物化-水解酸化-SBR法处理淀粉废水
淀粉废水特点及处理工艺

淀粉废水特点及处理工艺-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII淀粉废水特点及主要处理工艺淀粉废水属于高浓度有机废水,常使用厌氧-好氧工艺进行处理。
今天,我们就来聊一聊淀粉废水的特点及主要处理工艺。
1.淀粉废水水质来源及特点淀粉废水是以玉米、马铃薯、小麦、大米以及其它富含淀粉的农产品为原料,进行淀粉加工或深加工(淀粉糖、葡萄糖、淀粉衍生物等)而产生的工业废水,主要包括中间产品洗涤水、设备冲洗水、原料浸泡水等。
其主要污染因子为COD、SS、氨氮和磷酸盐。
淀粉废水的主要特点如下:∙有机物含量高,COD浓度一般在8000 mg/L以上;∙含较高的氮、磷营养物;∙BOD与COD比值较高,可生化性好,较宜于生物处理;∙其废水呈酸性。
2.淀粉废水主要处理工艺淀粉废水属生化性较好的高浓度有机废水,因而常采用厌氧-好氧的联合处理工艺。
下图为常用的淀粉废水处理工艺,废水经过预处理、厌氧处理、好氧处理以及深度处理能够达标排放。
a.预处理工序在预处理工序中,淀粉废水通过格栅、沉淀、气浮等工艺去除悬浮物,减少后续反应器负荷。
淀粉废水呈酸性,产甲烷菌不能承受低pH值的环境,抑制厌氧处理过程,因此生化处理前需要调整pH值至中性(其最适宜范围是6.8~7.2)。
b.厌氧生物处理厌氧生物处理是一种有效处理高浓度有机废水的技术,可将有机化合物转化为低分子有机化合物,并能产生甲烷进行回收利用,减少后续反应负荷。
厌氧处理技术可选用UASB、EGSB、IC等工艺,其COD去除率可达到80%以上。
淀粉糖及变性淀粉生产废水需投加营养盐调节碳氮比后再进行厌氧生物反应。
c.好氧生物处理好氧生物处理是在有氧环境下对有机物的彻底分解,其工艺技术有SBR、氧化沟和二沉池等。
目前国内常用的工艺有混凝-水解酸化-UASB-曝气氧化塘工艺、EGSB+SBR法、UASB-氧化塘-混凝气浮法等,这些工艺处理淀粉废水效率高,均能使处理后的水达到国家排放标准,其工艺技术经济比较详见下表。
污水处理之淀粉废水处理
污水处理之淀粉废水处理淀粉废水是一种常见的污水,由淀粉加工过程中产生,经常出现在淀粉工厂和食品加工企业。
淀粉废水中含有大量的有机物和悬浮物,处理难度较大。
本文将探讨淀粉废水的处理方法及现状。
一、淀粉废水的特点淀粉废水是一种高浓度有机废水,其主要特点为:1.高浓度有机物:淀粉废水中含有较高浓度的淀粉、蛋白质、糖类等有机物,CODcr一般在10000mg/L以上,污染程度较严重。
2.大量悬浮物:淀粉废水中含有很多果胶、淀粉颗粒等悬浮物质,颜色深浓且易于污染水体。
3.呈酸性:淀粉废水中的酸碱度一般在4.5-6.5之间,呈酸性。
4.微生物生长速度较快:淀粉废水中含有丰富的营养物质,菌落繁殖能力很强。
二、淀粉废水处理技术1.生物处理技术生物处理是淀粉废水处理的常用技术,在淀粉废水处理中一般采用曝气生物滤池、曝气生物接触氧化池、SBR等生物反应器进行处理。
通过大量微生物的代谢作用,将有机物转化为CO2和H2O等无害物质,达到净化废水的目的。
2.化学处理技术化学处理技术包括混凝沉淀、氧化还原、复合絮凝、活性炭吸附等方法。
这种方法通过添加化学药剂,使污染物凝聚沉淀或通过化学反应转化为无害物质,达到净化污水的目的。
3.物理处理技术物理处理技术包括膜分离、吸附(活性炭、离子交换树脂等吸附材料)、超滤、逆渗透等方法。
这种方法通过物理手段将污染物分离出来,最终达到净化污水的效果。
三、淀粉废水处理的现状1.我国淀粉废水处理现状目前我国淀粉废水处理主要采用生物处理技术。
但随着环保要求的提高,越来越多的淀粉企业开始采用更加高效、经济、友好的处理技术,如SBR反应器和MBR膜生物反应器等,使淀粉废水得到更好的处理。
2.国外淀粉废水处理现状国外对淀粉废水的处理研究较早。
目前主要采用的是化学处理和物理处理技术,如混凝沉淀、吸附、逆渗透等方法。
同时,也出现了一些新的技术,如超临界氧化、电化学技术等。
四、结论淀粉废水处理是一项非常重要的环保工作。
水解酸化+SBR工艺处理工业园区废水
水解酸化+SBR工艺处理工业园区废水采用水解酸化+SBR工艺处理以染料废水为主的综合工业废水.并通过模糊控制实现了SBR法以处理水质为目的的在线控制。
该工艺处理此类废水具有效果好,运行费用低等特点。
运行调试结果说明:在进水CODcr平均650mg/L 条件下,出水可达国家综合排放二级标准。
1工程概况某污水处理厂为**某工业园区生产废水及部分生活污水处理工程该工业园区内建成的和在建企业有染料.制钠,聚乙烯。
