薄板烘丝机自动控制系统中的PLC技术分析
机械电气控制装置PLC技术分析

机械电气控制装置PLC技术分析摘要:将 PLC技术运用到机械电气控制装置中,能够对整个机电设备系统展开有效的控制,而且还能够充分发挥 PLC自动化和智能化的作用和优势。
PLC控制系统能够将自动化技术与计算机技术相结合,实现对以计算机电气设备为基础的各种关联性及生产线的稳定性的精确控制,以保证生产效率和质量。
所以,要想更好地保证机械电气行业的健康发展,就必须对 PLC技术给予充分的关注,并持续地创新和改进 PLC技术的应用方法和程序等,这样才能将 PLC技术的价值和优势发挥到极致,为我国机械电气行业的发展提供有力的技术支持。
关键词:机械电气;控制装置;PLC技术1PLC技术概念PLC技术是一种将计算机技术和自动化技术相结合,并以其为应用基础的一种技术,它经常被应用在电子装置中,能够针对不同类型的接卸设备展开科学合理控制的一种技术。
PLC技术的应用能够很好的达到自动化、智能化的生产目的,更好的提高了机械生产的效果和效率。
目前, PLC技术在机械电气装置中的应用,能够保证最终效果的稳定性,并且能够极大地提高生产的实际效率和质量,实现自动化控制。
除此之外, PLC技术还能够为机电一体化的全面性发展提供关键的技术支持,极大地降低了生产的消耗,使整个机器的安装变得更加的灵活和简便,对机械设备进行合理的配置,使整个系统能够更好的满足机械生产的需要。
2PLC技术应用的重要性提高企业的生产效率。
将 PLC技术应用到机电控制单元中,能够使机电安装的全流程更加完美,从而避免了一些不必要的环节,保证了安装的准确性,这对提升机械电气工程的工程效率和质量有很大的帮助。
具有较高的抗干扰性。
PLC技术在机电生产中的应用,极大地增加了所能接受集成信息的数量和类型,这为整个机电运行系统的抗干扰提供了很好的基础,并且对于机械电器运行过程也起到了很好的优化作用,让机械系统的运行和使用性能和效果变得更加显著和突出。
提高了自身检测的效率。
基于PLC的烘丝机电控系统的设计与实现

修改稿收到日期:2001-06-25。
第一作者曾祥炜,男,出生于1944年,1965年毕业于四川建材学院,研究员,四川省科协副主席,中国创造学会副会长;个人发明56项,发表文章6篇。
基于P LC 的烘丝机电控系统的设计与实现The De sign and Imple mentation of P LC Based E lectricControl Syste m of Cut 2T obacco Dryer潘国良 孙建军 邱鸣春(中船重工集团七院七○七所,九江 332007)摘 要 介绍P LC 控制在烟丝烘干过程中的应用,较详细地叙述了系统的硬件配置和软件设计。
投入运行结果表明效果良好。
关键词 控制 烘丝机 烟丝生产 可编程序控制器Abstract The application of P LC in cut 2tobacco drying process is presented.The hardware con figuration and s oftware design of the system are focused.The operation shows excellent result.K ey w ords C ontrol Cut 2tobacco dryer Production of cut 2tobacco Programmable controller0 引言在制丝生产中,烟丝的干燥是一道极其重要的工艺,烘丝的质量不仅关系到烟丝填充率的高低,还直接影响卷烟的吸味及生产效益。
其中,烟丝的含水率是整个制丝生产工艺流程中极其重要的一项指标。
在以往的工艺中,尽管设置了烘丝机电控系统,但由于其结构复杂、电路设计多为分立元件,逻辑控制为常规继电逻辑器件,致使设备运行不稳定,维护困难,人机交互界面差,在实际使用中很少用自动控制方式。
若经加工后的烟丝含水率波动性大,极易造成烟丝松散或霉变。
基于制丝线PLC电气控制系统分析

基于制丝线PLC电气控制系统分析
制丝线PLC电气控制系统是目前常用的制丝线控制方式之一。
PLC即可编程逻辑控制器,是利用数字电子技术,将程序控制与信号采集等操作结合起来,实现工业自动化控制
的一种控制器。
在制丝线中,PLC电气控制系统的主要作用是对整个制丝生产线的电气设备进行监控、控制和管理,以实现制丝过程的自动化和高效化。
PLC电气控制系统主要由以下几部分组成:
1、PLC控制器:PLC控制器是PLC电气控制系统的核心部件。
它具有可编程的特点,
可以按照设定的程序,完成控制和管理制丝生产线上的各种电气设备的操作。
例如,PLC
控制器可以控制制丝机的进给、停止、加速、减速,以及检测和反馈制丝机的状态等。
2、人机界面:人机界面是PLC电气控制系统的用户界面,主要是通过触摸屏或键盘等设备,提供给操作人员对制丝生产线进行监控、设置和操作的界面。
例如,通过人机界面
可以实现对制丝机的启动、停止、调整等操作。
4、通信模块:通信模块是PLC电气控制系统的重要部件,主要是用于PLC控制器和其他智能设备之间的通信。
例如,通信模块可以实现对生产线上的设备进行监控和管理,监
控生产线的状态,以及与其他控制系统接口的功能。
PLC电气控制系统能够保证制丝生产线的自动化、高效化,使制丝过程更加稳定、可靠、安全。
同时,PLC电气控制系统也具有良好的扩展性和灵活性,可以根据实际需求进
行升级和扩展,满足不同设备和生产线的要求。
薄板烘丝机自动控制系统中的PLC技术分析

