采用片层掩膜技术,一次曝光固化一个层面的实体。MPSL的关键技术之一是如何生成图形动态掩膜(Dynamic Mask)。 图形掩膜的生成方式有多种,早期是利用静电复印技术原理,在玻璃底版上生成图形掩膜。目前,比较典型的图形生成工艺是采用液晶显示技术(Liquid Crystal Display,LCD)和数字投影技术(Digital Light Processing,DLP)。下面对这两种技术分别进行简单地介绍,着重说明一下DLP的技术原理。
LOM快速成形技术的缺点
6. 表面比较粗糙,工件表面有明显的台阶纹,成型后要进行打磨;且纸制零件很容易吸潮,必须立即进行后处理、上漆。 7. 难以构建精细形状的零件,即仅限于结构简单的零件。 8. 由于难以(虽然并非不可能)去除里面的废料,该工艺不宜构建内部结构复杂的零件。 9. 当加工室的温度过高时常有火灾发生,因此,工作过程中需要专职人员职守。
MPSL技术基本原理
由分析可以看出,相比于LCD,DMD能更好地适应快速成型加工所需要的高精度、高可靠性以及对紫外光源能量较高的承受能力。因此将DLP技术应用到光固化快速成型技术的面曝光快速成型具有更好的发展前景。 它主要包括两大部分:固化成像器件即掩膜发生器和机械辅助装置即升降、涂覆系统等。掩膜发生器负责完成每层图像的生成,由紫外光照射投影到成像位置,即光敏树脂液面处,曝光固化一次树脂,再通过升降装置以及涂覆系统完成新一层树脂的准备工作,从而开始下一层的固化。
层叠实体制造-LOM
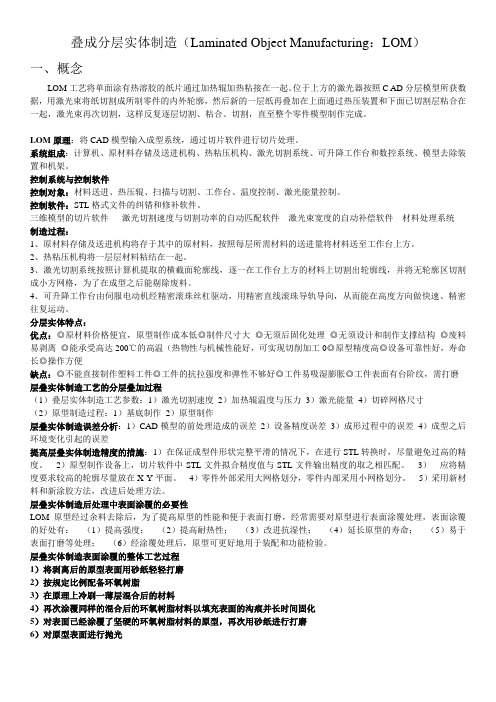
叠成分层实体制造(Laminated Object Manufacturing:LOM)一、概念LOM工艺将单面涂有热溶胶的纸片通过加热辊加热粘接在一起。
位于上方的激光器按照C AD分层模型所获数据,用激光束将纸切割成所制零件的内外轮廓,然后新的一层纸再叠加在上面通过热压装置和下面已切割层粘合在一起,激光束再次切割,这样反复逐层切割、粘合、切割,直至整个零件模型制作完成。
LOM原理:将CAD模型输入成型系统,通过切片软件进行切片处理。
系统组成:计算机、原材料存储及送进机构、热粘压机构、激光切割系统、可升降工作台和数控系统、模型去除装置和机架。
控制系统与控制软件控制对象:材料送进、热压辊、扫描与切割、工作台、温度控制、激光能量控制。
控制软件:STL格式文件的纠错和修补软件。
三维模型的切片软件激光切割速度与切割功率的自动匹配软件激光束宽度的自动补偿软件材料处理系统制造过程:1、原材料存储及送进机构将存于其中的原材料,按照每层所需材料的送进量将材料送至工作台上方。
2、热粘压机构将一层层材料粘结在一起。
3、激光切割系统按照计算机提取的横截面轮廓线,逐一在工作台上方的材料上切割出轮廓线,并将无轮廓区切割成小方网格,为了在成型之后能剔除废料。
4、可升降工作台由伺服电动机经精密滚珠丝杠驱动,用精密直线滚珠导轨导向,从而能在高度方向做快速、精密往复运动。
