N485QA柴油机飞轮壳设计
柴油机飞轮壳强度有限元分析及结构改进

15 颗 M10 螺 栓、
7 颗 M12 螺 栓 连
接;前悬置支脚与机体由 6 颗 M12 螺栓连接;后悬
357550
35874
64730
31296
变速箱外壳
飞轮壳
45253
空气压缩机
齿轮室
19343
起动机支架
前悬置支脚
521
螺塞
32331
后悬置支脚
244336
螺栓
所示,其 中 气 缸 体、变 速 箱 外 壳、空 气 压 缩 机、起 动
机支架、螺塞 所 用 材 料 为 HT250,飞 轮 壳、齿 轮 室
50 和 0.
48,不 满 足 使 用 要 求,结 构 设 计 存 在 缺
陷.最后针对性地提出了结构改进的建议.
关键词 柴油机;飞轮壳;强度分析;疲劳损伤;有限元法
中图分类号:
TK422 文献标志码:
A 文章编号:
2095
G
4859(
2020)
01
G
0052
G
04
飞轮壳安装在发动机与变速箱之间,外接曲轴 1 所示,共有 1183561 个单元,
个分析步进行计算,如表 3 所示.其中 F(方位)表
示模拟飞轮壳上、下、左、右、前、后 6 个方位的振动
分析步
1
2
3
名称
螺栓预紧力
向上振动
代号
r
e
l
oad
p
F(
up)
系数都设置为0.
22,所有零部件的加载分析步都设
置为 1~7 步(如表 3 所示).
表 3 分析步设置
4
5
6
7
柴油机飞轮锁片冲压模具设计说明书
1概述1.1选题的意义与目的一个国家模具行业的发达程度很大程度反映了该国的工业发达程度和科技发展水平,也是衡量该国的国防实力和综合国力的重要因素.据统计,金属零件的75%粗加工,50%的精加工塑料零件的90%是用模具加工完成的。
故模具制造业是高技术密集型产业,已成为先进制造技术的重要组成部分。
其中,冲压是模具产业的重要组成支柱之一。
冲压是靠压力机和模具使板材,带材,管材和型材发生塑性变形或分离,而使工件得到目标形状和尺寸的成形加工方法。
冲压的应用范围十分广泛,据统计,在电子工业产品中,冲压件的数量占零件总数的绝大部分(约为85%)。
在全世界的钢材中,有60%~70%是板材,大部分经冲压制成成品。
冲压模具产业在汽车,电机,仪器仪表,家电,自行车,简单机械,办公机械等机械工业及日用品的生产中起到举足轻重的作用。
本课题要求对柴油机飞轮锁片进行冲压模具设计,通过对此零件进行工艺分析确定零件的冲压工艺方案并制定部分零件的制造工艺。
由此可以培养我们综合运用所学的CAD/CAM,UG的相关理论知识并熟练操作,各类冲压成形规律,成形工艺设计与模具设计以及各类冲压模具零件的不同加工方法,加工工艺及装配方法。
熟悉地查阅相关手册,标准,图标等技术资料,提高识图,制图,运算和编写技术文件的基本技能。
以及分析,解决实际问题的能力和进行科学研究的初步能力,培养我们的独立工作能力,创新能力以及理论联系实际和严谨求实的工作作风,为我们未来工作打下坚实基础。
1.2研究现状及发展趋势进入21世纪以来,世界机械制造业进入了前所未有的快车道,由于社会上大部分行业都离不开模具的支持,模具是制造业的基础装备,是强大的“效益放大器”,模具在我国的国民经济中占据了重要地位。
目前,虽然我国模具产值已是世界第三,但总体技术水平还是比工业发达国相对落后,模具在我国还是幼稚工业,模具进出口逆差达每年10亿美元我国模具工业基本上是从企业内部自产自用为主,附属于产品生产的工装行业,发展成为有一定规模的资金密集型高新技术装备制造产业。
发动机飞轮壳尺寸标准

发动机飞轮壳尺寸标准1. 引言1.1 什么是发动机飞轮壳尺寸标准发动机飞轮壳尺寸标准是指在汽车发动机中,用于连接引擎和变速箱之间的部件,具有特定尺寸和标准的飞轮壳。
飞轮壳通常由钢铁制成,具有一定的强度和耐磨性,用于传递发动机的动力到变速箱。
在汽车制造和维修领域,发动机飞轮壳尺寸标准是非常重要的,因为不同尺寸的飞轮壳会影响到发动机和变速箱的匹配性能,从而影响到车辆的驾驶和使用体验。
了解和遵循发动机飞轮壳尺寸标准可以帮助车辆制造商和维修人员确保发动机和变速箱的正常工作,并减少故障的发生。
标准化的飞轮壳尺寸也有助于减少成本和提高生产效率。
发动机飞轮壳尺寸标准是汽车行业中的重要标准之一,对于保障汽车的安全性、稳定性和可靠性具有重要意义。
2. 正文2.1 标准的发动机飞轮壳尺寸标准的发动机飞轮壳尺寸是指在汽车发动机的设计和制造过程中,根据工程师的要求和标准规范确定的飞轮壳的尺寸参数。