术 进 行分 析 , 主要 可 以 从P L出指 令。 主要 流 程 为 : 通 过 称 重仪 器 在 薄 板 烘 丝 机 人 口处 对 烟 丝 进行称重, 然 后 控制 蒸汽 压 力、 烘 筒转速、
热 风 温 度 以及 排 潮 风 门等 , 实现 PI D闭环控 制, PI D闭环 控 制 中, 以烘 筒 温 度为 内环 , 出 口烟 丝 水分 为 外环 。此 外 , PLC技 术 还 具 有 自我 诊 断功 能 , 即通 过 检 测 和报 警 设 备对 电
文章编号 : 1 6 7 4 - 0 9 8 X( 2 0 1 3 ) 0 3 ( a ) - 0 0 6 9 - 0 1
在制 烟 过 程 中, 为 了保 证 烟 丝 口味 的醇 控 过 程 量 通 过 检 测 设 备发 回到 可 编程 序 控 控 制 器对这一过 程 量 进行 测量 。 正, 需 要 使 用 薄 板 烘 丝 机 等 烘 丝 类 机 械 对 制 器 中, 烟 丝 进 行 处 理 。所 以在 卷 烟 厂 的 制 丝 车 间
制 系统 对 薄 板 烘 丝 机 进 行 控 制 。在 薄 板 烘 丝机 自动 化 控 制 系统 中, PLC技 术 是应 用 较 为广泛 的技 术之 一。 给烘 丝段 设 备 , 烘 丝 段设 备对 烟 丝进 行 水含 量处理, 处 理 后 的烟 丝指 标 返 回PLC, PLC 对 其 进 行 测 量 分 析 以 确 保 其 符 合 要 求 。所 以 对 薄 板 烘 丝 机 自动 控 制 系统 中 的PLC技
河南安阳
4 5 5 0 0 4 )
摘
要: 薄板烘丝机 控制系统 主要是由电气系统 、 传 动系统 , 管道 系统 以及热风 系统构成。 其中,电气系统中主要是利用了P L C 技术进行 自动化 控
大专自动化专业毕业设计 S7-200PLC薄钢板自动剪切控制系统.

1课题的背景和意义自动剪切机是一种精确控制板材加工尺寸,将大型板块进行自动剪切的设备。
传统自动剪切机采用继电器作为控制器件,其控制系统较复杂,参数改变不灵活,大量接线使系统可靠性降低,维修率高,降低了生产效率。
PLC以其灵活性、快速性、可靠性和性价比高等特点越来越受到企业或者团体设计者们的欢迎,在各行各业的应用越来越广泛。
用PLC替代继电器设计自动控制系统,具有操作简单,运行可靠,抗干扰能力强,编程方便,控制精度高的明显优势。
基于以上PLC特点,本课题主要研究如何应用S7-200PLC 设计一个薄钢板自动剪切控制系统,设计的关键是如何提高控制的精度。
2系统总体设计2.系1统控制要求本设计的薄钢板自动剪切控制系统要达到以下控制要求:(1)控制系统分手动档自动档。
手动档时,用点动的方式,人工完成钢板穿带,零位校准。
自动档时,系统自动完成薄钢板剪切工作。
(2)通过拨码盘设置薄钢板剪切尺寸参数,可根据不同需求改变其参数。
(3)有配套的故障分析判断和电气保护装置,若运行不正常,系统自动停车并发出警告信号。
(4)钢板剪切的精度要在一定范围之内,剪切尺寸2m,误差不超过1mm。
2.系2统结构和工作原理本设计薄钢板自动剪切控制系统设备组成如图2.1所示。
1-开卷机;2-矫正机;3-光电开关;4、5-限位光电开关;6光电编码器;7-测量辊;8-动力辊;9-电机;10-冲头;11-传送带;12-行程开关;13-光电开关;14-小车;15-套坑图2.1钢板剪切结构组成图在图2.1中,PLC完成开卷机和矫正机同步传送,钢板位置检测采样,冲头控制,传送带运转控制,小车位置检测,小车装载钢板量检测等工作。
系统的基本工作原理是这样的:一开始是手动控制,人工将钢带依次穿过矫正机、活套、测量辊和夹送辊一直到冲头,钢带运动是通过点动矫正机和夹送辊(由动力辊和测量辊组成)进行的。
用拨码盘设定剪切尺寸参数,钢带头对好冲头,光电编码器处于零位,然后启动自动控制按键,如果检测到装料小车到位,系统进入自动控制状态,将钢板剪切,传送到装料小车上。
基于PLC全自动洗衣机控制系统浅析

基于PLC全自动洗衣机控制系统浅析随着科技的不断进步,自动化技术已经在各个领域得到了广泛的应用,洗衣机作为家电行业中不可或缺的产品,在自动化控制系统方面也有了很大的发展。
本文将对基于PLC (可编程逻辑控制器)全自动洗衣机控制系统进行浅析,希望能够为大家对全自动洗衣机的工作原理和控制系统有一个更加深入的了解。
一、全自动洗衣机的工作原理在了解基于PLC控制系统的全自动洗衣机之前,首先需要了解一下全自动洗衣机的工作原理。
全自动洗衣机利用电机、传感器、阀门等组件来完成洗涤、漂洗、脱水等各个环节的操作。
整个工作流程可以分为以下几个步骤:1. 加水:当用户设置好洗衣程序并按下启动按钮后,洗衣机会根据用户设置的水位自动打开进水阀,开始加水。
2. 洗涤:加水完成后,洗衣机会启动电机,使洗衣筒开始旋转,并通过内置的洗涤装置将洗涤剂和水充分混合,完成洗涤过程。
3. 漂洗:洗涤完成后,洗衣机会排出洗涤水,然后进行漂洗操作,以去除洗涤剂残留。
4. 脱水:漂洗完成后,洗衣机会进行脱水操作,通过高速旋转的方式将衣物中的水分脱离出来。
5. 完成:洗衣机会停止工作,并通过发出提示音或者显示设备来提示用户洗衣完成。
以上就是全自动洗衣机的基本工作流程,通过电机、传感器等各种组件的协调配合,实现了自动洗衣的功能。
而在这个工作流程中,PLC控制系统则起到了至关重要的作用。
1. PLC的作用PLC是一种专门用于工业控制的计算机,它具有可编程、可靠性强、扩展性好等特点,可以实现各种自动化控制任务。
在全自动洗衣机中,PLC起到了控制整个洗衣机工作流程的重要作用,通过对各种传感器、执行器等设备进行控制,实现了洗涤、漂洗、脱水等操作的自动化。
2. PLC控制系统的组成基于PLC的全自动洗衣机控制系统包括PLC主控模块、输入模块、输出模块、人机界面等几个主要部分。
PLC主控模块是控制系统的核心,负责接收用户输入的洗衣程序,控制输入输出模块的工作,并根据传感器数据来调整洗衣机的工作状态;输入模块用于接收各种传感器的信号,比如水位传感器、温度传感器等;输出模块则用于控制各种执行器的工作,比如进水阀、电机、排水阀等;人机界面则是用户与全自动洗衣机进行交互的窗口,通过人机界面,用户可以设置洗衣程序、查看洗衣机的工作状态等。
基于制丝线PLC电气控制系统分析

