倒置式电火花超声复合加工装置
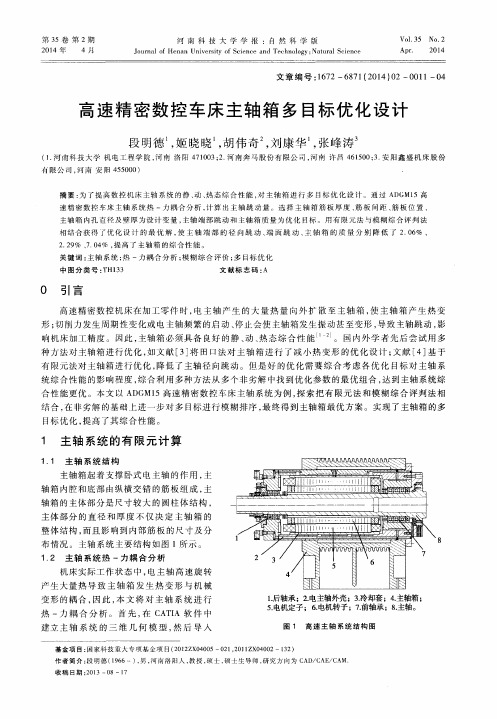
高速精密数控车床主轴箱多目标优化设计
2} } } j
段驯德等 : f 岛遮 柑 密 数 控 味 主轴 箱 多 同怀 优 化 设 计
( a ) 方案 1
( b ) 方案 2
( C ) 方案 3 图 4 主 轴 箱 结构 方 案 表 2 主 轴 前 端 跳 动 值
( d ) 方案 4
统综合 性 能 的影 响 程度 , 综合 利用 多种 方 法从 多个 非 劣解 中找 到优 化参 数 的最优 组合 , 达 到主轴 系统综
合 性 能更 优 。本文 以 A D G M1 5高 速精 密数 控 车床 主轴 系统 为 例 , 探 索 把 有 限元 法 和模 糊 综合 评 判法 相 结合 , 在非 劣解 的基 础上 进一 步对 多 目标 进行模 糊 排序 , 最 终得 到 主轴箱 最优 方 案 。实现 了 主轴箱 的多 目标优 化 , 提高 了其 综合 性能 。
1 / 3
的功率 为 1 2 . 5 k W, 并假 设 电机 损 失 的 功率 全 部 转 化 为 热 , 其 中 电机 定 子 占 2 / 3 , 电机 转 子 占 。该 主 轴单 元 前 端 支 承 均 为 角 接 触 球 轴 承 , 型号分别 为 X C 7 0 1 8和 X C 7 0 1 5 , 预 紧 力 分 别 为 2 4 5 0 N、 1 0 8 0 N。前 轴 承还 通 过环 绕 轴 承 座 外 表 面 的冷 却 水 冷 却 , 冷却 水 流 量 为 7 . 2×1 0 I 4 I l l / s ,
第 3 5卷 第 2期
2 0 1 4 年 4 川
河 南 科 技 大 学 学 报 :自 然 科 学 版
J o u r na l o f He na n Un i v e r s i t y o f S c i e nc e a n d Te c hn o l o g y: Na t u r a l S c i e n c e
采用复合电极的电火花深小孔加工
不稳定 及工 具 电极 损 耗 大 的 问题 , 因而 限制 了实 际 的使用 范 围 , 原 因是 在加 工 过程 中 由火 花 放 电 产 其
收 稿 E期 :20 ~O l 0 7 2—1 O 作 者 简 介 :高上 品 ,男 ,13 9 6年 生 ,高 级 工程 师 。
方法 , 具有 较好 的 实用 价 值 , 具 体介 绍 如 下 , 现 以利
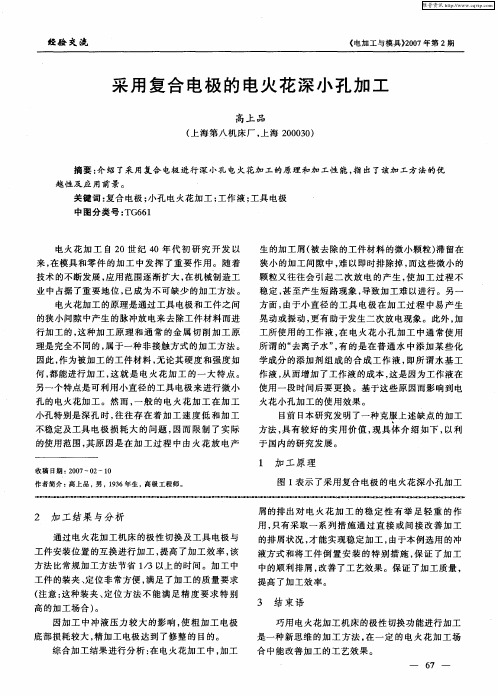
工屑 从绝缘 套 管外 围排 除 , 而 有效 地 避 免 了加 工 从
孔壁 和工 具 电极 之 间因加工 屑 的存 在而 产生 的二 次 放 电 。另 一方 面 , 加工 时工具 电极不 断 向下进 给 , 并 使其 端部 比绝 缘 套 管 端部 伸 出 几 毫 米 至 十 毫 米 距 离, 以便补偿 工具 电极 的损耗 , 之 向深 度方 向进行 使
稳 定 , 至 产生短 路 现象 , 甚 导致加 工难 以进 行 。另一
方面, 由于小 直径 的工 具 电极 在 加 工 过程 中易 产 生 晃 动或 振动 , 更有 助 于发生 二次放 电现象 。此外 , 加
的狭 小间 隙 中产 生 的脉冲 放 电来 去 除工件 材 料而 进
行加工 的 , 种加 工 原 理 和通 常 的金 属 切 削 加 工 原 这
3 结 束语
巧用 电火 花加工 机 床 的极 性 切换 功 能进行 加工
是 一种 新思 维 的加 工 方 法 , 一定 的 电火 花加 工 场 在 合 中能改善 加工 的工 艺效 果 。 一Leabharlann 6 7 — 维普资讯
