塑胶模具规格表范例
塑胶模具规格表范例

Color 颜色Type of Mold 模具类型Mold Dim. standards 模具尺寸标准Mold Features 模具特征2 Plate 2板模Components 配件Mold base 模胚3 Plate 3板模English.英制Cavity 前模Stopper pin Returned 拉杆复位Vertical Injection 竖模Metric 公制Core 后模Stack 叠合模Slides 行位DMELifters 斜顶HASCO/哈斯高Inserts 镶件Over molding 包胶模LkM/龙记Burger "Thin Switch"电子开关Hot Runner 热流道ZhengGang/正钢Straight or,Conical Interlocks/边锁□ 斜度边钉Prototype 试验模HASCO Copy Position switches 行程开关Insert mold 嵌件模DME Copy Mechanically Timed Plates 机械开关Other/Part Number 产品编号Revision on pin 版本Early Ejector Return 复位装置Cavity ID 模穴号Recycle code 再循环标识Material Code 材料代码Incoe Synventive Other 其它Day/Week/Month/Year Date code pins 日/周/月/年日期章Core pull/slide hydraulic/油缸滑块Mold master Yudo OthersCore pull/slide mechancial 机械式滑块Lifters 斜顶Hand load insert 手动镶件Direct sprue 大水口Recessed 凹形Cavity 前模Parting line locks(straight)直身锁Edge 边水口Full round 圆形Parting line locks(taper)圆斜度锁Sub Gate 潜水口Trapezoid 梯形SPI/SPE#Hot spure bushing 热流道套Banana Gate 焦形入水Runner bar 流道镶件Texture 晒纹cycle counter 周期计算器Pin Point Gate 点浇口Plating 电镀Spare Inserts:备用镶件Other 其它EDM 火花纹Polishing 抛光Other 其它Ejector pin 顶针顶出Spring loaded EJ 弹簧顶出Stripper plate 推板顶出Tap KO blind 1/2-13Remarks 备注:Ejector sleeves 司筒顶出Accelerated EJ 加速顶出Blade 扁顶顶出Ejector bar 顶出杆Guided ejection 边托司2-stage ejection 二次顶出Max. Base Size 最大基本尺寸K.O.extensions/K.O.延长Lifters 斜顶K.O. Pattern/K.O.模式Unscrewing 转齿轮Air/Poppet 气顶"O" Dimension/"O" 尺寸"R" Dimension/"R" 尺寸Cavity Inserts 前模Core Inserts 后模Mold Plates 模板Lifters/Sliders 斜顶/行位OthersDate:日期Hot Runner/Sprue manufacture 热流道/热嘴生产厂家Ejection 顶出系统Core 后模Insulator Plates 绝缘板Cooling or Heating 冷却/加热系统Press Requirements 锁模要求Moldase 模胚Customer 客户名称Hardness 硬度Gating&Runner 浇口/流道系统Pressure Sensor Slot & Plug 压力感应装置Finish/Coatings 表面处理/涂层Engraving 雕刻Mold No 模具编号Project 项目名称Spring Returned K.O./K.O.复位弹簧Material 材料Press Size 机器锁模吨位Runner Shut-Off(s)/流道开关Locking Locating Ring (DME#6504)定位法兰Grease Grooved Bushings/带油槽的导套No.P.M.项目负责人Material 塑胶材料Cycle 要求成型周期Shrinkage 缩水率Made by:制定Other:其他Ejector Stroke Limiters/顶针限位塑胶模具规格表Mold Specification SheetPart No.产品编号Cavities 模穴数Part Name 产品名称。