基于制丝线PLC电气控制系统分析
制丝线是一种用于生产纸浆为原料的丝状纤维的设备,它可以用于生产纸张、纸盒、纸板等纸质产品。
PLC电气控制系统是一种可编程逻辑控制器,用于实现对制丝线的自动控制。
制丝线PLC电气控制系统主要由PLC控制器、输入输出模块、触摸屏界面以及电气元件组成。
PLC控制器是整个系统的核心,它通过与输入输出模块的连接,实现对制丝线运行状态的检测和控制。
输入输出模块主要用于接收和发送信号,例如接收传感器检测到的制丝线运行状态信号,并发送控制信号给电气元件以实现对制丝线的控制。
在PLC电气控制系统的设计和应用过程中,需要注意以下几点。
需要根据制丝线的实际情况选择合适的PLC控制器和输入输出模块,并进行正确的连接和设置。
需要编写PLC 程序,实现对制丝线各个运行状态的监测和控制功能。
编写PLC程序时,需要考虑到不同的运行模式和故障情况,并编写相应的逻辑控制程序。
需要进行系统测试和调试,确保PLC电气控制系统能够正常运行,并满足制丝线的生产要求。
基于制丝线的PLC电气控制系统的设计和应用可以实现对制丝线的自动化控制,提高生产效率和产品质量。
这种控制系统在纸质产品生产中具有重要的应用价值。
烘干机PLC课程设计

目录第1章烘干机概述1.1 用途1.2 工作过程1.3 控制要求第2章控制方案论证2.1 继电器控制2.2 单片机控制2.3 可编程序控制第3章控制系统硬件设计3.1 电气元件选择3.2电动机、电气控制线路设计3.3 I/O接线图第4章控制系统软件设计4.1 梯形图的总体结构图设计4.2 手动程序设计4.3 自动程序设计4.4公用程序设计4.5 故障报警和信号显示第5章系统调试第6章心得体会参考文献附录第1章、烘干机概述1.1 用途主要用于干燥物品。
1.2 工作过程烘房内装有电接点温度计TJ ,用来检测烘房温度。
当加热器通电时,烘房加热升温;通风机通电时,烘房通风。
当烘房的温度升至需要温度时,电接点温度计的接点闭合;当烘房的温度低于需要温度时,电接点温度计的接点断开。
具体过程如图所示:图1-11.3 控制要求保持温度恒定,当温度低于需要温度时,加热器开始工作,使烘房温度升高,直至到达需要温度,同时通风机间断通风.具体为:通风5min,停止2min,依次循环。
延时1min通风5min通风机停止延时2min通风机启动 …低于需要温度通风机启动升温停止加热至需要温度第2章、控制方案论证2.1 继电器控制继电器控制设计出的线路比较复杂,因而电器控制装置的制造周期较长,造价相应较高,维修也不方便。
控制系统完成后,若控制任务发生变化,如某些生产工艺流程的变动,则必须通过改变接线才能实现。
另外,由于接线程序控制系统中器件、接线较多,所以其平均无故障时间较短。
采用继电器控制方案,有如下缺点:不仅继电器本身容易出现误动作,特别是触头氧化及铁芯与衔铁弄脏后的吸力不足,机械运动部件运动不灵活而出现被卡烧坏线圈等故障,给维护过程带来极大不便,甚至会影响正常营运工作,而且势必使硬件接线量大且复杂,进而容易诱发以下问题:①由于接线复杂,需要工程技术人员有足够的耐心,稍有不慎就会出现错误。
②一旦接线出现问题,要查找故障也是一项艰巨的工作,这样我们的工作效率必然受到影响。
基于制丝线PLC电气控制系统分析

基于制丝线PLC电气控制系统分析PLC电气控制系统在制丝线生产过程中起着至关重要的作用,它能够监控和控制制丝线的生产过程,保证产品质量和生产效率。
本文将对基于制丝线的PLC电气控制系统进行分析,探讨其在制丝线生产过程中的应用和优势。
一、制丝线的生产过程制丝线是一种重要的纺织原料,广泛应用于服装、家居装饰等领域。
其生产过程主要包括原料准备、纺丝、拉丝、捻股、整经等环节。
在纺丝过程中,纺丝机通过加湿、加热、牵伸等操作将原料纤维成型为纱线,然后将纱线进行拉丝、捻股等处理,最终制成丝线产品。
在整个制丝线生产过程中,各个环节间需要高效的协同作业,通过PLC电气控制系统进行监控和控制,可以保证生产过程的安全稳定和产品质量的一致性。
二、PLC电气控制系统在制丝线生产中的应用1. 控制纺丝机的加热和加湿在纺丝机的生产过程中,需要对原料进行加热和加湿处理,以保证纤维的柔韧性和拉伸性。
PLC电气控制系统可以监测并控制加热器和加湿器的工作状态,根据不同的生产要求进行加热和加湿操作,保证纤维的质量和稳定性。
2. 调节纺丝机的牵伸速度纺丝机在生产过程中需要根据不同的纤维原料和产品规格,调节牵伸速度来控制纱线的细度和强度。
PLC电气控制系统可以根据生产要求自动调节纺丝机的牵伸速度,保证纱线的一致性和稳定性。
3. 控制拉丝和捻股机的运行参数在纱线生产的后续环节中,需要通过拉丝和捻股机对纱线进行进一步加工处理,以增强其强度和光泽度。
PLC电气控制系统可以监测和调节拉丝和捻股机的运行参数,保证纱线的加工质量和一致性。
4. 监控整经机的生产状态1. 自动化控制能力强PLC电气控制系统具有很强的自动化控制能力,可以根据设定的控制逻辑和参数,在生产过程中自动进行监控和调节,实现生产过程的智能化和自动化。
2. 数据采集和分析能力PLC电气控制系统可以对生产现场的各种参数和信号进行实时采集和分析,通过数据采集和分析,可以及时发现生产过程中的异常情况并做出相应的处理。
基于S7-200-PLC薄钢板定长剪切控制系统设计

