玉米淀粉加工复合酶制剂的生产与应用研究
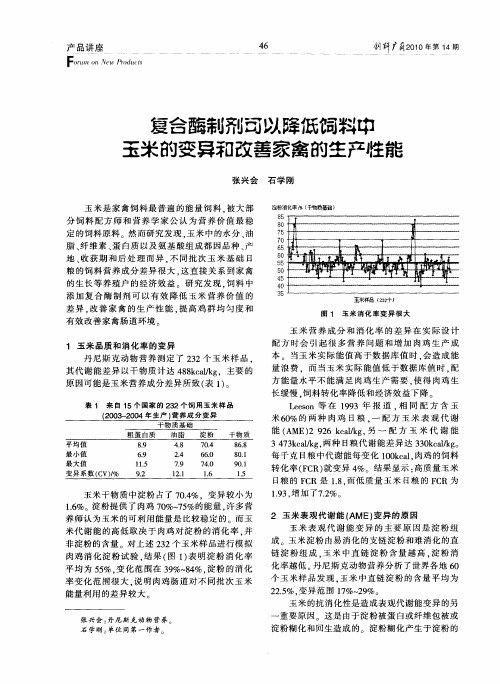
复合酶制剂可以降低饲料中玉米的变异和改善家禽的生产性能
张 兴会 : 尼 斯 克动 物 营养 。 丹 石 学 刚 : 位 同 第 一作 者 。 单
玉 米 表 观 代 谢 能 变 异 的主 要 原 因是 淀 粉 组 成 玉米 淀粉 由易 消化 的支链 淀粉 和难 消化 的直
分 饲 料 配 方 师 和 营养 学 家 公 认 为 营 养 价 值 最 稳 定 的饲料 原料 。然 而研究 发现 , 玉米 中的水 分 、 油
脂 、 维素 、 白质 以及 氨基 酸组 成 都 因品 种 、 纤 蛋 产 地 、 获期 和 后 处 理 而 异 , 同批 次 玉 米 基 础 日 收 不
重 要原 因 这是 由于 淀粉被 蛋 白或纤 维包被 或 淀粉 糊化和 回生造成 的 淀粉 糊化产 生 于淀粉 的
一
饲料广 ̄ oo 2i 年第1 期 4
— — — — —
产 品 讲 座
—
—
—
—
—
—
—
—
—
—
一
—
—
— zON oc Z
热 加工过 程 , 汽制粒 时淀粉 糊 化 , 粉分 子 晶体 蒸 淀 崩解 。有利 于淀 粉 的消 化 。淀粉 回生指 冷却 过程 中. 淀粉分 子与其 他营养 物质 组合 成 刚性 晶体 , 不 利于 淀粉 、 肪 的消化 。 脂 回生使 蛋 白质 、 脂肪 、 淀粉
链 淀 粉 组 成 . 米 中直 链 淀 粉 含 量 越 高 . 粉 消 玉 淀 化率 越低 丹尼斯 克 动物 营养分 析 了世界各 地 6 0 个 玉米 样 品发 现 . 玉米 中直链 淀 粉 的含 量平 均 为
2 .%. 25 变异 范 围 1 %~ 9 7 2 %。
酶法制备抗老化玉米变性淀粉的研究

现代农业2015年5期特色农业酶法制备抗老化玉米变性淀粉的研究张兆丽王洋潍坊工程职业学院[摘要]研究了β-淀粉酶添加量、反应温度、反应时间对玉米淀粉抗老化的影响。
结果表明,玉米淀粉糊化后加酶量为0.25%,反应温度为55℃,反应时间为60分钟的条件下,制得变性淀粉具有较好的抗老化效果。
[关键词]玉米淀粉变性淀粉β-淀粉酶变性淀粉作为一种多功能食品添加剂,可为食品提供优良质构,提高淀粉的增稠、悬浮、保水和稳定性能力,使其具有较好的感官品质和食用品质[1]。
但在贮藏过程中,淀粉的老化会导致贮藏稳定性和食用品质的下降,目前解决淀粉老化问题方法是向其中添加抗老化剂,主要包括脂类、单糖、多糖、茶多酚[2]等,但有关利用β-淀粉酶制取抗老化玉米变性淀粉的研究却未见报道。
文章以玉米淀粉为原料,利用β-淀粉酶法制备优质的抗老化玉米变性淀粉,它可为食品更新换代、方便化、多功能化创造优越条件,不仅仅是发展食品工业所必需,而且也是造纸工业、纺织工业以及制药行业等行业所需要的[3,4],具有非常广阔的应用前景。
一、材料与方法1.实验材料玉米淀粉、β-淀粉酶等。
2.实验仪器电热恒温水浴锅、HG-9070A型电热恒温干燥箱、TE612-L型电子天平、GY-1型果实硬度计等。
3.抗老化玉米变性淀粉的工艺流程玉米淀粉→加水→调浆→蒸煮→冷却→加酶→静止酶作用→灭酶→干燥→粉碎→过筛→变性淀粉。
4.加水量对玉米淀粉抗老化的影响设定玉米淀粉和水的比例为1:1、1:1.25、1:1.5、1: 1.75、1:2进行实验,测定其硬度指标。
5.加酶量对玉米淀粉抗老化的影响糊化的玉米淀粉在冷却到50℃后,分别加入0%、0.05%、0.10%、0.15%、0.20%、0.25%、0.30%的β-淀粉酶液,测定硬度指标。
6.反应温度对玉米淀粉抗老化的影响加酶后的糊化玉米淀粉分别保藏在45℃、50℃、55℃、60℃、65℃的不同温度的恒温箱中,经冰箱贮藏后测定其老化程度,得出最适反应温度。
酶制剂在玉米生料发酵酒精生产中的应用
酶制剂在玉米生料发酵酒精生产中的应用摘要:我国目前主要用发酵法生产酒精,一般不采用合成法,因此酒精产量少,年产量不到5%。
近年来,随着研究和应用的不断深入,在菌种选育、节能减排及新型发酵技术等方面都取得了许多成绩。
但目前酒精发酵工业中依然存在发酵浓度偏低,能耗高,污染大、原料的利用率低等问题,制约了我国酒精工业的进一步发展。
很多国家的工程技术人员从菌种角度,创新酒精发酵方法,比如,在工业生产中AADY发酵法、固定化细胞酒精发酵法得到广泛应用。
此外,酶制剂工业的兴起促进了酶法酒精生产工艺的发展,主要方法为双酶法,一些发达资本主义国家以及中国均使用此法。
因原料糖化作用、液化作用中酶的副反应较少,专一性强,出酒率大。
目前采用双酶法时可提高淀粉出酒率达56%左右。
同时,为了降低成本,也有很多研究者聚焦于廉价、可大量供应的原料的应用研究,在该方面目前主要涉及城市废纤维垃圾、乳清液等,在适当处理后,这些原料均可付诸于酒精生产。