这些尺寸通常包括飞轮壳的直径、厚度和孔的位置及数量等方面的要求。
标准的发动机飞轮壳尺寸是确保发动机正常运转和性能稳定的重要因素之一。
在设计过程中,工程师会结合发动机的功率输出、转速范围以及运转环境等因素来确定飞轮壳的尺寸。
这样可以确保飞轮壳能够承受发动机的运转力矩和惯性力,并且在高速运转时保持稳定性和平衡性。
标准的发动机飞轮壳尺寸也经过严格的测试和验证,以确保其质量和可靠性。
在生产过程中,制造商会严格按照标准来生产飞轮壳,以保证每一个都符合规定的尺寸要求。
标准的发动机飞轮壳尺寸是确保发动机正常运转和性能稳定的关键因素,对整个汽车的性能和可靠性都有重要的影响。
在选择和设计飞轮壳时,必须严格遵循标准规范,确保其符合要求并能够满足实际工作环境的需求。
2.2 影响飞轮壳尺寸的因素1. 发动机类型:不同类型的发动机对飞轮壳尺寸的要求会有所区别。
直列四缸发动机和V型六缸发动机所需的飞轮壳尺寸就会有所不同。
2. 驱动方式:前置驱动、后置驱动和四驱系统对飞轮壳尺寸的要求也会有所不同。
柴油机飞轮精车工艺的改进

柴油机飞轮精车工艺的改进
赵晓华;耿树琼
【期刊名称】《拖拉机与农用运输车》
【年(卷),期】2003()4
【摘要】1一前言柴油机飞轮是典型的高速旋转盘类零件,它一端通过如图1所示φ105mm止口及A面与柴油机曲轴相连,另一端是柴油机的动力输出端,通过如图1所示φ354mm止口及B面与配套主机相连.
【总页数】2页(P15-16)
【关键词】柴油机;飞轮;精车工艺;改进技术;车轮零件图;飞轮精加工定位夹具图【作者】赵晓华;耿树琼
【作者单位】一拖(洛阳)柴油机有限公司;河南机电学校
【正文语种】中文
【中图分类】TK42
【相关文献】
1.高速柴油机飞轮铸造工艺改进 [J], 董志鹏;耿建华;许景峰;吕清珂;卢彬彬
2.柴油机凸轮轴精车工艺改进 [J], 袁安家;王旭
3.柴油机薄壁件飞轮壳孔系加工工艺的改进 [J], 王立萍
4.柴油机飞轮螺栓拧紧工艺改进研究 [J], 李璞;许庆华
5.大型船用柴油机飞轮铸造工艺的改进 [J], 张苏
因版权原因,仅展示原文概要,查看原文内容请购买。
485柴油机设计毕业论文

485柴油机设计(配气机构)摘要本设计介绍了485柴油机配气机构的设计,主要是其各零部件的设计。
本次设计的485柴油机主要用于轻型载货车。
配气机构的功用就是实现换气过程,即根据发动机气缸的工作顺序,定时的开启和关闭进排气门,以保证气缸排出废气和吸进新鲜空气。
配气机构设计的好坏直接影响发动机整体的经济性和动力性,因此配气机构的设计在发动机整体设计上占有相当重要的作用。
在气门选择上,釆用每缸两个气门的方案,其优点是比较简单、可靠,对于自然吸气式柴油机可以提高新鲜空气的进气量,降低气缸的热负荷,增加气缸的耐久性和使用寿命。
气门的驱动采用凸轮轴一挺柱一推杆一摇臂一气门机构。
凸轮轴布置形式是下置式,采用的是整体式凸轮轴,这样的凸轮轴结构简单,加工精度高,能有良好的互换性。
本次配气机构的设计,主要包括进、排气门的设计,气门弹簧的设计,以及凸轮轴的设计。
编写Matlab程序,计算得到挺柱升程表,绘出挺柱升程、速度、加速度曲线。
关键词:柴油机,配气机构,凸轮轴,气门THE DESIGN OF VALVE TIMING MECHANISM OF 485 DIESEL ENGINESABSTRACTThis thesis introduces the design of valve timing mechanism of 485 diesel engines,mainly the design of its various components. The 485 diesel engine in this design is mostly used in light truck.The function of valve timing mechanism is to realize the exchange process,namely according to engine cylinder working order,ensure that the intake and exhaust valves open and close at the proper time. The valve gear play a direct impact on the economy