分层实体特点:优点:◎原材料价格便宜,原型制作成本低◎制件尺寸大◎无须后固化处理◎无须设计和制作支撑结构◎废料易剥离◎能承受高达200℃的高温(热物性与机械性能好,可实现切削加工0◎原型精度高◎设备可靠性好,寿命长◎操作方便缺点:◎不能直接制作塑料工件◎工件的抗拉强度和弹性不够好◎工件易吸湿膨胀◎工件表面有台阶纹,需打磨层叠实体制造工艺的分层叠加过程(1)叠层实体制造工艺参数:1)激光切割速度2)加热辊温度与压力3)激光能量4)切碎网格尺寸(2)原型制造过程:1)基底制作2)原型制作层叠实体制造误差分析:1)CAD模型的前处理造成的误差2)设备精度误差3)成形过程中的误差4)成型之后环境变化引起的误差提高层叠实体制造精度的措施:1)在保证成型件形状完整平滑的情况下,在进行STL转换时,尽量避免过高的精度。
快速成型技术的原理工艺过程及技术特点
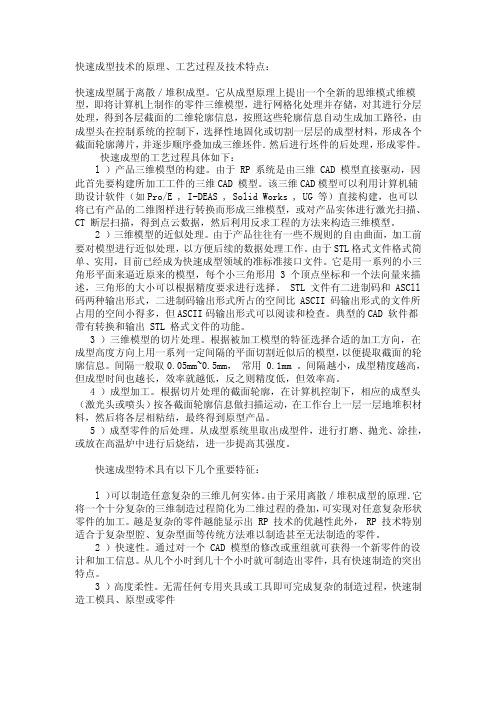
快速成型技术的原理、工艺过程及技术特点:快速成型属于离散/堆积成型。
它从成型原理上提出一个全新的思维模式维模型,即将计算机上制作的零件三维模型,进行网格化处理并存储,对其进行分层处理,得到各层截面的二维轮廓信息,按照这些轮廓信息自动生成加工路径,由成型头在控制系统的控制下,选择性地固化或切割一层层的成型材料,形成各个截面轮廓薄片,并逐步顺序叠加成三维坯件.然后进行坯件的后处理,形成零件。
快速成型的工艺过程具体如下:l )产品三维模型的构建。
由于 RP 系统是由三维 CAD 模型直接驱动,因此首先要构建所加工工件的三维CAD 模型。
该三维CAD模型可以利用计算机辅助设计软件(如Pro/E , I-DEAS , Solid Works , UG 等)直接构建,也可以将已有产品的二维图样进行转换而形成三维模型,或对产品实体进行激光扫描、CT 断层扫描,得到点云数据,然后利用反求工程的方法来构造三维模型。
2 )三维模型的近似处理。
由于产品往往有一些不规则的自由曲面,加工前要对模型进行近似处理,以方便后续的数据处理工作。
由于STL格式文件格式简单、实用,目前已经成为快速成型领域的准标准接口文件。
它是用一系列的小三角形平面来逼近原来的模型,每个小三角形用3 个顶点坐标和一个法向量来描述,三角形的大小可以根据精度要求进行选择。
STL 文件有二进制码和 ASCll 码两种输出形式,二进制码输出形式所占的空间比 ASCII 码输出形式的文件所占用的空间小得多,但ASCII码输出形式可以阅读和检查。
典型的CAD 软件都带有转换和输出 STL 格式文件的功能。
3 )三维模型的切片处理。
根据被加工模型的特征选择合适的加工方向,在成型高度方向上用一系列一定间隔的平面切割近似后的模型,以便提取截面的轮廓信息。
间隔一般取0.05mm~0.5mm,常用 0.1mm 。
间隔越小,成型精度越高,但成型时间也越长,效率就越低,反之则精度低,但效率高。
叠层实体制造工艺原理
叠层实体制造工艺原理
叠层实体制造工艺是一种制造复杂结构的三维实体的方法,常用于制造复杂零件、模型和工具等。
其基本原理包括以下几个步骤:
1.构建三维模型
首先,需要设计一个三维模型,可以使用计算机辅助设计(CAD)软件或其他类似工具。
该模型应该包含所需构建实体的所有细节和特征。
2.切分模型
在构建模型之后,需要将其切分为许多2D的图层,每一层代表实体的一个横截面。
