10-Kanban
kanban及kanban管理

kanban及kanban管理Kanban(Taiichi Ohno在Toyota(丰田汽车)任副总裁时的系统开发)是一个卡,设计用于防止过量生产并且保证关键部件在每一工艺步骤都有详细说明,反过来定单(Kanban在日语里意为”可视的录制”)。
Kanban过程是一个补充系统,设计用于控制每一生产工序中的产量。
Kanban 是卡片包含所有信息必需做在产品在各个阶段沿它的道路对完成并且哪个零件是需要的在随后过程。
Kanban是个日语名词,表示一种挂在或贴在盛装在制品的容器上或一批零件上的标签或卡片,或流水线上各种颜色的小球或信号灯、电视图象等。
看板是揭示牌,可以作为交流厂内生产管理信息的手段。
看板卡片包含相当多的信息并且可以反复使用。
看板通常是装在透明的长方形乙烯封套中,为得是在工厂环境中保护卡片不受损坏。
常用的看板有两种:生产看板(或生产通知看板)和运送看板(或取货看板).生产看板指在一个工厂内,指示某工序加工制造规定数量工件所用的看板。
运送看板是指后道工序的操作者按看板上所列件号,到前到工序(或协作厂)领取的看板。
Replenishment Kanban是补货看板;补货看板是一种补货的管理方法,现场库存与供应商及第三方物流已形成一条专门的货物供应链的前提下,进行补货看板管理;它根据现场库存的耗用速度与耗用时数量,以及制定的补货点规则,计算出补货的数量和参数,参数包括货品种类规格,补货时间,运货方式,运货地点等,并打印出此补货看板,再将此投入到供应链循环中,快速进行被货;也可以这样认为,补货由看板来进行管理,一旦库存量少于一定水平,便向供应商或第三方物流发出送货指令,及时进行补货,这样可以减少现场库存的货品屯积,甚至实现零库存管理,又能达到满足生产的要求;简单说来……看板就是一种可视的拉动系统,能够方便地在正好对某个物品发生需求的时候传递信息。
当流程工作站之间无法实现连续流动时,通常我们用看板和超市的模式实现拉动式生产。
KANBAN看板管理讲义练习题.ppt

看板与JIT、VMI:
JIT:在合适的时间生产合适数量的某种产品
看板管理是JIT最佳方案之一
VMI:供应商库存管理
实行看板管理的VMI可以实现双赢 - 客户降 低了库存成本而供应商降低了运输成本
课件
看板与条形码技术应用:
条形码技术可以解决看板传递过程中的信息 失真问题,并且传递效率高,操作简单。 条形码技术应用的实施受看板形式的影响,
Operation 2
Operation 3
Operation 4
Finished Goods
A
B
A
CTIA
送货间隔:
CTI
=
Batch x Yield Demand
课件
C
Batch = CTI x Demand Yield
计算看板的数量- 安全库存
需求
安全库存的目的是:
不可抗拒因素 机器问题 不稳定的需求
课件
现场式看板的典型应用
少品种半成品的生产计划 少品种大体积原材料的物料计划
课件
看板的种类和用途-卡片式看板之1
以批量生产方式为生产架构时,其生产量之决定及 何時换模生产,通过批量成型指示看板来做生产 顺序及量的管理。
课件
看板的种类和用途-卡片式看板之2
课件
卡片式看板的基本特点
介于板式看板和现场式看板之间 综合板式看板和现场式看板的一些优点 信息可以在车间间传递 较为复杂,信息传递可能失真
Operation 1
Operation 2
Operation 3
Operation 4
Finished Goods
MCT
Line
MCT = WIP/Exits
IT项目经理招聘笔试题及解答(某大型央企)
招聘IT项目经理笔试题及解答(某大型央企)一、单项选择题(本大题有10小题,每小题2分,共20分)1、IT项目管理中,以下哪个阶段是确定项目范围和目标的阶段?A、需求分析阶段B、规划阶段C、执行阶段D、收尾阶段答案:B解析:在IT项目管理中,规划阶段是确定项目范围和目标的关键阶段。
在这个阶段,项目团队会根据项目目标和需求,制定详细的项目计划,包括范围、时间、成本、质量、人力资源、沟通、风险和采购等方面。
2、在项目管理中,以下哪个工具或技术用于监控项目的进度和成本?A、甘特图B、PERT图表C、帕累托图D、因果图答案:A解析:甘特图是一种常用的项目管理工具,用于监控项目的进度和成本。
它通过条形图的方式展示项目任务的时间线,以及任务之间的依赖关系,可以帮助项目经理清晰地了解项目进度的实际情况,并及时调整资源分配,确保项目按时按预算完成。
其他选项中的工具或技术主要用于不同的项目管理方面,如PERT图表用于评估任务完成时间,帕累托图用于识别问题的主要原因,因果图用于分析问题产生的原因。
3、关于IT项目管理中的风险管理,以下哪个说法是正确的?A、风险管理是为了避免风险发生而采取的措施B、风险管理的目的是完全消除风险C、风险管理的目标是最大限度地减少风险带来的负面影响D、风险管理的重点是对已识别的风险进行分类和优先级排序答案:C解析:风险管理的目标是在项目过程中识别、评估和应对潜在风险,以最大限度地减少风险对项目目标的负面影响。
风险管理不是为了避免风险发生,而是通过各种措施降低风险的影响程度。
风险管理也不是完全消除风险,因为风险是项目过程中不可避免的一部分。
对已识别的风险进行分类和优先级排序是风险管理过程中的重要步骤,但不是风险管理的全部内容。
因此,正确答案是C。
4、在IT项目管理中,以下哪个阶段最适合进行需求分析?A、项目启动阶段B、项目规划阶段C、项目执行阶段D、项目收尾阶段答案:A解析:在IT项目管理中,需求分析是项目启动阶段的核心工作之一。
Kanban使用方法
19
19
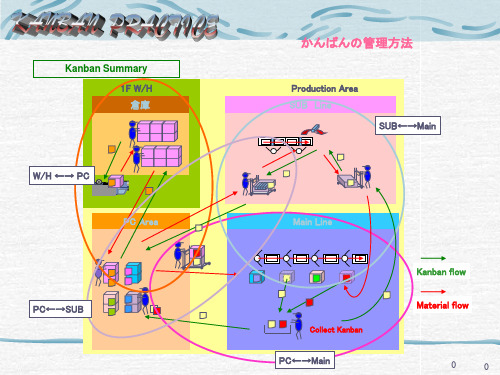
かんばんの管理方法 How to Delivery Kanban for Module Supply
Preconditions:
1. Prepare 5 sets modules in advance to insure line running smoothly. Prepare 5 sets modules for SC module at SUB workstation in advance. Prepare 5 sets modules for each configuration of SU module at SUB workstation in
Kanban post
Put Kanban which shows the next requirement to Kanban post on shelf.
SU parts use Card Kanban, it will guide what should be delivered next time.
C-SS
Apply to SC Small Parts(Screw, Clamp, Ring, Tether).
1F 部品保管場
3F/4F Self-supply Area
3F/4F 組立工程
納入荷姿 Box
荷姿変換
Mizusumashi
WoodenBoard
Empty container
Operator
Kanban ②post
11
11
PRP(SC & SU)
Apply to Big Packing Parts.
