ZB45机组介绍45页PPT
ZB45包装机条盒包装纸精确定位改善

ZB45包装机条盒包装纸精确定位改善摘要:ZB45型硬盒包装机组是从意大利GD公司引进并消化吸收生产的,包装速度为400包/分,目前在国内烟草企业中广泛应用。
机组由YB45小盒包装机、YB55小盒透明纸包装机、YB65条盒包装机、YB95条盒透明纸包装机组成。
在生产过程中条盒商标纸经常发生下落歪斜、堵塞的等情况,造成条盒包装的质量缺陷,不能满足即要保证产品质量又要保证设备运转稳定的要求。
因此我们对YB65条盒包装机特别是细支烟设备的商标纸输送系统进行多种升级改造方案,全面解决条盒定位精度,提高产品包装质量。
关键词:包装缺陷;折叠偏斜;条盒定位1条盒商标纸输送机构结构分析YB65条盒商标纸包装机的动力由YB55小盒透明纸包装机传入,YB55的动力输送轴经联轴器和齿轮的传递带动YB65的分配轴转动,分配轴再通过链轮、链条传递动力,带动条盒商标纸输送机构,实现条盒商标纸的输送和涂胶。
条盒商标纸纸库中最底层的一张条盒商标纸纸由两个扇形吸纸轮吸取,被吸出的条盒纸先进入机器顶部的偏心压轮与第一送纸辊之间,在第一送纸辊与衬辊的夹持和滚动输送下,条盒纸垂直向下输送,经过第二送纸辊时,上胶器进行上胶,条盒纸在上胶后到达第三送纸辊,经在第三送纸辊输送后,条盒商标纸再经过50mm的自由下落到达包装位置。
而改造的细支烟ZB45包装机,只是对一些规格件进行改进,但它的结构和传动系统还是沿用ZB45的传动原理,原条盒商标纸输送到位时自然落差50mm,经过调整托纸架,细支烟条盒商标纸输送到位时,自由落差达到80mm,由于条盒纸落差大定位性变差,加剧了条盒纸下落歪斜,堵纸等现象。
2条盒不方正.折叠歪斜原因分析2.1当设备正常生产中遇到短时间停机再启动时,条盒纸已经涂完胶水。
如停机时间过长,当胶水干结后,条盒纸就容易出现弯曲变形,再加上50mm 至80mm的落差,致使条盒纸经常发生下落歪斜、堵纸等情况,这种情况需要机台人员具备快速故障处置能力,如长时间停机,手动打开条盒包装纸下降通道活门,取出胶水干结的条盒包装纸。
没有规矩不成方圆论简化ZB45包装机操作规范

没有规矩不成方圆论简化ZB45包装机操作规范作者:杨安礼罗启来源:《新丝路(下旬)》2019年第05期摘要:烟草设备ZB45包装机是一种国产中速卷烟包装设备,设备应用许多新的技术,独立箱体单元,不但简化了结构,而且提高了传动精度。
属于国产设备中比较复杂,先进的设备,其操作说明书,上海烟机厂提供的有两千五百多页,几十万字,想看一遍都需要不少时间,何况操作设备一定要精通操作说明书。
学习技术的方法,是将复杂的问题简单化,然后在去逐步将简单的问题细节详细的弄清楚,也就是学习=复杂简单复杂。
关键词:操作;保养;手动盘车我们日常的两种常用的交通工具,高铁和汽车,高铁在不停的提速,汽车却在不断地限速,为什么会出现两种不同的情况?因为每一辆高铁下都有固定的钢轨,高铁只有在钢轨以内才能跑得快,可以说高铁跑得快,全靠钢轨在。
规矩不是为了限制,而是为了有方向的更快发展。
作为一线的设备操作人员,最关心的问题,无非是产量,消耗和质量,在操作中,经常会碰到,老停机,产量不高,剔除多、消耗大,质量不稳定三个问题,要解决这三个问题,我们一起来寻找办法。
行业内许多卷烟厂都面临新工很多、大家学习技术的兴趣不高、对规范的操作重视不够、在操作过程中过失很多。
这就是我们的现状,看看周围,是不是大家很认同这个的观点。
下面与笔者分析一个真实的案例:有一次ZB45设备开机时,产生链模盒皮带断裂故障,当时询问操作工你是不是按照操作规程做了,操作工回答我都做了,但还是出现故障,为什么呢?该操作工接班简单保养了一下,手动盘车后准备运行,发现上游卷烟机没有开机,于是就有时间仔细保养设备(这是正确的),保养完后,卷烟机运行了,包装机接着启动开机链模盒皮带断;让我们一起分析一下这个故障的发生,其实违章操作是保养到盘车到保养到启动。