目录1.绪论 (1)1.1课题背景和目的意义 (1)1.2设计现状及发展趋势 (1)1.3 PLC控制系统设计的原则 (2)1.4方案论证 (2)2.系统总体设计 (4)2.1系统控制要求 (4)2.2系统结构及工作原理 (4)2.3运动控制的基本架构 (4)3.系统硬件设计 (6)3.1光电编码器 (6)3.2高速计数器 (6)3.3高速光耦转换器 (8)3.4 PLC控制系统 (9)3.4.1 PLC选型 (9)3.4.2 系统硬件接线图 (10)3.4.3 PLC端口分配 (10)4.系统软件设计 (11)4.1高速计数器的编程 (11)4.2系统程序 (12)参考文献 (15)结束语 (16)基于S7-200 PLC薄钢板定长剪切控制系统设计1.绪论1.1课题背景和目的意义定长剪切机是一种精确控制板材加工尺寸,将大型板块进行定长剪切的设备。
传统定长剪切机采用继电器作为控制器件,其控制系统较复杂,参数改变不灵活,大量接线使系统可靠性降低,维修率高,降低了生产效率。
PLC以其灵活性、快速性、可靠性和性价比高等特点越来越受到企业或者团体设计者们的欢迎,在各行各业的应用越来越广泛。
用PLC替代继电器设计剪切控制系统,具有操作简单,运行可靠,抗干扰能力强,编程方便,控制精度高的明显优势。
基于以上PLC特点,本课题主要研究如何应用S7-200PLC设计一个薄钢板定长剪切控制系统,设计的关键是如何提高定长剪切的精度。
1.2设计现状及发展趋势薄钢板剪切是钢材加工行业中常见的工序,钢板剪切的主要设备是剪切机,而普通剪切机存在诸多不足。
普通剪切机存在的主要不足有:(1)加工精度不高造成加工精度不高的主要原因,一方面是加工尺寸由操作人员用普通钢尺手动测得,精度难以保证;另一方面采用异步电动机带动链条传动机构,这样不仅定位精度低,而且易造成剪切面的机械偏差,这种偏差随加工板材宽度增加而加大。
(2)操作繁琐,容易出错剪切机需要人工操作,剪切动作的控制需人工完成,占用人力资源,也容易出错。
毕业设计(论文)-基于PLC烘丝机控制系统的设计模板

江苏科技大学毕业论文(设计)学院:电子信息学院专业:电气工程及其自动化课题:基于PLC烘丝机控制系统的设计学号:姓名:江华指导教师:许运飞职称:年月日基于PLC烘丝机控制系统的设计摘要烘丝机是卷烟厂制丝车间生产线中的重要设备,其主要功能是确保烘丝机出口烟丝达到符合卷烟工艺要求的含水率,提高烟丝的成丝率和填充值,改变烟丝的物理性能,使烟香味变得醇和。
为了保证烟丝出口水分达到设定值的允差波动范围内,运用了计算机技术,采用新型高性能的西门子S7-200系列PLC自动化控制系统,使烘丝机的各项性能指标达到工艺要求。
关键词:烘丝机;自动化控制系统;西门子PLCBased on PLC drying machine control system designAbstractDrying machine is a cigarette factory production line silk shop in the important equipment, its main function is to ensure that the export of tobacco drying silk machine to meet our technical requirements of the moisture content of cigarettes to enhance the rate of tobacco-forming wire and fill values, to change the physical properties of tobacco, to become alcohol and tobacco flavor. In order to ensure water reaches the set value of tobacco exports within the fluctuation range of the tolerance, these of computer technology, using new high-performance Siemens S7-200 series PLC automatic control system, so that the drying wire machine performance to process requirements.Key words: Tobacco Machine; Automation Control System; Siemens PLC目录I引言 (4)II 绪论 (5)2.1论文研究的目的与意义 (5)2.2系统设计功能 (5)III 系统分析 (7)IV 系统的硬件设计与实现 (8)4.1 烘丝机的简单工作过程 (8)4.2 烘丝机控制系统硬件设计 (9)4.3 PLC主机的选用及概述 (11)4.4 模拟量输入/输出扩展模块的选用及概述 (12)4.5 模拟量D/A扩展模块的选用及概述 (12)4.6其他各部分功能概述 (13)V 系统的软件设计与实现 (17)5.1烘丝机控制系统软件设计 (17)5.2主程序流程图 (18)5.3程序设计 (22)VI 结论 (29)参考文献 (30)致谢 (31)PLC技术随着计算机和微电子技术的发展而迅速发展,由最初的一位机发展到8位机。
基于PLC的单板干燥自动控制系统的研究的开题报告

基于PLC的单板干燥自动控制系统的研究的开题报告一、研究背景随着经济的不断发展和人民生活水平的提高,木材干燥技术日益成熟,其普及和应用也逐步推广到了各种工业领域。
干燥设备的使用,不仅可以提高材料质量和使用寿命,更能提高生产效率和产品质量,减少生产成本,节约能源环保。
单板干燥设备是目前主流的木材干燥设备之一,其自动化控制技术发展日益成熟,但是仍存在一些拓展和升级的空间。
二、研究目的本次研究旨在设计和开发基于PLC的单板干燥自动控制系统,满足需要监测和控制的参数,如温度、湿度、氧气和二氧化碳浓度等,实现单板干燥自动化和智能化控制,提高生产效率和产品质量。
三、研究内容本研究的主要内容包括以下几个方面:(1)分析单板干燥过程中需要监测和控制的参数,确定控制策略。
(2)设计合适的PLC程序并实现控制逻辑。
(3)选取合适的传感器对参数进行实时测量。
(4)设计并制作用于控制程序的人机界面(HMI)。
(5)开展实验研究,对系统进行测试和优化。
四、预期效果本研究将设计和开发基于PLC的单板干燥自动控制系统,实现单板干燥自动化和智能化控制,提高生产效率和产品质量。
五、研究方法和技术路线本研究将采用综合分析和实验研究的方法,通过对单板干燥设备进行调研,结合PLC编程技术和控制策略,设计和开发基于PLC的单板干燥自动控制系统,并通过实验验证其有效性。
技术路线如下:(1)进行单板干燥设备的调研研究。
(2)对单板干燥过程中需要监测和控制的参数进行分析。
(3)设计合适的PLC程序并实现控制逻辑。
(4)选取合适的传感器对参数进行实时测量。
(5)设计人机界面(HMI)。
(6)通过实验研究,对系统进行测试和优化。
(7)撰写系统设计与实验研究的相关论文。
六、研究进度和计划本研究预计在三年内完成,具体计划如下:第一年:进行单板干燥设备的调研研究、数据分析,并开始设计PLC程序。
第二年:完成PLC程序的开发、选取相应传感器和设计HMI。
大专自动化专业毕业设计S7200PLC薄钢板自动剪切控制系统