< 电加工与模具)07 20 年第2 期
维普资讯
经 验 交 流
< 电加工与模具)07 20 年第 2 期
采 用 复 合 电极 的 电火 花 深小 孔加 工
磁流变抛光(MRF)装置专利技术分析
2018年8期创新前沿科技创新与应用Technology Innovation and ApplicationA BA B磁流变抛光(MRF )装置专利技术分析吕文权,周旭娇,张伟(国家知识产权局专利局专利审查协作四川中心,四川成都610213)引言随着航空航天、精密仪器、光学技术的迅速发展,各种高精度平面、曲面和复杂形状零件加工需求日益迫切。
超精密加工的加工精度目前正在从亚微米向纳米级发展,加工方法也从传统的切削加工、磨削加工发展到利用电能、磁能、声能、化学能等物理化学方法对材料进行复合加工。
因此,磁辅助超精密微细加工是当前先进加工技术领域的研究热点之一。
磁流变抛光的概念早在上个世纪在50年代已经提出,其加工过程是利用磁流变液在高梯度磁场条件下形成的“柔性抛光膜”来去除工件表面材料。
磁流变抛光能够实现工件的纳米级加工,对工件材料的适应性强,有宽阔的应用前景。
1磁流变抛光装置的分类对磁流变抛光装置的研究主要包含以下四个方面:(1)结构布置:主要分为正置式和倒置式;(2)抛光工具的结构形式:抛光头是磁流变抛光设备中的抛光工具,不同形式的抛光工具用于适应不同的加工环境,而硬化后的磁流变液是磁流变抛光装置中的“抛光磨头”,两者共同作用实现材料去除。
因而,为适应不同的工件,设置了不同结构的抛光工具,依据其结构形式主要分为点接触式抛光工具、面接触式抛光工具以及自适应抛光工具;(3)磁场发生装置:磁场发生装置包含两大类。
一类是永磁体,永磁铁具有相关参数稳定可靠、结构简单、无需散热的优势;另一类采用电磁控制,电磁式磁场发生装置可灵活控制磁场强度参数及磁场形状,具有适应性强的优势;(4)抛光磨头:磁流变液是由非胶体的细小铁磁性颗粒均匀地分散于水(水基)或绝缘载液(非水基)中形成的稳定悬浮液,当施加一定磁场时,作为分散相的磁性颗粒能够形成确定的结构从而使悬浮液的流变性发生显著变化,成为实质上的“抛光磨头”。
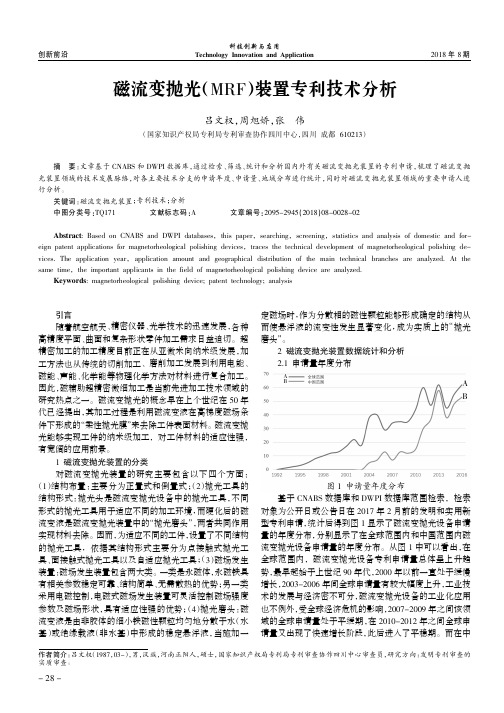
2磁流变抛光装置数据统计和分析2.1申请量年度分布图1申请量年度分布基于CNABS 数据库和DWPI 数据库范围检索,检索对象为公开日或公告日在2017年2月前的发明和实用新型专利申请,统计后得到图1显示了磁流变抛光设备申请量的年度分布,分别显示了在全球范围内和中国范围内磁流变抛光设备申请量的年度分布。
电火花检测仪使用说明书

基本概述电火花检测仪又叫电火花检漏仪、电火花检测仪价格,电火花检测仪厂家,手提式电火花检测仪,防腐层电火花测漏仪、电火花检测仪器、电火花检漏仪的使用方法、电火花检漏仪型号、高频电火花检测、电火花检测仪价格、电火花测试仪、防腐电火花检测、电火花针孔检测仪价格、电火花测厚仪、高频电火花检测仪、电火花涂层检测仪、电火花测量仪、电火花检漏仪、直流电火花防腐层检漏仪、电火花检漏仪价格、电火花检漏仪厂家、直流电火花检漏仪、数显电火花检漏仪、直流火花检测仪、直流电火花检测仪、电火花针孔检测仪是用于检测金属基体上涂层质量的专用仪器,使用本仪器可以对金属基体上不同厚度的搪玻璃、玻璃钢、环氧煤沥青和橡胶里层等涂层进行质量检测。
当涂层有质量问题时,如出现针孔、气泡、砂眼或裂纹,仪器将发出明亮的电火花,同时声光报警。
OU-D1交流型,直接用220V供电。
OU-D2直流型、OU-D3直流液晶型是用锂电池供电,(该电池具有容量大、寿命长、重量轻、无污染、无记忆效应,可快速充放电等优点)故特别适用于野外作业。