正确的操作保养,盘车到低速启动。
问题在于次序错误,保养在盘车前,如果再保养,必须启动前再盘车;就是这点小小的次序颠倒,导致一次较大设备故障。
YB45包装机条盒定位装置关键参数优化

YB45包装机条盒定位装置关键参数优化ZB45包装机条盒包装是卷烟包装的重要一环,但常因定位不准确产生包装质量问题。
条盒定位装置主要有接纸钩、侧导板和导纸板,它们的相对位置决定条盒最终包装位置。
通过响应曲面分析,寻找最优参数组合:接纸钩位置113mm,侧导板位置1.5mm,导纸板位置2.15mm。
经验证,参数优化效果良好。
标签:ZB45包装机;条盒定位装置;关键参数ZB45包装机组装备技术引自意大利,国外机型代号是GDX2,是经授权后国产化的成熟机型。
这种卷烟包装机的特点是稳定性强,自动化程度高,运行速度中速,产品质量可靠性好,当前我厂有该进行共8组,运行多年来,为我厂卷烟包装作出重大贡献。
现在部分机组的使用年限已经到了十几年,经过长期运行后,设备老化,零部件磨损等原因,使得该机型出现一系列的包装质量问题,尤其是条盒包装,常出现条盒包偏,条盒包装破损等质量缺陷的产品。
后步工序中虽有质量检测提出在装置,但是有少数没有被检测剔除掉,流入到市场,影响企业带的品牌形象。
因此,需要进行系统分析,从源头解决条盒包偏等质量问题。
1 条盒点位关键参数试验的响应曲面法(Response surface methodology,RSM)分析在ZB45包装生产过程中,条盒定位装置主要有接纸钩、侧导板和导纸板三个部分组成,这三个之间的相对位置决定条盒最终包装位置,其中接纸勾位置指沟槽底部顶平面到预折叠框内部下平面的距离,侧导板位置是指侧导板与条盒纸两侧短边之间的距离,导致板位置是指导致板凸出成型通道入口上导板后端的距离。
1.1 试验设计及数据收集由于只有三个因子,进行响应曲面法(RSM)设计,分析定位装置参数的变化对包装机流通合格率(Rolled throughtout yield,RTY)的影响。
采用RSM 的中心复合表面设计(Central Composite Face Centered,CCF),通过Minitab 16设计试验点,然后进行试验,试验机台为6#ZB45包装机机组进行,试验数据如表1。
ZB45包装机常见故障与维修方法

ZB45包装机常见故障与维修方法2河南中烟工业有限责任公司南阳卷烟厂河南南阳 473000摘要:ZB45型硬盒包装机组是上海烟机集团从意大利G.D公司引进的卷烟包装设备,设计生产速度为400包烟/分钟,是当前国内卷烟企业包装线上的主流机型。
该机型在设计离合器、剔除器动作时,采用了以大功率电磁铁作为驱动机构的方式实现从动部位与主传动部位的啮合与分离,其机电组合形式的设计较为传统。
在长期运行过程中,经常会出现电磁铁噪音异常大、电磁铁控制机械执行机构动作不到位、带诊断功能的固态继电器报警等问题。
本篇文章以实际工作中的维修案例为重点,对电磁铁异常问题进行分析判断,并进行合理解决,以提高设备运行稳定性。
关键词:烟草设备;ZB45型包装机;电磁铁;离合机构;剔除机构;电磁噪声;连杆行程。
引言:随着企业管理水平的不断提升,烟草企业对设备管理的考核标准也在逐步提高,以设备综合效率为考核依据的设备管理模式普遍推广应用。
各企业在围绕提高设备综合效率上攻坚克难,把降低生产过程浪费作为工作提升的重要方法。
在设备维修中,怎样快速、高效的解决生产过程中出现的机械、电气故障,也是管理和维修人员需要面对的一个重要问题。
以电磁铁故障为例,通过分析电磁铁工作原理和常见故障,对ZB45包装机出现的电磁铁问题提出解决方案,并进行标准化作业指导,是本篇文章的立意根本。
[1]一、电磁铁磁性强弱关系分析:电磁铁的磁性强弱与电流大小、线圈匝数、有无铁芯等因素有关。
在电磁铁匝数一定时,电流越大,电磁铁的磁性越大;当通过电磁铁的电流相同时,电磁铁的线圈匝数越多,电磁铁的磁性越强;有铁芯的磁性比没有铁芯的磁性强。