目前,开发新原料、发展酒精发酵新工艺已成为酒精工业发展中的关键,预期进展将为酒精发酵生产工业带来新的突破。
关键词:酶制剂;玉米生料发酵酒精;生产中的应用引言玉米含有大量淀粉,是酒精发酵的主要原料之一。
利用谷物、土豆等淀粉质作物作为酒精发酵的原料,是我国乃至世界重要的酒精生产方式,特别是对于我国这样的农业大国,淀粉质原料是酒精生产最重要的原料。
1样品采集方法将酶制剂稀释后用15~20倍的淡水溶解,用流速为25升/分钟的计量泵将稀释剂注入第三层纤维洗涤泵入口,然后与材料一起注入酶反应罐。
该酶与纤维浆混合后,应用第一入多出原理2.5小时后,在玉米纤维洗涤系统第四阶段的初步研究中,确定了复方淀粉酶制剂的加入位置,用高压泵将酶和纤维浆注入纤维洗涤网第四阶段。
从胚芽挤出机或纤维挤出机的输出中抽取样品。
酶制剂用量为0.02%(根据市售玉米的重量),日剂量为400kg(25kg/6h)。
2酶制剂在玉米生料发酵酒精生产中的应用2.1添加纤维素酶提高还原糖含量的单因素试验玉米纤维素多存在于细胞壁中,不仅在玉米原料酒精发酵过程中难以降解和利用,而且阻碍淀粉的释放和利用。
精选酶在淀粉类食品生产中的应用

➢3.2 蛋白酶
✓ 蛋白酶添加到面粉中,使面团中的蛋白质在一定程 度上降解成肽和氨基酸,导致面团中的蛋白质含量 下降,面团筋力减弱,满足了饼干、曲奇、比萨饼 等对弱面筋力面团的要求。
✓ 同时,蛋白质的降解更有利于人体对营养物质的吸 收。研究发现,还有一些蛋白酶,如“Milensyme” 真菌蛋白酶,在面包制作中能够水解面筋内部的某 些特定位置化学键,从而改善面团延伸性,提高面 包的对称性和均匀性,对面包的结构及风味均有改
➢ 异麦芽糖是淀粉经α-淀粉酶液化,β-淀粉酶糖化和α-葡萄 糖苷酶转苷反应而生成的包括含α-1,6键的异麦芽糖、潘糖、 异麦芽三糖等分枝低聚糖的糖浆。异麦芽糖在高温、微酸 性和酸性环境下稳定,可以添加于各种食品和饮料中。
➢ 异麦芽糖是难消化低聚糖,不被唾液、胰液所分解,但在 小肠可部分被分解和吸收。热值约为蔗糖和麦芽糖的 70%~80 %。对肠道直接刺激性较小。可明显增加肠道 中双歧杆菌、乳酸菌等有益菌,而拟杆菌、梭状杆菌等有 害菌受到抑制,便秘改善,粪便pH下降,有机酸增加, 腐败物减少,血脂改善,免疫力明显增强。
(2)果葡糖浆
➢ 果葡糖浆是用葡萄糖异构酶催化葡萄糖异构化生 成果糖,而得到含有葡萄糖和果糖的混合糖浆。 若将异构化反应完成后,混合糖液经过脱色、精 制、浓缩等过程,得到固形物含量达71%左右的 果葡糖浆,其中,含果糖42%左右,含葡萄糖 52%左右,另有6%左右为低聚糖。
若将异构化后的混合糖液中的果糖与葡萄糖分离,再 将分离的葡萄糖进行异构化,如此反复进行,可使更 多的葡萄糖转化为果糖,由此可生产出果糖含量达 70%、90%甚至更高的果葡糖浆,称之为高果糖浆。 高果糖浆与蔗糖相比具有甜度高,不易结晶,易发酵 等特点,故倍受点心及冷饮加工业青睐。
解玉米淀粉发酵酒精工艺条件的研究
温度为60℃,最适pH4.O~4.6,酵母菌的最适温度在
30~33℃,最适生长pH为4.5~5.5,为了抑制杂菌生
长,保诞酵母歪常发酵,常将醪滚趟控铡在4,O~4.5。
本试验采用复合酶(淀粉酶、纤维素酶、酒精酵姆),使酶 解、发酵合二为一,在发酵过程中完成了酶解过程。因此 整个工艺过程采耀一步发酵法,麓纯?工艺,节约了生 产时间。降低了生产成本,提高了生产效率舻瑚。
内图6可知,发酵时间为5l h时,酒精度最高。发 酵时间对酒精浓度的影响最为显著.随着发酵时间的延 长,醪液孛酒耩浓度也会增加,发酵5l h的醪液中酒精 浓度与发酵63 h的醪液中酒精浓度相当。且有下降的 趋势。发酵初期,酵母以发簿醪中的糖分为碳源,酵母不
由表2分析可知,发酵时间、发酵温度、加酶量、pH 4因素对溪精度影睫的主要烦痔秀A>D>B>C,帮发
Key words:alcohol production techlliques;com starch;c锄posite em巧幔e
随着现代工业的发展,世界人口激增,能源危机日 趋加剧。据专家估计。世界上已知的石油储量大约30年 内被消耗完【11。自20世纪发生石油危机以来,石油价格 不断上涨.各国政府和企业开始投资新能源的开发和研 究,酒精燃料作为可再生能源得到各国的重视囝。在我国 80%的酒精是利用淀粉质原料生产.10%的酒精用废糖 蜜生产,3.5%的酒精是合成,2%的酒精用其他原料生 产嘲。随着生物酶技术的发展,糖化酶、淀粉酶和高效酵 母菌的使用,使淀粉出酒率和原料利用率大大的提高. 酶技术被广泛应用在发酵行业。淀粉颗粒除了含有大量 淀粉外,还含有一定量的粗纤维、粗蛋白,糖化酶对淀粉 颗粒的分解速度除了与淀粉颗粒的形态、晶格和直链淀 粉含量有关外.还与结合在淀粉颗粒上的粗纤维、粗蛋 白的量有关,粗纤维、粗蛋白结合得越多,分解速度也就 越慢。然而复合酶除了含有糖化酶外,还含有蛋白酶、果 胶酶、纤维素酶等,可破坏粗纤维、粗蛋白等对淀粉颗粒 的保护作用。从而提高水解淀粉的能力网。