1F 部品保管場
納入荷姿 Pallet
Mizusumashi
精益生产及精益工具大纲

【培训大纲】精益生产第一单元精益生产基础篇⇨企业自评表●企业的运营目的与获得利润的两手法:①降低成本②提高生产效率●精益生产起源①丰田生产方式起源②精益生产系统起源③丰田生产方式与精益生产系统●精益思想①成本每降低10%,等于经营规模扩大一倍②成本可以无限下降(改善无止境)③成本取决于制造的方法④工人动作到处都存在浪费现象●丰田生产方式的特征——消除浪费①工厂中的七大浪费制造过剩的浪费等待的浪费搬运的浪费加工的浪费库存的浪费动作的浪费生产不良品的浪费②浪费的源头制造过剩的浪费人员过多的浪费●精益生产方式两大支柱——自働化和准时化①自働化②准时化③丰田屋⇨案例研究⇨模拟游戏1:推动-流动-拉动(观察小结)第二单元精益生产工具篇●工具一:5S——现场改善基础①5S真经②5S应用③工作场地有序安排(录像)●工具二:目视化管理(Visual Management)①周期性信息展示②3M的实时监控③基于“三现主义”的异常管理④目视化管理(录像)●工具三:问题解决①5Why ② PDCA循环③快速响应异常管理六要素●工具四:全员生产维护(TPM)①TPM的概念和目的②五大对策和八大策略③自主维护保养的七个层次④TPM实施的十大步骤●工具五:标准化作业①准作业条件②标准作业三要素(TT,WS,SWIP)●工具六:现场改善-Kaizen①改善步骤②改善ECRS手法③改善突破法-现场改善的利器(录像)●工具七:防错(Pokayoke)①追求零缺陷②品质三不政策③自働化三原则●工具八:看板(Kanban)①看板的种类与工作原理②看板的实施前提③看板六原则●工具九:快速换模(SMED原理)①明确划分内外部因素②将内部因素转化成外部因素③理顺留下的内部因素④理顺所有外部因素⑤使用工件更换器(快速夹紧装置或完全去除夹紧装置)⑥进行平行作业⑦去除调整/校准过程●工具十:价值流图析(Value Stream Mapping)①确定产品系列②现状图绘制③未来状态图绘制④计划与实施⇨案例研究⇨模拟游戏2:推动-流动-拉动(观察小结)第三单元精益生产总结篇●精益改善失败原因●精益改善-终身之旅①精益改善路线图②精益改善的顺序③精益改善的合理化建议④精益改善实施绩效指标⑤精益企业4项基本标准⑥精益企业5项基本特征⇨案例研究⇨模拟游戏3:推动-流动-拉动(观察小结)精益工具一:5S-工作场地有序安排第一部分 5S基础篇一、现场5S改善科学推行二、现场管理与市场意识三、5S推行关系与成效四、5S活动原则与误区五、生产经理心智修炼六、建立最优素质模型七、专业能力与管理提升八、5S管理技巧分享第二部分 5S推进篇一、整理推进快刀斩乱麻二、倡导提领法则三、整理不良的对策与分析四、整顿的推进重点五、目视化定置管理六、动作经济原则七、彻底杜绝污染源八、点检与点检通道优化九、清洁的最有效推进十、制度与标准化模型建立十一、修养的推进重点十二、标杆推进十三、团队作战十四、责任重于泰山十五、常见不安全现状与行为分析第三部分 5S方法篇一、现场可视化管理要点二、3级标准管理方法三、可视化的合理分类四、颜色管理与视觉原理五、企业文化与基础设施六、看板管理三大要素七、识别管理大全八、识别与形迹管理第四部分 5S督导篇一、建立5S推行组织二、拟定推进方针和目标三、拟定计划和实施方法四、5S推行过程五、样板区的选择与总结推广六、5S绩效考核七、确定评比方法八、5S纠正与预防第五部分持续改进篇一、5S推进中易存在问题二、问题意识与五现手法三、PDCA与SDCA递进四、改善与创新五、日常管理与改善六、激发创新思维七、标准化八、防错法九、提案改善活动第六部分 5S延伸篇一、5S与制造业精益生产LP模式二、5S与设备维护管理TPM的推行三、办公室5S四、文件5S五、会议5S六、5S问与答精益工具二:目视化管理第一部分目视化管理1.什么是目视控制2.目视化管理的定义和作用3.目视化Vs。
QP-10-不合格品控制程序
Q P-10-不合格品控制程序-N o n c o n f o r m i t y-c o n t r o l-p r o c e d u r e-R01V03(总10页) --本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--Sandvik Mining and Construction(China)Co.,Ltd.Assembly Center (Jiading)Nonconformity Control Procedure不合格品控制程序QP-10Prepared: Apex HeVerified:Department Verified/Date Department Verified/Date Production QualitySQDWarehouseManufacturingEngineeringApproved:Date:1.Purpose目的建立不合格品处理的流程,明确相关的责任人,规范不合格品的正确处置方式,提高不合格品处理的效率和质量。
Setup Nonconformity control procedure to clarify relevant responsibility and standardize Nonconformity parts handling method then make the handling process more efficient.2.Scope范围本程序适用于山特维克矿山工程机械(中国)有限公司嘉定装配中心矿山工程机械产品的实现过程中不合格品的发现和处理。
This procedure covers all nonconformity parts handling which occurs during mining and construction products production in Sandvik Mining and Construction (China) Co., Ltd. –Jiading Assembly Center.3.Definitions定义3.1不合格/Nonconformity:未满足要求/not meet requirement;3.2返工/Rework:为使不合格产品符合要求而对其采取的措施/method which make Nonconformitypart to meet the requirement;3.3返修/Repair:为使不合格产品满足预期用途而对其采取的措施/method which makeNonconformity part to meet original usage purpose;3.4报废/Scrap:为避免不合格产品原有的预期用途而对其所采取的措施/method to avoidoriginal usage purpose which Nonconformity part can cause;3.5让步/Concession:对使用或放行不符合规定要求的产品的许可/A permission to allowNonconformity part to continuous use;3.6退货/Reject:指买方将不满意的商品退还给卖方的过程,一般指经过检验后或使用后,发现不能满足预期使用需求而作出的处理方式/The method to return Nonconformity part tosupplier when after inspection or usage nonconformity part detected;3.7退PO/Return PO:PO即Purchase Order的缩写。
KB运作要领与规则
4 后工序(装配线)
看板生产的6个步骤
1.工程B接到生产K/B
A的前
工程
2.工程B凭取货K/B和空料箱a到A处取料,
b
3.工程B将装满零件的料箱b上的K/B取下,
工
与取货K/B核对后,生产K/B放入工序A
程
A
的K/B回收箱中,领料K/B挂在料箱b上。
4.工程B将料箱b取走,并将料箱a放到料箱
b 原处的位置
KB运作要领与规则
目录:
一、K/B生产方式
1、TPS制造的基本 1-1、推行TPS的目的 1-2、推行TPS的前提 1-3、JIT系统、平准化生产2-2、K/B的机能
3、K/B运用规则与运行步骤 3-1、K/B运用规则 3-2、使用K/B的8步骤 3-3、K/B生产的6步骤
外协订货K/B的流向:
外协看板(Kanban)
2.1.外协订货零配件推迟供货,考虑起来有以下2 个因素:
1、K/B使用不适当: 2、外协供货厂的设备发生故障等情况 针对供货中的非常事态,采用3步体制:
第一步是注意通报。 也是预测将出现2H以内的迟延时,运输商同该厂取得联系,谋求解决问 题; 第二步是警报 在产生2H以上的迟延时,该厂以此为中心采取行动; 第三步称为紧急体制 在产生3H以上的迟延时,该厂一边与总厂联系,一边启用总厂附近的 “中间仓”或紧急用其他载体急送,保证总厂不发生库存断档
二.临时K/B:
在为了处理出现不合格品和设备故障、插入式生产、周末增产等情况,需要某 些库存时发行。 这种K/B仍采取领取K/B或生产指示K/B的形式,使用后必须马上收回。
生产指示K/B
工
存放场
编号
序
产品编号
品名
车型 集装箱收容数 发行时间
看板管理PPT演示课件

3、看板卡的使用要点
• 规则与使用方法必须在现场被严格的执行, 否则,看板管理将无效
13
1) 看板管理的数量必须按实际要求最小化
看板卡数量 = 安全库存+生产库存
Inventory can be reduced to a minimum by minimizing the number of Kanban cards.
4) 下一道工序负责收集看板卡
看板卡必须被还给上一道工序,如果不返还的话, 下一道工序将会由于缺料被迫停止生产。 必须建立规则规定谁,什么时间归还看板卡 当第一件产品被下一道使用时,看板卡从容器上 取下,贴到看板上
16
ANDON 按灯
17
1、按灯的任务、角色
• 按灯有三个角色:
– 向领导/组长汇报突发事件及要求帮助 – 保证每一个人看得到线上的状态 – 向其他部门要求支持
• 物料控制
当物料和信息与看板系统整合到一起时,通过看 看板,整个库存状态可以被很容易的掌控。
• 消除过渡生产的浪费
因为通过看板卡来控制生产,过度生产会被杜绝
11
看板卡例子
Give consecutive number for each part.