热电厂等企业。
该工业园区原仅采用自然蒸发的方式开展处理或未经处理直接排放于天然沟渠.不符合环保排放标准要求.严重污染了环境。
2各部分废水水质水量目前.该工业园区内已建成的企业有染料厂、热电厂、制钠工厂、氯化聚乙烯厂、氯化异氰尿酸、氯酸钠厂等,产业规划中陆续建设的企业多以化工为主。
生产废水中含有焦油、酚类、氨氮等物质,属难于处理的废水。
上述工业废水中,氯酸钠厂产生的废水含盐量较大.废水中含有强氧化剂如游离氯、次氯酸钙、次氯酸钠等,若该部分废水直接排入污水处理厂,会对污水处理工艺尤其是生化反应阶段影响较大。
因此在设计中采用清污分流和轻重分流的原则,将上述废水单独排入蒸发池内处理。
其他企业产生的污水开展预处理后排入污水处理厂。
污水处理厂接纳的排污企业有染料厂,热电厂,制钠厂,氯化聚乙烯厂及部分生活污水。
各部分废水水质及水量见表1出水要求符合国家污水综合排放标准(GB8978—1996)二级排放标准。
3废水处理工艺3.1预处理工艺预处理工艺设计的基本原则为清污分流.含盐量高污染物和含盐量低污染物分离.对微生物有毒有害物质和低毒物质分离(主要是酞菁和靛蓝两种废水中的铜离子)。
对重污染、影响微生物的有毒有害物质设置预处理工艺加以处理.高含盐污染物质利用当地自然蒸发量大、荒芜土地范围大的特点设置蒸发池开展污水处理。
预处理站处理废水为酞菁和靛蓝两种高浓度废水,设计规模3600m3/d。
预处理流程图见图1。
预处理工艺调试主要是西北染料厂铁炭反应器的调试.调节进水负荷.铁炭反应时间在设计铁屑和焦炭比例为l:3的情况下.一周的调试期内.进水铜离子在50~110mg/L的范围.出水铜离子小于0.5mg/L铁炭反应器的调试和运行期间发现铁屑的更换频率比较大,半年约更换反应器容积1/3.而且反应器利用效率逐渐降低.铁炭有结块现象。
水解酸化一SBR一混凝工艺处理医用材料废水
步去除废水 中 s 及部分不可降解污染物, s 降低出
水色度 ,并改善污泥沉降陛能。 7 )设备 间。设备 间内安装有 电控柜及工艺控 制器 ,工艺控制器 由该单位独立设 计 ,全程控 制
S R池内设备正常运行 。 B 24 工艺布 置 . 污水处理站各 处理单元设 检查井便 于安装 维
2 )通 过 隔 油 和水 解 酸 化 的预 处 理措 施 ,使 废
水 中油性物质 和难降解高分子有 机物浓度大大降
低 ,提高了废水的可生化性。 3 )系统工艺简单 、运行可靠 、操作方便 、占 地面积小、基建投资省 ,运行费用低 .吨水处理成
本为 1 元 。 . 3 l 墨 H
图 1 工 艺 流 程 图
达标排放
混凝沉淀池 | B  ̄ H 水解酸化池 _ R' 1 S
堕查 I
4 B )S R工 艺结 合 混 凝 沉 淀 工 艺 。进一 步去 除
25 电器控 制 .
废水 中难降解有机物、s s和 C D ,确保 了废水 达 O 标 排放 。 采用水解酸化一 B 一 S R 混凝工艺 。处理要求 。实 际运行 表 明, 该组合工艺处理效果 良好 、耐冲击性强 、工艺
组合合理 ,具有 比较广阔的应用前景 。
( 习编 辑 实 邸开 宇 )
( 英文部分下转 第 14页 ) 0
科 翻 墨兰 搪 嘶
…
J
21.l 月 璺 曼 j 一1 1 01- ≯ -  ̄ - 簦 j — 0 —
系数 并 按 式 () 和式 ( )对 岩 土材 料 的 C 值 7 8 , 进 行 调整 ,再 按前 述方 法进 行 分 析 。当折 减 系数
用 生 物 材 料 废 水 ,处 理 后 出水 C D 、B D、S 、 O O S 色 度 和 动 植 物 油 达 到 G 98 19 污水 综 合排 B 87- 96
污水处理之淀粉废水处理
污水处理之淀粉废水处理行业污水特征以玉米为原料生产淀粉时,废水主要来源于玉米浸泡、胚芽分离与洗涤、纤维洗涤、浮选浓缩、蛋白压滤等工段蛋白回收后的排水,以及玉米浸泡水资源回收时产生的蒸发冷凝水。
以薯类为原料生茶淀粉时,废水主要来源于脱汁、分离、脱水工段蛋白回收后的排水、以及原料输送清洗废水。
以小麦为原料生产淀粉时,废水由两部分组成:沉降池里的上清液和离心后产生的黄浆水。
以淀粉为原料生产淀粉糖时,废水主要来源于离子交换柱冲洗水、各种设备的冲洗水和洗涤水、液化糖化工艺的冷却水。
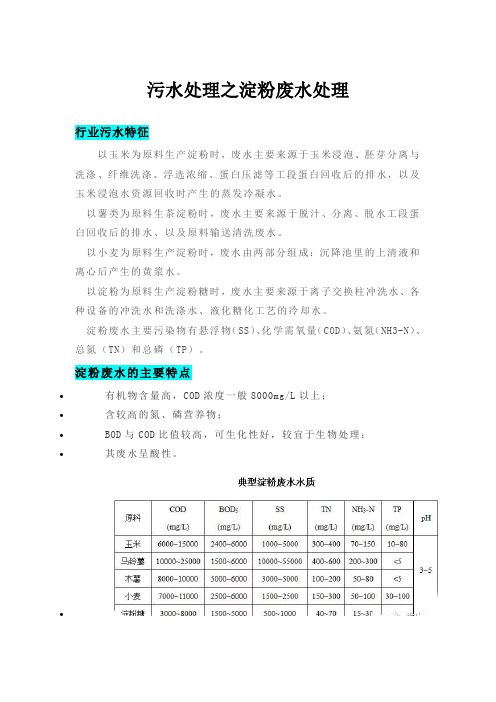
淀粉废水主要污染物有悬浮物(SS)、化学需氧量(COD)、氨氮(NH3-N)、总氮(TN)和总磷(TP)。