玉米淀粉生物合成的调控机理与调控技术

玉米淀粉生物合成的调控机理与调控技术玉米淀粉是农业中极为重要的产物,不仅可作为人类食物,还可用于工业原料,例如制作生物塑料、纸张、医药等。
然而,玉米淀粉的合成并非单纯的化学过程,而是需要生物学过程的参与。
因此,为了获得更高的产量和质量,对玉米淀粉的生物合成机理进行研究与调控就显得十分重要。
1. 玉米淀粉生物合成的基本机理玉米淀粉的生物合成是由多个酶催化的反应过程,其中包括淀粉合成酶(starch synthase, SS)、支链淀粉合成酶(branching enzyme, BE)、淀粉合成前体磷酸糖转移酶(phosphoglucomutase, PGM)、ADP葡萄糖磷酸转移酶(ADP-glucose pyrophosphorylase, AGPase)等。
在玉米淀粉的生物合成中,AGPase是起始反应,将葡萄糖-1-磷酸转化为ADP-葡萄糖,为淀粉化的合成提供物质。
接下来,PGM将ADP-葡萄糖转化为葡萄糖-6-磷酸,被BE用于支链的合成,同时SS催化链式淀粉的合成。
通过这些反应,玉米淀粉的分子结构被逐渐形成。
2. 调控玉米淀粉生物合成的技术为了实现更高效的玉米淀粉生产,需要对其生物合成机理进行调控。
对于玉米淀粉的调控技术,主要包括基因编辑技术、RNA干扰技术和化学调控技术等。
基因编辑技术使用切割酶或CRISPR-Cas等工具,精确改变淀粉合成相关基因上的DNA序列,从而实现对淀粉合成过程的调控。
例如,一项研究通过基因编辑将ZZ1品系中AGPase基因的表达水平提高了1.5倍以上,从而提高了玉米籽粒中淀粉的含量。
除了基因编辑技术外,RNA干扰技术也可用于调控淀粉合成相关基因的表达。
这种技术通过合成特定的双链RNA干扰子,抑制目标基因的转录和表达,从而影响其功能。
例如,一项研究通过RNA干扰技术成功抑制质粒中的SSIIIa基因,降低了转基因玉米中淀粉的含量。
另外,还有化学调控技术可用于调控玉米淀粉的生物合成,例如用于调节AGPase的活性的小分子化合物锌离子。
食品加工过程中玉米淀粉的酶解

食品加工过程中玉米淀粉的酶解玉米淀粉是一种常见的食品添加剂,广泛应用于食品加工过程中。
在食品工业中,玉米淀粉被用来增加食品的黏性和稠度,改善食品的质感和口感。
玉米淀粉的酶解过程是一种重要的食品加工技术,在不同的酶解条件下,可以得到不同特性、不同用途的产品。
玉米淀粉酶解是指通过添加特定的酶来降解玉米淀粉分子,使其在温度和pH条件下发生变化。
酶解主要涉及两个关键酶:α-淀粉酶和β-淀粉酶。
α-淀粉酶主要作用在淀粉分子内部,将淀粉链内的α-1,4-糖苷键酶解为低聚糖;β-淀粉酶则作用于淀粉链的末端,将淀粉链上的α-1,4-糖苷键酶解为葡萄糖。
淀粉酶解的过程可以分为两个步骤:凝胶化和糊化。
凝胶化是指在水中加热淀粉溶液时,淀粉分子与水分子相互作用形成三维结构的凝胶。
糊化是指在凝胶化的基础上,通过酶解作用使淀粉分子更加均匀地分散在体系中。
在食品加工过程中,玉米淀粉的酶解可以实现多种产品的生产,例如:玉米糖浆、果冻、糖果、果酱等。
不同的酶解条件可以得到不同颜色、口感和稠度的产品。
例如,在较高温度下酶解可以得到透明度较高的产品,而在较低温度下酶解则可以得到较浑浊的产品。
酶解过程中,酶的选择和添加量对产品的质量和性质起着重要作用。
选择适当的酶种类和酶活性能够更好地调控产品的黏稠度、凝胶强度和糊化程度。
同时,酶的添加量也需要根据产品的要求进行调整,过高或过低的酶添加量都可能影响产品的品质。
在食品加工过程中,玉米淀粉的酶解技术不仅仅用于改善产品质量,还有助于提高食品加工的效率和可持续性。
通过酶解技术,可以将玉米淀粉相关的副产物转化为有价值的产品,减少资源的浪费。
同时,酶解过程也可以帮助食品企业实现生产工艺的优化,提高产品的市场竞争力。
然而,需要注意的是,玉米淀粉的酶解过程也存在一些问题和挑战。
首先,酶解过程需要较高的温度和pH条件,可能导致酶的活性降低或失活,进而影响产品的质量。
其次,酶解过程需要耗费较长的时间,增加了生产过程的复杂性和成本。
食品加工—生物酶化技术为玉米深加工开辟新渠道

生物酶化技术具有环保性,生产过程中产生的废 弃物易于处理,降低环境污染。
促进循环经济
通过生物酶化技术,可实现玉米资源的循环利用 ,促进循环经济发展。
面临的技术难题和解决方案
酶制剂筛选与优化
01ቤተ መጻሕፍቲ ባይዱ
针对不同玉米深加工产品,筛选和优化适用的酶制剂,提高催