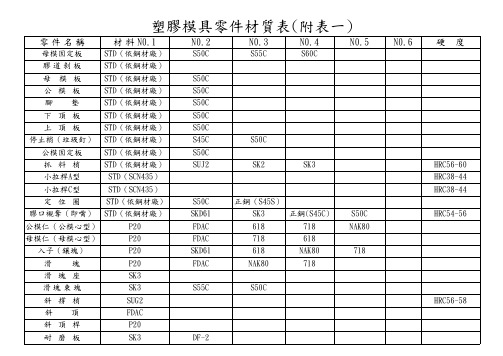
塑胶模具零件材质表
S50C
斜頂 斜頂桿 耐磨板
FDAC P20 SK3
DF-2
N0.6 硬 度
HRC56-60 HRC38-44 HRC38-44 HRC54-56
HRC56-58
零件名稱
斜頂導塊 斜頂(滑)座
支撐柱 開閉器 固定束塊(定位塊) 墊塊 壓條 限位塊 水道塞子(堵塞) O型圈 隔片 快速接頭 定位梢 回位梢 定位柱 定位珠 彈簧 司筒針 司筒 鑲針 扁平頂針 直身頂針 鎖扣(鎖模塊) 螺絲
塑膠模具零件材質表(附表二)
材 料 N0.1
SK3
N0.2
N0.3
N0.4
N0.5
S50C STD(依鋼材廠) 正鋼(樹脂)
P20 S45C
S502C S50C
1050
正鋼(S45C)
正鋼(YK30) STD(依鋼材廠)
YK30 1050
SKD11
S50C
STD
S50C
SK3 STD(依鋼材廠)
S50C S50C
公模仁(公模心型)
P20
S50C SKD61 FDAC
正鋼(S45S)
SK3
正鋼(S45C)
618
718
S50C NAK80
母模仁(母模心型)
P20
入子(鑲塊)
P20
FDAC SKD61
718
618
618
NAK80
718
滑塊
P20
滑塊座
SK3
FDAC
NAK80
718
滑塊束塊 斜撐梢
SK3 SUG2
S55C
上頂板
STD(依鋼材廠)
停止梢(垃圾釘) STD(依鋼材廠)
塑胶模具设计规范-1
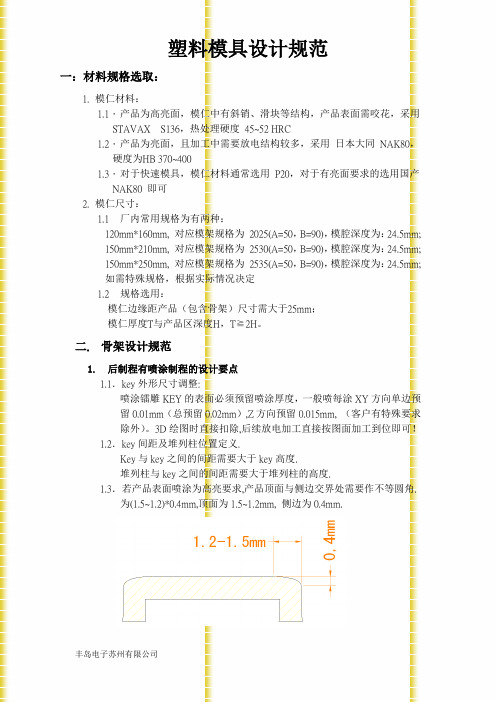
一:材料规格选取:1.模仁材料:1.1.产品为高亮面,模仁中有斜销、滑块等结构,产品表面需咬花,采用STAVAX S136,热处理硬度45~52 HRC1.2.产品为亮面,且加工中需要放电结构较多,采用日本大同NAK80,硬度为HB 370~4001.3.对于快速模具,模仁材料通常选用P20,对于有亮面要求的选用国产NAK80 即可2.模仁尺寸:1.1厂内常用规格为有两种:120mm*160mm, 对应模架规格为2025(A=50,B=90),模腔深度为:24.5mm;150mm*210mm, 对应模架规格为2530(A=50,B=90),模腔深度为:24.5mm;150mm*250mm, 对应模架规格为2535(A=50,B=90),模腔深度为:24.5mm;如需特殊规格,根据实际情况决定1.2规格选用:模仁边缘距产品(包含骨架)尺寸需大于25mm;模仁厚度T与产品区深度H,T≧2H。
二. 骨架设计规范1. 后制程有喷涂制程的设计要点1.1.key外形尺寸调整:喷涂镭雕KEY的表面必须预留喷涂厚度,一般喷每涂XY方向单边预留0.01mm(总预留0.02mm),Z方向预留0.015mm, (客户有特殊要求除外)。
3D绘图时直接扣除,后续放电加工直接按图面加工到位即可!1.2.key间距及堆列柱位置定义.Key与key之间的间距需要大于key高度.堆列柱与key之间的间距需要大于堆列柱的高度.1.3.若产品表面喷涂为高亮要求,产品顶面与侧边交界处需要作不等圆角.为(1.5~1.2)*0.4mm,顶面为1.5~1.2mm, 侧边为0.4mm.2. 后制程有印刷制程的设计要点2.1.不可有任何凸出物高于印刷面,防止凸出物刮伤网板,3.确定进(出)胶方式:按键类产品须有进胶口和出胶口,其方式主要有直接进(出)胶和搭接进(出)胶两种,进胶方式决定于产品结构:①, 产品侧边允许有毛边,或者产品周边有裙边,通常采用直接进胶.②, 产品侧边不允许有毛边,且无裙边的产品通常采用搭接进胶.C.进(出)胶位置及数量:①按键类产品如果进(出)胶选择在长边,长边尺寸小于14mm,尽量做1个进胶1个出胶的方式;(进出胶需错位) 长边尺寸大于14mm,可采用1个进胶2个出胶的方式;②按键类产品如果进(出)胶选择在短边, 采用1个进胶1个出胶的方式即可.(进出胶无需错位)③对于圆环型产品需要做1进3出,分别均匀分布在产品四周.D. 进(出)胶口尺寸:㈠对于直接进出胶:进(出)胶口宽度尺寸设计,视KEY的形状而定,通常进胶比出胶口大0.5~1.0mm。