该仪器设计先进,稳定可靠,可广泛应用于化工、石油、橡胶、搪瓷等防腐行业,是用来检测金属表面防腐涂层质量的必备工具。
目录1. 概述 (1)2. 技术参数 (1)3. 检测原理及结构简述 (1)4. 操作步骤 (3)5. 充电 (4)6. 注意事项 (5)7. 检测电压附表 (6)8. 仪器装箱单 (7)9. 售后服务 (7)沧州欧谱OU-D3型电火花检测仪 一、概述OU-D3电火花检测仪是用于检测金属基体上涂层质量的专用仪器,使用本仪器可以对金属基体上不同厚度的搪玻璃、玻璃钢、环氧煤沥青和橡胶里层等涂层进行质量检测。
当涂层有质量问题时,如出现针孔、气泡、砂眼或裂纹,仪器将发出明亮的电火花,同时声光报警。
OU-D1交流型,直接用220V供电。
OU-D2直流型、OU-D3直流液晶型是用锂电池供电,(该电池具有容量大、寿命长、重量轻、无污染、无记忆效应,可快速充放电等优点)故特别适用于野外作业。
超声振动辅助混粉电火花放电表面强化实验研究

mo fc ton l y r s f c nd s ra e r g e s wa e e r he diia i a e ura e a u f c ou hn s s r s a c d.Th e u t h we ha he p wd r e r s ls s o d t t t o e c l e n o t e s ra e o h r p e e a o m he mo iia in lye n r t o iin f t ou d g ti t h u f c ft e wo k i c nd f r t d fc to a r u de he c ndto o he l w n r y,lw mp iud nd c r an p wd rc nc nta in c n to .Ov r ie c r e twi e d a l o e eg o a lt e a e t i o e o e r to o diins e sz u r n l la l l po wde le n h o o ft u f c ft k e e u d rt ea ton o lr s ni br to r mo t n a d t r w f hes r a eo hewo pic n e h c i fut a o cvi a in,c n— a n or t e mo iia i n l y r otf m h d fc to a e .U lr s ni br to a i iia ty i p o e t e we r r ss a c f t a o cvi a in c n sgn fc n l m r v h a e it n e o
c n r to e t a in, p le du a in, p s i e v l ee tia d s h r e c r e , ulr s ni m p iu e o t u s r to ule nt r a , lc rc l ic a g u r nt ta o c a lt d n he
important-倒置式复合加工系统

倒置式复合加工系统ReverseComplexMachiningSystem张曙同济大学教授.博士生导师、现代制造技术研究所名誉所长.哈尔滨工业大学管理学院兼职教授.香港理工大学客座教授.如皋市人民政府顾问.张曙科教基金董事长。
中国机械工程学会荣誉理事。
一直致力于先进制造技术及其发展战略的研究。
先后获得国防科工委的“光华科技基金一等奖”、中国机械工程学会的“科技成就奖。
.中国科学技术协会的。