化效率。
反应条件控制
02
研究和优化生物酶化反应的条件,如温度、pH值、底物浓度等
降低生产成本和能耗
减少化学催化剂使用
生物酶作为催化剂具有高效、专一性,可减少化学催化剂的使用 ,降低生产成本。
降低能耗
生物酶化反应条件温和,相对于传统加工方法可降低能耗。
简化生产流程
生物酶化技术可简化生产流程,减少设备投资和操作成本。
实现资源综合利用和可持续发展
废弃物资源化
利用生物酶化技术处理玉米加工废弃物,实现废 弃物的资源化利用。
市场需求及前景预测
食品添加剂市场
随着健康饮食观念的普及,高果 糖浆等天然甜味剂的市场需求持
续增长。
功能性食品市场
在人口老龄化、亚健康状态普遍的 背景下,具有特定生理功能的食品 受到越来越多消费者的关注。
环保材料市场
在限塑令、碳中和等政策的推动下 ,可降解生物塑料的市场前景广阔 。
竞争格局与主要厂商介绍
03
玉米深加工产品开发与市场分 析
高附加值产品开发方向
高果糖浆
生物塑料
利用酶化技术将玉米淀粉转化为高果 糖浆,作为天然甜味剂广泛应用于食 品、饮料等领域。
利用玉米淀粉等原料,通过生物酶催 化反应生产可降解的生物塑料,替代 传统石化塑料,降低环境污染。
功能性多肽
酶制剂在淀粉加工中的应用
酶制剂在淀粉加工中的应用淀粉是一种重要的碳水化合物,广泛应用于食品、医药、化妆品等工业领域。
而淀粉加工过程中,酶制剂发挥着重要的作用。
酶制剂,也称酶制剂,是由活性酶组成的一种制剂,可以在特定条件下催化化学反应,提高淀粉加工的效率和质量。
本文将介绍酶制剂在淀粉加工中的应用。
1. 淀粉糖化过程中的酶制剂应用淀粉糖化是将淀粉转化为可溶性糖的过程,主要应用于酿造、食品和饲料工业。
在淀粉糖化过程中,酶制剂可以提高淀粉的降解速度和产糖率。
常见的酶制剂包括α-淀粉酶、β-淀粉酶和葡萄糖异构酶等。
α-淀粉酶能够降解淀粉链的内部α-1,4-糖苷键,将淀粉分解为较短的淀粉链和α-糖。
β-淀粉酶则能够降解淀粉链的非还原末端α-1,4-糖苷键,进一步将淀粉分解为葡萄糖。
葡萄糖异构酶则能够将葡萄糖转化为果糖,增加产糖率。
2. 淀粉糖化中的酶制剂优势与传统化学方法相比,酶制剂在淀粉糖化中具有以下优势:(1)选择性高:酶制剂能够在温和的条件下选择性地催化特定的反应,避免副反应的发生。
(2)效率高:酶制剂能够高效催化淀粉降解反应,提高产糖率。
与传统化学方法相比,酶制剂能够在较低温度下进行反应,节省能源。
(3)环境友好:酶制剂催化反应的副产物少,对环境污染小,符合可持续发展的要求。
3. 淀粉糖化中酶制剂的应用案例以酿造过程为例,酶制剂在啤酒生产中起着重要作用。
在糖化过程中,酶制剂能够将淀粉转化为可发酵糖,提高酒精发酵的效率。
同时,酶制剂还能够降低酿酒过程中的粘度,提高酒液的流动性。
在酒精发酵过程中,酶制剂可以帮助酵母菌更好地利用糖类物质,提高酒精产量。
4. 淀粉糖化中酶制剂的发展趋势随着生物技术的发展,酶制剂在淀粉加工中的应用将会进一步扩大。
目前,科学家们正在研发新型的酶制剂,以提高淀粉糖化的效率和质量。
例如,通过改良酶的结构和性质,提高酶的催化活性和稳定性。
此外,还可以通过基因工程技术,将多种酶基因进行组合,产生具有多重功能的酶制剂。
玉米淀粉生产中工艺水和干物质的分离及回收

玉米淀粉生产中工艺水和干物质的分离及回收摘要:当前,随着我国畜牧业生产的不断发展,畜产品竞争问题日益突出,导致食品原料短缺,畜牧业成本上升。
研究表明,70 %的农产品用于动物和动物饲料,所有农产品中的副产品比例高达30 %,这些副产品营养丰富,可通过直接使用和微生物发酵转化为食品。
因此,发展农产工业副产品作为畜牧和家禽的非传统原料,可以充分利用饲料资源,丰富饲料原料来源,增加附加值,降低畜牧成本,减少浪费关键词:玉米淀粉生产;;工艺水;干物质;分离;回收引言玉米是重要的粮食、饲料和生物燃料来源。
不同品种的玉米,理化指标也存在一定程度的差异。
玉米籽粒中,以淀粉干基计,淀粉含量高达70%,因此玉米深加工的主要产品为玉米淀粉。
将玉米品种按用途进行分类,分为粮用型、饲用型及其他特殊用途的品种四大类;高油玉米可加工成食用油,还为化工业提供原料;高赖氨酸玉米又称优质蛋白玉米,堪比脱脂奶粉;高淀粉玉米应用于食品、医药等工业。
因此,研究不同品种玉米的特点,可最大限度发挥玉米的应用价值。
1玉米淀粉湿法加工副产物的种类和营养特性玉米淀粉湿法处理副产品包括:玉米面团、玉米粉、玉米粉、玉米蛋粉、玉米种子菜单、玉米蛋白饲料和玉米纤维饲料。
微量营养素含量下文介绍了玉米淀粉湿法处理产品。