电磁铁磁性强弱可以用电流的强弱和线圈匝数多少来控制,可以通过改变电阻控制电流大小来控制磁性大小。
所以,磁性强弱与电流大小、线圈匝数、有无铁芯有很大关系。
二、电磁铁产生噪音分析从电磁铁工作原理方面入手,分析电磁铁噪音异常大的原因有8种情况:[2]1)工作电压过低,电源电压达不到85%-110%的额定电压,电磁铁吸合不住而产生震颤噪声。
ZB45包装机框架纸成型压板的改进
ZB45包装机框架纸成型压板的改进【摘要】ZB45型包装机是从意大利GD公司引进的一种先进的卷烟包装设备,该设备运行平稳,操作方便,结构紧凑,烟包的包装质量良好稳定。
日常生产过程中由于框架纸受自身材质变化和设备结构及储存环境温度湿度的影响,时有框架纸被甩出盒模或在盒模内歪斜,包裹商标纸时会出现无框架纸或框架纸外露的状况,影响烟包的外观质量。
为此经过对框架纸的成型压板和成型框板的分析后在框架纸推板上安装框架纸扩装板对解决框架纸外露和小盒内无框架纸现象,提升烟包的外观质量,降低框架纸的缺陷率有积极意义,得到了预期效果,从而提高设备的有效作业率和烟包装质量。
【关键词】框架纸歪斜推板盒模挡纸钢片扩张板前言目前ZB45 硬盒包装机型的小盒框架纸是框架纸带被切割后形成的单框架纸,再由框架纸旋转吸嘴吸住转动到四号轮上方后禁止不动,框架纸推板和下方随动板将框架纸向下压送,经过定位框板被折叠成“U”型,到达四号轮模盒内,被模盒两边的档纸钢片挡住而限位,但有时因受产品质量(主要是纤维方向不符)、仓储环境(主要是温差湿度的变化引起含水率变化)、以及材质和设备的结构影响,导致框架纸在输送过程中框架纸要想在盒模中定位必须依靠原纸张纤维的韧性,框架纸边缘才能在四号轮中定位。
在设备运行的过程中,框架纸没有被四号轮挡纸钢片挡住,因离心力的作用,框架纸易被甩出盒模或在盒模内歪斜。
直接影响设备的效率、烟包包装质量及原辅材料的损耗。
为此,通过对框架纸推板部件及相关零件等方面进行分析,并提出相应的改进措施。
1框架纸机构的工作原理:当框架纸带从折痕切割箱体右端伸出停顿时,机器内一凸轮控制往复顶升轴上抬,装在顶升轴上的活动切刀随着上升的动作将从固定切刀下面穿出的框架纸带作最后的切割,被切下的即是可进行包装的单纸框架纸。
切下并被上抬的单纸框架纸由其上方的吸风脚利用真空吸力吸住,此时活动切刀快速下降,由吸风脚领一凸轮和摆杆的作用,吸风脚旋转90度后将该张框架纸输送到一固定的框架纸成型框的上面,这时在更上面位置的成型压板向下带着框架纸穿过成型框板成型。
ZB25、ZB45包装机一号轮工装的设计及应用
ZB25、ZB45包装机一号轮工装的设计及应用发布时间:2021-07-12T02:06:25.702Z 来源:《中国科技人才》2021年第11期作者:张瑞腾秦浩冉[导读] 一号轮在设备运行过程中经常会出现拨轴与轴衬严重磨损、拨轴与轴衬之间抱死的现象,同时因一号轮结构限制,所以通常采用敲打或撬动的方法拆卸拨轴。
山东中烟工业有限责任公司滕州卷烟厂山东省滕州市 277599摘要:ZB25、ZB45型包装机组是中国烟草总公司引进意大利G.D公司专有制造技术,由上海烟草机械有限责任公司转化生产的卷烟包装设备。
其一号轮的作用是轴向承接来自模盒输送带的烟组,做逆时针间歇转动,转位后径向交接到二号轮的作用。
一号轮在维修时,因一号轮轮体空间尺寸限制以及拨轴与轴衬在生产时会产生磨损和锈蚀,所以使用普通工具进行拆卸拨轴会增加拆卸难度,工作费时费力,又容易损坏零件,根据以上问题制作一套工装,工作方便快捷且不损伤零件。
关键词:一号轮;拨轴;工装一号轮在设备运行过程中经常会出现拨轴与轴衬严重磨损、拨轴与轴衬之间抱死的现象,同时因一号轮结构限制,所以通常采用敲打或撬动的方法拆卸拨轴。
这种拆卸方法费时费力而且会对一号轮轮体造成不同程度的损伤,轮体损伤严重时需要对轮体进行更换,这样会增加维修成本,所以如何缩短维修时间和减少零部件损坏成了最需要解决的问题。