Total number of Kanban Cards fo------Good / Running
●Flashing Lamp, Turning Lamp 闪灯和转灯
To be used to indicate an urgent situation, when an operation is having difficulties and calling for help. 用于紧急事件,当工人遇到困难需要帮助时 ●Buzzer蜂鸣
潘森尼10系列高清电子显示器说明书
Professional Plasma DisplaysSuperior Image Quality / Long Service Life / Ecologically-friendly Design10-SeriesPanasonic's wide-ranging lineup: From a 103-inch 1080p HD model to a 37-inch HD model10,000:1100,000100%4,096gradation stepsPanasonic takes specifications to even higher levels with its incredible 10,000:1 contrast ratio,* allowing our plasma displays to provide remarkable images in nearly any viewing environment. They reproduce beautiful images with tight, rich blacks – a hallmark of high-quality plasma displays – as well as smooth, natural tonal graduation and outstanding depth.* All models except the 103-inch model, which has 5,000:1 contrast ratio.With Panasonic plasmas, the beauty lasts and lasts — thanks to a service life of about 100,000 hours.* That's an amazing 42 years of normal viewing (6.5 hours per day) or 11.5 years of continuous use (24 hours per day). Unlike LCDs, plasma displays do not use a backlight whose brightness fades over time. This means they can provide bright, beautiful pictures over many years of use.Furthermore, the plasma display screen is covered by a glass panel for enhanced protection against impact and scratches.*The time until panel brightness is reduced to half its initial level, when displaying moving images in standard mode. Excludes afterimages and malfunctions.PH series offers a service life of about 60,000 hours.Panasonic was first in the world to make totally lead-free plasma display panels. Eliminating lead reduces impact on the environment when the products are recycled or disposed of at the end of their service life.Panasonic plasma displays are designed with the superior panel performance and innovative features needed in professional applications. With models ranging from 37 inches to an industry-leading 103 inches, our lineup is broad enough to meet nearly every professional need. AndPanasonic's signature multi-function slot system makes it possible to use our displays in almost any AV , PC or interactive environment, giving you outstanding versatility.Detailed gradation is essential for reproducing smooth, natural colors. This is one of the keys to the unsurpassed image quality of Panasonic plasma displays. Achieving the equivalent of 4,096 gradation steps – which is industry leading – Panasonic plasmas render images with natural coloration, subtle nuancing and exquisite detail.The truly professional plasma displaysHigh Contrast RatioPanasonic plasma displays reproduce motion images with the high resolution needed to deliver the full beauty of high-definition broadcasts. Even fast-moving images are crisp, sharp, and smooth, perfect for viewing fast-paced content such as action movies and sports.Panasonic plasma displays provide superior color reproduction over every part of the image.Smooth, Crisp Motion ImagesLead-FreeLong Service LifeIndustry Leading Levels of GradationFaithful Colors103655850504237HD1080p HD hoursTH-103PF10UKTH-58PH10UKA TH-50PH10UKA TH-50PF10UK TH-37PH10UKTH-42PH10UKA TH-65PF10UKAdvanced Multi-Screen CapabilityWireless Presentation BoardThis function makes it easy to display portrait-oriented (vertical) images that were originally in a landscape (horizontal) orientation. It divides the original image into three vertical sections and displays one of those vertical sections in portrait orientation. This is useful in a multi-screen system with three display units. Set the three units side by side in portrait orientation, and you can use Portrait Zoom to display an enlarged three-part image that delivers outstanding visual impact. Use it to create dynamic movie previews or, in a system with three of Panasonic's huge 103-inch plasma displays, to promote a new car by showing life-size images of it. Portrait Zoom is compatible with all types of input signals, including HDMI, RGB, DVI, HD-SDI, component and composite.The multi-screen video wall capability has been expanded to a maximum of 5 x 5 screens – the most in the industry. This gives you a powerful, eye-catching way to present visual information at airports, shopping malls, and other large facilities. You can create a system that packs an incredible visual punch.Portrait ZoomAirportConference roomAmusement facilityBoutiqueTransportation Shopping mallIn Commercial Establishments Everywhere,You'll Find Panasonic Plasma Displays Delivering World-Class PerformanceWith three of Panasonic's industry-leading 103-inch models set side byside in portrait orientation, you can deliver information with a visual power and impact that conventional systems can't even approach.A section of an image in landscape orientation canbe "cut out" and displayed in portrait orientation on a huge 103-inch plasma display. In a boutique, for example, you could use this feature to display life-size images of fashion models on a catwalk.This board lets you display images with wireless ease via 802.11 b/g WiFi – no RGB cable connection is necessary. Each plasma display can be wirelessly connected to up to 16 PCs. Also, data from one PC can be transmitted to up to eight plasmas for simultaneous display. A wireless system takes a lot of the trouble out of getting ready for an important presentation. You can forget aboutpreparing cables beforehand, and setup is smooth and quick. The wireless presentation board is especially convenient for use in conference rooms and schools.Conventional1080p HD Plasma0.10.20.30.40.50.6u'HDTV standard(ITU-R.BT709)1080p HDplasmasNTSC standardWhen the actionspeeds up, thePDPLCDConveys fine detail.Conventional New Real Black CreationBlock NR OFF Block NR ONMosquito NR OFF Mosquito NR ON• Mosquito Noise ReductionAdvanced 16-bit Image Processing — Real Gamma ControlPanasonic plasma displays use maximum 16-bit processing, to process video signals all the way up to the gamma correctionstage. Real Gamma Control reproduces the actual image that appears on the screen at 3,072*1 equivalent steps of gradation.*1 - For PH series. 