全国优秀科技工作者”以及香港“蒋氏科技成就奖”等重要奖励和荣誉。
倒置式加工(ReverseMachin.ing)主要有以下几大特点:(1)通常的加工方式是工件放置在工作台上,刀具夹持在主轴上,主轴从上面移向工件进行加工I倒置式加工反其道而行之,工件从上面移向刀具完成进给,刀具通常不移动。
56航空制造技术・2008年第5期同济大学张曙南京四开电子企业有限公司陆启建倒置式加工机床工作时,将夹持在“主轴”上的工件移向配置在两侧的动力头,完成一道工序后移至另一个动力头,进行下一道工序的加工。
(2)所有进给运动由夹持工件主轴完成,机床上可配置多种刀具,不一定需要刀库,机床结构非常紧凑。
(3)工件夹持在主轴上,加工时切屑、冷却液直接排放到机床床身的收集器内,有利于保证加工精度。
(4)工件在夹持状态移动,倒置式加工仅适用于加工尺寸不大、重量有限的零件。
倒置式立式车削中心德国Index公司的V100型立式车削加工中心是典型的倒置式加工机床。
机床的电主轴不仅提供的切削所需的旋转运动,且借助3组并联杆机构驱动实现进给运动。
其配置原理是将杆机构的支点固定在滑座上,控制滑座在立柱上的移动实现主轴3个坐标的进给运动。
V100型立式车削加工中心主轴功率10.4kW,转速10000r/min,适合加工夹持直径小于130mm的盘类件。
加工时刀具固定在机床前下方的工作台上,主轴提供切削过程的主运动,同时完成进给运动。
主轴可作上下,前后、左右3个方向的移动,刀具可以多层、多排固定,完成各种车削、钻镗工序。
六氟丙烷局部应用系统实例
34B
34 1 170±10 150±5 2.5 1.07
注 :燃 油 体 积 指 油 盘 中 含 水 1/3,车 用 汽 油 2/3
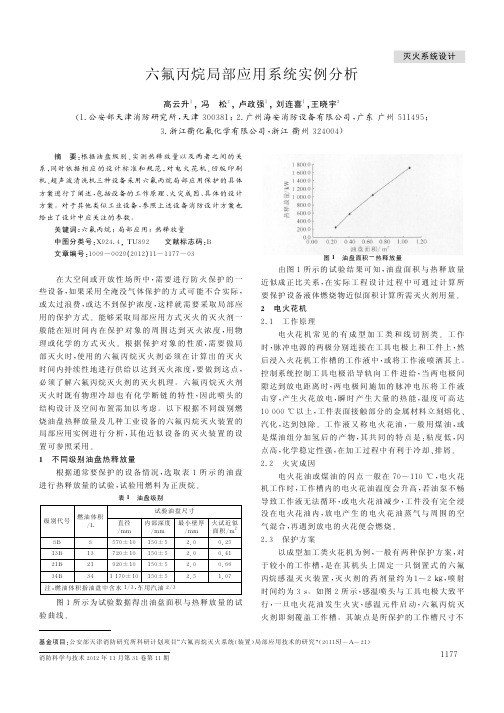
图1所示为试验数据得出油盘面积与热释放量的试 验曲线。
图 1 油 盘 面 积 - 热 释 放 量
由图1所示的 试 验 结 果 可 知,油 盘 面 积 与 热 释 放 量 近似成正比关系,在 实 际 工 程 设 计 过 程 中 可 通 过 计 算 所 要保护设备液体燃烧物近似面积计算所需灭火剂用量。 2 电 火 花 机 2.1 工 作 原 理
烧油盘热释放量及几种工业设备的六氟丙烷灭火装置的 局部应用实例进 行 分 析 ,其 他 近 似 设 备 的 灭 火 装 置 的 设 置可参照采用。
1 不 同 级 别 油 盘 热 释 放 量 根据通常要保 护 的 设 备 情 况 ,选 取 表 1 所 示 的 油 盘
进行热释放量的试验 ,试验用燃料为正庚烷 。
六氟丙烷局部应用系统实例分析
灭火系统设计
高 云 升1 ,冯 松2 ,卢 政 强1 ,刘 连 喜1 ,王 晓 宇3 (1.公安部天津消防研究所,天津 300381;2.广州海安消防设备有限公司,广东 广州 511495;
3.浙江衢化氟化学有限公司,浙江 衢州 324004)
摘 要:根据油 盘 级 别、实 测 热 释 放 量 以 及 两 者 之 间 的 关 系,同时依据 相 应 的 设 计 标 准 和 规 范 ,对 电 火 花 机、凹 版 印 刷 机、超声波清洗机三种设备采用六氟丙 烷 局 部 应 用 保 护 的 具 体 方案进行了阐述,包括设备的工作原 理、火 灾 成 因、具 体 的 设 计 方案。对于其他类似工业设备,参照 上 述 设 备 消 防 设 计 方 案 也 给出了设计中应关注的参数。
国营四达机械制造公司_企业报告(业主版)

企业基本信息
单位名称: 营业范围:
国营四达机械制造公司 飞机、发动机及其部附件、机载设备的修理、检测;航空检测设备开发、研制;航空技术咨 询服务;机械产品、汽车配件的制造和销售;汽车改装;机械设备、仪器仪表、机电产品、 成套设备、备品备件及技术的进出口业务(国家限定公司经营的商品和技术除外);开展本 企业来料加工和“三来一补”业务;净水器系列产品、电器产品、钢木家具、炊事用具、餐 具、仪器仪表、机电产品、电线电缆、通讯器材、包装材料、农业机械、太阳能热水器、彩 钢、塑钢门窗的加工、陶瓷制品、金属锻件、铸件的的生产、销售和服务。(依法须经批准 的项目,经相关部门批准后方可开展经营活动)
\
*按近 1 年项目金额排序,最多展示前 10 记录。
2022-11-07 2022-12-15 2023-01-11 2023-08-06 2023-05-22 2022-12-15
(4)信息系统集成和物联网技术服务(9)
本报告于 2023 年 08 月 22 日 生成
北京蓝军电器设备 有限公司
\
TOP3
北京双杰电气股份 3047 号变配电室变压器采购项目 有限公司
\
2022-12-07 2023-08-06 2022-12-15
TOP4 电动机构试验台采购项目
\
2023-07-11
TOP5 国营四达机械制造公司车载地面
\
电源车采购项目
TOP6
6、7 号厂房高低压开关柜采购安 装项目
\
*按近 1 年项目金额排序,最多展示前 10 记录。
2023-07-13 2023-02-07
(2)仪器仪表(16)
重点项目
项目名称
中标单位
中标金额(万元) 公告时间
《特种加工技术》 习题答案

《特种加工技术》2017版习题参考答案【说明】:每章的第一大题是简答题,其答案基本在书中有描述,此处不再给出;部分章节的拓展题主要目的是启迪、开拓思路或展开应用,故没有统一或固定的答案。
第1章电火花成形加工(EDM SINKING)二、选择题1.电火花深小孔加工应当选择以下 C 作为工作液;A.自来水;B.煤油;C.去离子水(工业纯水) ;D.乳化液2.电火花共轭回转加工的最早发明人是:AA.中国人;B.美国人C.俄国人D.德国人3. 欲将小型交叉孔口毛刺去除彻底干净,最好采用D加工方法来完成。
A.锉刀;B.砂带磨削C.砂轮磨削D.电火花工艺4.欲保证最高的加工精度,电火花加工中工作液供给方式最好采用C。
A.静态淹没工件;B.侧面冲液C.工具电极内部抽吸D.工具电极内部射出5.对于象筛网零件有成千上万个小孔需要加工,为保证生产率,电火花加工宜采用以下D工具电极.A.单个实心电极逐个加工;B.单个空心电极逐个加工C. 实心群电极D.空心管群电极三、判断题1.电火花加工中的吸附效应都发生在正极上。
(F )2.电火花成型加工时,电极在长度方向上损耗后无法得到补偿,需要更换电极。
(T )3.电火花成型加工中的自动进给调节系统应保证工具电极的进给速度等于工件的蚀除速度;(T)4.电火花成型加工和穿孔加工相比,前者要求电规准的调节范围相对较小。
(F )5.电火花成型加工电极损耗较难进行补偿。
(T )6.在型号为DK7740的数控电火花线切割机床中,D表示电加工机床。
(T)7.弛张式脉冲电源电能利用率相当高,所以在电火花加工中应用较多。
(F)8.电火花成型加工属于盲孔加工,工作液循环困难,电蚀产物排除条件差。
(T)9.电火花加工的粗规准一般选取的是窄脉冲、高峰值电流。
(F)10.电火花加工的粗规准一般选取的是宽脉冲、高峰值电流。
(T)11.电火花加工的效率较低。
(T)12.煤油作为电火花液,冷却效果最好(F)13.紫铜又叫纯铜;(T)14.电火花机床没有主运动,只有进给运动。
复合加工

车铣复合机床的结构
车铣复合加工机床
德国DMG公司的TWIN65双主轴车削中心 上下各有一个转塔刀架,可实现6面加工,第二主轴可作横向移动;
车铣复合加工机床