塑胶模具顶针规格表
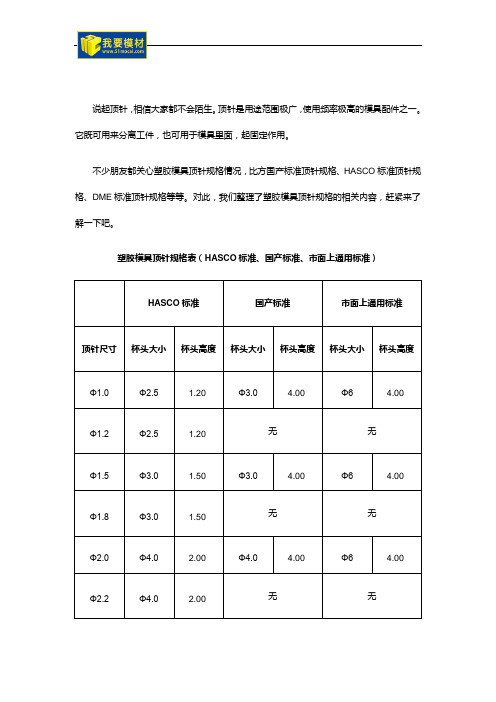
说起顶针,相信大家都不会陌生。
顶针是用途范围极广,使用频率极高的模具配件之一。
它既可用来分离工件,也可用于模具里面,起固定作用。
不少朋友都关心塑胶模具顶针规格情况,比方国产标准顶针规格、HASCO标准顶针规格、DME标准顶针规格等等。
对此,我们整理了塑胶模具顶针规格的相关内容,赶紧来了解一下吧。
塑胶模具顶针规格表(HASCO标准、国产标准、市面上通用标准)HASCO标准国产标准市面上通用标准顶针尺寸杯头大小杯头高度杯头大小杯头高度杯头大小杯头高度Φ1.0Φ2.5 1.20 Φ3.0 4.00 Φ6 4.00无无Φ1.2Φ2.5 1.20Φ1.5Φ3.0 1.50 Φ3.0 4.00 Φ6 4.00无无Φ1.8Φ3.0 1.50Φ2.0Φ4.0 2.00 Φ4.0 4.00 Φ6 4.00无无Φ2.2Φ4.0 2.00Φ2.5Φ5.0 2.00 Φ6.0 4.00 Φ6 4.00 Φ3.0Φ6.0 3.00 Φ6.0 4.00 Φ6 4.00无无Φ3.2Φ6.0 3.00Φ3.5Φ7.0 3.00 Φ7.0 4.00 Φ7 4.00 Φ4.0Φ8.0 3.00 Φ8.0 6.00 Φ8 5.00无无Φ4.2Φ8.0 3.00Φ4.5Φ8.0 3.00 Φ8.0 6.00 Φ8 5.00 Φ5.0Φ10.0 3.00 Φ9.0 6.00 Φ8 5.00 Φ5.5Φ10.0 3.00 Φ10.0 6.00 Φ10 6.00 Φ6.0Φ12.0 5.00 Φ10.0 6.00 Φ10 6.00 Φ6.5Φ12.0 5.00 Φ10.0 6.00 Φ11 6.00 Φ7.0Φ12.0 5.00 Φ11.0 6.00 Φ11 6.00 Φ8.0Φ14.0 5.00 Φ13.08.00 Φ138.00无无Φ8.5Φ14.0 5.00Φ9.0Φ14.0 5.00 Φ14.08.00 Φ148.00Φ10.0Φ16.0 5.00 Φ15.08.00 Φ158.00Φ10.5Φ16.0 5.00无无Φ11.0Φ16.0 5.00Φ12.0Φ18.07.00 Φ17.08.00 Φ178.00 Φ14.0Φ22.07.00 Φ19.08.00 Φ198.00无Φ20.08.00 Φ208.00 Φ15.0Φ16.0Φ22.07.00 Φ21.08.00 Φ218.00 Φ18.0Φ24.07.00 Φ23.08.00 Φ238.00 Φ20.0Φ26.08.00 Φ25.08.00 Φ258.00塑胶模具顶针规格表(DME标准)DME标准顶针尺寸杯头大小杯头高度Φ3/64Φ1/4 1/8Φ1/16Φ1/4 1/8Φ5/64Φ1/4 1/8Φ3/32Φ1/4 1/8Φ7/64Φ1/4 1/8Φ1/8Φ1/4 1/8Φ9/64Φ1/4 1/8Φ5/32Φ9/32 1/6Φ11/64Φ11/32 3/16Φ3/16Φ3/8 3/16Φ13/64Φ3/8 3/16Φ7/32Φ13/32 3/16Φ15/64Φ13/32 3/16Φ1/4Φ7/16 3/16Φ17/64Φ7/16 1/4 Φ9/32Φ7/16 1/4 Φ19/64Φ1/2 1/4Φ5/16Φ1/2 1/4 Φ11/32Φ9/16 1/4Φ3/8Φ5/8 1/4 Φ13/32Φ11/16 1/4 Φ7/16Φ11/16 1/4 Φ15/32Φ3/4 1/4Φ1/2Φ3/4 1/4 Φ9/16Φ13/16 1/4Φ5/8Φ7/8 1/4 Φ11/16Φ15/16 1/4Φ3/4Φ1 1/4Φ7/8Φ1-1/8 1/4Φ1Φ1-1/4 1/4温馨提示1.上述规格同样适用于司筒、扁顶针和有托顶针。
塑料模具毕业设计说明书例子

第三章成型设备的选用3.1 注塑机的选择塑件在分型面上的投影面积:1.754mm2塑件体积: V=1.168mm3塑件密度: =1.0g/cm3所以塑件的质量: m = 1.168×1.0=1.168g根据任务书的要求,该塑件采用侧浇口形式,并且采用一模两腔的形式,加上浇注系统及冷凝料材料体积约为?cm3。
所以初选设备为G54-S200/400其主要技术规格见表3.1。