1、存在的问题一号轮在设备运行过程中经常会出现拨轴与轴衬严重磨损、拨轴与轴衬之间抱死的现象,而一号轮控制夹紧爪的拨轴与轴衬间出现磨损或抱死后,会造成夹紧爪开启或闭合角度的时间不正确,进而造成烟支触头、烟支刮伤、掉烟、一号轮的夹紧爪卡死等问题。
拆卸拨轴时易出现如下问题。
在维修一号轮时,首先要拆卸拨轴,由于拨轴与轴衬间经常发生磨损锈蚀、抱死等现象,所以不能轻易将拨轴取出,因而拆卸拨轴困难。
受一号轮结构限制,通常采用敲打或撬动的方法拆卸拨轴,这种拆卸方法费时费力而且会对一号轮轮体造成不同程度的损伤,轮体损伤严重时需要对轮体进行更换,进而增加维修成本。
ZB45细支包装机不同包装方式的快速切换
ZB45细支包装机不同包装方式的快速切换摘要:ZB45细支包装机,是一种由上海烟机厂生产、制造的细支卷烟包装设备,设计包装速度为260包/每分钟,根据不同的卷烟长度有多种规格。
红塔集团细支卷烟包装方式以“前圆后方”为主,为满足市场的需求玉溪细支(和谐)采用“前方后方”的包装方式。
在现有的ZB45细支设备上进行技术改造,以实现不同包装方式的快速换模[1]。
关键词:技术改造;ZB45;快速换模;前圆后方;前方后方;1. 引言近年来,随着国内烟草市场竞争逐渐加剧,各家中烟都通过不断推出细支产品来抢占市场,细支烟受到了广大烟民的追捧。
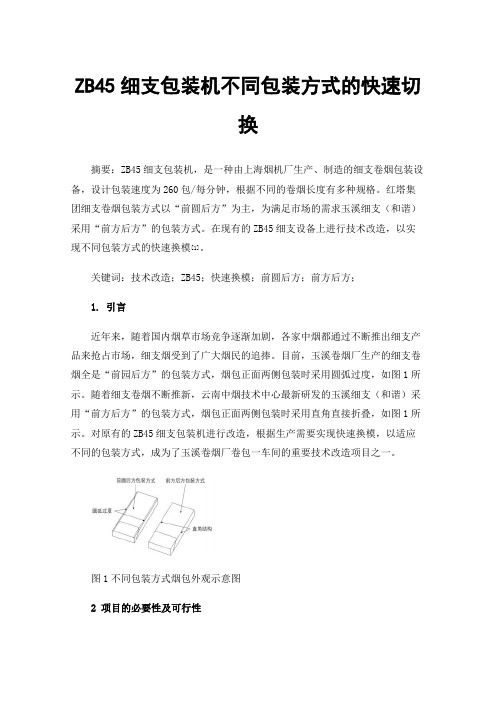
目前,玉溪卷烟厂生产的细支卷烟全是“前园后方”的包装方式,烟包正面两侧包装时采用圆弧过度,如图1所示。
随着细支卷烟不断推新,云南中烟技术中心最新研发的玉溪细支(和谐)采用“前方后方”的包装方式,烟包正面两侧包装时采用直角直接折叠,如图1所示。
对原有的ZB45细支包装机进行改造,根据生产需要实现快速换模,以适应不同的包装方式,成为了玉溪卷烟厂卷包一车间的重要技术改造项目之一。
图1不同包装方式烟包外观示意图2 项目的必要性及可行性2.1 项目的必要性2020年,新品类卷烟在全国卷烟市场的发展中发挥更加积极的作用,细支烟、短支烟、中支烟、爆珠烟等新品类卷烟不同程度保持增长,中支烟的增长尤为突出,为市场的扩容提档注入新的活力。
细支烟方面,2020年1-10月,全国细支烟销量为432.00万箱,同比增加48.36万箱,增幅为12.61%,占全国市场比重为10.33%,同比提高1.07个百分点,已经形成相当的规模基础[2]。
在整个全国的细支市场中,每个中烟公司所研发的规格各不相同,烟支长度有90mm、96mm、100mm等多种长度,烟支在盒中有2排和3排的排列方式,小盒的包装方式也有“前方后方”和“前圆后方”等。
可以看出随着卷烟的高质量发展,在烟草行业落地生根之后,各中烟公司都集思广益加,不断创新,提高新品研发能力,以迎合不同消费者的需求。
YB45硬包小盒包装机运行效率提升探究
YB45硬包小盒包装机运行效率提升探究发布时间:2022-09-17T14:04:28.872Z 来源:《新型城镇化》2022年18期作者:彭长顺郑治群[导读] ZB45硬盒包装机是国家进口GDX2机型香烟包装机的国产化设备,该机组由YB45小盒包装机、YB55盒外透明纸包装机、YB65硬条包装机、YB95条外透明纸包装机四部分组成。
其中主机YB45小盒包装机运行效率是制约机组稳定运行效率提升的关键设备,通过对小盒包装机(YB45)进行深入研究,从中找出制约该机器运行效率提升的关键因素,并加以改进,从而使小盒包装机效率提升3%以上,为机组整体效率提升做出突出贡献。
彭长顺郑治群河南中烟工业有限责任公司驻马店卷烟厂河南驻马店 463000摘要:ZB45硬盒包装机是国家进口GDX2机型香烟包装机的国产化设备,该机组由YB45小盒包装机、YB55盒外透明纸包装机、YB65硬条包装机、YB95条外透明纸包装机四部分组成。
其中主机YB45小盒包装机运行效率是制约机组稳定运行效率提升的关键设备,通过对小盒包装机(YB45)进行深入研究,从中找出制约该机器运行效率提升的关键因素,并加以改进,从而使小盒包装机效率提升3%以上,为机组整体效率提升做出突出贡献。