4,096 equivalent steps for PF series.Even Higher Bright-Area Contrast — New Deep Black FilterThe New Deep Black Filter suppresses light transmittance and slashes the amount of external light reflected. This technology helps improve the contrast when viewed in bright surroundings. Reflection is minimal, so images are clean and distraction-free.Deep, Rich Blacks — New Real Black CreationPanasonic's original New Real Black Creation technology helps achieve high contrast of 10,000:1 in dark image areas to reproduce exceptionally deep, rich blacks.Sharp, Clear Images — Sub-Pixel ControllerThe Sub-Pixel Controller eliminates jagged or blurred diagonal lines and produces smoother edges. This advanced system processes each color separately for crisper, more natural-looking images.Explore a Wider World of Video ApplicationsStrong pre-discharge emission x 1E m i s s i o n i n t e n s i t y1 field Weak pre-discharge emission x 1E m i s s i o n i n t e n s i t y1 fieldConventional New Real Black CreationContrast: 10,000 :1New Deep Black FilterDeep Black FilterFront protection glassFront glassA m bi e n tl i g h tNo correctionCorrectionSmooth, Clear Motion Images — Motion Pattern Noise ReductionThe Motion Pattern Noise Reduction circuit detects motionpatterns that tend to generate noise, and makes adjustments to maximize image quality. It helps produce clean, sharp images with outstanding gradation, even in scenes with considerable motion. The result is a noticeable improvement in moving picture quality.No correctionPart with no motionPart with slight motionPart with large motionCorrectionA Panasonic plasma finely divides each scene into numerous parts, then detects the motion in each part and applies noise reduction where required.1x2 2x23x2 4x2 5x21x42x43x44x45x41x52x53x54x55x51x1 2x13x1 4x1 5x11x3 2x33x3 4x3 5x3for display. A full-screen image displayed on three plasma display units.Original image(1x1)1x5enlarged imageTULIPThe display mode can be switched by pressing the Multi PIP button.Picture-out-Picture In the Picture-in-Picture display mode, the sub-screen picture can be displayed at a location where it has Motion images and text messages can Motion images and text messages areHD-SDI System for Broadcast UseThe 1080p HD plasma model adapts easily to systems that use HD-SDI, the digital interfaces used in broadcasting and video production. Simply plug the HD-SDI terminal board into the function slot, and you get crisp, clear HD images for the studio or control room.Studio W/B ModeThis lets you set the color temperature that best matches applications in broadcast stations and studios.Studio Gain ModeThis mode increases the contrast to eliminate whiteout.Display windowAdapts Easily to HD-SDI SystemsThe HD-SDI terminal board supports max. 10-bit input signals,for greater color reproduction precision and richer gradation. With outstanding reproducibility across the entire HDTV-standard (ITU-R, BT709) color range, Panasonic 1080p HDpanels deliver faithful, natural-looking colors from HD sources. And because they provide full-digital signal processing from input to display, these models are suitable for use as HD master monitors.Monitor Multiple Sources on a Single 103-inch ScreenConnect the 103-inch model to a multi-display processor by using the DVI-D Terminal Board, and the screen can be divided into sub-screens for monitoring multiple sources. This gives you an efficient way to view different images at once.103-inch plasma displaysConventional CRT monitorsIdeal as a Studio Monitor for News ProgramsBy combining an HD plasma display model with a touch-panel and HD-SDI terminal board, you can construct a studio monitor system for effectively displaying meteorological information. By using the touch-panel, the weather forecaster can add hand-written information and marks to the clear image displayed on the plasma display panel. This ushers in a brand new style of easy-to-understand weather forecasts.Energy-Saving FunctionsA broad range of environment-friendly functions help minimize energy consumption.• DPMS (Display Power Management Signaling): Power is automatically turned on or off in response to a sync signal from the PC connected to thebuilt-in PC input terminal.• Auto Power Off: When you're using a device connected to the multi-function slots, the display panel goes into standby mode after about 10 minutes if no sync signal is received.• Power Save Mode: Reduces the display's brightness.• Standby Power Save Mode: Reduces power consumption when on standby. (Start-up may take a few moments once the display is in this mode.)PC PC1:1 Pixel Mode (PF series only)The 1:1 Pixel mode maps the 1920 x 1080 video content to 1080p HD panel pixels to display 100% of the original content. Byskipping the scaling process, this mode is able to produce high-definition images in their original, 1:1 pixel form.Note: 1920 x 1080 PC signals are always displayed in 1:1 mode.Optional Terminal BoardsStandard-Equipped TerminalsY ou can mount optional terminal board in a vacant slot. Or, youcan remove the standard terminal boards and mount optionalboards.AUDIO INRGB/COMPONENT INCOMPONENT INR LCOMPONENT INR LS-VIDEO CVBSIN OUTR LCVBSINS-VIDEOINR LHDMISDI/HD-SDI Terminal Board (mounts in slot 1 or 2)HD-SDI Terminal Board with Audio TY-FB10HDHD-SDI Terminal Board TY-FB9HDSDI Terminal Board TY-FB7SD OUT INR L R LS-VIDEOINCVBSINIR OUT IR OUT IR OUTDVI-D INAUDIO INMulti-Function SlotsIn addition to the fixed input interface, the Panasonic plasmadisplay has three*1 interchangeable slots that let you add differentcombinations of optional terminal boards. This gives you theflexibility to add digital or analog capabilities, as necessary, and tocustomize your system for specific needs.*1: 37-inch model comes with two interchangeable slots and fixed terminals.S-VIDEO CVBSINLR COMPONENT INLRLRAUDIOINPC IN SERIALTH-37PH10UKTH-103PF10UKTH-65PF10UKTH-50PF10UKTH-58PH10UKATH-50PH10UKATH-42PH10UKACOMPONENT INLRAUDIOINPC IN SERIALHDMI HDMIHDMI Terminal Board(mounts in slot 1 or 2)TY-FB8HMDual HDMI Terminal Board(mounts in slot 1 or 2)TY-FB10HMDHDMI HDMI• Supports the serial digital interface (SDI) used in broadcasting.• The TY-FB10HD provides simultaneous video and audio signaltransmission using a single cable.• The TY-FB10HD and TY-FB9HD support HDTV.• Makes it possible, using a single CAT5e cable, to simultaneously send video signal (RGB, component, or composite), audio signal and the display control signal.* T o send a composite video signal, the Composite Video T erminal Board (TY -FB9BD, 42TM6Y , 42TM6B or 42TM6V) must be mounted in the slot of the Plasma.• This reduces both costs and setup time compared with a conventional BNC cable connection.• XGA signals (1024 x 768 pixels) can be sent up to 500 ft.For the latest information on the T wisted-Pair-Cable Receiver Board, please visit the following website:http://www.kowa.co.jp/i-master/cat5-eng*Should be mounted in slot 1 to send the display controlsignal. Display control signal transmission is one-way.Twisted-Pair-Cable Receiver BoardPLUG-VC251 (Mounts in slots 1, 2 & 3)USB 2.0connectorSerial port (RS232C)100BASE-TX/10BASE-TconnectorLINE OUT connectorLINE IN connector MICconnector Terminals• 3-slot width plug-in PC to facilitate turnkey solutions.• Customized to maximize the performance of Panasonic plasma displays.• Realistic display images achieved by a 1:1 pixel correspondence withPanasonic plasma displays.• Models with a pre-installed, digital signage system are also available.PLUG-EC series (Mounts in slots 1&2)Note:Specifications of peripherals on this page are subject to change without notice.Twisted-Pair-Cable Transmitter/Active SwitcherKE811CTW• Makes it possible to simultaneously transmit video, audio and control signals over a single CA T5e cable to external equipment.• Allows plasma display control (Power On/Off, Video Switching, Mute, Volume Up/Down, etc.) via RS-232C.