表3.1 G54-S200/400设备主要技术规格3.2模架的选择通过塑件的分析,以及注塑机的技术规格要求,选用A2型模架,该模架各模板以及相关尺寸见图3.1、表3.2和表3.3。
图3.1 P2型模架示意图表3.2 模架各板厚尺寸表3.3模架孔位置尺寸H1=36㎜;A=56㎜;B=46㎜;H2=46㎜;C=76㎜;H3=36㎜;所以模具的总厚度为:36+56+46+46+76+36=296mm,在注塑机的装模行程之内。
3.3模具参数的校核(1)注射量的校核要求注射量不超过注射机的最大注射量,在注塑生产中,注塑机每一个成型周期向模具腔内注入的塑料熔体体积或质量称为塑件的注射量,其中包括浇注系统内所存留的塑料熔体体积,选择注塑机时,必须保证塑件的注射量小于注塑机的最大注射量的(80~85)%,最小注射量不小于注塑机注射量的20%,根据式kMmax≥M,M=n∑M i+m式中 Mmax-----注塑机最大注射量/ cm3;Mi-----浇注系统凝料的质量或体积/ cm3;m-----单个制件质量或体积/ cm3;n-----型腔数目/个;k-----注射机最大注射量利用系数,一般取0.8。
0.8×320≥2×5.8+4.33≈15.93 cm3。
故:注射机注射量满足要求。
(2)注射压力的校核塑料成型所需要的注射压力是由塑料品种、注射机类型、喷嘴形式、塑件形状以及浇注系统的压力损失等因素决定的。
注射压力的校核是检验注射机的最大注射压力能否满足制品的成型要求。
塑料件公差表
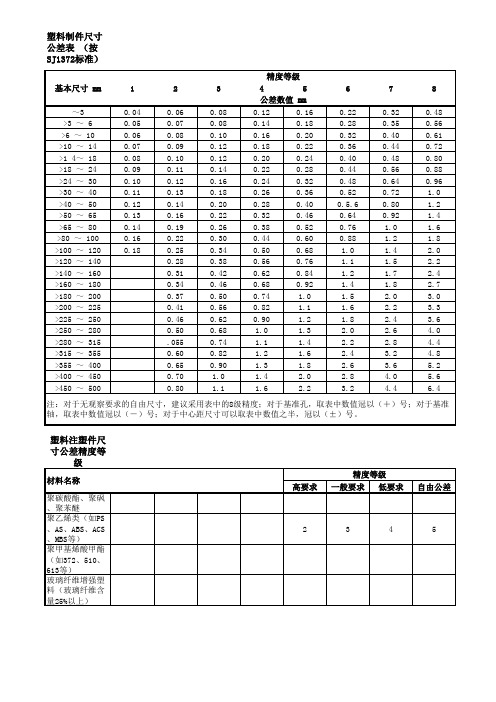
注:对于无观察要求的自由尺寸,建议采用表中的8级精度;对于基准孔,取表中数值冠以(+)号;对于基准 轴,取表中数值冠以(-)号;对于中心距尺寸可以取表中数值之半,冠以(±)号。
塑料注塑件尺寸公差精度等级
材料名称 聚碳酸酯、聚砜、聚苯醚 聚乙烯类(如PS、AS、ABS、ACS、MBS等) 聚甲基烯酸甲酯(如372、510、613等) 玻璃纤维增强塑料(玻璃纤维含量25%以上) 聚酰胺类(如1010、610、6、66等),聚氯乙烯(硬) 聚丙烯、聚甲醛、醋酸纤维类、聚乙烯(高密度) 聚乙烯(低密度)、聚氯乙烯(软) 常用塑料制件的壁厚范围 塑料名称 PE 聚乙烯 PP 聚丙烯 PA 聚酰胺 PBT POM 聚甲醛 PS 聚苯乙烯 壁厚选取 范围 mm 0.6 0.6 0.6 0.8 1.5 1.0 4.0 3.5 3.0 3.5 5.0 4.0 常用壁厚 mm 1.0 1.0 1.0 1.0 1.5 1.5 2.5 2.5 2.5 2.5 3.5 3.5 塑料名称 PMMA 聚甲基烯酸甲酯 HPVC 硬质聚氯乙烯 PC 聚碳酸酯 ABS PF、UP、MF、 UF 壁厚选取 范围 mm 1.5 1.5 1.5 1.5 2.0 5.0 5.0 5.0 4.5 5.0 常用壁厚 mm 1.5 2.0 2.0 1.5 2.5 3.5 3.5 3.5 3.0 4.0 精度等级 高要求 2 一般要求 3 低要求 4 自由公差 5
塑料制件尺寸公差表 (按SJ1372标准)
精度等级 基本尺寸 mm ~3 >3 ~ 6 >6 ~ 10 >10 ~ 14 >1 4~ 18 >18 ~ 24 >24 ~ 30 >30 ~ 40 >40 ~ 50 >50 ~ 65 >65 ~ 80 >80 ~ 100 >100 ~ 120 >120 ~ 140 >140 ~ 160 >160 ~ 180 >180 ~ 200 >200 ~ 225 >225 ~ 250 >250 ~ 280 >280 ~ 315 >315 ~ 355 >355 ~ 400 >400 ~ 450 >450 ~ 500 1 0.04 0.05 0.06 0.07 0.08 0.09 0.10 0.11 0.12 0.13 0.14 0.16 0.18 2 0.06 0.07 0.08 0.09 0.10 0.11 0.12 0.13 0.14 0.16 0.19 0.22 0.25 0.28 0.31 0.34 0.37 0.41 0.46 0.50 .055 0.60 0.65 0.70 0.80 3 0.08 0.08 0.10 0.12 0.12 0.14 0.16 0.18 0.20 0.22 0.26 0.30 0.34 0.38 0.42 0.46 0.50 0.56 0.62 0.68 0.74 0.82 0.90 1.0 1.1 4 公差数值 0.12 0.14 0.16 