and power parameters of the engine,therefore, the design of gas distribution agency in the overall design of the engine play a rather important role. Arranging two-valve per cylinder, the advantages are that it is relatively simple,reliable, for the naturally aspirated diesel engines can improve the fresh air into the cylinder, reduce the heat load of the cylinder to increase the durability of the cylinder and use life. The driving mechanism of valves is camshaft, tappet, pushrod,rocker, valve train. Camshaft arrangement is under the form of home-style, using the integral camshaft, such camshafts have simple structure, high precision machining, and good interchangeability.This design, including exhaust valve, intake valve, valve spring, and camshaft. Write Mat lab program,calculate tappet lift table,map the curves of tappet lift,speed and acceleration.KEY WORDS: Diesel engine, Valve timing mechanism,Camshaft,ValveII1 第一章485柴油机的设计要求 (3)第二章485柴油机工作过程热计算 (6)§2.1 485柴油机工作过程热计算已知参数 (6)§2.2 485柴油机工作过程热计算 (6)§2.2.1 一般参数的计算 (6)§2.2.2进排气过程计算 (7)§2.2.3压缩终点参数计算 (8)§2.2.4燃烧过程的计算 (8)§2.2.5膨胀终点参数的计算 (8)§2.2.6指示参数的计算 (9)§2.2.7有效参数的计算 (9)第三章485柴油机主要性能参数的选择 (10)§3.1平均有效压力p (10)v me§3.2活塞平均速度 (10)Cw§3.3行程缸径比〜 (11)§3.4曲柄连杆比 (12)§3.5气缸中心距 (13)第四章配气机构总体布置 (14)§4.1气门数目、布置和驱动 (14)§4.2凸轮轴的布置和传动 (14)第五章气门组的设计 (15)§5.1气门的设计 (15)§5.1.1气门的工作条件与设计要求 (15)§5.1.2气门的结构和设计 (16)§5.1.3气门材料的选择 (19)§5.2气门导管的设计 (19)§5.3气门通路面积的校核 (20)第六章气门弹簧的设计 (23)§6.1气门弹簧概述 (23)§6.2气门弹簧尺寸的确定 (23)§6.3气门弹簧的校核 (28)§6.3.1气门弹簧的强度校核 (28)§6.3.2气门弹簧的共振校核 (29)第七章凸轮轴与气门传动件的设计 (31)§7.1凸轮轴的设计 (31)§7.1.1凸轮轴的设计要求及结构 (31)§7.1.2凸轮轴尺寸的设计 (31)§7.2挺柱的设计 (35)§7.3推杆和摇臂的设计 (36)^ i仑 (37)参考文献 (38)附录 (39)柴油机的发展,已有一百多年的历史,通过这一长时间的不断改进和更新,己经发展到了比较完善的程度。
柴油机飞轮壳轻量化优化设计分析

柴油机飞轮壳轻量化优化设计分析•优化设计论文•设计论文——文章均为WORD文档,下载后可直接编辑使用亦可打印一一摘要:本文以铸铁HT25O飞轮壳进行结构优化,将飞轮壳材料由HT250优化为YL112,降低飞轮壳整体重量为目标,通过优化计算得出,优化后飞轮壳的最大主应力值为lOOMPa,较HT25O飞轮壳的最大主应力在161.2MPa小得多,疲劳安全系数略小于HT25O的飞轮壳; 并且通过计算两张材料下的动力总成模态频率,采用YL112的飞轮壳1阶模态频率要高于HT25O飞轮壳的1阶模态频率,说明优化后飞轮壳的刚度得到一定的提升;通过优化后最终飞轮壳的重量减轻4.5kg, 轻量化效果明显。