大专自动化专业毕业设计S7200PLC薄钢板自动剪切控制系统设计目标:设计一个自动剪切控制系统,使用S7200PLC,对薄钢板进行自动剪切,实现高效、精准的剪切过程控制。
设计要点:1.系统硬件设计:-选择合适的S7200PLC,根据实际需求选择适当的输入输出模块。
-使用电机驱动模块控制剪切刀具的运动。
-使用传感器检测薄钢板的位置和长度。
-使用触摸屏作为人机界面,用于操作和监控系统。
2.系统软件设计:- 使用 Simatic Manager 软件进行 PLC 程序编程,实现薄钢板剪切的自动化控制逻辑。
-编写PLC程序,包括薄钢板长度检测、薄钢板进料控制、剪切刀具控制等功能。
-编写人机界面程序,实现用户对系统的操作和监控。
3.系统工作流程设计:-用户将薄钢板放入进料口,系统通过传感器检测薄钢板的长度。
-根据设定的剪切长度,系统控制驱动模块将剪切刀具移动到指定位置。
-系统通过传感器检测薄钢板位置,确保剪切位置准确。
-当薄钢板到达指定位置时,系统启动剪切刀具进行剪切操作。
-剪切完成后,系统自动将剪切好的薄钢板排出。
4.系统性能优化:-优化薄钢板进料速度,确保剪切过程的平稳性和稳定性。
-优化剪切刀具的运动速度和精度,确保剪切质量和效率。
-优化系统响应速度,提高系统的实时性和稳定性。
总结:通过使用S7200PLC,设计了一个薄钢板自动剪切控制系统。
该系统通过检测薄钢板长度和位置,控制剪切刀具进行剪切操作,实现高效、精准的剪切过程控制。
通过优化系统性能和响应速度,提高了系统的实时性和稳定性,满足了薄钢板自动剪切的需求。
浅谈PLC在烟草制丝工艺中的应用

浅谈PLC在烟草制丝工艺中的应用【摘要】可编程控制器简称PLC,是近年来发展迅速,应用面广的工业控制装置。
文章介绍了PLC在烟草制丝工艺中的现状及发展趋势,并指出PLC在烟草制丝工艺中的具体应用。
【关键词】制丝工艺PLC控制近十几年来,自动控制技术的飞速发展已经深刻地影响到了烟草行业。
在烟草生产过程中,由于制丝车间在烟草产品质量方面起着关键性的作用,所以制丝线控制系统在整个烟厂控制里就显得至关重要。
1制丝线生产工艺概述卷烟生产过程分为制丝、卷接和包装三个阶段,制丝过程承担着原料加工的任务。
制丝是将含梗的烟叶,经过回潮、去梗、烟梗加工、叶片加工等工序,并经过除杂,最终使烟丝的宽度、水分、温度等工艺参数达到要求,进而达到成丝率高、纯净、松散且具有弹性和填充力等要求。
制丝工艺的好坏是影响卷烟内在质量的关键因素。
制丝工艺一直从低级到高级,从简单到复杂,不断地改进和发展。
2制丝控制系统现状及发展趋势从八十年代末开始,在制丝加工处理技术方面,许多卷烟厂在生产线的电气控制方面完成了从继电器加控制仪表向PLC控制型转化,实现了基础自动化和过程自动化。
可编程控制器(PLC)具有通用性强、使用方便、适应面广、可靠性高、抗干扰能力强、编程简单等特点。
PLC在烟草行业自动化控制的地位,在可预见的将来是无法取代的[1]。
如何更有效地检测和控制制丝生产线的生产过程,使之处于最佳状态,达到节能降耗,提高产品的产出率与优质品率,提高设备的运行可靠性,是当前各卷烟厂最迫切追求的目标。
由于自动化技术的高速发展,制丝生产过程的全面自动化、智能化已经成了发展目标,现场总线模式将是今后的发展趋势。
3PLC在烟草制丝工艺中的应用制丝生产工艺流程可分为制叶片、制叶丝、制梗丝、掺配混合四大工段。
其中包括:烟叶回潮、配比、润叶、贮叶;切丝、烘丝;润梗、压梗、切梗、烘梗丝;再将叶丝、梗丝、薄片均匀的混合掺配,经冷却后喷洒香精香料。
3.1PLC在烟草制叶片工艺中的应用真空回潮是卷烟制丝工艺的第一道工序\,是制丝生产过程中非常重要的一道工序。
涂装烘干PLC自动控制系统毕业设计

上海交通大学毕业设计论文论文题目:涂装烘干PLC自动控制系统的研究与设计系部:专业:班级:学生姓名:学号:指导教师:xx年5 月6 日摘要随着工业现代化的进一步发展,人们需要方便、快捷地将不同的物件输送到不同的工位上去完成各种工艺作业,因此积放式悬挂输送机应运而生,它是现代化生产中广泛使用的物料输送设备。
目前,积放式悬挂机广泛适用于机械、汽车、冶金、家电、轻工、食品等行业。
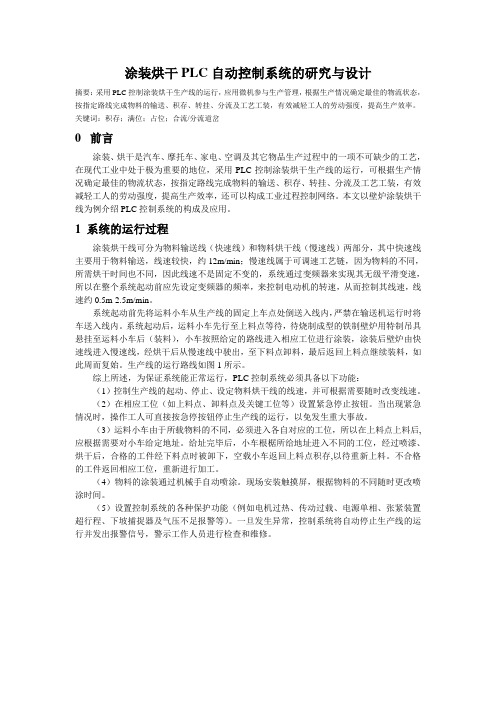
本文以汽车涂装烘干生产线的自动控制的设计过程为例,论述了可编程控制器在积放式悬挂输送机中的应用,系统采用积放式悬挂输送机和PLC控制涂装烘干生产线的运行,应用微机参与生产管理,根据生产情况确定最佳的物流状态,按指定路线完成物料的输送、积存、转挂、分流及工艺工装,有效减轻工人的劳动强度,提高生产效率。
文中介绍了系统的硬件和软件组成,提出了机型选择的依据,论述了PLC及其应用,给出PLC实现程序控制详细步骤,最后给出软件梯形图程序。
关键词:积存;满位;占位;合流/分流道岔AbstractWith the further modernization of industrial development, we need to facilitate, quickly to different objects transported to different places up for the completion of various operations, Therefore plot hoisting up-conveyor crops, it is modern production widespread use of material handling equipment. Currently, the plot-up flying machine widely used in machinery, automobile, metallurgical, electrical appliances, light industry, food and other industries. Based automobile drying coating production line control of the design process as an example. Programmable controller discussed in the plot flag carrier to-machine applications, system uses the plot to-flag conveyor PLC control and drying coating production line operation, computer application in production management, According to determine the best production of the logistics state designated route completed by the delivery of material, accrued transfer link Tooling and streaming technology, effectively reducing the labor intensity of the workers and improve production efficiency. This paper introduces a system of hardware and software components, a selection of the type discussed in the PLC and its application PLC gives detailed step process control, given the software's Ladder.Keywords : Cumulative; Fully booked; Masses; Convergence / triage Turnout目录绪论 (1)第1章研究背景及行业介绍 (2)1.1.1 研究背景 (6)1.1.2 行业介绍 (2)1.2系统的控制要求、方案确定 (3)1.2.1系统的控制要求 (3)1.2.2系统的方案确定 (4)第2章积放式悬挂输送机的简介 (7)2.1输送机的概述 (7)2.2积放式悬挂输送机的工作原理 (7)第3章可编程控制器(PLC)的简介 (9)3.1可编程控制器的概述 (9)3.2可编程控制器的硬件和软件 (14)3.2.1 可编程控制器的硬件 (14)3.2.2 可编程控制器的编程语言 (11)3.3可编程控制器的工作原理 (16)第4章控制系统的的简介 (14)4.1控制系统的整体设计 (14)4.2控制系统的的工作过程 (18)第5章控制系统的硬件设计 (19)5.1可编程控制器的选配 (19)5.2变频器的选配 (21)5.2.1 概述 (21)5.3其它设备的选配 (24)第6章控制系统的软件设计 (26)6.1系统启动、停止工作过程 (29)6.2停止器的工作过程 (31)6.3运料小车给址与读址的工作过程 (31)6.4分流与合流道岔的工作过程 (33)第7章展望 (36)参考文献 (38)附录A系统电气原理图、电气布置图及PLC接线图(见大图) (39)附录B系统软件程序 (41)附录C主要元器件选型 (46)绪论近年来,随着国民经济的发展,在现代工业生产自动化过程中可编程控制器(PLC)从无到有,实现了接线逻辑到存储逻辑的飞跃;其功能从弱到强,实现了逻辑控制到数字控制的进步;其应用领域从小到大,实现了单体设备简单控制到胜任运动控制、过程控制及集散控制等各种任务的跨越。
PLC技术在机电工程自动化中的运用分析