0.18 0.20 0.22 0.24 0.26 0.28 0.32 0.38 0.44 0.50 0.56 0.62 0.68 0.74 0.82 0.90 1.0 1.1 1.2 1.3 1.4 1.6 5 mm 0.16 0.18 0.20 0.22 0.24 0.28 0.32 0.36 0.40 0.46 0.52 0.60 0.68 0.76 0.84 0.92 1.0 1.1 1.2 1.3 1.4 1.6 1.8 2.0 2.2 6 0.22 0.28 0.32 0.36 0.40 0.44 0.48 0.52 0.5.6 0.64 0.76 0.88 1.0 1.1 1.2 1.4 1.5 1.6 1.8 2.0 2.2 2.4 2.6 2.8 3.2 7 0.32 0.35Байду номын сангаас0.40 0.44 0.48 0.56 0.64 0.72 0.80 0.92 1.0 1.2 1.4 1.5 1.7 1.8 2.0 2.2 2.4 2.6 2.8 3.2 3.6 4.0 4.4 8 0.48 0.56 0.61 0.72 0.80 0.88 0.96 1.0 1.2 1.4 1.6 1.8 2.0 2.2 2.4 2.7 3.0 3.3 3.6 4.0 4.4 4.8 5.2 5.6 6.4
塑胶模具零件公差
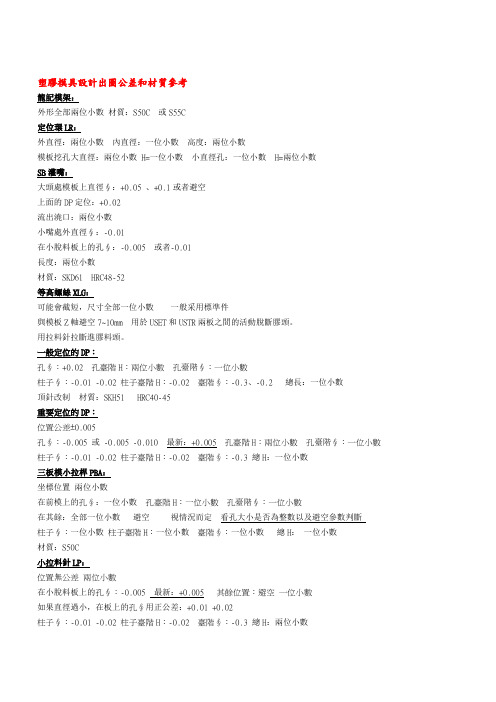
塑膠模具設計出圖公差和材質參考龍記模架:外形全部兩位小數材質:S50C 或S55C定位環LR:外直徑:兩位小數內直徑:一位小數高度:兩位小數模板挖孔大直徑:兩位小數 H=一位小數小直徑孔:一位小數 H=兩位小數SB灌嘴:大頭處模板上直徑∮:+0.05 、+0.1或者避空上面的DP定位:+0.02流出澆口:兩位小數小嘴處外直徑∮:-0.01在小脫料板上的孔∮:-0.005 或者-0.01長度:兩位小數材質:SKD61 HRC48-52等高螺絲XLG:可能會截短,尺寸全部一位小數一般采用標準件與模板Z軸避空7~10mm 用於USET和USTR兩板之間的活動脫斷膠頭。
用拉料針拉斷進膠料頭。
一般定位的DP:孔∮:+0.02 孔臺階H:兩位小數孔臺階∮:一位小數柱子∮:-0.01 -0.02 柱子臺階H:-0.02 臺階∮:-0.3、-0.2 總長:一位小數頂針改制材質:SKH51 HRC40-45重要定位的DP:位置公差±0.005孔∮:-0.005 或 -0.005 -0.010 最新:+0.005 孔臺階H:兩位小數孔臺階∮:一位小數柱子∮:-0.01 -0.02 柱子臺階H:-0.02 臺階∮:-0.3 總H:一位小數三板模小拉桿PBA:坐標位置兩位小數在前模上的孔∮:一位小數孔臺階H:一位小數孔臺階∮:一位小數在其餘:全部一位小數避空視情況而定看孔大小是否為整數以及避空參數判斷柱子∮:一位小數柱子臺階H:一位小數臺階∮:一位小數總H:一位小數材質:S50C小拉料針LP:位置無公差兩位小數在小脫料板上的孔∮:-0.005 最新:+0.005 其餘位置:避空一位小數如果直徑過小,在板上的孔∮用正公差:+0.01 +0.02柱子∮:-0.01 -0.02 柱子臺階H:-0.02 臺階∮:-0.3 總H:兩位小數注意可能會有不同形式的拉料桿材質:SKD61 HRC40-45前模小脫料板:長寬尺寸:兩位小數在USTR上的尺寸公差:+0.01在UDIE上:避空在模板上的槽深度-0.01材質:2510、SKD61 HRC48-52模板上的模仁框:無鎖緊塊地方:+0.005或+0.01 (深度-0.01,坐標高度+0.01)通框線割:+0.005 非通框CNC加工:+0.01有鎖緊塊地方:一位小數模仁上的入子框:中心位置公差:±0.005框的大小:長寬位置 +0.002 +0.004水口 PT1/8水道兩位小數:如∮8.10入子:總長寬方向加框□PL面公差 +0.003產品面:兩位小數位置公差:±0.005放料帶的谷區寬度:-0.01圓弧接圓弧的地方要標準中心位置坐標放電處:兩位小數角度:一般兩位小數臺階高度:-0.01套臺階入子處:+0.01臺階寬度:根據情況一位小數或兩位小數材質:VIKING HRC56-58五金件:重要位置:三位小數不重要位置:兩位、一位小數長寬高一般都需要標示出來,供檢測長寬封閉尺寸材質:SKD61 HRC48-52PL開閉器:后模孔∮:+0.02前模∮:攻絲臺階H:一位小數臺階∮:+0.2一般導柱、小導柱GP:孔∮:+0.020 +0.015 孔臺階H:兩位小數臺階∮:一位小數柱子∮:+0.015 +0.010 柱子臺階H:-0.1 -0.2 臺階∮:一位小數總H:±0.20材質: SUJ2 HRC58-62一般導套、小導套GB:柱子外孔∮:+0.010 +0.015(A)柱子內孔∮:+0.005 +0.010柱子臺階H:-0.20 臺階∮:-0.20或正整數無小數點總H:±0.20模板上孔∮:+0.020 +0.015 孔臺階H:兩位小數孔∮:一位小數材質: SUJ2 HRC58-620度塊:模板上外形位置單邊:+0.003厚度和高度:兩位小數外形寬度 -0.006 -0.002 凹槽 +0.006 +0.002 凸臺 -0.006 -0.002在模板上的單邊:+0.003材質:SKD11 HRC58-62后模料帶固定針:頂針改制,數據不變長度:一位小數在后模五金上的位置公差:±0.005 孔的∮:-0.005在前模五金件上的孔的∮:一位小數或 +0.1材質:SKH51 HRC58-60后模小頂針板島銷D01:在小頂針板上的孔∮:+0.005 位置:±0.005 臺階H:兩位小數孔臺階∮:一位小數切邊值:柱子:兩位小數模板上:兩位小數(或+0.02)在后模仁下墊塊的孔∮:-0.005 最新:+0.005 位置:兩位小數在模仁(五金)上的孔∮:避空一位小數柱子孔∮:-0.01 -0.02 柱子臺階∮:-0.3 臺階H:-0.02 總H:+0.01材質:SUJ2 HRC58-62圓頂針E:柱子∮:-0.01 -0.02 柱子臺階H:-0.02 臺階∮:-0.3 總H:兩位小數在小頂針板上的孔∮:避空一位小數在后模下入子墊塊:避空一位小數在五金件上頂料帶的孔∮:+0.02在入子處的直徑∮:-0.005 坐標位置:兩位小數材質:SKH51 HRC59-61 HRC58-60 鍍硬鑼帶肩圓頂針:總長度:+0.01 或+0.005 +0.002肩處直徑∮:-0.05肩高度:一位小數或無小數點過渡處標注 R在入子處的直徑∮:-0.005扁頂針:長度:+0.01 或+0.005 +0.002扁處長寬:-0.005過渡處標注 R其他:頂針改制材質:SKH51 HRC58-60回針RP:孔∮:-0.005 或 -0.005 -0.010 孔臺階H:兩位小數孔臺階∮:一位小數柱子∮:-0.025 -0.030 、-0.015~-0.025 柱子臺階H:-0.02 臺階∮:-0.2 或-0.3 總H :+0.03 +0.02 材質:SUJ2 HRC58-62頂板島銷孔EGP:柱子:直徑∮:-0.020 -0.025 臺階∮:一位小數臺階高度:一位小數總長:±0.20柱子配合的模板上的孔直徑∮:-0.010 -0.020套:內孔∮:+0.005 +0.010 基準直徑為外孔外孔∮:-0.03 -0.05 和 -0.20 -0.30 中間的∮:無小數點總長:±0.20套配合的模板孔直徑∮:-0.020 -0.030 和 -0.03 -0.05 和一位小數SUP柱子:柱子∮:一位小數 H:+0.20 +0.15 建議公差:+0.05~+0.10材質:S50CSTP限位柱:全部一位小數材質:S50CKO柱子:全部一位小數材質:S50C垃圾釘:厚度兩位小數。
塑胶模具试模参数表模板

入水 Gate
号码 Cav no
多腔产品入水是否平衡 Muti-cavities
balanced Yes
No NA
多腔产品是否有型腔号码 Muti-cavities with
number Yes
No NA
排气系 模具前段排气是否开通 Primary vents machined Yes No
统 Venting
3
6 运水测
试 运水位
置 测试压
力
运水流量 Flow Rate
前模 Cavity
后模 Core
1 入芯状态 Core SET
2
3
中途
模具是否漏水
leakage Yes
No
前模Cavity
综合判定模具冷却是否OK
Yes No
comprehensive evaluation
后模 Core
行位/斜顶 others
后模温度 Cor Temp
30
冷却方式 Cooling Method
机水
复位方式 Return
闭模 快速 低速 低压
mold high low low
close speed speed press
压力 pressure
76
55 10
高压 high press
135