关键词:飞轮壳;轻量化;动力总成;模态引言近年来,由于环境污染,严重的雾霾不断出现,对于环境保护的要求也越趋于严格,随着国五排放标准的实施和国六排放标准的实施计划,对汽车排放NOx、HC和PM标准及燃油耗标准的进一步严格限制,因此急需快速改善汽车的排放指标及降低整车油耗,而汽车轻量化对汽车排放指标和降低整车燃油消耗率带来了巨大的利好。
柴油机作为汽车的核心动力总成,其重量占汽车比重的很大一部分,对柴油机进行轻量化设计己经成为汽车轻量化设计的重要目标。
柴油机轻量化设计能够改善发动机的比功率及整车动力性和经济性。
零部件的轻量化设计能够给汽车带来降低NOX、HC及PM等排放污染物,使得汽车能够满足国家制定的国五和国六排放法规的效果,并且还能够降低燃油消耗量,有试验表明:汽车的总重量每降低10%,则燃油消耗量可以降低6-8%,排放污染物可以降低4%。
目前,汽车的轻量化主要采用的有效措施为采用高强度碳钢、复合材料、工程塑料、铝合金、镁合金及蠕墨铸铁等,在这些材料中,由于镁合金材料价格较高,因此更得采用铝合金材料,铝合金材料具有较高的抗拉强度、加工性能、环保性能和耐腐蚀性能,同时铝合金材料的密度较之铸铁材料更小,约1/3,说明铝合金材料成为轻量化设计的首选材料之一,尤其是针对柴油机轻量化来算,铝合金材料尤为重要。
全柴N485ZLQ型柴油机明细(标准型)
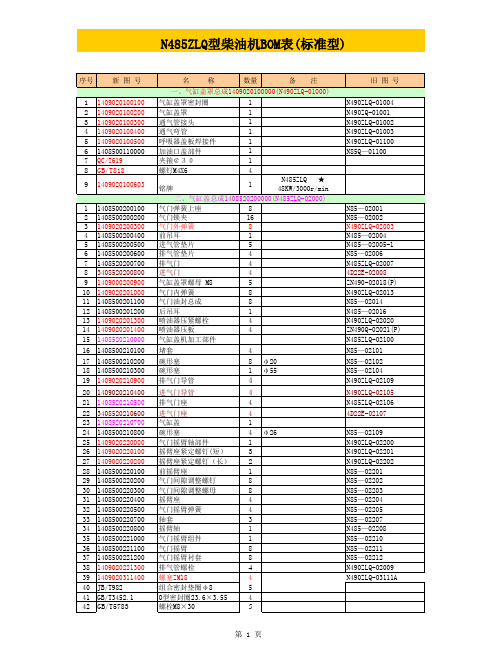
螺塞ZM18
4
组合密封垫圈φ8
5
O型密封圈23.6×3.55
4
螺栓M8×30
5
旧图号
N490ZLQ-01004 N490ZQ-01001 N490ZLQ-01002 N490ZLQ-01003 N490ZLQ-01100 N85Q—01100
N85—02001 N85—02002 N490ZLQ-02003 N485—02004 N485—02005-1 N85—02006 N485ZLQ-02007 4D22E-02008 ZN490-02018(P) N490ZLQ-02013 N85—02014 N485—02016 N490ZLQ-02020 ZN490Q-02021(P) N485ZLQ-02100 N85—02101 N85—02102 N85—02104 N490ZLQ-02109 N490ZLQ-02105 N485ZLQ-02106 4D22E-02107
名称
数量
备注
正时惰齿轮衬套
1
正时惰齿轮压板
1
正时惰齿轮轴
1
正时惰齿轮
1
曲轴正时齿轮
1
凸轮轴正时齿轮
1
凸轮轴压板
1
凸轮轴正时齿轮压板
1
机油泵主动齿轮
1
螺栓M8×50
2
螺栓M8×16
2
螺栓M12×30
1
垫圈8
4
垫圈8
2
垫圈12
1
五、活塞连杆总成1408520500000(N485ZLQ─05000)
活塞
1
N485ZLQ ★ 48KW/3000r/min
二、气缸盖总成1408520200000(N485ZLQ-02000)
发动机飞轮壳强度有限元分析

发动机飞轮壳强度有限元分析刘晓明;杨晓翔;韦铁平【摘要】根据某公司提供的出现断裂的飞轮壳模型,利用有限元法对飞轮壳结构进行两种不同受力情况下的强度分析.首先,通过ANSA与ANSYS软件接口,准确建立飞轮壳结构的有限元计算模型,对其进行静力学分析,计算出两种受力情况下多种不同工况飞轮壳的应力分布规律.其次,将仿真分析结果与裂纹实际发生位置进行对比,得到与实际情况最接近的加载方式.最后,根据模拟结果分析飞轮壳断裂的原因.分析结果为飞轮壳的设计与改进提供有益的参考,可节省产品开发周期.【期刊名称】《机械设计与制造》【年(卷),期】2015(000)011【总页数】4页(P239-242)【关键词】飞轮壳;裂纹;有限元法;强度分析【作者】刘晓明;杨晓翔;韦铁平【作者单位】福州大学机械工程及自动化学院,福建福州350108;福州大学机械工程及自动化学院,福建福州350108;福州大学机械工程及自动化学院,福建福州350108【正文语种】中文【中图分类】TH16摘.:根据某公司提供的出现断裂的飞轮壳模型,利用有限元法对飞轮壳结构进行两种不同受力情况下的强度分析。