这些层通常是由计算机软件生成的,并保存为图像。
3.喷涂材料
接下来,需要将一种粘合材料(如丙烯酸)喷涂在一个基底上,例如玻璃板或金属板。
这将成为建造模型的平台。
4.压制
然后,需要将第一层切片放置在平台上并压制在一起,以确保粘合材料与切片粘
合。
这通常需要使用一个压力机来实现。
5.重复过程
随后,需要不断重复这一过程,将每个切片放置在前一层之上。
这样就可以构建出一个准确的三维模型。
6.去除模型
完成实体的构建后,需要将其从基底上取下。
这可能需要使用化学剂或其他工具来完成。
以上就是叠层实体制造的基本原理,一旦完成,就可以得到一个中空的实体,尺寸和形状准确度高、密度均匀、细节清晰的三维形状。
《快速成型技术》课件

医学领域应用
制作医学模型
01
在医学领域,快速成型技术可以用于制作人体组织、器官或骨
骼的模型,辅助医生进行手术规划和模拟。
定制植入物
02
对于需要植入人体内的医疗设备,如牙齿、骨骼等,可以通过
快速成型技术制作出符合患者需求的个性化植入物。
药物研发
03
在药物研发过程中,快速成型技术可以用于制作药物分子模型
悬浮液喷射成型等 微滴喷射成型
金属粉末激光烧结 喷墨式成型
04
快速成型技术的应用案例
产品原型设计
1 2 3
快速制作产品原型
快速成型技术能够快速、准确地制作出产品原型 ,缩短了产品开发周期,降低了开发成本。
优化产品设计
通过制作原型,设计师可以更直观地评估产品外 观、结构和功能,及时发现和改进设计中的问题 。
数据转换与处理
快速成型的数据来源主要是 CAD(计算机辅助设计)软件
设计的三维模型。
数据处理包括模型切片、坐标转 换等步骤,将三维模型转换为快
速成型机可执行的层片数据。
数据处理过程中,需进行支撑结 构设计和工艺参数设置,以确保
成型过程的稳定性和准确性。
成型材料与特性
快速成型的材料种类繁多,包括塑料、树脂、金 属粉末、陶瓷等。
优点
可加工复杂结构、材料种 类多、加工速度快。
应用
广泛应用于航空航天、汽 车制造、医疗器械等领域 。
三维印刷
原理
类似于二维印刷,通过在特定材料上 逐层印刷粘合剂或特殊墨水,形成三 维实体。
优点
应用
适用于快速原型制造、个性化定制等 领域。
设备简单、操作方便、可快速制造出 原型。
其他快速成型技术
第三章_叠层实体快速成型工艺(专业课堂)

藤蔓课堂
12
第二节 叠层实体快速成型的材料和设备
图3-4 Solidimension 藤公蔓司课开堂发的SD 300 叠层打印机
13
第二节 叠层实体快速成型的材料和设备
图3-5 SD300 叠层打印机耗材配件及制作的模型
藤蔓课堂
14
第二节 叠层实体快速成型的材料和设备
图3-6 HRP系列薄材叠层快速成型机
藤蔓课堂
15
第二节 叠层实体快速成型的材料和设备
藤蔓课堂
16
第三章 叠层实体快速成型工艺
1 叠层实体制造工艺的基本原理和特点
2 叠层实体快速成型的材料与设备 3 叠层实体快速成型的工艺过程
4 提高叠层实体快速成型制作质量的措施
5 叠层实体制造工艺后置处理中的表面涂覆
6 新型叠层实体快速成型工艺方法
藤蔓课堂
17
第三节 叠层实体快速成型的工艺过程
前 处 STL文件
理
切片处理
分