关键词:YB45硬包机;小盒包装机;效率提升;探究引言:我国烟草行业上个世纪九十年代开始引进GDX1/X2(软盒/硬盒)卷烟包装机组设备,额度速度400包/分,在我国烟草工业企业中得到广泛的应用,为我国烟草事业的发展做出了重大的贡献。
随着技术知识产权的转让,转化为国产化设备后,其中ZB45硬盒机组占据国家硬盒包装机组60%以上的份额,是工业公司加工硬盒设备的主导机型,该机组运行效率的提升对行业节能降耗、效率提升具有重要意义。
1.企业YB45小盒包装机运行现状分析 1.1小盒包装机的加工工艺流程分析小盒包装机的加工工艺是:从卷烟机生产的一支支卷烟,经过烟支储存输送设备进入到YB45小盒包装机的入口,经过下烟道7-6-7三个下烟道的输送,进入到模盒成型输送带中,形成20支烟。
ZZB45D细支包装机商标纸盖舌上胶系统改造李贵顺

ZZB45D细支包装机商标纸盖舌上胶系统改造李贵顺发布时间:2021-08-03T08:11:36.734Z 来源:《中国科技人才》2021年第12期作者:李贵顺杨帆韩雨桐田军[导读] 对我厂ZB45D细支包装机,就商标纸盖舌涂胶方式为机械“涂胶”所导致的“甩胶”及“多胶”等问题进行分析。
相较于普支烟,细支烟商标纸盖舌较长,涂胶质量好坏直接关系到最终产品质量。
就细支包装机商标纸盖舌涂胶系统进行升级改造,由传统的机械上胶改造为电气“点胶”从而有效的解决生产过程中盖舌上胶时产生的“甩胶”及“多胶”等问题。
改造后的上胶系统点胶精准、上胶量均匀、维护方便、节约乳胶、商标纸输送通道不易积胶等优点。
李贵顺杨帆韩雨桐田军贵州中烟工业有限责任公司遵义卷烟厂摘要:对我厂ZB45D细支包装机,就商标纸盖舌涂胶方式为机械“涂胶”所导致的“甩胶”及“多胶”等问题进行分析。
相较于普支烟,细支烟商标纸盖舌较长,涂胶质量好坏直接关系到最终产品质量。
就细支包装机商标纸盖舌涂胶系统进行升级改造,由传统的机械上胶改造为电气“点胶”从而有效的解决生产过程中盖舌上胶时产生的“甩胶”及“多胶”等问题。
改造后的上胶系统点胶精准、上胶量均匀、维护方便、节约乳胶、商标纸输送通道不易积胶等优点。
关键词:ZB45D细支包装机;涂胶系统;商标纸盖舌;512-DC-RC PLC引言:根据我厂生产细支爆珠卷烟的需求,需要将普支包装机改为细支包装机。
据了解,较普支烟商标纸不同,细支烟商标纸因盖舌长,商标纸上胶点及输送通道等不同,采用原有通过机械上胶盘对盖舌进行涂胶,生产过程中经常发生胶盘上胶水因离心力作用产生“甩胶”现象,导致盖舌处多胶点、盖舌溢胶、输送通道易积胶垢导致频繁停机、乳胶和商标纸等原辅料消耗居高不下等问题,同时维护保养频繁,调整不方便的缺点。
1.ZB45硬盒包装机组YB45小盒成型机工艺流程简介如图1所示,烟支经过烟支通道被排列成7-6-7或10-10后进入2号轮包上铝箔纸,在4号轮的内框纸正好包裹在铝箔纸外部进入5号轮;另一侧商标纸库中的商标纸经过输送通道在⑿机械上胶系统处对商标纸盖舌进行上胶,上胶后经过输送带在⒁商标纸两侧上胶系统处进行两侧上胶并进入5号轮包裹没有商标纸的烟包;最后经过7号轮的烘烤后8号轮会将成品的烟包输送到成品输送带上进入下一道工序。
关于ZB45型硬盒硬条包装机组二次开发的情况及设想

关于ZB45型硬盒硬条包装机组二次开发的情况及设想ZB45型硬盒硬条包装机组于1994年从意大利G.D公司引进消化及国产化以来已走过了整整10年的历程。
10年来,我公司已先后制造了ZB45型硬盒硬条包装机组共约170余套及大修理机组近10套,产品遍布全国除西藏以外所有省区。
近年来该产品已日益成熟。