速度speed 42
30 10
35
位置 position
模具后段排气是否开通 No
Secondary vents machined
Yes
此模是属belong to:正常啤塑(满足生产时)fit to produce 备注Remark:1.产品后模面有批锋 2.抽牙镶件有响声
注塑模具规格标准

TITLE
塑胶性能对照表
.28.
常用塑料性能对照表
名称 ABS EPS LDEP HDEP 俗称 ABS胶,超不碎胶 发泡胶 软胶(花料,筒料) 硬性软胶 超硬性软胶 百折胶 PVCO粗粉 亚加力 缩醛(特灵,夺钢,超钢) 尼龙6 尼龙12 聚胺 PA66 PAST PC 尼龙66 增强尼龙 防弹胶 硅橡胶 聚碳酸脂 聚硅钢橡胶 Polycarbnate Silicone Rubber 咖啡壶,电器外壳 安全头盔,防弹玻璃 移印机胶头,耐热部件 导电塑胶 Polyamide 中文学名 丙烯晴-丁二烯-苯乙烯 发泡聚苯乙烯 低密聚乙烯 高密乙烯 超高密乙烯 聚丙烯 聚氯乙烯乙烯原树脂 聚甲基丙烯酸脂 聚甲醛树脂 英文学名 Acrylanitrile Butadiene-Styrene Expanded Polystyrene Low Density Polyethlene High Density Polyethene Ultra-High Density Polyethlene Polypropylene 主要应用 玩具,日用品,电器用品, 家具,运动用品 食品包装,绝缘板,装饰品 收缩率%
丰达实业(香港)有限公司 HI-TECH INDUSTRIAL(HK)LTD. 注塑模具规格标准 HI-TECH INJECTION MOLD SPECIFICATION STANDARD
封面( HI A A A A A A A A A A A A A A A A A B B C C C D D D D D D D D D D D D D D D D D D D D D D
SAFE LOAD TON 1 2 3 4
注:吊模孔尺可能在模板的中心
HI-TECH
QUALITY MOLD
注塑模具标准件

注:① 材料由制造者选定,推荐采用45钢。 ② 局部热处理,SR19mm球面硬度38 HRC~45 HRC。 ③ 其余应符合GB/T 4170--2006的规定。
1
标准定位圈(摘自GB/T 4169.18—2006)mm
注:① 材料由制造者选定,推荐采用45 ② 硬度28HRC~32HRC。 ③ 其余应符合GB/T 4170--2006的规定。
89生产实际中使用的锥面对合导向机构
27
对于尺寸较大的模具,必须采用动、定模模板 各带锥面的对合机构与导柱导套联合使用a b所示为 圆形型腔两种锥面对合设计方案。方案(a)是型腔模 板环抱型芯模板的结构,成型中在型腔内塑料的压 力下型腔侧壁向外张开会使对合锥面出现间隙。方 案(b)是型芯模板环抱型腔模板的结构,成型中对合 锥面会贴得更紧,是更理想的选择。锥面角度取较 小值有利对合定位,但会增大所需开模阻力,锥面 的单面斜角一般可在7°~15°范围选取。对于方 形(或矩形)型腔的锥面对合,可以仅仅将型腔模板 的锥面与型腔设计成一整体,型芯一侧的锥面可设 计成独立件镶拼到型芯模板上,这样的结构加工简 单,也容易对塑件壁厚进行调整(通过对镶件锥面调 整),磨损后镶件又便于更换。
2
导柱设计
导柱可以安装在动模一侧,也可以安装在定 模—侧,但更多的是安装在动模一侧。因为作为成 型零件的主型芯多装在动模一侧,导柱与主型芯安 装在同—侧,在合模时可起保护作用。生产实际中 使用的导柱如所示。
3
图1-1 导柱
4
标准带头导柱(摘自GB/T 4169.4—2006)mm
表面粗糙度以微米为单位
GB/T 4169.17—2006规定的标准推管 见2-8。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Color 颜色
Type of Mold 模具类型
Mold Dim. standards 模具尺寸标准Mold Features 模具特征
2 Plate 2板模Components 配件
Mold base 模胚3 Plate 3板模
English.英制Cavity 前模Stopper pin Returned 拉杆复位Vertical Injection 竖模Metric 公制Core 后模Stack 叠合模