• Enables combined use with the KE0108CH-DW Distributor.Twisted-Pair-Cable Transmitter KE0202CT2WSends video, audio and control signals over a CA T5e cable.Twisted-Pair-Cable DistributorKE0108CH-DWDistributes one input to eight output channels.Twisted-Pair-Cable Receiver BoardKE0101CR-BW (Mounts in any slot*)Twisted-Pair-Cable Transmission System ProductsPDP Controller• Use of highly reliable optical sensors • Thin profile for a perfect screen fit• Attractive design for portrait positioningTY-TPEN6 Touch Pen also available.• Compact 2-slot width plug-in PC to facilitate turnkey solutions.• Does not require any external power sources or any external brackets.• Supports Comapct Flash Cards.• Supports VGA output for additional display.TerminalsCOM (RS232C)LINE IN connectorLINE OUT connectorMIC connectorUSB2.0connectorVGA InterfaceLAN (RJ45)connectorMounted in slot of the display’s rear panel.TY-TP50P8-S (for TH-50PF10UK/50PH10UKA)TY-TP42P8-S (for TH-42PH10UKA)Touch Panel (Optical Disturbance Detection System)• High resolution • High scan speed• Dividable frame system for compact packagingNote: Y ou cannot use the TY -ST08-K pedestal for these touch panels.Note: The touch panel does not include a drawing application. Y ou cannot mount both a TY -TP65P10S, TP58P10S, TP50P8-S, or TP42P8-S T ouch Panel and an Anti-Glare Filter at the same time.Touch PanelTY-TP65P10S (for TH-65PF10UK)TY-TP58P10S (for TH-58PH10UKA)TY-TP50P10S (for TH-50PF10UK/50PH10UKA)TY-TP42P10S (for TH-42PH10UKA)Touch Panel (CMOS Camera Detection System)SpecificationsSpecificationsTH-50PH10UKA50-inch (127 cm) diagonal High Definition Plasma DisplayTH-58PH10UKA58-inch (148 cm) diagonal High Definition Plasma DisplayTH-50PF10UK 50-inch (127 cm) diagonal1080p High Definition Plasma DisplayTH-103PF10UK103-inch (260 cm) diagonal 1080p High Definition Plasma DisplayTH-65PF10UK65-inch (165 cm) diagonal1080p High Definition Plasma DisplayTH-42PH10UKA42-inch (106 cm) diagonal High Definition Plasma DisplayTH-37PH10UK37-inch (94 cm) diagonal High Definition Plasma DisplayHD ModelsHospitality Plasma Models Also AvailableTH-42PR10U42-inch HD modelTH-37PR10U37-inch HD model222324.0˝20.4 ˝ 1.7˝3.5˝1.7˝37.9˝36.3˝26.4˝12.9˝18.0˝32.2˝19.4˝21.6˝34.0˝36.2˝24.0˝12.9˝21.8˝With the optional pedestal attached.With the optional pedestal TY-ST08-K attached.TH-50PF10UK TH-50PH10UKATH-65PF10UKTH-103PF10UKTH-42PH10UKATH-37PH10UKTH-58PH10UKA(Unit: inch)With the optional pedestal attached.With the optional pedestal attached.40.2˝ 3.5˝26.1˝28.5˝47.6˝45.2˝43.5˝24.5˝ 3.7˝1.8˝30.8˝12.9˝95.0˝89.3˝ 5.6˝5.1˝2.5˝55.9˝50.3˝59.5˝20.1˝9.5˝21.2˝23.2˝4.7˝18.2˝23.2˝2.2˝13.2˝34.3˝40.7˝68.8˝42.3˝20.9˝15.9˝2.1˝8.4˝26.6˝55.1˝52.2˝33.2˝30.3˝28.5˝ 1.8˝26.0˝12.7˝12.6˝35.7˝7.9˝17.5˝4.9˝16.0˝18.9˝26.9˝ 2.8˝16.9˝7.7˝50.7˝3.9˝With the optional pedestal TY-ST08-K attached.With the optional pedestal TY-ST08-K attached.26.0˝10.5˝15.9˝26.9˝3.5˝4.2˝9.6˝5.7˝12.6˝5.7˝26.0˝9.7˝11.8˝23.7˝3.6˝3.5˝11.2˝12.6˝4.5˝4.9˝26.0˝12.9˝15.9˝26.9˝13.8˝8.0˝8.0˝12.6˝61.2˝57.9˝56.5˝36.4˝33.1˝31.8˝ 3.9˝1.7˝2.2˝6.0˝42.3˝39.8˝29.9˝15.5˝7.0˝15.7˝10.3˝17.5˝25.1˝18.6˝18.9˝16.0˝26.3˝8.5˝13.0˝6.1˝2425Supplied Remote Control(Comes with every Panasonic Plasma Display model.)Remote Control FunctionsPower On Power OffDirect Input Selection (1/2/3/PC)Input Selection StatusSurround On/Off Sound Mute On/Off Volume Up/Down Normalization (N)Exit (R)Position/Action Digital Zoom Dual Picture(MULTI PIP/SWAP/SELECT/MOVE)Picture Sound Set UpPicture Position/Size AspectPC Mode Selection Off TimerNormal/ID Remote Selection ID Number Set ID AllPreset Input SignalsSerial RS232C: D-Sub 9-Pin (Male)Pin Assignment and Signal Name Communication Parameters PC Input: D-Sub 15-Pin (Female)Pin No.Signal name 1R (P R /C R )2G (Y)3 B (P B /C B )4NC (Not connected)5GND (Ground)6GND (Ground)7GND (Ground)8GND (Ground)Signal NamePin No.Signal name 9+5V DC 10GND (Ground)11NC (Not connected)12SDA 13HD/SYNC 14VD 15SCL123456789101112131415126789345*2: When selected the RGB format and 525p signal input to the Mini D-sub 15P terminal, it is recognized as VGA 60 Hz signal.*3: When inputted VGA 60 Hz format signal from the other than Mini D-sub 15P terminal, it is recognized as 525p signal.Note: When a signal having a resolution that exceeds the panel resolution is input, a simplified display will be produced.27Unit: inchA Unit: inchConfiguration: 2-way, 3-speakerDimensions (W x H x D): : 4.2˝ x 33.2˝ x 3.5˝ (107 x 843 x 88 mm)Weight: 5.5 lbs. (2.5 kg)/eachTY-SP50P8W-K (for TH-50PF10UK/50PH10UKA)Configuration: 2-way, 3-speakerDimensions (W x H x D): 4.2˝ x 28.5˝ x 3.5˝ (107 x 724 x 88 mm)Weight: 4.4 lbs. (2.0 kg)/eachConfiguration: 2-way, 3-speakerDimensions (W x H x D): 4.2˝ x 21.7˝ x 3.5˝ (107 x 550 x 88 mm)Weight: 4.4 lbs. (2.0 kg)/each26。
看板管理系统

4
Kan Ban System Introduction
看板的功能
指示生产工序制造产品----称生产看板(制造看板) 指示生产工序制造产品 称生产看板(制造看板) 称生产看板 生产看板是把上游工序所需产品的类型和数量告诉下游工序
指示配料员配置材料和转运产品----称取货看板 指示配料员配置材料和转运产品 称取货看板 取货看板是把零件运输到下游工序
2
Kan Ban System Introduction
Kan Ban 定义
定义 1.KANBAN 是拉动系统中,启动下一个生产工序或搬运在制品到下 是拉动系统中, 游工序的一个信号工具。也作“信号” 信号板” 游工序的一个信号工具。也作“信号”或“信号板”讲。 2.看板是一种可视化的透明生产管理方式,在次过程中看板充当了 看板是一种可视化的透明生产管理方式, 看板是一种可视化的透明生产管理方式 一种传递生产信息的卡片的作用。 一种传递生产信息的卡片的作用。
3
Kan Ban System Introduction
看板的作用
将看板看成生产指令,取货指令,运输指令等, 将看板看成生产指令,取货指令,运输指令等,用以控制和 微调生产计划,以达到生产组织上的高效率, 微调生产计划,以达到生产组织上的高效率,高性能的科学 管理方法. 管理方法
看板的目的
看板系统使生产相关的人员可以方便容易地获取生产信息, 看板系统使生产相关的人员可以方便容易地获取生产信息, 防止过量生产,彻底消除无效劳动和浪费, 防止过量生产,彻底消除无效劳动和浪费,以实现准时化管 精益化生产. 理,精益化生产
生产现场
1 2 3 4 5 6 7 8 9
11
Kan Ban System Introduction
《软件工程与项目管理》第10章-软件项目管理

项目收尾过程
要点一
验收项目成果
组织相关干系人对项目成果进行验收,确保项目目标已实 现。
要点二
总结经验教训
对项目执行过程中的经验教训进行总结,为今后的项目提 供借鉴和改进依据。
04
软件项目管理工具与技术
项目管理软件工具
微软Project
Trello
一款功能强大的项目管理软件,提供 项目计划制定、任务分配、进度跟踪 等功能。
进度与Hale Waihona Puke 本的控制进度与成本控制挑战
软件开发过程中,进度延误和成本超 支是常见问题。
解决方案
制定详细的项目计划,合理分配资源 ,加强项目监控和调整,确保项目按 计划进行并控制成本。
质量保证与测试
质量保证与测试挑战
软件质量是软件项目的核心要求之一,但质量保证与测试过程中可能存在疏漏 和不足。
解决方案
Extreme Programming
一种敏捷开发方法,强调编程实践和持续集成,适合需求变化频繁 的项目。
统一过程方法
统一建模语言(UML)
一种用于软件工程的标准化建模语言,支持从需求分析 到系统设计的全过程。
统一过程(UP)
一种结构化的软件开发过程,包括初始阶段、细化阶段 、构建阶段和交付阶段。
保证按时交付
降低风险
通过有效的进度管理和时间安排,可以确 保软件按时交付给客户。
项目管理有助于识别和评估软件开发过程 中可能出现的风险,并采取相应的措施来 降低或消除这些风险。
软件项目管理的历史与发展
20世纪60年代
软件工程的概念开始出现, 人们开始意识到软件开发需 要系统化的管理方法。
20世纪80年代
预测完成项目所需的总成本。
精益生产通讯稿

精益生产通讯稿【篇一:精益生产演讲稿件】用耐心铺设精益变革路很多人也许不理解,管理就管理了,还能怎么精益?殊不知,说精益管理也是有他的道理的。
精益管理就是管理要做到“精”和“益”:“精”—少投入、少消耗资源、少花时间,尤其是要减少不可再生资源的投入和耗费,提高质量。
“益”—多产出经济效益,实现企业升级的目标。
金融风暴的蔓延给了中国企业、尤其是不重视基础管理的中小民营企业当头一棒,这一棒让很多企业清醒过来:台风原来如此凶猛,光鲜的衣服里藏不住单薄和脆弱的躯体,“弱不禁风”可与黛玉一比。
想要在下一轮台风中屹立不倒,唯有让自己更强壮,更坚实,而下一轮可能随时来袭!政府促进产业升级提升中国制造的地位,提高中国制造的形象,而企业强身健体、修炼内功则是管理升级的必须。
精益生产就是一次绝佳的机会,是追赶的绝佳机会,是超越的绝佳机会。
和发达国家的企业管理水平比较,我们可能落后5年、10年,甚至更远,想要在传统管理领域,用传统管理模式追赶可以说是一个字:难!精益生产是全球范围内的生产、管理变革,所谓时事造英雄,在历史更替的阶段,之前的论资排辈将会打破,新局势未形成之前,大家都在同一起跑线上,把握先机就看谁行动快、出手果断,谁就可能成为未来的先行者。
就像田径比赛,按正常路径,我们可能比别人落下一大截,胜利变得渴望而不可及,获得观众肯定的是永不放弃的体育精神(刘翔除外)。
但如果比赛突然改变规则,大家的终点是“改变后路径”操场的另一端,时局突变啊,哈哈,大家又处于同一起跑线上了!这一次没有输在起跑线上了--“臭老外,咱们较量较量吧,看我的!”。
成功的关键可能是:抢占先机、果断、速度、耐力?反应迟钝者(可能还在按原来路径)、犹疑不决者必落后。
“摸着石头过河”可能不是很好的比喻,但没有“按部就班的方法”这是事实,在这条并不平坦也不宽敞的道路上,有人踏进水坑、有人被溅了一身脏水,有人牢骚满腹、有人破口大骂,有人跌倒、有人放弃,有人步履蹒跚,有人艰难前行。
SAP Kanban 操作说明
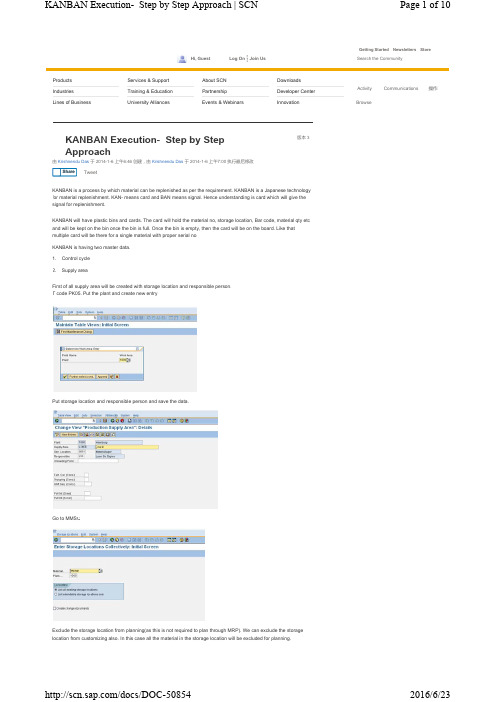
Here three bins are full and two bins are in Wait status. Click
to see the legends.