设置工艺参数
层
叠
激光 加热 切片 切碎 切割 辊温 软件 网格
加
速度 度 精度 尺寸
基底制作
原型制作
后 处 余料去除 理
表面质量处理
提高强硬度处理
藤蔓课堂
18
第三章 叠层实体快速成型工艺
1 叠层实体制造工艺的基本原理和特点
藤蔓课堂
7
第二节 叠层实体快速成型的材料和设备
1.叠层实体快速成型材料
薄层材料:纸、塑料薄膜、金属箔等
粘结剂:热熔胶
制备工艺:涂布工艺
纸的性能要求:
1)抗湿性
2)良好的浸润性
3)抗拉强度
4)收缩率小
5)剥离性能好
中职教育二年级下学期《叠层实体制造技术(LOM)》教学设计
授课教师姓名
学科
增材制造技术应用
教龄
8
微课名称
叠层实体制造技术(LOM)
视频长度
5分45秒
录制时间
知识点来源
学科:增材制造技术应用年级 :二年级
知识点描述
让学生通过观看叠层实体制造技术(LOM),让学生从案例描述、数据处理、、快速成型制造、后处理四个方面对LOM进行了全面的了解。
02:42-05:30
第四部分内容:后处理
去除多余材料,得到所需要的三维工件。
05:31-05:45
四、教学反思
本微课利用5分钟的时间进行了LOM分层实体制造技术简介,让学生从案例描述、数据处理、快速成型制造和后处理。四个方面对LOM进行了全面的了解。在学校设备不能满足学生实际理解和加工需要的前提下,让学生通过形象的动画及加工视频的播放加深了印象。
教学过程
内容
时间
一、微课片头
同学们好,本节课我们来学习一下LOM分层实体制造技术简介
00:00-00:10
二、微课目录
本节课的内容,主要目下面四个部分:
一、案例描述,
二、数据处理,
三、快速成型制造,
四、后处理。
00:11-00:22
三、正文讲授
第一部分内容:案例描述
煮蛋器是新兴起的一种时尚生活小家电,主要用于快速方便煮鸡蛋,也可以做鸡蛋羹。他倡导营养早餐的新对策,时尚方便,是小家庭,大厨房的精品小家电,快捷好帮手。某家电企业在进入小型家电领域选择了煮蛋器进行试点,在设计外壳时,选择了LOM分层实体制造技术进行测试。这种制造方法是由美国Helisys公司的Michael Feygin于1986年研制成功,并推出商业化的机器。
逆向工程实践报告
《逆向工程综合实践》实践报告班级: K机设111学号: 240110138学生姓名:薛金成学期:2014-2015学年第一学期实践地点:工程中心7-C1实践时间:2015-01-05~2015-01-13报告成绩:指导教师:蒋平王慧批阅日期:南京工程学院机械工程学院一.基础知识1.综合实践目的通过本次综合实践,让学生在查阅和学习相关技术资料和手册的基础上,综合运用相关课程知识,进行机械产品零部件的反求设计,并采用激光快速原型制造技术将学生自己测量和重构的模型制造出来,从而达到加深学生对相关基础知识的理解,提高学生综合应用各方面知识的能力,以及提高分析问题、解决问题能力的目的.2.逆向工程概述新产品的开发有两种模式:●正向工程:由市场需求出发,经产品的概念设计、结构设计、加工制造、装配检验等开发过程。
●逆向工程(又称反求工程,Reverse Engineering):以已有产品为基础,进行消化、吸收并进行改进和创新,使之成为新产品。