淀粉废水的主要特点•有机物含量高,COD浓度一般8000mg/L以上;•含较高的氮、磷营养物;•BOD与COD比值较高,可生化性好,较宜于生物处理;•其废水呈酸性。
•淀粉废水治理工艺路线的选择应根据现行国家和地方有关排放标准、污染物来源及性质、排水去向确定淀粉废水处理程度,选择相应的处理工艺。
处理简介及工艺方案淀粉废水治理总体上宜采用“预处理+厌氧生物处理+好氧生物处理+深度处理”的污染治理工艺,工艺流程图如下:淀粉企业额根据淀粉生产的原料和产品种类、废水性质选择合适的废水工艺路线和单元技术。
预处理工序中,淀粉生产废水应通过格栅、沉淀、气浮等工艺去除悬浮物后进入调节池,进行水量调节;马铃薯淀粉生产废水应在沉淀池前设置消泡设施;薯类淀粉废水中的原料输送清晰废水应通过沉沙等工艺去除污水中的沙粒后进入调节池。
厌氧生物处理可选用升流式厌氧污泥床反应器(UASB)、厌氧颗粒污泥膨胀床反应器(EGSB)、内循环厌氧反应器(IC)等工艺;废水在进入厌氧反应器前应先进行PH调节和温度调节;淀粉糖及变性淀粉生产废水需投加营养盐调节碳氮比后在进行厌氧生物反应。
好氧生物处理可选用序批式活性污泥法(SBR)、缺氧-好氧(A/O)+二沉池、氧化沟+二沉池等工艺。
多阶段曝气SBR 法处理淀粉废水
性质来决定。对于处理淀粉浓度 6.0 g/L、相应 COD 值为 6690 mg/L 的废水,“4h 搅拌 +8h 曝气”组合是最高效的,反
应 24 h,COD 去除率高达 96.8%,出水 COD 仅 215 mg/L;而对于处理淀粉浓度 8.0 g/L、相应 COD 值为 8920 mg/L 的
银(AR)、重蒸苯酚(AR)、硫酸(优级纯)、可溶性淀 粉(AR)。
分析测试仪器:AB104- N 型电子天平、PHS- 3C 型 酸 度 计 、CX41RF OLYMPUS 显 微 镜 、 美 国 HACH 公司 COD 反应器、UV310 紫外分光光度计。 1.2 实验装置
实验装置示于图 1。反应器由聚氯乙烯塑料圆桶 加工制作而成,内径 15 cm,高 35 cm,总体积约 6 L, 有效液体容积 4 L,在 2 L 处开一个排水口,反应器 底部开一个污泥取样口。空气由 ACO 系列空压机 提供,用转子流量计控制在 3 L /min 左右,由砂芯 曝气头作为微孔曝气器释放。采用 JJ-1 精密电动搅 拌器控制搅拌速度在 90 r/min。由微电脑时间控制 器及附属电子线路控制搅拌、曝气过程,并可根据需
49 6 h 曝气)×4”四种组合方式,研究不同运行方式对处 理效果的影响。(注:×n 表示缺氧 / 好氧交替次数为 n 次,以此类推。)
淀粉废水方案

淀粉废水方案第1篇淀粉废水处理方案一、方案背景随着我国淀粉产业的快速发展,淀粉废水处理问题日益凸显。
淀粉废水具有高COD、高BOD、高SS以及高色度等特点,若未经处理直接排放,将严重污染环境。
为响应国家环保政策,确保企业可持续发展,本方案针对淀粉废水处理提出一套合法合规的处理方案。
二、方案目标1. 淀粉废水经处理后,满足《淀粉废水排放标准》(GB 26748-2011)中的一级A标准。
2. 节约水资源,实现废水的循环利用。
3. 减少污染物排放,降低企业环保风险。
三、工艺流程1. 预处理(1)采用格栅去除废水中的悬浮物和漂浮物。
(2)采用调节池调节水质、水量,保证后续处理系统的稳定运行。
2. 生物处理(1)采用厌氧生物处理技术,利用厌氧微生物将废水中的有机物转化为甲烷和二氧化碳,降低COD。
(2)采用好氧生物处理技术,利用好氧微生物将废水中的有机物氧化分解,进一步降低COD和BOD。
3. 深度处理(1)采用絮凝沉淀技术,去除废水中的悬浮物和胶体。
(2)采用活性炭吸附技术,去除废水中的色度和有机污染物。
(3)采用反渗透技术,实现废水的脱盐和回用。
四、关键技术及措施1. 厌氧生物处理技术(1)采用升流式厌氧污泥床(UASB)反应器,提高废水处理效果。
(2)选用耐冲击负荷、抗毒性强的厌氧微生物,保证系统稳定运行。
2. 好氧生物处理技术(1)采用序批式活性污泥法(SBR),实现同步脱氮除磷。
(2)采用生物膜法,提高微生物的附着面积,增强生物降解能力。
3. 深度处理技术(1)选用高效絮凝剂,提高絮凝沉淀效果。
(2)采用活性炭吸附技术,确保废水色度达标。
(3)采用反渗透技术,实现废水的脱盐和回用。
五、运行与维护1. 严格遵循操作规程,确保设备正常运行。
2. 定期检查设备,发现问题及时维修。
3. 监测水质指标,调整工艺参数,保证处理效果。
4. 建立完善的应急预案,应对突发情况。