2玉米淀粉生产中工艺水和干物质的分离及回收工艺2.1沉淀罐式分离回收工艺在沉淀池型回收分离过程中,预压实单元或谷氨酸压缩单元的工艺水通过立式蓄积池中心管进入立式沉淀池底部,并且在芯管底部设置了伞状框架,以便在均匀分配到水库后,工艺水沿着过量的水断面缓慢增加,因为蛋白质密度很高,所以会落到水库底部的圆锥上,以表明水是从水库边缘流出的打开底部出口阀,定期将沉淀的谷氨酸排放到谷氨酸回收罐中,然后泵将其注入增稠罐中,与压缩机底部合并进入蛋白质脱水干燥区,合并脱水机罐底部从二级垂直沉淀池溢出产生的清工艺水引入工艺水箱,部分通过酸性输送泵输送到硫酸配制科;由于蛋白质的回收主要取决于沉积时间,因此它使用的沉淀池过多、面积大、处理效率低,因此该工艺仅适用于小型玉米淀粉加工企业2.2玉米纤维饲料玉米纤维饲料是玉米的副产品,由一定比例的玉米面团和玉米皮组成,富含玉米纤维和蛋白质,分为干燥和潮湿两类。
玉米直链淀粉的酶法制备及其性质的研究

行直链淀粉含量的测定,从而得出增加直链淀粉含量 的最佳处理条件。 1.1 试验材料及试剂
玉米淀粉:山东恒仁工贸有限公司;异淀粉酶: 武汉诺辉医药化工有限公司;直链淀粉和支链淀粉标 准品:美国 Sigma 公司;其他试剂为分析纯。
ALC–210.4 电子分析天平:德国赛多利斯集团; DK–2000–IIIL 恒温水浴锅:天津泰斯特仪器有限公 司;PB–10 pH 计:德国赛多利斯集团;TDL–50B 离 心机:上海安亭飞鸽有限公司;IRPrestige–21 傅立叶 变换红外光谱仪:日本岛津公司;Quanta–200 环境扫 描电子显微镜:荷兰 FEI 有限公司。 1.2 实验方法 1.2.1 玉米直链淀粉的制备过程
表 1 正交试验因素水平表
因素
水平 A 淀粉乳浓度 B 异淀粉酶添加量 C 酶解时间
/%
/(U/g)
/h
1
5
20
2
2
7.5
25
4
3
12.5 红外光谱分析 将提前进行过烘干处理的玉米原淀粉、直链淀粉
标准品及酶解玉米直链淀粉通过 KBr 压片法制成薄 片,以空气为空白对照,用 FT–IR 傅里叶红外光谱仪 进行检测。 1.2.6 扫描电镜测颗粒形态
0615ls06-05
22
粮食与油脂
2015 年第 28 卷第 6 期
加入 0.09 mol/LNaOH 5mL 作为空白对照。再向 7 个 容量瓶中都依次加入 50mL 蒸馏水,1 mL 1 mol/L 乙 酸和 1 mL 的碘试剂,蒸馏水定容显色 10 min 后用紫 外分光光度计(620 nm)测量吸光度,绘制标准曲线。
收稿日期:2015–01–04 基金项目:山东省高等学校科技计划项目(J11LC12) 作者简介:史晓云(1989~ ),女,在读研究生,研究方向:功能食品与食品添加剂。 通信作者:崔波(1971~ ),男,教授,硕士生导师,博士,研究方向:食品添加剂和功能性食品配料、农产品加工储藏、淀粉深加工等。
复合酶制剂在玉米淀粉湿法加工中的应用

WANG Bin-de1, ZHANG Hong-rong1, XU Guang-chao2 (1. Liaoning Yihai Kerry Tereos Starch Technology Co., Ltd., Kaiyuan, Liaoning 112300, China;
酶制剂用 15~20 倍的新鲜水稀释溶解,将稀 释液用计量泵按照每分钟 25 升的流量,加入第 3 级纤维洗涤泵入口,随物料打入酶反应罐,按照 先进先出原则,使酶与纤维浆料混合反应 2.5 h 后,在前期研究中确定复合淀粉酶制剂添加位置
在玉米纤维洗涤系统第 4 级中,利用高压泵将酶 及纤维浆料打入纤维洗涤筛第 4 级,分别对胚芽 挤压机、纤维挤压机出料进行取样,酶制剂添加 量:添加量 0.02%(以商品玉米重量计),每日添 加量 400 kg(25 kg/6 h)。 1.2.2 检测方法
负荷/%
118.24 111.21 108.48 109.55 115.43 113.37 112.70
表 2 添加复合酶后设备运行状况 Table 2 Operation status of equipment after adding complex enzyme
脱水干燥 干燥机 设备台数 内压/Mpa
本研究通过玉米淀粉湿法加工过程中添加高 效复合酶,研究其对生产过程中的能耗、淀粉收 率及设备利用率的影响。
1 材料和方法
1.1 实验材料 复合酶制剂:甘肃白银赛诺生物科技有限公
司;酶制剂添加罐 2 个,规格 1 200 kg;酶反应 罐 4 个,配备机械双叶搅拌器。
玉米淀粉水解产物的功能性与应用研究
玉米淀粉水解产物的功能性与应用研究1. 引言玉米淀粉是一种重要的农产品,广泛应用于食品工业和生物化工领域。
其水解产物具有多种功能性和应用价值,成为当前研究的热点之一。
2. 功能性成分分析玉米淀粉水解产物中含有丰富的多糖、低聚糖和氨基酸等功能性成分。