2.1逆向工程的定义逆向工程是以先进产品的实物、软件或影像作为研究对象,应用现代设计理论和方法、生产工程学、材料学和有关专业知识进行系统分析和研究、探索掌握其关键技术,进而开发出同类型、更为先进的产品的技术。
目前,大多数有关逆向工程技术的研究和应用都集中在几何形状,即重建产品实物的CAD模型和最终产品的制造方面,称为实物反求工程。
这是因为作为研究对象,产品实物是面向消费市场最广、最多的一类设计成果,也是最容易获得的研究对象。
在产品的反求时,需要通过一定途径将实物样件转化为CAD模型,以期利用计算机辅助制造、快速原型制造和快速模具、产品数据库管理(Product data managament)及计算机集成制造系统等先进技术对其进行处理或管理。
随着现代测试技术的发展,快速、精确地获取实物的几何信息已变为现实。
2.2逆向工程技术的主要研究内容■反求对象设计指导思想、功能原理分析:产品的设计指导思想决定了产品的设计方案,深入分析并掌握产品的设计指导思想是分析了解整个产品设计的前提。
合工大快速原型课后复习题及解答
合⼯⼤快速原型课后复习题及解答第⼆章光固化快速成型⼯艺1 .叙述光固化快速成型的原理。
氦-镉激光器或氩离⼦激光器发出的紫外激光束在控制系统的控制下按零件的各分层截⾯信息在光敏树脂表⾯进⾏逐点扫描,使被扫描区域的树脂薄层产⽣光聚合反应⽽固化,形成零件的⼀个薄层。
⼀层固化完毕后,⼯作台下移⼀个层厚的距离,以使在原先固化好的树脂表⾯再敷上⼀层新的液态树脂,刮板将粘度较⼤的树脂液⾯刮平,然后进⾏下⼀层的扫描加⼯,新固化的⼀层牢固地粘结在前⼀层上,如此重复直⾄整个零件制造完毕,得到⼀个三维实体原型。
2 .光固化快速成型的特点有哪些?优点:(1)成型过程⾃动化程度⾼;(2)尺⼨精度⾼;(3)优良的表⾯质量;(4)可以制作结构⼗分复杂的模型、尺⼨⽐较精细的模型;(5)可以直接制作⾯向熔模精密铸造的具有中空结构的消失型;(6)制作的原型可以⼀定程度地替代塑料件。
缺点:(1)制件易变形,成型过程中材料发⽣物理和化学变化;(2)较脆,易断裂性能尚不如常⽤的⼯业塑料;(3)设备运转及维护成本较⾼,液态树脂材料和激光器的价格较⾼;(4)使⽤的材料较少,⽬前可⽤的材料主要为感光性的液态树脂材料;(5)液态树脂有⽓味和毒性,并且需要避光保护,以防⽌提前发⽣聚合反应,选择时有局限性;(6)需要⼆次固化3.光固化材料的优点有哪些?光固化树脂主要分为⼏⼤类?优点:(1)固化快(2)不需要加热(3)可配成⽆溶剂产品(4)节省能量。
(5)可使⽤单组分,⽆配置问题,使⽤周期长。
(6)可以实现⾃动化操作及固化,提⾼⽣产的⾃动化程度,从⽽提⾼⽣产效率和经济效益。
分类:(1)⾃由基光固化树脂(2)阳离⼦光固(3)混杂型光固化树脂4.光固化成型⼯艺过程主要分为⼏个阶段,其后处理⼯艺过程包括哪些基本步骤?阶段:前处理、原型制作和后处理三个阶段。
后处理步骤:(1)原型叠层制作结束后,⼯作台升出液⾯,停留5~10min(晾⼲);(2)将原型和⼯作台⼀起斜放景⼲,并将其浸⼊丙酮、酒精等清洗液中,搅动并刷掉残留的⽓泡,45min后放⼊⽔池中清洗⼯作台;(3)由外向内从⼯作台上取下原型,并去除⽀撑结构;(4)再次清洗后置于紫外烘箱中进⾏整体后固化。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