六、环保与经济1. 废水处理达标后,实现循环利用,降低企业用水成本。
水解酸化-UASB-SBR工艺处理改性淀粉废水研究

水解酸化-UASB-SBR工艺处理改性淀粉废水研究
水解酸化-UASB-SBR工艺处理改性淀粉废水研究
以3种高浓度改性淀粉废水(氧化淀粉、酯化淀粉和醚化淀粉)为研究对象,采用水解酸化-上向流厌氧生物法(UASB)-活性污泥法(SBR)组合工艺,从设计、调试、运行和技术分析来研究该工艺的可行性.研究结果表明:该工艺处理改性淀粉废水是可行的,对不同种类的改性淀粉废水具有较强的适应性.
作者:陈日祥 Cheng Rixiang 作者单位:佛山市顺德区环境保护监测站,广东,顺德,528300 刊名:环境工程 ISTIC PKU 英文刊名:ENVIRONMENTAL ENGINEERING 年,卷(期): 2005 23(2) 分类号:X7 关键词:改性淀粉废水水解酸化-UASB-SBR工艺颗粒污泥。
水解酸化UASB,SBR处理印染废水
水解酸化-UASB-SBR
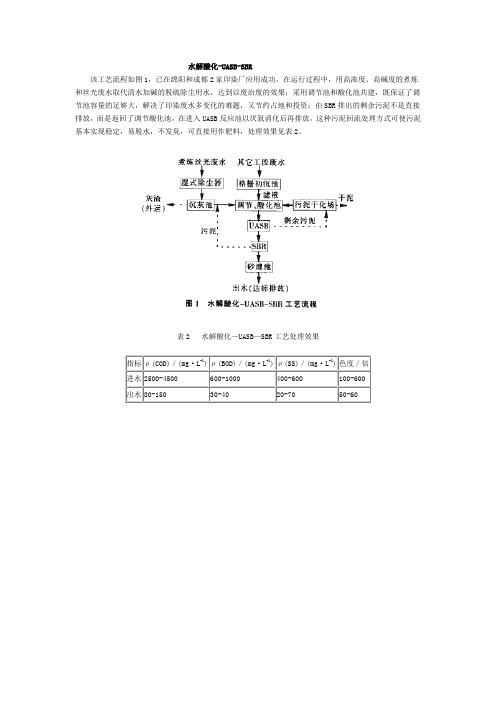
该工艺流程如图1,已在绵阳和成都2家印染厂应用成功,在运行过程中,用高浓度、高碱度的煮炼和丝光废水取代清水加碱的脱硫除尘用水,达到以废治废的效果;采用调节池和酸化池共建,既保证了调节池容量的足够大,解决了印染废水多变化的难题,又节约占地和投资;由SBR排出的剩余污泥不是直接排放,而是返回了调节酸化池,在进入UASB反应池以厌氧消化后再排放,这种污泥回流处理方式可使污泥基本实现稳定,易脱水,不发臭,可直接用作肥料,处理效果见表2。
表2 水解酸化—UASB—SBR工艺处理效果
指标ρ(COD)/(mg·L-1) ρ(BOD)/(mg·L-1) ρ(SS)/(mg·L-1) 色度/倍
进水2500-4500 600-1000 400-600 100-600
出水80-150 30-40 20-70 50-60。
淀粉废水处理技术
淀粉废水处理综述摘要:淀粉废水的处理正越来越受到重视,本文就目前国内外淀粉废水的来源、性质以及危害和各种处理方法、工艺进行了综述与概括,并引用了相关文献。
关键词:淀粉废水;化学絮凝;好氧处理;厌氧处理;光合细菌一淀粉工业废水来源组成性质淀粉生产大约有80%是以玉米为原料,其余以薯类、小麦、大麦、燕麦以及其他富含淀粉的植物块根等为原料。
原料中除含有淀粉以外还含有其他的多种成分—蛋白质、纤维素、机盐等口淀粉生产由原料处理、浸泡、粉碎、过筛、分离淀粉、洗涤、干燥等几个主要工序组成。
但具体操作上因原料的不同存在着一些差异,废水的主要来源也因淀粉生产原料的不同而异[1]。
不同原料生产淀粉的工艺流程及废水来源。
以玉米为原料生产淀粉时,以绝干计,大致有60%的玉米可成为商品淀粉,还有30%的玉米成为副产品,其余部分则成为废液排出厂外。
玉米淀粉废水的一般组成为二总糖0.3%一0.7%,粗蛋白2.1%,固形物5%一10%,粗纤维2%一3%,脂肪酸0.1%一0.3%。
而以甘薯类(包括马铃薯和其他薯类)为原料的淀粉生产废水中可溶性固形物一般组成为(以干基计):蛋白质33%一41%,总糖35%,有机酸4%,矿物质20%.淀粉厂从各个车间排放的废水的水质波动较大。
二淀粉废水的特点和危害2.1玉米淀粉废水的特点:玉米淀粉生产过程主要产生两种废水: 一为高浓度有机工艺废水, 具有四高一低的特点, 即CODCr高( 8 000~ 15 000 mg /L)、悬浮固体( SS)高( 1 000~ 3 000mg /L)、总氮值高( 240~ 540mg /L)、磷酸盐浓度高(以P计, 约15~ 130 mg /L) , 一低为pH 值低( 4. 2~ 5 ); 二是中等浓度有机废水, CODC r值在2 000~ 3 500 mg /L, 氨氮和磷酸盐浓度均不高, 分别为20 mg /L和14~ 32mg /L。
2.2小麦淀粉废水的废水特点:1 废水中有机污染物浓度高,有的甚至高达几几万m g/L; 2 废水污染物组成成分复杂;3 排放水体后污染性强。
淀粉废水处理简介
1.淀粉废水概述
1.1 淀粉废水来源[1]
输送和洗净废水。
通常含有泥土和由原料溶出的有 机物。这种废水悬浮物含量高,但COD 和BOD值都不高。
生产 设备 洗刷 废水 输送和洗净废水 淀粉 废水 来源 生产废水
生产废水即分离废水。
含有大量的水溶性物质,如糖、 蛋白质、树脂等,同时也含有少量的 微细纤维和淀粉,COD和BOD值都很高, 且水量大。因此,本工段废水是淀粉 厂污染废水的主要来源 。
4.典型案例分析