PLC技术在机电工程自动化中的运用分析1. 引言1.1 PLC技术的定义PLC技术,即可编程逻辑控制器技术,是一种专用于工业自动化控制领域的控制器。
它采用程序控制方式,通过运行在其中的控制程序来完成对自动化系统的控制和监视。
PLC技术通过数字操作、逻辑运算和定时控制等功能,实现对工业设备的自动化控制,提高生产效率和质量。
PLC技术的核心组成部分是中央处理器(CPU)、输入/输出模块、程序存储器和通信接口。
中央处理器负责执行控制程序,输入/输出模块用于接收外部信号和控制外部设备,程序存储器存储控制程序,通信接口用于与其他设备或系统进行通信。
在工业自动化领域,PLC技术被广泛应用于各种机电设备控制系统中,如生产线控制、机械手控制、灯光控制等。
PLC技术具有灵活性高、可靠性强、维护方便等优势,可以满足不同工业场景的控制需求。
PLC技术是现代机电工程自动化领域不可或缺的重要技术,对提升生产效率、降低成本、增强竞争力具有重要意义。
PLC技术的不断发展与创新,将为机电工程自动化领域带来更广阔的发展前景。
1.2 机电工程自动化的需求机电工程自动化是指利用各种自动化设备和控制系统,对机电设备和设施进行自动化控制和管理,提高生产效率,降低生产成本,提高产品质量等。
在现代工业生产中,随着市场竞争的日益激烈和科技的不断进步,机电工程自动化的需求日益增长。
机电工程自动化能够提高生产效率。
通过自动化设备和控制系统的精确控制,可以实现生产过程的自动、连续、高效运行,减少人为操作中出现的误差和停机时间,从而提高生产效率。
机电工程自动化能够降低生产成本。
自动化设备和控制系统可以减少人力成本和能源消耗,提高资源利用效率,降低生产过程中的损耗,从而降低生产成本,增强企业竞争力。
机电工程自动化能够提高产品质量。
自动化设备和控制系统能够精确控制生产过程中的各项参数,保证产品质量稳定性和一致性,减少次品率,提高产品质量和市场竞争力。
机电工程自动化的需求主要来源于提高生产效率、降低生产成本和提高产品质量的要求。
PLC在烘丝机自动控制系统中的应用