其中,多糖具有调节血糖、增加饱腹感和抗氧化等作用,对于预防糖尿病和心血管疾病具有一定帮助;低聚糖可作为益生元,调节肠道菌群平衡,增强免疫力;而氨基酸则是构建蛋白质的基本单位,对于生物体的正常生长和体内代谢过程至关重要。
3. 应用研究进展在食品工业领域,玉米淀粉水解产物可用作甜味剂、增稠剂和乳化剂等添加剂。
例如,水解产物中的低聚糖可用于生产具有保健功能的功能性食品,如低聚果糖被广泛应用于婴幼儿配方奶粉中,帮助婴幼儿消化吸收和增强免疫力;多糖还可用于生产低糖食品,满足现代人对于健康食品的需求。
在生物化工领域,玉米淀粉水解产物可用于生产生物燃料、润滑剂和高分子材料等。
以生物燃料为例,玉米淀粉水解产物中的糖类可以通过发酵和糖化反应转化为乙醇,作为燃料替代传统的石油产品,减少对环境的污染。
此外,玉米淀粉水解产物中的多糖还可用于生产润滑剂,提高润滑的性能,减少机械设备的磨损;在高分子材料领域,水解产物中的氨基酸和多糖可以用于合成生物塑料,具有良好的可降解性和可加工性。
4. 功能性与应用的研究挑战尽管玉米淀粉水解产物具有广泛的功能性和应用价值,但在研究和应用过程中仍然面临一些挑战。
首先,研究人员需要深入探索水解产物中功能性成分的作用机制,明确其对于人体和生物体的影响。
其次,应用研究需要针对不同的领域和产品进行定制化的开发,提高产品的性能和稳定性。
此外,玉米淀粉水解产物的生产过程也需要进行优化,提高产率和降低能耗。
5. 结论玉米淀粉水解产物具有多种功能性和应用价值,从食品工业到生物化工领域都有广泛的应用。
然而,尚需进一步研究其功能性成分的作用机制,并针对不同领域进行应用开发。
玉米淀粉的生物合成及其关键酶
玉米淀粉的生物合成及其关键酶摘要:淀粉是许多植物重要的储藏物质。
近10年来,淀粉生物合成的研究进展很快,特别是对淀粉合成过程中的关键酶的研究比较深入,已经达到了分子水平。
目前,许多研究结果揭示了玉米淀粉的生物合成涉及4类酶——ADPG焦磷酸化酶、淀粉合成酶、淀粉分支酶和去分支酶,它们在淀粉的生物合成中发挥着不同作用。
本文综述了玉米淀粉合成中4类关键酶的生理生化特性、分子生物学特性以及表达调控等方面的研究进展,并讨论了今后的可能发展方向,旨在为相关研究提供参考。
关键词:玉米淀粉;生物合成;关键酶引言淀粉是人类的主要食物来源之一,也是化学工业的重要原料。
玉米淀粉是最主要的淀粉产品,占据了国际淀粉市场80%以上的市场份额[1]。
美国淀粉加工业95%的淀粉是玉米淀粉,我国淀粉的主要生产原料也是玉米。
玉米淀粉除了作为食品和饲料外,还被广泛用于制造酒精、纸张、粘合剂、生物降解塑料、建筑和包装材料。
玉米淀粉有直链和支链之分,直链淀粉是D-葡萄糖基以α-(1,4)糖苷键连接的多糖链,支链淀粉分子中除有叫α-(1,4)糖苷键的糖链外,还有α-(1,6)糖苷键连接的分支。
淀粉在不同领域中的应用取决于其分子结构,淀粉分子结构的重要参数包括: ( 1)直链淀粉和支链淀粉的比例( 直/ 支比) ; (2 )直链淀粉的聚合度; ( 3)支链淀粉分支链长及分布等等,这些参数影响淀粉加工的理化和功能特性。
淀粉的理化性质主要包括: ( l)淀粉凝胶化所需温度; (2 )凝胶化淀粉的赫性; ( 3)长期保存或冻融过程稳定性。
这些特性决定着其在食品和工业应用中的价值其中, 直/支比是淀粉分子结构最重要的分子结构参数, 例如, 普通玉米淀粉直/ 支比为1 :3, 但是直/ 支比大于l 的高直链淀粉, 具有更快的凝胶化作用, 凝胶强度高, 作为食品添加剂在改善食品的质地和结构方面有独特效果许多类型的胶卷中用高直链淀粉, 是因其具有独特的透明性, 柔韧性, 拉伸强度及防水性目前人们对环保日益关注, 高直链淀粉生产的可再生可降解膜可以减少工业废气及减弱温室效应气体的释放, 正日益引起人们的兴趣。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工作报告1.1课题来源“玉米淀粉加工复合酶制剂的生产与应用研究”由白银赛诺生物科技有限公司自主立项,白银赛诺生物科技有限公司与江南大学共同组建的白银赛诺酶制剂应用技术研究中心实施完成。
实施期为2010年1月——2010年12月。
1.2项目研究的目的和意义玉米淀粉是以玉米粒为原料,通过亚硫酸浸泡、破碎筛选、分离洗涤、脱水烘干制成的产品,玉米淀粉除直接用于食品、造纸、纺织、医药等领域,绝大多数用于深加工。
利于淀粉深加工产品主要有:淀粉糖、氨基酸、山梨醇、化工醇、燃料乙醇、有机酸等。
另外,在玉米淀粉生产过程中,还可以得到玉米油、玉米纤维、蛋白粉和玉米浆等副产品。
例如淀粉糖就有较高的经济价值和食用价值,被广泛应用于食品、医药、化工、发酵等行业中;山梨醇是淀粉糖的衍生物,主要用于生产维生素C,近年来国内需求旺盛;玉米浆是一种高蛋白营养物,同时含有丰富的维生素B和矿物质。