4.1 物化—水解酸化—接触氧化法处理玉米淀粉废水
4.典型案例分析
4.1 物化—水解酸化—接触氧化法处理玉米淀粉废水
4.1.2 结论和建议
由于淀粉废水含有大量的淀粉、蛋白质、糖类、纤维素等 高分子物质, 直接进行生化处理难以达到良好的处理效果 , 而采用物化预处理去除这些高分子物质, 可以大大降低 废水的有机负荷, 同时可回收蛋白饲料。
4.典型案例分析
4.1 物化—水解酸化—接触氧化法处理玉米淀粉废水
4.典型案例分析
4.1 物化—水解酸化—接触氧化法处理玉米淀粉废水
4.1.1 工艺流程及说明
该工艺主要由物化预处理系统(包括格栅、生物调节池、 混凝沉淀池)、水解酸化系统(包括水解酸化池、中间沉淀 池)、好氧生化系统( 包括接触氧化池、终沉池)和污泥处 理系统(污泥浓缩池、板框压滤机)组成。 生物调节池。在生物调节池中有少量污泥回流, 并设有曝 气装置, 除了调节废水的水质水量外, 回流污泥还起到了 吸附混凝的作用, 以利于悬浮物在后续沉淀池中沉淀, 曝 气装置防止了悬浮物在该池中沉降, 并一定程度地起到了 生化降解作用, 降低了后续处理负荷。
4.典型案例分析
某淀粉厂废水处理工艺设计说明书
学号:某大学毕业设计(论文)(2013届)题目某淀粉厂废水处理工艺设计学生学院专业班级校内指导教师专业技术职务讲师校外指导老师专业技术职务二○一三年六月某淀粉厂废水处理工艺设计摘要:本次设计主要是淀粉废水处理设计。
淀粉废水的主要特点就是废水中含有大量的有机物,属高浓度有机废水,所以废水生化需氧量也较大.某淀粉厂产生废水10000 m3/d,COD Cr为8000~10000mg/L,BOD5为5000~7000mg/L,SS在3000mg/L左右,pH值为5,经处理后的废水排放标准执行《污水综合排放标准》规定的二级水质标准。
淀粉厂产生的淀粉废水处理工艺的要求为采用UASB+SBR法处理。
此设计流程简单、构筑物较少,处理效果较好,并且成本低、占地面积小,适合于大中型淀粉厂废水的处理.关键词:淀粉废水;UASB;SBR。
A starch factory wastewater treatment process design Abstract:This design is mainly starch wastewater treatment design。
Starch is the main characteristic of wastewater effluent contains a lot of organic matter, a high concentration organic wastewater, wastewater BOD so well。
A starch factory of wastewater is 10000 m3 / d,COD Cr of 8000 ~ 10000mg / L, BOD5 of 5000 ~7000mg / L, SS at 3000mg / L or so,pH value of 5,pH value of 5, the treated wastewater discharge standards ”Integrated Wastewater Discharge standard ”provides a secondary water quality standards。
淀粉废水处理原理

淀粉废水处理原理淀粉废水是一种常见的工业废水,由于其含有大量的有机物和悬浮物,对环境和人类健康都会产生不良影响。
因此,对淀粉废水进行处理是非常必要的。
本文将介绍淀粉废水处理的几种常见原理,包括物理处理法、化学处理法、生物处理法、膜处理法和高级氧化法。
1. 物理处理法物理处理法是一种简单的废水处理方法,主要通过物理手段,如过滤、沉淀、浮选等,去除废水中的悬浮物和杂质。
在淀粉废水中,常用的物理处理方法包括沉淀法和气浮法。
沉淀法是通过添加絮凝剂使废水中的悬浮物沉淀下来,然后再通过过滤装置将其分离出来。
气浮法则是通过向废水中通入气体产生气泡,将悬浮物吸附在气泡上,从而将其分离出来。
2. 化学处理法化学处理法是通过化学反应来去除废水中的有害物质。
在淀粉废水中,常用的化学处理方法包括氧化法、混凝法和中和法。
氧化法是通过向废水中加入氧化剂,如臭氧、高锰酸钾等,将其中的有机物氧化分解。
混凝法则是通过向废水中加入混凝剂,如铝盐、铁盐等,使废水中的悬浮物和胶体物质凝聚成大颗粒,然后通过过滤装置将其分离出来。
中和法是通过向废水中加入酸或碱,调节废水的pH值,使其达到排放标准。