首先,通过ANSA与ANSYS软件接口,准确建立飞轮壳结构的有限元计算模型,对其进行静力学分析,计算出两种受力情况下多种不同工况飞轮壳的应力分布规律。
其次,将仿真分析结果与裂纹实际发生位置进行对比,得到与实际情况最接近的加载方式。
最后,根据模拟结果分析飞轮壳断裂的原因。
分析结果为飞轮壳的设计与改进提供有益的参考,可节省产品开发周期。
飞轮壳是连接发动机和变速器的过渡性零件,用作发动机在车架上的后悬置支承点[1-2]。
随着路面冲击载荷、发动机内部激励等工况环境的要求越来越高,容易加速飞轮壳的损坏,最终破裂带来巨大损失。
目前飞轮壳的破裂在产品失效中所占比例很高,经常在飞轮壳壳体上发现裂纹,而飞轮壳设计不合理、生产工艺问题及安装调试不当等都是造成飞轮壳损坏的主要原因[3-5]。
N485QA柴油机飞轮壳设计
N485QA柴油机飞轮壳设计N485QA飞轮壳工艺分析及设计飞轮壳通过铸造之后形成毛坯,而毛坯必须经过加工方可投入使用要求必须要对飞轮壳各个部位进行工艺分析,以便制造出符合装配要求的零件,确保产品的质量。
形状和位置公差分析设计为了保证飞轮壳与发动机箱体的接触精度及密封,根据这种要求,并考虑飞轮壳前端面的基本尺寸合理选择形位公差。
1)于前端面表面精度等级IT10级,飞轮壳前端面的主参数L大约为》150-180mm,查表可知平面度为;2)于前端面中心线与后端面孔中心线的精度等级为IT10级,飞轮壳前端面主参数直径D在》160-250mm,查表可知垂直度为为了保证飞轮壳后端面与其他零部件的接触精度,以及保证飞轮在飞轮壳内部的正常运转。
1)可选后端面的平面的精度等级IT10级,飞轮壳后端面的主参数L》250-400mm,查表可知平面度为;2)可选后端面与前端面的精度等级为IT10级,飞轮壳后端面主参数直径D在》160-250mm,查表可知平行度为;3)可选后端面与内孔的圆跳度的精度等级为IT10级,飞轮壳后端面主参数直径D在》120-250mm,查表可知圆跳度为;(3)为了保证前端面孔φ与其他零件配合,且保证精度。
于圆心相对于X轴、Y轴的位置度精度等级为IT8级,查表可选位置度为;于前端面销孔2-φ10既是装配时安装销以供飞轮壳定位之用。
又是在飞轮壳在精加工过程中作为精基准,为了保证位置的准确性,于精度等级IT7级,查表可知销孔的位置度为于后端面孔8-φ10mm将直接影响飞轮壳与发动机箱体的装配牢固与否,应保证其位置的准确,于后端面孔的精度等级已选IT11级,查表可知后端面孔相对于X轴、Y轴确定的位置精度为于后端面马达螺孔2-φ12mm将影响飞轮壳与电动机的装配,为保证精度,相对于马达孔中心线的位置度为。
综上所述,该飞轮壳的各项技术要求制订的合理,基本符合该零件在工作中的功用。
- 16 -表面粗糙度确定表面粗糙度是指加工表面上具有较小间距和峰谷所组成的微观几何形状特征。
N485QA柴油机飞轮壳设计
1绪论1.1机械制造工业在国民经济中的地位与作用物质生产始终是人类社会生存发展的基础。
制造业是人类财富在20世纪空前膨胀的主要贡献者,没有制造业的发展就没有今天人类的现代物质文明。
制造业是所有与制造有关行业的总体。
它是国民经济的支柱产业之一。
据统计,工业化国家中以各种形式从事制造活动的人员约占全国从业人数的四分之一。
美国财富的68%来自制造业,日本国民生产总值的约50%由制造业创造,我国的制造业在工业总产值中占了约40%。
“在我国,处于工业中心地位的制造业,特别是装备制造业,是国民经济持续发展的基础,是工业化、现代化建设的发动机和动力源,是参与国际竞争取胜的法宝,是技术进步的主要舞台,是提高人均收入的财源,国际安全的保障,发展现代文明的物质基础”。
另一方面,制造业为国民经济各部门和科技、国防提供技术装备,是整个工业、经济与科技、国防的基础。
机械制造工业是制造业最重要组成之一。
它是为用户创造和提供机械产品的行业,包括了机械产品的开发、设计、制造生产、流通和售后服务全过程。
目前,机械制造业肩负着双重任务:一是直接为最终用户提供消费品;二是为国民经济个行业提供生产技术装备。
因此,机械制造业是国家工业体系的重要基础和国民经济的重要组成部分,机械制造技术水平的提高与进步将对整个国民经济的发展和科技、国防实力生产生直接的作用和影响,是衡量一个国家科技水平的重要标志之一,在综合国力竞争中具有重要的地位。
我国的机械制造业已具有相当规模和一定的技术基础,成为我国工业体系中最大的产业之一。