Two important status of KANBAN is. If Bins are made full- GR will be done If Bins are made empty-Procurement proposal will be created (NOT GI WILL BE DONE) GI is being done through backflush. In actual situation bins are being scanned through RF device and scanning is being done one the Bins are empty or Full. But here we will do through this tab.
Page 7 of 10
PK18: For each material production order, DOC no on which the production order got posted can be seen. Status of KANBAN container will be displays also. PK31: Error in KANBAN can be checked. Select any error line and click on Bell. You can change the error status. PK09: KANBAN can be locked (when the KANBAN is not is used/Bin is damaged).
精益生产的十大工具[].doc
![精益生产的十大工具[].doc](https://img.taocdn.com/s3/m/6b5039b10740be1e640e9a01.png)
精益生产的十大工具[1]1精益生产的十大工具1、准时化生产(JIT)准时生产方式是起源于日本丰田汽车公司,其基本思想是“只在需要的时候,按需要的量生产所需的产品”。
这种生产方式的核心是追求一种无库存的生产系统,或使库存达到最小的生产系统。
2、单件流JIT是精益生产的终极目标,它是通过不断消除浪费、降低库存、减少不良、缩短制造周期时间等具体要求来实现的。
单件流是帮助我们达到这一目标的关键手法之一。
3、看板管理(Kanban)看板是可以作为交流厂内生产管理信息的手段。
看板卡片包含相当多的信息并且可以反复使用。
常用的看板有两种:生产看板和运送看板。
4、零库存管理工厂的库存管理是供应链的一环,也是最基本的一环。
就制造业而言,加强库存管理,可缩短并逐步消除原材料、半成品、成品的滞留时间,减少无效作业和等待时间,防止缺货,提高客户对“质量、成本、交期”三大要素的满意度。
5、全面生产维护(TPM)以全员参与的方式,创建设计优良的设备系统,提高现有设备的利用率,实现安全性和高质量,防止故障发生,从而使企业达到降低成本和全面生产效率的提高。
6、运用价值流图来识别浪费生产过程中到处充斥着惊人的浪费现象,价值流图(ValueStreamMapping)是实施精益系统、消除过程浪费的基础与关键点。
7、生产线平衡设计由于流水线布局不合理导致生产工人无谓地移动,从而降低生产效率;由于动作安排不合理、工艺路线不合理,导致工人三番五次地拿起或放下工件。
8、拉系统与补充拉系统所谓拉动生产是以看板管理为手段,采用“取料制”即后道工序根据“市场”需要进行生产,对本工序在制品短缺的量从前道工序取相同的在制品量,从而形成全过程的拉动控制系统,绝不多生产一件产品。
JIT需要以拉动生产为基础,而拉系统操作是精益生产的典型特征。
精益追求的零库存,主要通过拉系统的作业方式实现的。
9、降低设置时间(SetupReduction)为了使停线等待浪费减为最少,缩短设置时间的过程就是逐步去除和减少所有的非增值作业,并将其转变为非停线时间完成的过程。
技术研发主管岗位招聘笔试题与参考答案

招聘技术研发主管岗位笔试题与参考答案(答案在后面)一、单项选择题(本大题有10小题,每小题2分,共20分)1、单选题:在软件开发周期中,哪一个阶段负责定义软件需求和为待开发的软件设置边界?A、编码B、测试C、原型设计D、需求分析2、单选题:在敏捷开发方法中,“Scrum”、“Kanban”和”XP”分别代表哪三种不同的软件开发现场管理方法?A、Scrum -> 敏捷规划;Kanban -> 看板方法;XP -> 极限编程B、Scrum -> 看板方法;Kanban -> 敏捷规划;XP -> 极限编程C、Scrum -> 敏捷开发;Kanban -> 看板方法;XP -> 持续集成D、Scrum -> 极限编程;Kanban -> 看板方法;XP -> 敏捷开发3、关于软件开发的敏捷开发方法,以下哪项说法是正确的?A. 每个开发阶段都必须完全完成后才能进行下一次阶段B. 开发过程僵化,按照计划严格执行C. 注重团队协作和迭代开发D. 只适合小型软件项目4、以下哪种情况 LEAST 适用于使用高可用的架构设计?A. 在线支付系统B. 电子商务平台C. 中小型企业内部邮件系统D. 医疗设备远程诊断系统5、下列关于项目管理方法论最准确的说法是:A. 需求确定阶段不需要广泛沟通,主要由项目经理决定B.瀑布模型适用于需求明确且稳定不变的项目C. 敏捷开发强调交付价值,并通过迭代和反馈逐步完善产品D. 全方位定义和团队的内部协作是高效项目管理的唯一决定因素6、以下哪项不是技术研发主管的职责?A. 参与技术路线的制定和决策B.指导和带领技术团队完成项目开发C.负责公司的人力资源招聘和管理D.评估技术风险并制定相应的应对措施7、以下哪个分区不在计算机的硬盘上?A. C盘B. D盘C. 交换分区D. 光盘8、关系数据库中,以下哪个概念不是用来描述数据的错误状态?A. NULLB. 脏读(Dirty Read)C. 丢失更新(Lost Update)D. 冗余数据(Redundant Data)9.以下哪项不属于黑客攻击常见的手段?A. 社会工程学B. 木马程序C. 物理攻击D. 网络监听 10.在软件开发生命周期中,以下哪个阶段负责确保软件产品的质量符合要求?A. 需求分析B. 设计C. 测试D. 部署和维护二、多项选择题(本大题有10小题,每小题4分,共40分)1、下列哪些因素可以影响项目的上线时间?A. 项目复杂度B. 开发团队规模C. 需求变更频率D. 项目经理经验E. 上线前的测试环节2、在软件开发过程中,以下哪个阶段是需求验证最重要的?A. 概念设计阶段B. 架构设计阶段C. 编码阶段D. 测试阶段3、多选题在软件开发生命周期中,以下哪些步骤通常涉及到团队讨论和协作?A. 需求分析和规格定义B. 系统设计C. 编码和单元测试D. 用户手册编写和测试4、多选题以下哪些活动属于敏捷开发的核心实践?A. 迭代开发B. 持续集成C. 代码审查D. 管理预定义需求列表5、在技术研发团队中,下列哪一项不属于有效的沟通方法?A. 定期团队会议B. 双向信息反馈机制C. 避开批评,隐瞒问题D. 建立沟通平台,方便信息共享6、对于新技术引进或产品迭代,技术研发主管应该具备以下哪些能力?A. 快速学习新知识,掌握新技术B. 评估技术风险,制定技术路线C. 协调相关团队资源,推进落地执行D. 以上都是7.关于技术研发主管的职责,以下哪些描述是准确的?()【题干】(假设其中有涉及内容涉及实际的部门管理与协同合作的常见情景)A. 制定并推动实施公司研发策略。
应用软件开发考核试卷

B. C++
C. Python
D. JavaScript
5.以下哪些技术常用于提高Web应用的安全性?()
A. HTTPS
B.数据加密
C.防火墙
D. SQL注入防护
6.以下哪些是常用的数据库类型?()
A.关系型数据库
B.非关系型数据库
C.层次型数据库
D.网络型数据库
7.在软件测试中,以下哪些测试属于黑盒测试?()
D.产品经理
8.以下哪个操作系统是基于Linux内核的?()
A. Windows
B. macOS
C. Android
D. iOS
9.以下哪个框架用于开发跨平台移动应用?()
A. React Native
B. Angular
C. Vue.js
D. Flutter
10.在软件开发中,以下哪个术语表示软件在不同操作系统上的兼容性?()
C.敏捷开发
D.漏斗模型
5.在面向对象编程中,以下哪个概念表示对象的公共接口?()
A.类
B.对象
C.继承
D.接口
6.以下哪个数据库管理系统是开源的?()
A. Oracle
B. MySQL
C. SQL Server
D. DB2
7.在软件开发中,以下哪个角色负责测试软件?()
A.项目经理
B.开发者
C.测试工程师
2.三大特性:封装(隐藏内部实现)、继承(复用已有代码)、多态(同一操作不同表现)。例如,交通工具类具有移动方法,子类如汽车和飞机继承此方法但具体实现不同。
3.敏捷开发注重快速迭代、客户合作和响应变化,而瀑布模型是线性顺序开发。敏捷开发优势在于灵活性和适应性,不足在于可能缺乏文档和计划;瀑布模型优势在于结构化和文档化,不足在于缺乏灵活性。
物流Kanban System 看板系统 精益物流看板