3. 生物处理法生物处理法是通过微生物的作用来去除废水中的有机物和营养物质。
在淀粉废水中,常用的生物处理方法包括活性污泥法和生物膜法。
活性污泥法是通过向废水中添加活性污泥,使污水中的有机物被微生物分解吸收。
生物膜法则是通过在反应器内培养微生物膜,使废水中的有机物被微生物分解吸收。
4. 膜处理法膜处理法是一种新型的废水处理技术,主要通过膜分离技术将废水中的不同物质进行分离和纯化。
在淀粉废水中,常用的膜处理方法包括超滤和反渗透。
超滤是通过一种特殊的薄膜将废水中的悬浮物和细菌等物质进行分离。
反渗透则是通过一种半透膜将废水中的溶解盐类和水分进行分离,得到纯净的水和浓盐水。
5. 高级氧化法高级氧化法是一种先进的废水处理技术,主要是通过产生强氧化剂(如羟基自由基等)来将废水中的有机物进行深度氧化分解。
UASB-SBR工艺处理淀粉废水要点
UASB-SBR工艺处理淀粉废水玉米淀粉生产过程中将产生大量的废水,而且这类废水都是含有大量淀粉、蛋白质、糖类、脂肪等有机物的高浓度有机废水,如不加以处理直接排入水体中,将造成环境水体缺氧,使水生生物窒息死亡,给环境带来极大危害。
由于我国淀粉生产工艺相对落后,资源的利用率较低,淀粉生产过程中大量的植物蛋白未加利用而随生产废水排放,不仅影响了环境卫生,而且造成了巨大的浪费。
在淀粉废水处理过程中,如果能够同时回收植物蛋白,做到废水的资源化利用,将具有广阔的应用前景。
本论文对眉县淀粉厂进行UASB+SBR工艺处理淀粉废水的运行工况进行研究,得出以下结论:(1)针对玉米淀粉废水有机物浓度高的特点,采用UASB+SBR工艺,经工程运行实践证明是可行的。
(2)沉淀法能有效的去除淀粉废水中的悬浮物、降低废水CODcr,减轻生物处理的有机负荷,同时能回收蛋白质,创造经济效益。
(3)整个工艺COD去除效率较高,从UASB进水至SBR出水,平均总COD去除率为99%以上,出水可以达标排放。
(4)系统的氨氮去除效率较为稳定,从UASB出水至SBR出水,平均去除率可达93%左右,出水达到排放标准。
运行结果证明该工艺投资省,运行费用较低,同时采用沉淀分离技术能够回收植物蛋白饲料,厌氧工艺可以回收利用沼气,处理后的废水达标排放,获得了较好的环境效益和经济效益。
同主题文章[1].孙震,胡滨,张兆伯,唐一. 山东某淀粉厂污水处理改造工程' [J]. 环境工程. 2001.(06)[2].石慧岗,王连俊. UASB-SBR工艺处理玉米淀粉生产废水' [J]. 山西建筑. 2003.(17)[3].毛海亮,邱贤锋,朱鸣跃. UASB—SBR处理工艺试验研究' [J]. 交通环保. 2002.(04)[4].李东伟,何晓曼,李斗,杨建. 淀粉废水的资源化处理' [J]. 水处理技术. 2007.(03)[5].买文宁. 气浮提取蛋白-UASB&SBR工艺处理淀粉废水' [J]. 工业水处理. 2002.(06)[6].孙春玲,崔兆杰,尹清波,张敏. 淀粉废水处理工艺改造工程实例' [J]. 给水排水. 2006.(04)[7].张金凤. 厌氧好氧工艺处理玉米淀粉生产废水的应用实例' [J]. 江苏环境科技. 2005.(01)[8].严格,王伟岩. 集约化养猪场的污染物资源化利用' [J]. 中国科技信息. 2005.(16)[9].张振家,周长波,熊庆明. UASB—SBR工艺处理啤酒生产废水' [J]. 中国给水排水. 2001.(09)[10].耿向党. 浅议UASB+SBR工艺在酒精工业废水处理中的应用' [J]. 酿酒科技. 2004.(04)【关键词相关文档搜索】:环境工程; 淀粉废水; 沉淀; UASB; SBR【作者相关信息搜索】:长安大学;环境工程;程继夏;于慧卿;。
水解酸化+ SBR工艺处理屠宰废水实例
水解酸化+SBR工艺处理屠宰废水实例郭英丽【摘要】摘要: 采用“水解酸化+SBR”工艺对某企业屠宰过程中产生的废水进行处理。
运行结果表明:当废水进水COD、BOD5、SS、NH3-N、动植物油浓度分别为1 350 mg/L、720 mg/L、780 mg/L、55 mg/L、150 mg/L 时,出水浓度分别为55 mg/L、15 mg/L、25 mg/L、10 mg/L,8 mg/L,去除率分别达到95.9%、97.9%、96.8%、81.8%、94.7%,出水水质达到《肉类加工工业水污染物排放标准》(GB 13457-92)一级排放标准要求。