到目前为止,我公司已在转让基本型(以下简称基本型)的基础上,从原烟支、烟包、烟支排列、原辅材料、烟盘、与上游机的联结、整机平面布置及烟支检测、烟包折叠形式等单一规格或形式发展到目前多种规格、多种形式,可满足不同烟厂在各方面的不同需求,并对机器的某些结构作了一定的改进以及在原有机器上增加或开发了不少功能,具体内容如下:(一)YB45型硬盒包装机1、硬盒烟包规格:基本型为87.5×56×23.5,现可用于88.5×57×23.5;88.7×55.7×23.2;88.5×55.7×23.2及87×56×23.5等多种不同烟包规格。
2、铝箔纸烟包规格:基本型为85.5×53.1×21.5,现可用于85.5×54.5×22及86×53.1×22.2等。
3、烟支规格:基本型为φ7.8,现可用于φ7.9及φ7.7。
4、烟支排列:基本型为7-6-7,现可用于7-7-6排列。
5、烟支卸烟形式(即与上游机联接):基本型为A400卸盘机,其配置为后进给斜盘式,现可用于MARCH、COMFLEX、OSCAR、S90等各种自动卸烟设备;另外A400卸盘机配置形式已有前进给直盘式。
6、烟包输送通道(即机组平面布置):基本型为单一向前三通道低架布置,现可满足前后、高低任何通道、任何形式。
7、烟支进CH形式:基本型为后进口,现前后进口均可(包括电气控制)。
8、烟支检测:基本型为机械接触式检测,现也可采用光电检测,更为先进、合理。
ZB45机组介绍(新)

(二)机组的组成 Configuration of the units
ZB45型硬盒硬条包装机组由五个单机组成,各
单机的国产型号同G.D型号对照如下:
国产型号
G.D型号
YB15型卸盘机 A400(采用自动卸烟设备时可不用)
YB45型硬盒包装机
X2(主机)
YB55A型盒外透明纸包装机
4350(CH)
烟包被压下进入已有内框纸 的4号轮模盒内,内框纸正 好包在烟包的铝箔纸外面,
并一起随4号轮继续旋转。
预切好的商标纸成堆地并列放在上层的商标
纸堆输送带上,向左步进输送到左端再下降进入
商标纸库。库内底层的商标纸一张张被吸出,由
下层的商标纸横向输送带向右输送,在输送过程
中,商标纸翻盖端的凸出顶部被涂上胶水后向下
工艺流程框图:
拉线
上蜡
拉线,透明纸粘合
透明纸拼接
透明纸
拉线,透明纸热封合
拉线切割
透明纸裁切
烟包输入
“”ב形包装
两端另一小面折叠
侧面长边下翼折叠
侧面长边上翼折叠
二次侧面长边热封
两端另一小面折叠
两端下翼折叠
两端上翼折叠
两端热封
不合格烟包剔除
空位补充烟包
合格烟包输出
(四)YB65A型(PACK)硬条包装机
进器将三组
烟支推入输 送模盒.烟支 按7-6-7排列 成型
商标纸头部 折叠,打印 上胶后输送 到5号轮下 方,定位模 框上
内框纸经虚 线U型切割及 切成单张内 框纸后进入4 号轮模盒且 转至3号轮下 方
X2包装机工作原理和工艺流程框图
① ~⑧ 1 ~8号包装轮 ⑨烟库 ⑩铝箔纸 11.内框纸 12.商标纸
ZB45包装机胶缸设计

设计思路着眼于两外斜角的设计和主涂胶区的设 计,两外斜角重点是要求粘贴牢固,确保消除小盒盒盖易 开胶方面的产品质量隐患;而主涂胶区侧重于消除小盒 脱色、小盒侧面溢胶等质量缺陷和确保减少商标纸输送 堵塞现象,从而提升设备有效作业率。
ZB45包装机胶缸工作原理如下:商标纸吸取装置将 叠放的商标纸一张一张地吸取到商标纸输送模盒内,输 送模盒将单张商标纸输送到商标纸提升装置上方,经过 商标纸提升装置提升后,由推送装置推入商标纸纵向输送 于上胶装置,并由商标纸展开输送轮组夹持着沿商标纸纵 向输送装置输送,同时在输送过程中,可以进行日期的压 印[1]。商标纸经过日期压印后继续向前输送进行商标纸的 上胶。如图1所示,ZB45包装机商标纸主机胶缸主要由储 胶盘、胶缸座2、7、胶缸轴1、涂胶轮5、刮胶板3、4等组成, 其作用是给是商标纸涂胶。主机胶缸与一个由气缸控制的 反衬辊配合(如图2),当商标从上下输送辊之间(即反衬 辊和涂胶轮之间)穿过时,即在纸的非印刷面两侧和中间
存在 存在 存在 存在 存在 存在 存在 存在 存在
外斜角
外斜角
图5 商标纸涂胶区示意图