2008年实现销售收入21651亿元,占全国工业总销售收入的21%,利润257亿元、税收621亿元,均占全国工业同比的15%,出口创汇363亿元,占全国外贸出口额的20%。
其发展速度高于同期全国工业的平均水平。
随着科技、经济、社会的日益进步和快速发展,日趋激烈的国际竞争及不断提高的人民生活水平对机械产品在性能、价格、质量、服务、环保及多样性、可靠性、准时性等方面提出的要求越来越高,对先进的生产技术装备、技术与国防装备的需求越来越大,机械制造业面临着新的机遇和挑战。
一种小缸径柴油机飞轮壳[实用新型专利]
![一种小缸径柴油机飞轮壳[实用新型专利]](https://img.taocdn.com/s3/m/81e0e68d9b6648d7c0c7461c.png)
专利名称:一种小缸径柴油机飞轮壳
专利类型:实用新型专利
发明人:徐远志,代国雄,吴涛,余明江,蒋红美,傅全申请号:CN202020256149.7
申请日:20200305
公开号:CN212107501U
公开日:
20201208
专利内容由知识产权出版社提供
摘要:本实用新型涉及一种小缸径柴油机飞轮壳,包括飞轮壳本体,飞轮壳本体上的螺栓孔搭子两侧通过两条直线型加强筋连接,飞轮壳本体平面上增加环形加强筋,飞轮壳本体内腔和外侧平面上的线性加强筋沿着中间曲轴避让孔中心向四周辐射,且连接外侧的肋状加强筋延伸到变速箱安装面。
与传统结构的铸铁飞轮壳相比较,本实用新型重量降低至47%,采用铝合金材料能够有效地提高铸造和加工效率,保证了铝合金飞轮壳的可靠性,更重要的是有利于减少污染物的排放。
申请人:昆明云内动力股份有限公司
地址:650000 云南省昆明市官渡区昆明经济技术开发区经景路66号
国籍:CN
代理机构:昆明正原专利商标代理有限公司
更多信息请下载全文后查看。
6110柴油机飞轮壳的低压铸造工艺

6110柴油机飞轮壳的低压铸造工艺
倪敏;唐力
【期刊名称】《特种铸造及有色合金》
【年(卷),期】1999(0)S1
【摘要】6110柴油机齿轮室罩盖——飞轮壳是6110柴油机的重要零件之一。
采用低压铸造工艺生产。
其材质为ZL104,结构特点是壁厚不均匀,一般壁厚为6mm,最大壁厚40mm。
外形大,最大直径为450mm,高近180mm,整个铸件质量达16kg。
刚度要求高且要...
【总页数】2页(P174-175)
【关键词】飞轮壳;低压铸造工艺;6110柴油机;变质处理;模具温度;变质剂;浇注温度;保温炉;力学性能;增压速度
【作者】倪敏;唐力
【作者单位】无锡柴油机厂
【正文语种】中文
【中图分类】TG249;TG29
【相关文献】
1.N485柴油机飞轮壳实型铸造生产工艺及成本估算 [J], 王新节
2.运用均衡理论改进D6110ZQ型柴油机曲轴铸造工艺 [J], 雷宇;刘曼
3.铝合金飞轮壳的低压铸造工艺分析 [J], 闫泽双;马胜煜;辛立刚;张桂昌
4.N485柴油机飞轮壳消失模铸造工艺 [J], 王新节
5.柴油机喷油泵泵体低压铸造工艺与模具设计 [J], 赵建华;张东阳;徐慧
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
N485QA柴油机飞轮壳设计2.3 N485QA飞轮壳飞轮壳铸造后形成毛坯,毛坯必须加工后才能投入使用。
必须对飞轮壳的所有零件进行工艺分析,以生产出满足装配要求并确保产品质量的零件。
2.31形状和位置公差分析和设计(1)为了确保飞轮壳和发动机壳体之间的接触精度和密封,根据这一要求并考虑飞轮壳前端面的基本尺寸,合理选择形状和位置公差1)由于前端面的表面精度为IT10,飞轮壳前端面的主要参数L约为150-180毫米,平面度为0.1毫米;根据表格查找。
2)由于前端面中心线和后端面中心线的精度等级为IT10,飞轮壳前端面主要参数的直径D为160-250毫米。
查表显示垂直度为0.25毫米(2)为了保证飞轮壳后端面与其他零件的接触精度,保证飞轮在飞轮壳内的正常运行1)后端面平面的精度等级为IT10。
飞轮壳后端面的主要参数L为250-400毫米,平面度为0.12毫米;根据查找表来确定。
2)可选后端面和前端面的精度等级为IT10。
飞轮壳后端面主要参数的直径D为160-250毫米,平行度为0.25毫米;根据表格。
3)可选后端面和内孔之间的圆跳动精度等级为IT10。
飞轮壳后端面主要参数直径D在1XXXX实现销售收入2165.1亿元,占全国工业销售总收入的21%,利润257亿元,税收621亿元,占全国工业同比收入的15%,出口创汇363亿元。