5 叠层实体制造工艺后置处理中的表面涂覆
6
新型叠层实体快速成型工艺方法
精品课件
第四节 提高叠层实体成型制作质量的措施
1. 叠层实体原型制作误差分析
CAD模型STL文件输出造成的误差
弦差
切片软件STL文件输入设置造成的误差
成型 过程 误差
不一致的约束
成型功率控制不当
切碎网格尺寸
工艺参数不稳定
设备 精度 误差
涂布工艺: 涂布工艺有涂布形状和涂布厚度两个方面。 涂布形状指的是采用均匀式涂布还是非均匀涂布,非均匀涂布又有多种形状。均匀式涂布采用狭缝式刮板
进行涂布,非均匀涂布有条纹式和颗粒式。一般来讲,非均匀涂布可以减小应力集中,但涂布设备比较贵。 涂布厚度指的是在纸材上涂多厚的胶,选择涂布厚度的原则是在保证可靠粘接的情况下,尽可能涂的薄,以 减少变形、溢胶和错移。
精品课件
第三章 叠层实体快速成型工艺
1
叠层实体制造工艺的基本原理和特点
2
叠层实体快速成型的材料与设备
3
叠层实体快速成型的工艺过程
4
提高叠层实体成型制作质量的措施
5 叠层实体制造工艺后置处理中的表面涂覆
6
新型叠层实体快速成型工艺方法
精品课件
第一节 叠层实体制造工艺的基本原理和特点
1.叠层实体快速成型工艺的基本原理
精品课件
第二节 叠层实体快速成型的材料和设备
新加坡KINERGY公司的纸材
精品课件
第二节 叠层实体快速成型的材料和设备
美国Cubic Technologies 公司的薄材
精品课件
第二节 叠层实体快速成型的材料和设备
2. 叠层实体快速成型制造设备
图3-3 Helisys公司的LOM-2030机型
第二节 叠层实体快速成型的材料和设备
精品课件
第三章 叠层实体快速成型工艺
1
叠层实体制造工艺的基本原理和特点
2
叠层实体快速成型的材料与设备
3
叠层实体快速成型的工艺过程
4 提高叠层实体快速成型制作质量的措施
5 叠层实体制造工艺后置处理中的表面涂覆
6
新型叠层实体快速成型工艺方法
精品课件
第三节 叠层实体快速成型的工艺过程
精品课件
图3-1 叠层实体制造技术的原理简图
第一节 叠层实体制造工艺的基本原理和特点
在叠层实体快速成型机上,截面轮廓被切割和叠合后所成的制品如下图所示。其中,所需的工件被废料小方格包围,剔除 这些小方格之后,便可得到三维工件。
图3-2 截面轮廓及网格废料 精品课件
第一节 叠层实体制造工艺的基本原理和特点
激光头的运动定位精度
X、Y轴系导轨垂直度,Z轴与工作台面垂直度
成型之后 环境变化 引起误差
热变形
湿变形
精品课件
第四节 提高叠层实体成型制作质量的措施
2. 提高叠层实体原型制作精度的措施
1
在进行STL转换时,可以根据零件形状的不同复杂程度来定。在保证成形件形状完整平滑的前提 下,尽量避免过高的精度。不同的CAD软件所用的精度范围也不一样,例如Pro/E所选用的范围是0.01 ~0.05mm,UGⅡ所选用的范围是0.02~0.08mm,如果零件细小结构较多可将转换精度设高一些。
薄层材料:纸、塑料薄膜、金属箔等 粘结剂:热熔胶 制备工艺:涂布工艺 纸的性能要求: 1)抗湿性