图6 小盒外斜角粘贴 不牢实物图
考虑到如果将两外斜角的涂胶点设计为中间略大
(直径2 mm)、边沿较小(1.2耀1.5 mm),即采用中间大、
周边小的变 直径涂胶点
边沿胶点
设 计 方 案 , 中间胶点
会达到既能
够将商标纸
设计前主涂胶区胶点分布
设计后主涂胶区胶点分布
图8 主涂胶区创新设计前后对比图
(a)改造前主涂胶区胶点分布 (b)改造后主涂胶区胶点分布 图9 涂胶区创新设计前后对实物图对比图
ZB45小盒包装机商标纸输送装置定位及调整工装设计
ZB45小盒包装机商标纸输送装置定位及调整工装设计摘要:针对于ZB45型包装机商标纸纵向输送涂胶装置,胶缸轴向位置,定位偏离,造成的设备故障及包装不良等现象,对该装置结构及输送原理,输送中涂胶过程与调整方法,进行认真细致的分析,针对存在的问题,设计一种包装机商标纸纵向输送装置定位工装及调整专用扳手,该专用工具缩短了商标纸纵向输送涂胶装置的维修时间,降低了材料消耗,确保了产品质量,对提高设备的运行效率具有重要意义。
关键词:ZB45型硬盒包装机、商标纸纵向输送、定位工装、专用工具前言ZB45型包装机组是生产硬盒产品的主要机型[1]。
包装机商标纸涂胶部位机构,是保证烟包质量,设备正常运行的关键,由于缺少对商标纸胶缸纵向输送涂胶,胶缸轴向(横向位置)准确定位又不便测量。
单纯依赖眼力观察容易造成商标纸纵向输送涂胶和胶缸轴向(横向位置)偏离,使涂在商标纸胶液与底部输送辊接触,造成商标纸涂胶纵向输送通道底部输送辊拉胶,以及商标纸堵塞等故障[2],使设备有效作业率下降,消耗增高,产品质量不稳定。
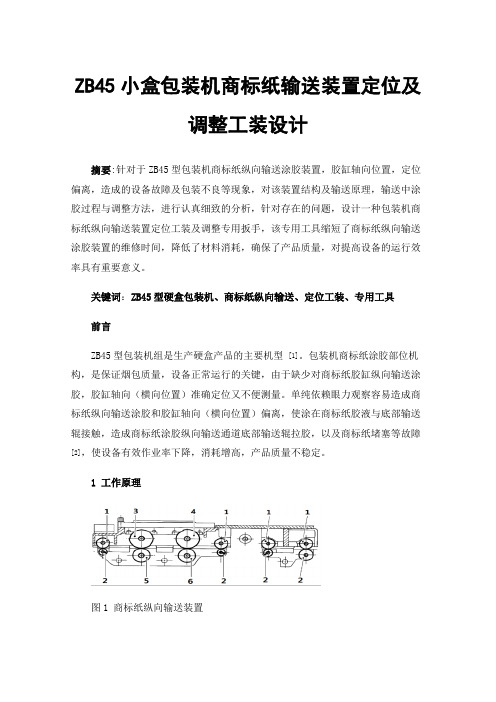
1 工作原理图1 商标纸纵向输送装置1 上输送辊2 下输送辊3 扇形输送辊一4 扇形输送辊二5 扇形输送对于辊一6 扇形输送辊二如图1 所示为商标纸纵向输送装置,该装置主要由九对圆柱形输送辊及扇形输送辊组成,除了上输送棍1和下输送棍2外,其余每对输送辊或扇形输送辊都分别由两个一体的输送辊组成,扇形输送辊3和5,扇形输送辊4和6分别压住商标纸的两侧,保证商标纸在输送过程中不发生歪斜。
在输送扇形辊轴3和5上,安装有字码打印装置,可以在烟包底部位置上压出所需的钢印,一般是表示日期及其它代号。
在商标纸纵向输送过程中,商标纸第二胶缸涂胶装置给商标纸进行涂胶。
商标纸第二胶缸主要由储胶盘7、胶缸轴2、涂胶凸缘5、刮胶板3等组成(如图3),其作用是给是商标纸涂胶。
图2 商标纸第二胶缸示意图1 手轮2 胶缸轴 3.侧刮胶板 4.顶部刮胶板 5.涂胶凸缘 6.胶缸盖7.储胶盘 8.手柄2 存在问题通过对YB45型硬盒包装机商标纸输送装置的机构组成、原理进行分析,发现商标纸纵向输送涂胶和胶缸轴向,不便测量,维修工依靠经验去调整,会造成商标纸纵向输送涂胶和胶缸轴向)偏离,进而引起商标纸堵塞等故障,引起停机,降低生产效率,造成小盒开边,打不开盒盖等现象。
ZB45 包装机组自动储包补包装置的设计研究
1引言ZB45包装机组是当前我国烟草包装生产的主要设备,其主要包括主机部分和辅机部分,烟包传输通道是ZB45包装机的重要组成部分。
然而由于基于烟草生产车间场地的限制,ZB45包装机烟包输送通道的长度有限,因此,当辅机部分出现故障停机时,烟包通道无法对主机正常生产的烟包进行存储,导致主机停机次数增多,造成原辅材料浪费。
为了解决该问题,进行了多次改进,例如,通过在烟包输送通道设计在线缓冲装置,但是其仍然存在不少缺陷,尤其是无法解决辅机停机后的自动补包问题。
因此,本文结合多年工作实践,立足于ZB45机组所存在的辅机故障而导致原材料浪费等现象,提出一种自动储包补包装置,以此达到节能增效的生产效果。
2问题分析ZB45包装机是烟草企业生产的关键设备,随着智能化技术的不断发展,ZB45包装机的性能越来越完善。
结合多年工作实践,其工作流程主要是YB45硬盒包装机所生产的烟包经过输送通道传递给辅机YB55盒外透明纸包装机,以此完成条烟的整个生产。