世界上第一辆三轮内燃机车和第一辆四轮内燃机车在XXXX成功发明后,占了该国的外贸出口量,每个国家都相继生产了自己的汽车,使世界汽车工业发生了迅速的变化。
奥托提出四冲程循环点火内燃机后,德国汽车工程师鲁道夫·迪塞尔于1892年提出了一种新型内燃机技术。
也就是说,液体燃料在压缩结束时被喷射到气缸中,并且燃料在压缩结束时被气体的高温点燃。
它可以采用大的压缩比和膨胀比,没有爆燃,其热效率可以是当时其他型号的两倍。
这个想法在5年后终于演变成一个实用的模型,即压燃式发动机-柴油发动机。
汽油发动机和柴油发动机是目前世界运输业最重要的两种型号。
经过100年的快速发展,他们已经达到了一个非常高的水平。
XXXX近年来在计算机应用、现代设计理论、现代测试方法、新材料、新工艺和新技术方面的成就不仅改变了汽车工业的面貌,而且使汽车产品和设备的性能焕然一新。
如各种电子设备的应用、新零件结构、酷外观等。
1.3汽车零部件设计要求社会对汽车日益增长的需求促进了汽车工业生产的日益繁荣。
汽车由成千上万的零件组成,由钢、有色金属、工程塑料、橡胶、玻璃、纺织品、木材、油漆和许多其他材料制成。
应用冶炼、锻造、铸造、机加工、焊接、装配、喷漆等多种工艺和技术;化工、电子、电力、石油、轻工业等工业部门。
以汽车零部件为例,每一个零部件都需要经过选择、设计、制造、匹配、测试,最终批量生产,以满足各生产企业的需求。
零件的设计应该满足许多要求。
1)根据零件的使用要求选择零件的类型和结构因此,有必要对各种类型的零件进行分析、综合评价并正确使用。
2)根据机器的工作要求计算作用在零件上的载荷-2-3)根据零件的类型、结构和载荷,分析零件可能的失效模式,确定零件的设计准则。
4)根据零件的工作条件和零件的特殊要求(如高温、高压、振动等)选择合适的材料。
)5) 6) 7)根据设计标准进行相关计算,以确定零件的基本尺寸根据可制造性和标准化的原则,进行零件的结构设计。
的详细设计完成后,必要时进行详细验算,以判断结构的合理性。
8)绘制零件工作图并编写计算说明。
发动机是工程机械产品成本构成的核心,也是与整车制造并行的工程机械产业链中的重要环节。
N485QA柴油发动机是一台四缸直列式水冷四冲程高速柴油发动机。
该系列柴油机具有结构紧凑、外形美观、操作方便、机体刚性好、运行可靠、使用寿命长、经济性好、系列化程度高等优点。
是轻型卡车、农用运输车、发电机组、水泵机组、空压机组、小型挖掘机、林业机械、装卸车、叉车等中小型工程机械的理想配套动力。
作为其附件,N485QA柴油机飞轮壳和喷油泵支架也应配备同等的设计要求和加工工艺,以提高产品的整体技术水平随着计算机软硬件技术的飞速发展,传统的手工设计逐渐被借助计算机技术的设计所取代。
计算机技术在设计中的应用已经从过去的计算和绘图发展到三维建模、优化设计、仿真和虚拟制造。
设计与生产的结合大大加快了设计过程,提高了设计质量。
随着中国加入世贸组织,企业之间的竞争变得更加激烈。
企业为了在市场上立于不败之地,逐渐实现了技术创新和产品创新。
-3-2 n485质量保证飞轮壳设计2.1飞轮壳介绍和材料选择2.11飞轮壳简介飞轮是一个具有大转动惯量的圆盘。
其主要功能是在作功冲程中储存一部分传递给曲轴的功,以克服其它冲程中的阻力,驱动曲柄连杆机构越过上死点和下死点,保证曲轴的转角和输出扭矩尽可能均匀,使发动机在短时间内克服过载。
此外,飞轮经常被用作汽车传动系统中摩擦离合器的驱动部件。
飞轮壳安装在发动机和变速箱之间。
它外接曲轴箱、起动机和油底壳。
飞轮组件是内置的,起到连接、保护和承载的作用。
飞轮壳的前端面与发动机壳体连接,后端面的内孔与飞轮盖配合,飞轮在飞轮壳内高速旋转飞轮在高速旋转过程中,飞轮壳起着连接、保护和承载的作用,因此零件应具有足够的强度和较强的耐磨性,以适应飞轮壳的工作条件。
2.12飞轮壳材料的选择和处理如果选择HTXXXX年作为飞轮壳的材料),内应力可以自然地被放松和消除。
方法简单,效果好。