Slides 行位DME
Lifters 斜顶HASCO/哈斯高Inserts 镶件
Over molding 包胶模LkM/龙记
Burger "Thin Switch"电子开关
Hot Runner 热流道ZhengGang/正钢Straight or,Conical Interlocks/边锁□ 斜度边钉Prototype 试验模HASCO Copy Position switches 行程开关
Insert mold 嵌件模
DME Copy Mechanically Timed Plates 机械开关Other/
Part Number 产品编号Revision on pin 版本Early Ejector Return 复位装置
Cavity ID 模穴号Recycle code 再循环标识Material Code 材料代码
Incoe Synventive Other 其它
Day/Week/Month/Year Date code pins 日/周/月/年日期章Core pull/slide hydraulic/油缸滑块Mold master Yudo Others
Core pull/slide mechancial 机械式滑块Lifters 斜顶
Hand load insert 手动镶件
Direct sprue 大水口Recessed 凹形Cavity 前模Parting line locks(straight)直身锁Edge 边水口Full round 圆形Parting line locks(taper)圆斜度锁Sub Gate 潜水口
Trapezoid 梯形
SPI/SPE#
Hot spure bushing 热流道套Banana Gate 焦形入水Runner bar 流道镶件
Texture 晒纹cycle counter 周期计算器Pin Point Gate 点浇口Plating 电镀Spare Inserts:备用镶件Other 其它EDM 火花纹Polishing 抛光Other 其它
Ejector pin 顶针顶出Spring loaded EJ 弹簧顶出Stripper plate 推板顶出Tap KO blind 1/2-13Remarks 备注:
Ejector sleeves 司筒顶出Accelerated EJ 加速顶出Blade 扁顶顶出
Ejector bar 顶出杆
Guided ejection 边托司2-stage ejection 二次顶出Max. Base Size 最大基本尺寸K.O.extensions/K.O.延长Lifters 斜顶K.O. Pattern/K.O.模式Unscrewing 转齿轮Air/Poppet 气顶
"O" Dimension/"O" 尺寸"R" Dimension/"R" 尺寸
Cavity Inserts 前模Core Inserts 后模Mold Plates 模板
Lifters/Sliders 斜顶/行位Others
Date:日期
Hot Runner/Sprue manufacture 热流道/热嘴生产厂家
Ejection 顶出系统
Core 后模
Insulator Plates 绝缘板
Cooling or Heating 冷却/加热系统
Press Requirements 锁模要求
Moldase 模胚
Customer 客户名称Hardness 硬度Gating&Runner 浇口/流道系统Pressure Sensor Slot & Plug 压力感应装置Finish/Coatings 表面处理/涂层
Engraving 雕刻
Mold No 模具编号Project 项目名称Spring Returned K.O./K.O.复位弹簧Material 材料Press Size 机器锁模吨位
Runner Shut-Off(s)/流道开关
Locking Locating Ring (DME#6504)定位法兰Grease Grooved Bushings/带油槽的导套No.
P.M.项目负责人Material 塑胶材料Cycle 要求成型周期
Shrinkage 缩水率
Made by:制定Other:其他
Ejector Stroke Limiters/顶针限位塑胶模具规格表
Mold Specification Sheet
Part No.产品编号
Cavities 模穴数
Part Name 产品名称。