技术与产品PLC在烘丝机自动控制系统中的应用广东中烟工业公司梅州卷烟厂曾文辉.WL丝机是卷烟厂制丝车间生产线中的重要设仄备,其主要功能是确保烘丝机出1:3烟丝达到符合卷烟工艺要求的含水率,提高烟丝的成丝率和填充值,改变烟丝的物理性能,使烟香味变得醇和。
为了保证烟丝出口水分达到设定值的允差波动范围内,运用了计算机技术,采用新型高性能的西门子s7—400系列PLC自动化控制系统,使烘丝机的各项性能指标达到工艺要求。
系统构成及工作原理烘丝机的控制系统由传动系统、热风系统、管路系统和电气系统4部分组成。
传动系统由主A14I电气眄代・2008年第2期・自动化系统工程专辑传动烘筒电动机M。
,热凤风机电动机M:、有利于排潮的旋转网电动机M,和定时抽走冷凝水的水泵电动机M。
组成。
M,和M:电动机都采用了变频调速器,可设定转速。
热风系统是为提高烘筒干燥速度采用的工艺热风装置,由散热器、风机、管道和调整风量的角执行器等组成。
管路系统由蒸汽管路和压缩空气管路组成。
蒸汽管路一路供烘筒内的导热板,一路供给散热器,另一路供给进入前室的喷吹饱和蒸汽装置,以提高在料头、料尾时的烘筒内的空气湿度,减少干头干尾的烟丝。
烘丝机控制系统如图l所示。
工作原理为:从储叶柜出来具有一定含水率的烟叶经切丝机切成烟丝,通过输送设备,使烟图1烘丝机控制系统技术与产品丝按设定重量经电子皮带称称重后,由叶丝回潮机对叶丝增温增湿,再进入筒体壁安装有导热弧型薄板式滚筒烘丝机,饱和水蒸汽经管道送至导热板,把热能传导给烟丝使其充分受热,同时热风也与烟丝顺流方向由前室吹入(少部分由后室进入),加速烟丝干燥,在烘筒热风温度和转速不变的条件下,随着蒸汽压力的增加而使烟丝的水分不断蒸发,蒸发的湿热空气和粉尘由除尘系统经排潮管道排出,使出口烟丝的水分降低,反之水分则提高。
从而使烟丝烘干。
达到设定的出口水分要求,也达到了在线叶丝膨胀的目的。
主要控制变量及控制方案在烘丝工艺中,影响烟丝水分的主要物理参量有蒸汽压力、热风温度、烘筒转速和排潮风门开度。
涂装烘干PLC自动控制系统的研究与设计
涂装烘干PLC自动控制系统的研究与设计摘要:采用PLC控制涂装烘干生产线的运行,应用微机参与生产管理,根据生产情况确定最佳的物流状态,按指定路线完成物料的输送、积存、转挂、分流及工艺工装,有效减轻工人的劳动强度,提高生产效率。
关键词:积存;满位;占位;合流/分流道岔0前言涂装、烘干是汽车、摩托车、家电、空调及其它物品生产过程中的一项不可缺少的工艺,在现代工业中处于极为重要的地位,采用PLC控制涂装烘干生产线的运行,可根据生产情况确定最佳的物流状态,按指定路线完成物料的输送、积存、转挂、分流及工艺工装,有效减轻工人的劳动强度,提高生产效率,还可以构成工业过程控制网络。
本文以壁炉涂装烘干线为例介绍PLC控制系统的构成及应用。
1 系统的运行过程涂装烘干线可分为物料输送线(快速线)和物料烘干线(慢速线)两部分,其中快速线主要用于物料输送,线速较快,约12m/min;慢速线属于可调速工艺链,因为物料的不同,所需烘干时间也不同,因此线速不是固定不变的,系统通过变频器来实现其无级平滑变速,所以在整个系统起动前应先设定变频器的频率,来控制电动机的转速,从而控制其线速,线速约0.5m-2.5m/min。
系统起动前先将运料小车从生产线的固定上车点处倒送入线内,严禁在输送机运行时将车送入线内。
系统起动后,运料小车先行至上料点等待,待烧制成型的铁制壁炉用特制吊具悬挂至运料小车后(装料),小车按照给定的路线进入相应工位进行涂装,涂装后壁炉由快速线进入慢速线,经烘干后从慢速线中驶出,至下料点卸料,最后返回上料点继续装料,如此周而复始。
生产线的运行路线如图1所示。
综上所述,为保证系统能正常运行,PLC控制系统必须具备以下功能:(1)控制生产线的起动、停止、设定物料烘干线的线速,并可根据需要随时改变线速。
(2)在相应工位(如上料点、卸料点及关键工位等)设置紧急停止按钮。
当出现紧急情况时,操作工人可直接按急停按钮停止生产线的运行,以免发生重大事故。
基于PLC的薄板激光焊机控制系统

以德 国克 莱西 姆 L W2 2型 激 光 焊 机 为 载 体 , 重 新
设计 以西 门 子 P L C为 核 心 控 制 器 的 整 个 控 制 系 统 。
位置 、 激光脉 冲宽度 和波形 、 功率 密度等 。激光焦 点所处 的位 置与工件 表面平 行 的平 面 叫做 焦平 面 , 离 焦 量就 是
激光 焊就 是 能量 载 体 为激 光 的一 种 焊 接方 法 。激 光焊焊接 过程 中直 接将 激光 束照 射到 焊接 材料 表 面 , 激
光与焊接 材料相互 作用使材料 内部 熔化 , 最终实 现焊接 。 根据 热学机制不 同 , 激光焊有稳定 深熔焊 、 模式不 稳定焊 和稳 定热导焊 三种 模式 。激 光焊的主要工 艺参数有焦 点
l
上
l
上
l
上
l
l 若压轮未被选择
焊袋 1 开 始 l
打开快 门 l 碾压
等待
开始 l l
f 开始移动 Y轴
到位后 . 关 闭 快 门 激光设定点。 关 闭 氩气阀 , 关闭 c r o —
压轮到等待位置I
若 到 位 则 升 起 压 轮 若 不 到 位 则 等 待 焊 接 完 成
人I z I 对 中 单 元
出 口活 套 辊
用 … . 。
对中!
出口 冲孔 装 置 出 口
对 中
单元 1
单元 2;
:; :
一 … … … … … 。
:
。 .
图1 薄 板 金 属 焊 接 生 产 线 示 意 图
( 1 ) 焊 接准备 : 焊 接参 数初 始化 , 焊接 头 、 切 割头 的
基于制丝线PLC电气控制系统分析