【期刊名称】河南城建学院学报【年(卷),期】2014(023)004【总页数】4【关键词】关键词: 屠宰废水;水解酸化;SBR某企业主要从事猪、牛、羊等畜禽的屠宰加工,畜禽屠宰加工过程中主要有圈栏冲洗、车间冲洗和屠宰废水,废水中含有大量的血污、油脂、毛、内脏杂物、未消化的食物及粪便等污染物,而且还含有大肠杆菌、粪便链球菌等危害人体健康的致病菌。
为减轻排放废水对环境的污染,亟需对排放废水进行处理,使企业生产废水处理后达标排放。
1 废水基础资料及排放要求废水排放总量约为500 m3/d,设计处理量为21 m3/h。
原水水质:COD为1 350 mg/L,BOD5为720 mg/L,SS 780 mg/L,氨氮为55 mg/L,动植物油为150 mg/L。
设计要求出水满足《肉类加工工业水污染物排放标准》(GB 13457-92)一级排放标准要求,即COD≤75 mg/L,BOD5≤20 mg/L,SS≤60 mg/L,氨氮≤12 mg/L,动植物油≤15 mg/L。
2 废水处理工艺设计2.1 废水处理工艺选择屠宰废水的处理多采用厌氧和好氧相结合的处理工艺[1-7]。
结合该项目废水水质特征,通过工艺比选,确定该项目废水采用水解酸化+SBR工艺进行处理。
废水进入水解酸化池缺氧处理,酸化水解主要利用水解酸化反应速度快、能够将废水中的血红蛋白质等难降解的有机物转化为低分子有机酸的特点,降低后续处理设施的处理负荷,提高处理效率,同时对处理系统的耐冲击负荷、污泥消化处理都有十分重要的意义;另一方面,在缺氧条件下反硝化菌利用废水中各种低分子有机物作为电子供体,以回流混合液中硝酸盐作为电子最终受体,使硝态氮还原成气态氮,达到脱氮目的。
浅谈三种高浓度改性淀粉废水的工艺处理

l0 3 6 0 l0 0
5 运 行结果
51 工 程调试 运 行结 果 .
U B池和 S R 池 C D 和 B D 变 化 情 况 见 图 2至 图 5 AS B O 。 O5 。
l
2 工 艺流 程 的选 定
该 废 水具 有 C D B D 较 高 ,可 生化 性好 , O O S S沉 降 性 能 好
月・ 目 水温/ 进水 出水 进水 出水 进水 出水 进水 出水 o c
1 .9 00 l .0 01 l.l 0 1 2 6 3 2 3 4 52 .5 48 .7 59 .5 78 .2 76 .8 77 . 4 63 47 68 l7 55 38 7 6 8 2 15 0 2 1 74 27 58 28 47 2 4 2 8 l 8 16 23 l7 42 l2 l5 8 5 9 4 7 l
一
图4 B S R池 C 。去除率变化 OD
冀
圈5 B S R池 B D 去除率变化 O 表 2 组合工 艺对改性淀粉废水处理效 果
52 工 程验收监 测 结果 -
通 过 对 废 水 进 入 组 合 工 艺之 前 和 经 过 组 合 工 艺 处 理 后 的 废 水进 行 水 样 监 测, 表 2可 以看 出. 过 水 解 酸 化 一 A B S R 组 从 经 U S —B 合 工 艺 处 理 后 的 改 性 淀 粉 废 水 ,H、 O B D 、S等 指 标 都 达 p C D O S 到 了排 放 标 准 。见 表 2 。
项目
p H
F1 A、 碱度 的变 化, 同时 以反应 器 前后 C D O 。和 B D 变 化情 况 ( 0 5 去 除率 照逐渐 提 高反应 池有机 负荷 的原 则, 按 直至满 负荷运 行 为止 。 水解 酸化 池 的 流 量 是 根 据 U S A B反 应 器 所 需 的 停 留 时 间 来 决 定 。调 试 结 果 表 明 : 氧污 泥 厌 氧 化 后 , 解 酸 化 池 的水 解 酸 化 好 水 菌 一 直 保 持 相 当 高 的 效 力 。 水解 酸 化 池 的 V A 明 显 升 高,H 明 F p 显 下 降,O 。 B D 的 去 除 率 都保 持 一 定 水 平 。 C D 和 O
水解酸化+SBR工艺处理工业园区废水
调节 水质 水 量 酸碱 度及 温度 等 。调 节 时问 为 8 小时 ,为 防止池 底淤 积 .在池 内设 置 2台潜水 搅拌 机 调 节 池 出水 采用 三 台潜水泵 提 升进入 水解 酸化 池 。调 节池采 用钢筋 混凝 土结构 。 ( )水 解酸 化池 2 水解 酸化池 内的水 力停 留时间为 6 .池 内安装 h 20 .m高半 软性填 料 。进 水采 用底部 穿孑 管 进水 .通 L 过 进水 的上 升流速 可将 水解 酸化 池 内的污 泥呈现悬 浮状 态 ,以达 到污 泥与 废水 充分 接触 的 目的 。出水 采 用顶 部配水 管溢 流 出水 水 解 酸化池 采用 钢筋 混
3 废 水 处 理 工 艺
31 预 处 理 工 艺 .