然而由于在更换原辅助材料或者因辅机出现故障时就会迫使主机不得不停机。
而主机停机后如果停机的时间大于90s 就会造成系统会自动剔除18包干胶烟包,这样无疑会增加生产成本支出,造成原材料浪费[1]。
我们根据ZB45包装机整个生产流程不难看出,在现有技术条件下,辅机无法实现不停机的情况下,需要设计一种自动储包补包装置,以此解决因主机停机而造成的原材料浪费的问题。
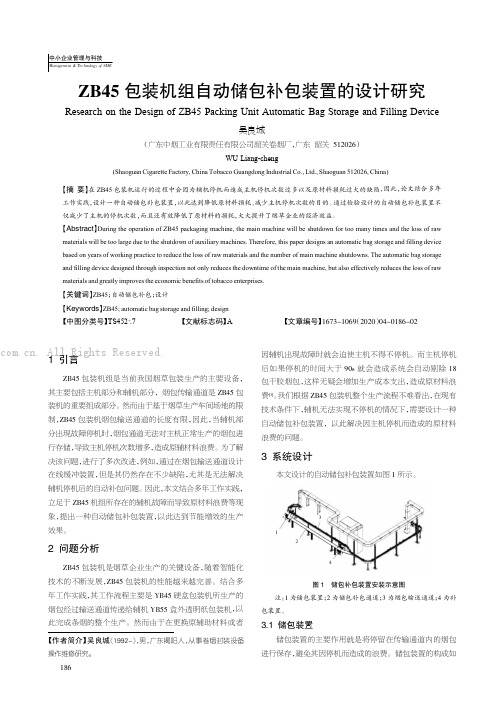
3系统设计本文设计的自动储包补包装置如图1所示。
图1储包补包装置安装示意图注:1为储包装置;2为储包补包通道;3为烟包输送通道;4为补包装置。
3.1储包装置储包装置的主要作用就是将停留在传输通道内的烟包进行保存,避免其因停机而造成的浪费。
储包装置的构成如【作者简介】吴良城(1992-),男,广东揭阳人,从事卷烟封装设备操作维修研究。
ZB45包装机组自动储包补包装置的设计研究Research on the Design of ZB45Packing Unit Automatic Bag Storage and Filling Device吴良城(广东中烟工业有限责任有限公司韶关卷烟厂,广东韶关512026)WU Liang-cheng(Shaoguan Cigarette Factory,China Tobacco Guangdong Industrial Co.,Ltd.,Shaoguan 512026,China)【摘要】在ZB45包装机运行的过程中会因为辅机停机而造成主机停机次数过多以及原材料损耗过大的缺陷,因此,论文结合多年工作实践,设计一种自动储包补包装置,以此达到降低原材料损耗、减少主机停机次数的目的。
ZB45
1弓 l 言
G D X2 硬盒包装机组是 从意大利G・ D 公司 引进 的卷 烟包装设 备, 1 9 9 5 年经 中国烟草总公司上海烟机厂消化吸收转化为国产Z B 4 5 型硬盒包 装机组 。 该机组具有包 装质量 好 , 可靠 性高 , 生产速度高 , 性能稳定 , 易 于操 作 和 维 修 , 适 应 性 强 等特 点 。 但 是 该 机组 也存 在 一 定 的设 计 缺 陷 , 例 如 辅 机 传 送 带 表 面 与 烟 包 长 时 间 接触 。 如 果 传 送 带长期得 不到有效 的清洁 , 就会造成小盒脏包和挤烟 , 不仅使设备 的有 效作 业 率 达 不 到标 准 , 还 影 响 产 品 的 质量 几 原 材料 的 消耗 。 尤
其是近些年 以来 , 硬盒烟包逐渐高档化 , 对产 品外观质量的要求也 逐步提高。 但 由于硬盒盒皮生产厂家的不 同, 造成原材料缺点不一, 无法对设备采取针对性的改造 。 因而, 只能从设备保养上 下工夫 , 以 期达 到提高产 品质量和设备寿命的双重效果 。
2存 在 问题
Z B 4 5 辅机传送带主要依靠摩擦力对烟包进行传送 , 在长期运转 中, 经 常 会 出 现 以 下 两种 情 况 :
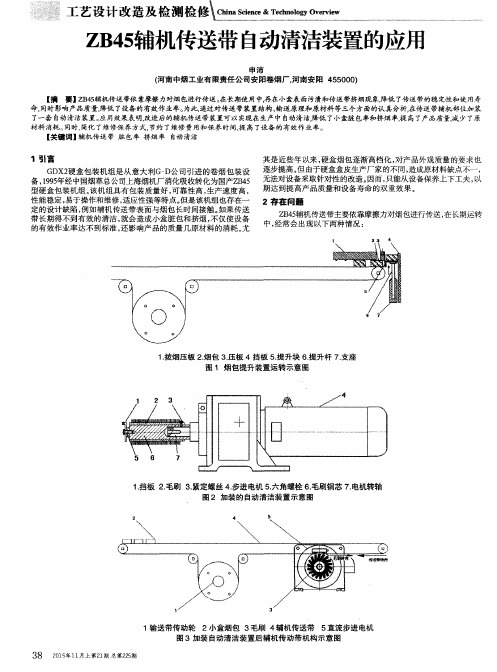
1 . 拨烟压板 2 . 烟包 3 . 压 板 4挡 板 5 . 提 升块 6 . 提升杆 7 . 支 座
图 1 烟包提升装 置运转示意图
1 . 挡板 2 . 毛刷 3 . 紧定螺丝 4 . 步进 电机 5 . 六角螺栓 的 自动 清 洁装 置 示意 图
辅机传送带4 转动方 向( 如箭 头所示) 前进 。 此 时, 如果不 能及 时清 理 传送带表面 的积垢和滑石粉 , 便可能造成小盒脏包 或挤烟现象 。 加 装Z B 4 5 辅机 自动清洁装置后 , 只需开动直流步进 电机5 , 驱动 毛刷 3 与辅机传送 带4 相对运动 , 毛刷3 在与辅机传送带4 接触 的过程 中, 便 会将传送带4 表面 的积垢和滑石粉刮下 , 实现对 传动带4 表面的 自动