3.2喷油泵支架(A)单体泵的安装固定方法一般是法兰安装在机体上,用2-3个螺栓紧固,只有大型强化泵用4-6个螺栓紧固;主要安装尺寸见下表: mm系列代码油阀密封头座连接螺纹定位外圆直径安装孔数量×直径安装孔距离安装面至凸轮面距离适用型号O I A B C M12×1.5 M12×1.25 M14×1.5 M18×1.5 36 4542(45) 45 65 2×φ8.5 3×φ8.5 3×φ8.5 2×φ11 2×φ18 56 40-65 50-60 90 112 62 85.5-65 70 75 85 85 90 95 100 105 8590 95 100 105 100 110 250(B)安装和连接b、安装支架,将支架用圆弧固定在泵体底部;c、平板安装,用喷油泵体的平面固定在平板支架上(说明)3.21支架的基本结构决定了为与喷油泵匹配而设计的支架结构包括喷油泵支架本体,该本体设有能够加强喷油泵支架整体刚度的加强筋,该加强筋包括从支架底部向喷油泵支架本体两侧顶部延伸的第一加强筋、第二加强筋和第三加强筋;其中第二加强肋可以延伸并与第一加强肋相交,并且延伸并与第三加强肋分离由于在喷油泵支架的两侧设置有延伸的加强筋,并且以一定的方式设置,降低了喷油泵支架的安全性能和刚度,从而降低了支架的整体刚度,避免了与柴油机的共振频率,提高了发动机的可靠性。
参考以下两幅图,燃料喷射泵支架本体1设置有用于加强燃料喷射泵支架整体刚性的加强肋,所述加强肋包括在支架本体1两侧从支架本体1的底部延伸至顶部的第一加强肋2、第二加强肋3和第三加强肋4;其中第二加强肋3的延伸方向与第一加强肋2的延伸方向相交,同时避开第三加强肋4的延伸方向,从而实现合理的分布为了尽可能降低喷油泵支架的刚度,避免与柴油机共振,-21-加强筋的延伸段高于起始端,使加强筋在支架侧面形成三角形map()map()可以根据参数确定支架的基本参数。
支架结构应设计合理,不仅要与机体表面相匹配,还要与发动机上使用的喷油泵相匹配,以保证喷油泵运行的总体要求-22-4n 485质量保证柴油机拆装及主要部件4.1 N485质量保证柴油机4.1该机型具有体积小、转速高、重量轻、马力大的特点。
直喷式燃烧室,油耗低,启动方便;匹配方便,可用于市场上所有的N485柴油机。
市场上有大量零件和部件是市场上所有N485柴油发动机所共有的。
N485QA柴油机已达到国家ⅱ级标准。
2.1拆装目的和要求1,熟悉N485QA柴油机的结构;2、了解常用工具的类型和功能;3、了解N485QA柴油机的拆卸程序和操作方法;4.学习如何操作和使用各种拆卸工具。
2.2用于拆卸和组装的工具、设备和装备1台N485QA柴油机2、扭矩扳手、套筒扳手等常用工具2.3拆卸和组装的注意事项和观察点1。
在拆装柴油机前,应将机体内的润滑油和冷却水全部排出,并将润滑油收集在专用容器内。
2,将柴油机放在宽敞明亮的地方,以便更好地拆卸。
3.将工具和带有零散小零件的容器放在要拆卸的柴油机周围,准备几张报纸,防止柴油机零件在拆卸后落下灰尘。
4,观察柴油机各总成和部件的相互关系、安装位置、调整位置和拆卸顺序。
2.4内燃机的拆卸和装配方法和步骤应基于以下原则:整个发动机应分解成总成,总成应分解成零件,零件应分解成零件。
N485QA柴油机拆卸步骤:1,拆卸气缸盖罩,逐个对角拧下螺栓;2.拆卸发电机,启动电机;3.拆卸水泵和节温器总成;4.拆卸排气管和呼吸器总成;5。
拆卸摇臂总成。
请注意,应从两侧到中间逐一松开螺栓。
6.拆下油管和顶杆。
心轴应按顺序标记和放置。
7.拆卸喷油器、回油管和高压油管。
8,拆下柴油滤清器、机油滤清器和强制润滑油管;9、拆下皮带轮,沿键槽均匀施力;10,拆下齿轮室盖,注意拆下的螺栓要对角均匀地逐个拧下,然后再拧下;11。
拆下齿轮系,包括惰轮、曲轴正时齿轮和正时齿轮。
请注意,标记“0”和“00”在组装过程中是对齐的。
12、拆卸气缸盖组件时,注意在拆卸螺栓时要先将两侧中间后一个一个均匀地拧松;13.拆卸气缸垫;-23-14,拆下离合器总成;15、拆下飞轮;16。
拆下油底壳总成。
请注意,螺栓应该一个接一个地均匀拧下。
17.拆下飞轮壳;18、拆下油泵;19。
拆下凸轮轴部件。
拆卸时注意不要过度用力。
慢慢转动凸轮轴将其拆下。
20,拆下喷油泵总成;21。
拆下机身前端,包括惰轮轴和齿轮室。
拆卸齿轮室时要小心,注意定位销的位置,拆卸时不要偏斜,以免损坏齿轮室。
22,拆卸机油盖和排放阀部件;23。
拆下连杆盖,注意安装顺序,清楚地标记并放好。
24。
拆下主轴承盖,注意主轴承上的标记,同时注意上下轴瓦的油槽和油孔位置,以及上下止推板的两侧。
油槽面应该向外。
25。
拆卸曲轴部件时,水平拆卸曲轴;26。
拆卸活塞连杆组,用木锤柄将活塞从气缸套中敲出。
27、拆除撑架时,注意摆放整齐;28.拆卸气缸套需要专用工具。
- 24 -。