国外利用玉米进行深加工而生产的产品有3000多种,而我国仅仅开发出90多种产品。
近几年,由于变性淀粉及淀粉糖的大量投产及扩产有力地促进了全球玉米深加工的快速发展,2006年全球玉米淀粉产量为3940万吨,2007年为5400万吨,2010年超过了8000万吨,我国玉米淀粉的产量从2009年到2011年每年15%-20%的增速发展,2009年玉米淀粉产量为2170万吨,2010年产量为3350万吨,居世界第二位。
但人均消费淀粉只有美国人均消费的8%,欧盟的32%。
未来一定的时期,随着我国居民消费水平的提升机饮食习惯的转变,玉米淀粉的消费潜力仍有极大的空间。
目前,国际上生产玉米淀粉普遍采用“湿法生产玉米淀粉法”,这种技术就是对玉米先行进行浸泡,然后通过粉碎、筛分、离心、挤压、过滤等机械方法进行分离和干燥来提取。
这类生产技术的缺点是分离物的分离效果差、纯度有限,深加工提纯成本高,能耗大等。
因此,如何提高玉米淀粉的得率、纯度和降低能耗(水、电、煤)生产技术已成为玉米淀粉生产企业迫切需求。
近年来国内外科研人员不断研究改进玉米淀粉的生产工艺,如利用高压和复合酶联合浸泡生产法等,这类方法生产玉米淀粉大多采用亚硫酸或在浸泡液中添加蛋白酶,对玉米淀粉产品的质量、应用及深加工和环保都带来一定的影响,蛋白酶会将玉米淀粉中部分蛋白质水解,这最终会导致最具有经济价值的蛋白质的损失,而且溶解在水中的可溶性蛋白会污染排放的工艺水,不利于环保。
为了提高玉米淀粉产品的得率和纯度,最大限度的降低玉米淀粉生产中的能耗,更大的满足客户和市场的要求,提高企业的经济效益,公司决定设立课题组,利用酶法对湿法生产玉米淀粉加工艺进行改进和优化设计研究。
通过此次玉米淀粉加工复合酶制剂应用研究,研发出一种新型玉米淀粉加工复合酶,该复合酶通过水解玉米中纤维素、半纤维素,降低纤维素、半纤维素的持水性和粘度,提高分离效果,达到提高淀粉收率、蛋白收得率,降低能耗、提高产品品质和设备利用率,提高公司经济效益和社会效益的目的。
1.3技术方案的论证本课题的技术方案是利用纤维素、半纤维素特别是木聚糖具有极强的亲水性(木聚糖可吸收自身10-20倍水分),通过玉米粉浆中非淀粉多糖酶NSP,使玉米籽粒中的细胞壁及种皮联接纤维有效破裂或分离,可有效地降低玉米粉浆粘度,提高淀粉、蛋白、胚芽、纤维的分离效果和效率这一特性,研发一种由纤维素酶、木聚糖酶、β-葡聚糖酶等酶制剂组成的复合酶制剂。
该复合酶制剂在玉米淀粉加工的洗涤、脱水与干燥步骤之前加入酶制剂,添加至工艺水或针磨前罐中,通过酶制剂的分解作用提高淀粉和蛋白的收率和品质,通过试验确定组成该复合酶制剂的酶组分,以及生产玉米淀粉中该复合酶制剂的添加参数和加工工艺。
项目立项后,查阅了大量文献和咨询了酶制剂方面的业内人士,确定了试验技术方案。
本方案分为两部分实施:第一部分进行玉米淀粉加工复合酶制剂中纤维素酶、木聚糖酶等酶制剂的组分研究,第二部分进行该酶制剂的添加量研究。
对于该技术方案,公司组织专门人员对国内外玉米淀粉加工规模、生产工艺、技术难点、酶法加工法的应用等情况进行了全面而有细致的调研,召开了的技术论证会,聘请国内酶制剂行业专家、全国发酵工业协会专家、江南大学教授与课题组成员一道进行了论证。
与会专家一致认为该技术方案利用木聚糖极强的亲水性来提高玉米籽粒中的细胞壁及种皮联接纤维分离效果技术理论性强,科学依据充分,能够实现资源的综合利用,大力提高玉米淀粉加工复合酶在玉米淀粉生产中的应用,降低玉米淀粉生产企业的生产成本,符合玉米淀粉加工业的发展趋势,该技术方案操作性较强,能够在较短时间内完成研发任务,建议予以实施。
1.4研发工作的组织与管理由于生物产业在我国是一项新兴产业,国家大力发展生物产品,酶制剂更是高新技术产品,工艺试验比较复杂,课题工作的任务较重,针对本项目的特点,公司成立了由技术总监任组长的玉米淀粉加工复合酶制剂研发课题组,课题组确定总课题的研究目标和总体方案,精心设计项目的实施方案和步骤。
由课题负责人具体落实各项研究任务,给每项任务的负责人明确目标和研究重点。
课题组又分为两个实施小组,第一小组主要负责酶制剂组分和添加量的实验室试验、产品的检测和试验结果的综合分析,主要由白银赛诺酶制剂应用技术研究中心实施完成。
第二小组主要负责该产品的应用试验厂家的选择和相关专业人士的选聘,与厂家一道进行应用试验与产品推广,以及应用过程中问题的分析与反馈。
在项目实施的每一阶段课题组都及时召开项目实施小组成员会议,分析项目实施效果,落实下一阶段的试验任务。
项目负责人协调安排和及时沟通、总结,为项目的顺利事实提供了组织保证。
在全体课题组成员的共同努力下,各项工作进行的较为顺利,较好地完成了研发协议书所确定的各项工作任务。