奥地利WFL MillTurn technology公司的M120五轴车铣中心 备有镗刀杆库,可对不同尺寸孔进行镗削
车铣复合加工机床
日本Okuma公司的Mac Turn550-2SW双主轴五轴车铣中心 9轴控制,具有Y、B、C轴,上有铣主轴,下有转塔刀架;
车铣复合加工机床
德国INDEX公司的TRAUB TNX65多功能数控车削中心 双主轴、4个刀塔,第二主轴可作Y轴移动
车铣复合加工机床
日本MAZAK公司的INTEGREX100ⅢST双主轴5轴车铣复合中心 上方有铣主轴,有B轴,可自动换刀,下方有绕A轴的9工位刀塔,具有曲 轴加工、滚齿、内外圆磨削、激光淬火、镗孔等多种加工功能。
复合加工的适用对象
各种新结构、新材料和复杂形状的精密零件 如汽车摩托车、航空航天业中具有螺旋面、凸轮 面在内的复杂曲面轴盘类零件
播放“车铣复合加工1”
复பைடு நூலகம்加工机床的结构特点
复合加工机床主要分为三类: 以车削为主体的复合加工机床,在车削中心的基础上增添用于回转刀 具的切削装置,如车铣复合中心、小型五轴车铣复合中心、车铣复合 加工单元等; 以铣削为主体的复合加工机床,在加工中心基础上增加了使工件回转 的驱动装置,如五轴加工中心; 车磨复合加工机和倒置式车磨复合中心。
播放“车铣复合加工2”
复合加工技术的发展趋势
“复合”的概念从过去的“加工工序复 合”发展到“以最终完成整个零件加工为 目的的复合”: 即一台机床就是一个“车间”,一个零 件在一台机床上完成全部加工,几台或 十机台机床组成一个产品的制造厂。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
积 聚 。借 鉴 国 内外 电火 花 小 孔 加 工 的 最 新 技 术 进 展 , 综合 传统 电火 花 加 工 正 置立 式 结 构 布局 和 日 并 本 东京大 学增 泽隆久 等人 原创 的横轴 卧式 结构 布局
等 电火花加 工装 置 结 构 配 置形 式 , 出 了一种 新 的 提 加 工方法— —倒 置立 式 布局 电火花超 声 复合加 工大 深径 比微孑 加工 法 。 L 倒置 式 电火 花 超声 复合 加 工采 用 工件 在 上 、 电
题, 实现 了大 深径 比微 孔 的 电火 花 加 工 。该方 法 具 有 很大 的优越 性 。
导致 电火花 加工 质 量 和 加工 速 度 下 降 , 以完 成 加 难
工 。本文认 为 , 碍 深 微 孔 电火 花 加 工 深 度 和加 工 妨 速 度 的主要原 因在 于放 电蚀除 物在孔 底部 的沉 淀 和
收 谢 日期 :2 1 0 0—0 3—1 9
基 金 项 目:山 东 省 自然科 学 基 金 资 助 项 目( 2 0 F 9 Y 07 0) 第 一 作者 简 介 :贾 宝 贤 , ,16 年 生 ,教 授 。 男 91
Ab t a t s r c :A e me h d c l d EDM t S n i v re a o ti r p s d,wh c ole he n w t o a l e wih U M i n e t d ly u s p o o e ih s v s t ma hi ng d fiuly o i s e tr too co h ls c ni ifc t fb g a p c a i fmir oe .Ba e n e pe i e t le u p n n a hi i g s do x rm n a q i me ta d m c n n e p rme t ,a i p o e c ni q p e tb s d o hev b a i g o r p e e i e i n