预处 理工 艺设 计 的基本 原则 为 清污 分 流 .含 盐 量高 污染 物和 含盐 量低 污染 物 分离 .对 微 生 物有 毒 有 害物 质 和低 毒物 质分 离 ( 主要 是 酞菁 和靛 蓝两 种
・
图 1 染 料 厂 预 处理 流 程 图
2 各部 分废水 水质水 量
目前 .该 工 业 园 区 内 已建 成 的企 业 有 染 料 厂 。 热 电 厂 。制 钠 工 厂 ,氯 化 聚 乙 烯 厂 ,氯 化 异 氰 尿 酸 .氯酸 钠厂 等 。产业 规划 中 陆续 建设 的企业 多 以 化工 为主 。生 产废 水 中含有 焦 油 、酚类 、氨 氮等 物 质 。属难 于处 理 的废水 。上 述工 业 废水 中 ,氯酸 钠 厂产 生 的废水 含盐 量较 大 .废水 中含有 强 氧 化剂 如
关 键 词 水 解 1 工 程 概 况 酸化 S1 废水 BL 处 理
废水 中 的铜离 子 ) 。对重污 染 、影 响微生 物 的有 毒有
详细淀粉废水处理方案分享.docx

详细淀粉废水处理方案分享淀粉废水是由玉米、马铃薯、小麦、大米等农产品生产淀粉或淀粉深加工产品(淀粉糖、葡萄糖、淀粉衍生物等)产生的工业废水。
一般属于高浓度有机废水,是主要污染源之一。
本文将对淀粉废水的处理工艺进行详细的分析,希望对您有所帮助。
主要处理工艺选择最近,环保部发布了新的淀粉废水处理技术规范(hj 2043-2014)。
根据我国现行污染物排放标准和污染控制技术,规定了玉米、小麦、马铃薯淀粉及后续产品生产废水处理项目的设计、施工、验收、运行和维护的技术要求。
“淀粉废水处理工程技术规程”(HJ2043-2014)首次颁布。
确定了淀粉生产废水的来源及主要处理工艺的选择。
淀粉生产废水的来源以玉米为原料生产淀粉时,废水主要来自玉米浸泡蛋白回收、胚芽分离洗涤、纤维洗涤、浮选浓缩、蛋白加压过滤等废水。
以及在水资源回收过程中玉米浸泡所产生的蒸发凝析油。
当大枣用作生茶淀粉时,废水主要来自脱水段蛋白质回收后的脱水,分离,排水,以及原料输送洗涤废水。
以小麦为原料生产淀粉时,废水分为沉淀池上清液和离心黄浆水两部分。
以淀粉为原料生产淀粉糖时,废水主要来源于离子交换柱洗涤水、各种设备的洗涤水和洗涤水以及液化糖化过程的冷却水。
淀粉废水的主要污染物为悬浮物(SS)、化学需氧量(COD)、氨氮(NH3-N)、总氮(TN)和总磷(TP)。
淀粉废水处理的工艺路线选择应根据当前国家和地方的排放标准、污染物的来源和性质、排水方向来确定淀粉废水的处理程度,并选择合适的处理工艺。
一般来说,淀粉废水处理应采用“预处理+厌氧生物处理+好氧生物处理+深度处理”的污染控制过程。
工艺流程图如下:淀粉企业的数量应根据淀粉生产的原料和产品类型以及废水的性质来选择。
废水处理路线和单元技术。
在预处理过程中,淀粉生产废水经格栅、沉淀、气浮去除后进入调节池调节水量;马铃薯淀粉生产废水在沉淀池前设置消泡设施;来自m马铃薯淀粉废水应通过沉砂等工艺处理后进入调节池。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
物化-水解酸化-SBR法处理淀粉废水
作者:冷成保, 柳小荣, 肖波
作者单位:冷成保,柳小荣(深圳市百斯特环保工程有限公司,广东,深圳,518055), 肖波(华中科技大学,环境科学与工程学院,湖北,武汉,430074)
刊名:
中国给水排水
英文刊名:CHINA WATER & WASTEWATER
年,卷(期):2003,19(11)
被引用次数:4次
1.于尔捷;张杰给排水工程快速设计手册 1999
2.汪大翚;雷乐成水处理新技术及工程设计 2001
1.王现丽.吴俊峰.时鹏辉淀粉生产废水处理工程改造及运行效果分析[期刊论文]-水处理技术 2010(5)
2.孙晋刚.朱茂田.王彬UASB-A/O 工艺处理玉米淀粉生产废水[期刊论文]-中国给水排水 2008(10)
3.程晓如.魏娜SBR工艺研究进展[期刊论文]-工业水处理 2005(5)
4.杨宝芸淀粉废水生物处理技术研究[学位论文]博士 2005
本文链接:/Periodical_zgjsps200311024.aspx。