Topics主题Section1:What is Kanban?什么是看板?Section2:Two-card Kanban Systems2张看板卡系统Section3:Kanban Calculation看板的计算Section4:Managing the Kanban System管理看板系统Section5:Kanban System Implementation看板系统的实施Jargon Buster专业术语Kanban看板Supermarket超市Production Instruction Kanban生产指示看板Withdrawal Kanban取料看板Supplier供应商Signal Kanban信号看板Safety stock安全库存Buffer stock缓冲库存Section1Topics第1章主题What is Kanban?什么是看板?A tool of the pull system拉动系统的工具A signal that authorizes production or movement(withdrawal)of items授权生产或移动物料的信号The actual card,container or physical signal itself实物卡,周转箱或者实际的信号A visual method of controlling workflow,invented in the days before IT一个目视化的控制生产流的方法,在IT之前发明The system that uses kanban这个系统使用看板Kanban is a simple and effective method for visually controlling material flow看板是一个针对目视化管理物料流的简单高效的方法The kanban system itself is full of waste such as handling,inventory and processing看板体系本身也是充满了浪费,例如物料搬运,库存及操作Kanban is the acknowledgement of the failure to implement one piece flow看板承认不能实现单件流的表现Definitions is kanban看板的定义Functions of kanban看板的功能Sets limits设定限制Kanban is like currency–you cannot buy parts without paying for them!看板就像货币—你不能在没有付钱的情况下买东西Nothing is made or moved without a kanban在没有看板的情况不生产或者移动物料Makes problems visible让问题可视化Kanban=inventory=waste看板=库存=浪费Instruct processes to produce指示工序进行生产Limits overproduction限制过量生产Instruct material handlers to move product指示物料员运送产品Withdrawal from upstream by downstream process下工序从上工序取料Forms of kanban看板的形式Classic“two card”system(uses production and withdrawal cards)经典的“2种卡”系统(使用生产及取料看板)“One card”system uses one of the following“看板”系统使用以下的方式Card卡片Triangular plates三角板Containers周转箱Carts推车Colored balls不用颜色的球Electronic signal电子信号Or anything that conveys only the necessary information.或者其他人能能够转换必要信息的工具Forms of Kanban看板的形式Forms of Kanban看板的形式Section2:Two-card Kanban Systems2张看板卡系统Types of kanban看板的类型Production instruction kanban生产指示看板Signal kanban信号看板Lot making board批量生产板Withdrawal kanban取料看板Supplier kanban供应商看板Kanban cycles看板循环Types of Kanban看板的类型Section2:Two-card Kanban Systems2张看板卡系统Types of kanban看板的类型Basic Card Design基本的卡片设计Information on a Kanban Card看板卡上的信息The action(make,move,etc.)行动(制造,移动)Part number物料名称Part description物料描述The supplier(or process)name供应商(工序)名称Quantity数量Container quantity周转箱数量The source location物料存储的地址The delivery location物料运送地址The timing of the action(kanban cycle)行动的时间(看板循环时间)Etc.等等。
供应链管理 第八章 JIT、QR与供应链管理
五、不懈追求尽善尽美质量哲理
• JIT对质量进行持续改进追求“零缺陷”
– 零缺陷不仅仅限于企业内部产品质量要求,对于其它 工作业务、供应商同时提出零缺陷工作标准,强调预 防过程管理。无论是企业内部过程还是外部过程都必 须符合双方同意的承诺要求;重视预防系统和不符合 要求的代价的计算分析,从而降低质量成本,提高产 品质量和工作业务质量。
第八章 JIT、QR、与供应 链管理
2021年10月6日
• 引言: • 在激烈的市场竞争中,企业提供产品给市
场的速度以及适应市场变动的能力已成为 竞争的重要方面。 • 企业必须具有对市场的快速响应和适应能 力 • JIT和QR是两种具有时间竞争性的策略
2021年10月6日
第一节 JIT的基本思想和哲 理
• JIT ( Just-in-Time )是一组活动的集合,其目 的在于实现在原材料、在制品及产成品保持最小 库存的情况下进行大批量生产。零件准时到达下 道工序,并被下道工序迅速加工和转移。 JIT 要 求全过程各个阶段都要具有高水平的质量、良好 的供应商关系以及对最终产品需求的准确预测。
• “准时化”是基于“任何工序只有在需要的时候, 按需要的量生产所需的产品或提供所需服务”的 逻辑,生产需要产生于产品的实际需要
• JIT认为企业质量工作的目标应是客户得到超出一 般标准的满足从而创造和尽早占领市场,在市场 竞争中永无止境地追求尽善尽美 。(激励理论)
2021年10月6日
计划P 究C
研
• 质量改进是 一个过程, 要按照一定 的规则进行, 任何一个质 量都要遵循 PDCA循环的 原则,即计 划(Plan)、实 施(Do)、检查 (Check)、处 置(Action)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
看板 Kanban© 2008 Hitachi Global Storage Technologies拉式系统的主要工具! 拉式系统的主要工具 Ohno 从美国超市中所学到的东西 它将使你的公司更具竞争力模块目标本模块结束后您将能够: 本模块结束后您将能够•定义看板概念 •定义看板种类 •计算看板尺寸(Kanban size)Hitachi GSP MFG LEAN Training Material© 2008 Hitachi Global Storage Technologies2009-11-32我们现在精益路径图的位置供应链/外部环境 企业 / 系统 界面•财务部 •IT部门 阶段 0 采用精益 •采购部 •工程部 阶段 1 准备 阶段 2 定义 价值 •质量部 •安全部 阶段 3 识别 价值流 •识别当前 •识别当前 流程价值 流程价值 流 流 阶段 4 设计 系统 •确定将来流 •确定将来流 程价值流 程价值流 •培训与人力资源部 •劳动力/管理伙伴关系 阶段 5 实施 流动 •确定新的节 •确定新的节 拍时间 拍时间 •建立看板系 •建立看板系 统 统 •标准化作业 •标准化作业 阶段 6 实施 拉式系统 •I实施新流 •I实施新流 程 程 •建立拉式 •建立拉式 系统 系统•建立远景 •与企业实际 •建立远景 •与企业实际 •建立需求 现状相结合 •建立需求 高层领导 现状相结合 精益 •定义客户 •定义客户 •精益学习 •成立精益实 •精益学习 •成立精益实 需求 需求 •承诺 施小组 •承诺 施小组 路径图 承诺 •获得高阶 •制定实施策 •获得高阶 •制定实施策 管理者的 略 管理者的 略 认可 •制定计划解 认可 •制定计划解 决人员变化 S C 决人员变化 •解决现场特 •解决现场特 定文化问题 定文化问题 E O •培训主要人 •培训主要人 员 员 R •设立目标( •设立目标( 指标) 指标)S E RC O ESC O E RSC O E RSC O R阶段7 阶段 追求尽善尽美扩展 内部/外部 开始Hitachi GSP MFG LEAN Training Material•团队发展 •优化质量•制度化 5S •扩展 TPM •开展改善 Kaizen活动 •评估目标及 •清除系统障碍 衡量指标•根据精益的完 善指标评估进 程提升竞争地位© 2008 Hitachi Global Storage Technologies2009-11-33还记得我们的未来图吗? 让我们看看如何实现它. 还记得我们的未来图吗? 让我们看看如何实现它.SupplierPacemakerStampingHitachi GSP MFG LEAN Training Material© 2008 Hitachi Global Storage Technologies2009-11-34这些是我们的实施步骤领跑圈• 设计从焊接Weld到装配Assembly的连续流动 (cell) – 工具: 单元设计, 标准化工作表, • 用Score 项目把周期时间缩短至 165 秒或更少 – 时间观察, 需求流动, 设计分析 • 消除焊接夹具Weld fixture更换时间 – 用快速换模 (SMED)来实现快速换型 • 提升#2焊接机的时间利用率至100% – 全面可生产性维护TPM, 生产能力分析 • 开发成品超市拉式系统 – Kanban系统, 能力表 • 设计超市和生产单元之间的物料处理路线 – Spaghetti图s, 工程变更矩阵Hitachi GSP MFG LEAN Training Material© 2008 Hitachi Global Storage Technologies2009-11-35如何调整工作量,实现平衡?