基于制丝线PLC电气控制系统分析制丝线PLC电气控制系统是现代制丝技术中重要的组成部分之一,它采用数字化控制机制,实现对整个制丝过程的自动化控制,提高了制丝生产效率和品质。
下面将基于制丝线PLC电气控制系统进行分析。
1. 控制程序设计制丝线PLC电气控制系统是基于现代计算机技术设计的,采用软件编程语言,通过控制程序的设计实现对各个工序的自动化控制。
该电气控制系统采用模块化设计,将各个功能模块独立设计,每个模块完成不同的任务。
2. 信号输入和输出制丝线PLC电气控制系统采用多种传感器和控制器,获取生产过程中的各种信号,包括温度、压力、速度、拉力、湿度等,将这些信号转换成数字信号后通过输入口送入PLC 系统中。
同时,PLC系统通过输出口将控制信号送到各个执行机构,比如马达、电磁阀、气缸等。
3. 集中控制和远程监控制丝线PLC电气控制系统具有集中控制和远程监控的功能。
通过PLC系统,操作员可以实时监控生产过程中的各项指标,调整相应的控制参数,保证制丝的生产质量和生产效率。
另外,该系统支持远程监控和控制,利用网络传输技术,可以在远程操作中心对生产现场进行实时监测和控制。
4. 安全保护措施制丝线PLC电气控制系统对生产过程中的安全保护措施设计非常重视。
该系统配备了安全开关、断路器、保险丝等安全装置,在生产过程中实时监测设备的运行状态,避免故障发生。
另外,该系统还设置了应急停车装置,当生产过程中发生紧急情况时,可以及时停机,避免事故的发生。
综上所述,制丝线PLC电气控制系统是现代制丝生产中必不可少的组成部分。
它能够实现对制丝生产过程的自动化控制和远程监控,提高生产效率和生产质量,还能保证生产过程的安全性和稳定性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
薄板烘丝机自动控制系统中的PLC技术分析
摘要:薄板烘丝机控制系统主要是由电气系统、传动系统、管道系统以及热风系统构成。
其中,电气系统中主要是利用了plc技术进行自动化控制。
plc技术也称为可编程序控制器技术,能够进行严格的自我诊断处理,并且具有极强的抗干扰性,可靠程度好。
该文对薄板烘丝机自动控制系统中的plc技术分析主要从plc的控制变量、硬件配置、软件设计等三个方面进行。
plc技术在薄板烘丝机自动化控制中的控制过程主要为:工作人员通过操作终端先对plc进行参数设置,plc将指令传送给烘丝段设备,烘丝段设备对烟丝进行水含量处理,处理后的烟丝指标返回plc,plc对其进行测量分析以确保其符合要求。
关键词:plc技术自动控制系统薄板烘丝机
中图分类号:ts43 文献标识码:a 文章编号:1674-098x(2013)03(a)-00-01
在制烟过程中,为了保证烟丝口味的醇正,需要使用薄板烘丝机等烘丝类机械对烟丝进行处理。
所以在卷烟厂的制丝车间中,薄板烘丝机是重要生产设备之一,薄板烘丝机能够使烟叶更容易成丝,使烟丝的含水率符合工艺要求。
目前,为了使薄板烘丝机更精确、以便保证经其处理后的烟丝各项指标更符合要求,一般都使用自动化控制系统对薄板烘丝机进行控制。
在薄板烘丝机自动化控制系统中,plc技术是应用较为广泛的技术之一。
1 薄板烘丝机控制系统
薄板烘丝机控制系统主要是由电气系统、传动系统、管道系统以及热风系统构成,其中传动系统主要是由主传动电机按变频器给定的频率输送转速,通过链传动实现传动轴的第一次减速,再由小齿轮与烘筒上的大齿轮啮合,实现第二次减速。
管道系统主要是由压缩空气管路、蒸汽管路以及除潮管路组成。
热风系统主要是由热风风机、管道、角执行器以及散热器等组成,其作用是提高干燥速度。
而电气系统中主要是利用了plc技术进行自动化控制。
2 plc技术
plc技术也称为可编程序控制器技术,能够进行严格的自我诊断处理,并且具有极强的抗干扰性,可靠程度好。
基于plc技术的自动控制系统大多数采用的编程方法较为容易理解,方便掌握。
此外,plc技术的控制程序灵活,在数控系统、电力系统以及空调冷冻系统等电气自动化系统中广泛应用。
plc技术在自动化控制中的工作原理主要分三个阶段:采样输入、执行程序以及系统输出并刷新。
在运行中,可以借助i/o映像区内的单元来存储数据,不同的数据对应着不同的存储单元。
plc(可编程序控制器)的控制过程主要为:对控制器进行参数设置,控制器将指令传送给执行设备,执行设备控制被控对象进行动作运行,在这过程中,被控过程量通过检测设备发回到可编程序控制器中,控制器对这一过程量进行测量。
3 薄板烘丝机自动控制系统中的plc技术分析
plc技术在薄板烘丝机自动化控制中的控制过程主要为:工作人
员通过操作终端先对plc进行参数设置,plc将指令传送给烘丝段设备,烘丝段设备对烟丝进行水含量处理,处理后的烟丝指标返回plc,plc对其进行测量分析以确保其符合要求。
所以对薄板烘丝机自动控制系统中的plc技术进行分析,主要可以从plc的控制变量、硬件配置、软件设计等三个方面进行。
3.1 plc的控制变量
薄板烘丝机控制系统中的电气系统中,主要应用plc技术进行自动化系统控制。
而薄板烘丝机运行中,需要对出口处的烟丝水分含量进行设置,这一数值设置后,plc会对该数值进行分析,并且将其转换为方便控制的变量,即:传动烘筒的转速、热风温度、排潮风门开度以及蒸汽压力等。
传动烘筒的转速:转速可以决定传动烘筒中烟丝的滞时间。
时间长,水分挥发多。
但是在烘烤工序中,烟丝会发生化学反应,通过适当地改变烟丝的化学性质,使得烟丝质量提升,所以一定要控制好转速,以免发生不当的化学反应。
热风温度:主要由角执行器来控制,角执行器可以改变空气中冷热成分的比例,从而影响热风温度,热风能够改变烟丝含
水量。
排潮风门开度:热风流动速度是由排潮风门决定,风门开度大,热风流动速度就快,烟丝水分蒸发就快。
蒸汽压力:在薄板烘丝机内,水蒸汽将热量通过热交换板传给烟丝,烟丝受热后水分蒸发,从而烟丝干燥,或者烟丝受热不够,水
分没有蒸发反而吸收水蒸气,从而烟丝潮湿。
而水蒸气传输的热量多少主要是由蒸汽压力影响的,所以蒸汽压力也是控制参数之一。
3.2 硬件配置
薄板烘丝机自动控制系统中的硬件设施主要包括操作终端、plc、i/o设备、烘丝段设备、现场总线网络、现场总线子站、称重设备以及测量仪器等。
其中,现场总线网络与现场总线子站连接。
3.3 软件设计
薄板烘丝机自动控制系统中软件系统的核心技术就是plc技术,plc技术是基于梯形图结构的控制程序,操作终端需要设置出口处的烟丝水分含量,plc将设置的参数转变为容易理解的控制变量,然后对这些控制变量设备发出指令。
主要流程为:通过称重仪器在薄板烘丝机入口处对烟丝进行称重,然后控制蒸汽压力、烘筒转速、热风温度以及排潮风门等,实现pid闭环控制,pid闭环控制中,以烘筒温度为内环,出口烟丝水分为外环。
此外,plc技术还具有自我诊断功能,即通过检测和报警设备对电气设备的热流、电流以及安全联锁进行检测,以确保控制过程正常准确运行。
4 结语
该文首先对薄板烘丝机控制系统进行了简单介绍,薄板烘丝机控制系统主要包括电气系统、传动系统、管道系统以及热风系统四部分。
plc技术即可编程序控制器技术,能够进行严格的自我诊断处理,并且具有极强的抗干扰性,可靠程度好。
该文对薄板烘丝机自动控制系统中的plc技术分析主要从plc的控制变量、硬件配置、
软件设计等三个方面进行。
参考文献
[1] 王昭焜.cevj薄板烘丝机控制模式应用分析[j].硅谷,2012,19(6):129-130.
[2] 曾文辉.plc在烘丝机自动控制系统中的应用[j].电气时代,2008,2(7):14-17.
[3] 马彪.基于plc技术的电气自动化分析[j].科技风,2012,20(4):59.。