d,whih x e i n s m r v d ma hi ng e uim n a e n t i r tn fwo k ic sd sg e c i sEDM t USM c ni g e uime t i n e t d ly ut wih ma hi n q p n n i v r e a o .Th on e td sg e c c p e in,f n to lc mp u c ina o o・ n nt e i n a e f ma c n l ssoft ee u p nta ea c e s d sg nd p ror n ea ay i h q i me r c omp ihe l s d,a d s l to s f h e hn — n o u in ort e t c i c ldifc te r o o e a fiulisa e pr p s d. Ke r s:i v r e a o t d e c o h l EDM ; a hi i g e u p nt y wo d n e t d ly u ; e p mir — oe; m c n n q i me
置—— 倒 置式 电火花超 声 复合加 工 装置 。主要 完成 了装 置 的总 体 方案 设计 、 能部件 设 计和 性 能 功
分析 , 并针 对装 置 的技 术难 点 , 出了解 决途 径 。 提
关 键词 : 置 式 ; 微孔 ; 倒 深 电火 花 加 工 ; 工 装 置 加
中图分 类号 : G 6 T 6l
蚀除物 在 自身重 力 和超 声 振 动 的空 化 、 吸 等 的共 泵
同作用 下 , 工件 与 工具 电极 之 间 的顶 部 间 隙 中脱 从 离, 并沿 着工具 电极 和孔 壁 之 间 的侧 面 间 隙下 落 排 出孑 外 , L 较好 地解 决 了散 热 困难 、 屑不 畅等技 术难 排
文献 标识 码 : B
文章编 号 :0 9 7 X(0 0 0 1 0 —2 9 2 1 )4—0 6 0 4—0 4
EDM t S a h ni wih U M M c i ng Equ p e n I v r e y u i m nti n e t d La o t
JaBa ቤተ መጻሕፍቲ ባይዱa F n h n xn o in, a g C a g ig i
(C l g fS ib i igEn ier g, ri nt ueo eh oo y a ia, ia 2 4 0 C ia) ol eo hp ul n gn ei Habn Isi t f c n l t e d n t T g Weh iWeh i 6 2 9, hn
用传 统 的 电 火 花 加 工 技 术 加 工 直 径 小 于 0 3 . mm 的大深径 比、 加工 材料 的深微 孔 时 , 造 成 电 难 易 极 变形 、 散热 困难 、 排屑 不畅 、 电极 损耗 等 问题 , 最终
极在下 、 电极 朝上 、 被加 工孔 开 口朝 下 的倒 置 立式结 构布局 ( 1 。倒置式 电火花 加 工过 程产 生 的 放 电 图 )
《 电加工与模具)00 2 年第 4 z 期
工 艺 ・ 备 装
倒 置 式 电火 花超 声 复合 加 工装 置
贾 宝 贤 , 长 兴 房
(哈尔滨 工业 大学 ( 威海 ) 船舶 工程学 院 , 山东威 海 2 4 0 6 2 9)
摘 要 : 了解决 大深径 比微孔 的难 加 工 问题 , 出 了倒置 式 电火花超 声复合 加 工的 想法 。并在 为 提 原理性 实验 装置 与加 工 实验 的基 础上 , 开发 设计 了基 于 工件 附加 超 声振 动 方 案 下的 改进 型加 工装