1.5项目计划目标(1) 降低玉米中纤维素、半纤维素的持水性,提高分离效果;(2) 优化现有玉米淀粉的加工工艺和生产技术参数;(3)降低能耗,达到提高淀粉收率、蛋白收得率;(4) 考察、选择、配置合适的玉米淀粉加工复合酶制剂设备;(5)制定《玉米淀粉加工复合酶制剂》企业标准,并推荐企业标准升为行业标准。
1.6项目实施情况1.6.1研发前的准备工作(2009.07~2009.12)考察玉米淀粉加工复合酶制剂应用的可行性。
公司组织专门人员对国内外玉米淀粉加工规模、生产工艺、技术难点、酶法加工法的应用等情况进行了全面而有细致的调研考察,经对玉米淀粉加工企业调查,发现目前国内外普遍采用湿法加工工艺进行玉米淀粉加工,即先用浓度0.2%-0.25%亚硫酸浸泡玉米后,破碎旋分胚芽,再粉碎脱胚后的玉米淀粉浆,用曲筛和离心机分离出淀粉、蛋白、纤维,最后洗涤、脱水烘干制成玉米淀粉、玉米蛋白粉、玉米胚芽,浸泡液为玉米浆。
此工艺虽然产品提取率高,副产品多,但浸泡、粉碎、分离、干燥,需要大量的能量和水,亚硫酸等物质对人体和环境影响严重,生产中能耗较大。
究其原因主要是玉米原料中的非淀粉多糖有较高的吸水性,造成该工艺中淀粉、蛋白分离和产品脱水困难,纤维、胚芽洗涤和脱水困难,设备选型和工艺参数也不合理。
而利用纤维素、半纤维素特别是木聚糖具有极强的亲水性特性(木聚糖可吸收自身10-20倍水分),通过玉米粉浆中非淀粉多糖酶NSP,使玉米籽粒中的细胞壁及种皮联接纤维有效破裂或分离,可有效地解决玉米粉浆粘度高、亲水性强,淀粉、蛋白、胚芽得出率低的问题。
本公司业务就是研发、生产、销售酶制剂,研发技术力量雄厚,完全可以解决这一难题。
1.6.2玉米淀粉加工复合酶制剂实验室研发(2010.01~2010.12)(1)纤维素酶、木聚糖酶等酶制剂的制备:1)纤维素酶的制备原料: 中国工业微生物菌种保藏管理中心提供的李氏木霉菌种(编号13051)、秸秆、麸皮、玉米浆、无机盐等。
制备过程:第一步通过斜面菌种制备、茄子瓶斜面的制备、孢子悬浮液的制备,对菌种进行培养;然后再进行种子的扩大培养,得种子扩大培养种液。
第二步通过液体深层发酵得发酵醪液。
第三步通过提纯、干燥得到粉状纤维素酶。
2)木聚糖酶制备原料: 中国工业微生物菌种保藏管理中心提供的黑曲霉菌种(编号40613)、玉米秸秆粉、植物纤维素粉、微晶纤维素、玉米浆、乳糖、麸皮、无机盐、硫酸铵、磷酸二氢钾等。
制备方法:制备过程:第一步通过斜面菌种制备、茄子瓶斜面的制备、孢子悬浮液的制备,对菌种进行培养;然后再进行种子的扩大培养,得种子扩大培养种液。
第二步通过液体深层发酵得发酵醪液。
第三步通过提纯、干燥得到粉状木聚糖酶。
3)通过以上方法制备其他复合酶中所需的酶制剂1.6.3复合酶的组分研究为降低原料的亲水性,破解玉米细胞壁,选择合适的酶种,再如何复配,使其协同性最佳,使用温度和pH条件适合生产原有工艺,采用如下具体措施和技术方案:(1)实验室实验,筛选不同菌种生产的纤维素酶、木聚糖酶、B-葡聚糖酶,根据其降低原料的亲水性,破解玉米细胞壁的特性和作用大小确定玉米淀粉加工复合酶中的酶制剂组成种类。
(2)将确定的各类酶制剂复配成各不同比例的复合酶制剂,通过大量实验,检测其在玉米淀粉加工中的作用,经过反复试验,最后确定出复合酶中纤维素酶和木聚糖酶的最佳组分为3:7。
1.6.4酶的添加点玉米淀粉加工工艺复杂,流水线长,寻找合适的添加点,既能达到最好的效果,又可减少使用量,根据每个加工单位工艺特点,选择浸泡后干燥前合适的添加点添加(最适加量应根据工厂过程参数及赛诺工程师建议确定)以达到理想效果。
依据以上试验研究出的最佳组分进行玉米淀粉加工复合酶的添加量试验。
先设定一个添加量,将酶制剂自这个设定量起,每增加0.005%设定为一个试验添加量,共试验10种试验添加量,然后进行不同量的玉米加工生产测试,得出玉米淀粉酶制剂在不同添加量的作用下玉米淀粉和蛋白质得率、纯度、能量消耗等数值,最后筛选出了以下几种最稳定、数值最佳的添加量,1.6.5应用效果评估因国内工厂所用原料杂乱,产能较大,生产工艺复杂,流水线较长,影响因素较多,如何短期有效的评估试验效果,以日加工2000吨玉米的工厂为例,那么每天需要200kg的酶样品,试验需要5-10天,甚至更长时间,试验样品投入费用巨大。
如何短期内评估试验效果是试验关键,也是产品推广应用的关键之一,我们采用以下技术方案来评估试验效果:(1)工艺水的淀粉和蛋白含量变化(2)湿基纤维皮、胚芽、淀粉、蛋白粉中蛋白和淀粉含量变化(3)湿基纤维、胚芽、蛋白粉水分变化(4)成品各项收率(5)生产效率、故障率的变化(6)蒸汽、电、水的消耗的变化(7)产品品质的变化1.6.6产品中试情况(2010.10~2011.10)我公司研发人员自2010年10月份起,在不同规模的玉米淀粉加工厂进行玉米淀粉加工复合酶制剂应用试验,主要在长春大成玉米淀粉开发有限公司、金成玉米淀粉开发有限公司等企业进行实验。