© 2008 Hitachi Global Storage Technologies精益系统例子要求 - 新鲜 - 可得性 - 品牌 - 价格 - 大小 及时送货 先进先出 周转库存 质量 成本Fresh Carp Today杂货店供应J. I. T.清 单求 需有人能想出一个日常生活中的拉式系统的例子吗?Hitachi GSP MFG LEAN Training Material© 2008 Hitachi Global Storage Technologies2009-11-37看板是一个很简单普通的工具! 看板是一个很简单普通的工具!来自超市1客户结帐2客户5移动卡 生产卡34仓库87 6工厂Hitachi GSP MFG LEAN Training Material© 2008 Hitachi Global Storage Technologies2009-11-38生产中的例子信号信号信号 信号WIPWIPWIPWIPWIPWIPWIP WIPOp #1Op #2Op #3Op #4成品Customer takes productHitachi GSP MFG LEAN Training Material© 2008 Hitachi Global Storage Technologies2009-11-39看板作为实施工具 可视系统. 看板是一个简单的可视系统 一个用来在客户和供应商之间传递信号的工具. 传递信号的工具 看板把所有权转移到工人手中 所有权转移到工人手中 有了看板, 有了看板,就没有一个统一物料计划但有上百个单 独物料计划。
每个看板有它自己的补给流程。
独物料计划。
每个看板有它自己的补给流程。
每次从一个零件或一个供应商处进行改善 我们的目标是当需求产生时, 我们的目标是当需求产生时,通过在部件使用的地 方进行单件生产来消除对看板的需求。
方进行单件生产来消除对看板的需求。
Hitachi GSP MFG LEAN Training Material© 2008 Hitachi Global Storage Technologies2009-11-310举例指定批量生产:•信号看板: 两类A) 三角信号–指明前道流程必须生产的零部件种类和数量B) 物料需求信号–指明前道流程必须领用的原材料种类和数量Can be used with type 2ReorderLot size PrecedingprocessBack no.MaterialsizeLotsizeItem nameContainercapacityNo. OfcontainersSubsequentprocessSteel board1005Store25Press #10Ma3640x3’x5’500Lot size Part name Reorder pointPallet no. Part no. Pallet no.StoreMachineof usePress#1015-0350s -1125500 left door 200看板种类看板广场((Kanban Square)看板广场•标识好设计用于存放物品的区域信号看板((Signal Kanban)信号看板•三角看板用于向前一工位发送生产信号物料看板((Material Kanban)物料看板•用来给流程提前订购材料看板广场XXXXXX工作流信息流信号看板Signal Signal Kanban Kanban信号看板确定下一步需要优先生产什么信号看板确定下一步需要优先生产什么。
当生产单元完成整批产品并移走三角看板后当生产单元完成整批产品并移走三角看板后,,下一个三角会滑过来个三角会滑过来。
三角的次序是不能改变的三角的次序是不能改变的。
它是通过精心计算后它是通过精心计算后,,能确保生产单元有充分的存货进行生产.如果更换了信号次序如果更换了信号次序,,就有可能满足不了顾客的需求。
什么时候使用信号看板什么时候使用信号看板??当生产单元不能满足换型这一段时间生产所需的量时量时,,就要使用信号看板就要使用信号看板。
生产顺序与他们从存贮处拿取部件的顺序相同贮处拿取部件的顺序相同。
在某一特定库存水平在某一特定库存水平((称为命令点Order Point ),),如如O.P. =3,信号就会进入生产单元信号就会进入生产单元,,同时触发零件以一定的批量时触发零件以一定的批量((称为批量大小称为批量大小))生产,例如例如::批量大小=3 周转箱.E P E 1 s h ift C o ilsC /O 10 M inA t P r e s sS ta m p in g200 to n 1 B a tc hT o teRemember信号看板信号看板((例子例子))#of Containers toproduce 需要生产的周转箱数线名Line Name零件No.TYPE OF CONT.数量Quantity1批的生产时间Producing timefor 1 lot批量大小Lot Size 命令点Order Point看板号Kanban#在库存中应将信号看板放在什么位置位置??407408409407 408 409407408409407 408 409407408409407 408 409407 408 409看!他们需要一批409!407408409407408409407 408 409407408409407 408 409407408409407 408 409407408409407 408 409信号看板如何标识周转箱信号看板如何标识周转箱??周转箱中产品制造好后周转箱中产品制造好后,,在它上面贴一张标识标签(I.D Tag )当周转箱从储存处拉出来后当周转箱从储存处拉出来后,,标识标签将被拿走标识标签将被拿走,,并放到一个收集箱内并放到一个收集箱内,,同时在周转箱中放入一张移动卡当带信号的产品进入生产线时当带信号的产品进入生产线时,,所有用来识别周转箱数目的标识标签也要同时拿走箱数目的标识标签也要同时拿走。
材料看板种类生产看板Production Kanbans 领料看板Withdrawal Kanbans 供给看板Supplier Kanbans供应商流程A产品顾客流程B产品超市生产生产、、领料看板超市拉式系统“生产”看板“领料”看板“生产”看板引发零件的生产看板引发零件的生产,,而“领料”看板则用来指导物料员得到和转移零件的清单供给看板FIXED ORDER CYCLEKANBANORDER SUPPLIER TIME RETURN TO COLLECTIONLOTSIZINGFAX TO DOCK POINT OF USE(If Required)NOTE: UNIQUE PURCHASED PART (SP)CONSTANT ORDER CYCLE(COMMON CARRIER)STAGING POINT:DEPT 13ORDER CYCLEWEEKLYSUPPLY POINT: MATL.PLANNER ’SBOX/RECEIVING PRESSED METALSREF. DRAWNI NG NO.CONTAINER TYPE:BOXKANBAN QUANTITY1500PART NAMEBUSHINGSUPPLIER KANBANPART #KANBAN #____ OF ___看板卡Elk GroveIL /ReceivingDock Chemical storage area. Necker Wax location NAME:FROM LOCATION TO LOCATION PART #Supplier Name: EMDContact: John Stevens (emergency only )Supplier Phone: 847-595-4190 (emergency only )Part Number: PE837Vendor code: 24450Normal process for ordering is entering intoSAP.35lbs per pailRemove Card and place in Kanban MailboxCard Number Necker WaxSNP/Quan/volume per container Necker Wax 正面反面用色码以便更好区分An example of a Supplier Kanban used for the order of this material.看板规则只有通过看板,,零件才能从流程中拿走.只有通过看板前一道工序按照看板指示的数量和次序进行生产.没有看板,,任何东西都不能生产和移动.没有看板看板卡总是和它对应的零部件在一起.每个零部件必须是质量合格的.看板的数量应随时间减少.只有当看板空时,,才进行补充.只有当看板空时一次一个看板.看板数量的决定其中•N = 看板或周转箱的数量•d = 某段时间内的平均需求•L = 生产准备期•S = 安全库存(不一定需要)•C = 周转箱的大小准备期的平均需求+ 安全库存周转箱大小看板数量=N =dL + S C看板计算举例问题陈述:d = 300 瓶/每小时L = 15 分钟= 0.25 小时dL = (300)(0.25) = 75S = 15% dL = 15% x 75 = 11.25C = 40 瓶方案:dL + S= (300 x 0.25) + 11.25C40N == 2.16 个看板向上取整为3 (允许松懈)向下取整为2 (推动改进)练习–看板数计算目标: 练习看板数计算一位办公室经理想知道她办公室所需要的看板的数量她知道每天平均产生350个文件夹( + 或–25). 办公室的个文件夹。