2)良好的浸润性 3)抗拉强度 4)收缩率小 5)剥离性能好 6)易打磨,表面光滑 7)稳定性
精品课件
第二节 叠层实体快速成型的材料和设备
热熔胶: 1)良好的热熔冷固性(约70~100℃开始熔化,室温下固化)。 2)在反复“熔融-固化”条件下,具有较好的物理化学稳定性。 3)熔融状态下与纸具有较好的涂挂性和涂匀性。 4)与纸具有足够粘结强度。 5)良好的废料分离性能。
精品课件
第二节 叠层实体快速成型的材料和设备
图3-4 Solidimension精品公课件司开发的SD 300 叠层打印机
第二节 叠层实体快速成型的材料和设备
图3-5 SD300 叠层打印机耗材配件及制作的模型
精品课件
第二节 叠层实体快速成型的材料和设备
图3-6 HRP系列薄材叠层快速成型机
精品课件
2.叠层实体快速成型技术的特点
优点:
◎原材料价格便宜,原型制作成本低
◎制件尺寸大
◎无须后固化处理
◎无须设计和制作支撑结构
◎废料易剥离
◎热物性与机械性能好,可实现切削加工 ◎设备可靠性好,寿命长
◎精度高 ◎操作方便
缺点:
◎不能直接制作塑料工件 ◎工件易吸湿膨胀
◎工件的抗拉强度和弹性不够好 ◎工件表面有台阶纹,需打磨
由计算机、材料存储及送进机构、热粘压机构、激光切 割系统、可升降工作台和数控系统和机架等组成。首先在工 作台上制作基底,工作台下降,送纸滚筒送进一个步距的纸 材,工作台回升,热压滚筒滚压背面涂有热熔胶的纸材,将 当前迭层与原来制作好的迭层或基底粘贴在一起,切片软件 根据模型当前层面的轮廓控制激光器进行层面切割,逐层制 作,当全部迭层制作完毕后,再将多余废料去除。
精品课件
第三章 叠层实体快速成型工艺
1
叠层实体制造工艺的基本原理和特点
2
叠层实体快速成型的材料与设备
3
叠层实体快速成型的工艺过程
4 提高叠层实体快速成型制作质量的措施
5 叠层实体制造工艺后置处理中的表面涂覆
6
新型叠层实体快速成型工艺方法
精品课件
第二节 叠层实体快速成型的材料和设备
1.叠层实体快速成型材料
前
处
STL文件
理
切片处理
分
设置工艺参数
层
激光 加热辊 切片软 切碎网
叠
切割 温度 件精度 格尺寸 速度
加
基底制作
后
处
余料去除
理
表面质量处理
精品课件
原型制作 提高强硬度处理
第三章 叠层实体快速成型工艺
1
叠层实体制造工艺的基本原理和特点
2
叠层实体快速成型的材料与设备
3
叠层实体快速成型工艺过程
4 提高叠层实体快速成型制作质量的措施
快速成型与快速模具制造技术及其应用
机械工业出版社(第三版)
第三章 叠层实体快速成型工艺
精品课件
第三章 叠层实体快速成型工艺
叠层实体制造技术(Laminated Object Manufacturing,LOM)是几种最成熟的快速成型制造技术之 一。这种制造方法和设备自1991年问世以来,得到迅速发展。由于叠层实体制造技术多使用纸材,成本低廉 ,制件精度高,而且制造出来的木质原型具有外在的美感性和一些特殊的品质,因此受到了较为广泛的关注 ,在产品概念设计可视化、造型设计评估、装配检验、熔模铸造型芯、砂型铸造木模、快速制模母模以及直 接制模等方面得到了迅速应用。