包装确认方案
DPP—260型铝塑自动泡罩包装机确认方案

DPP—260型铝塑自动泡罩包装机确认方案一、确认目的DPP-260型铝塑自动泡罩包装机是一种常用于医药、食品等行业的包装设备。
为了确保其性能符合要求并能满足产品包装的需求,本确认方案将详细说明确认的目的、范围、方法、内容和计划。
二、确认范围确认范围包括DPP-260型铝塑自动泡罩包装机的机械性能、电气性能、运行稳定性及其配套设备的性能。
三、确认方法确认将通过以下方式进行:1.检查:对机械结构、外观和配件进行检查,确认其是否符合技术要求。
2.测试:对机械性能、电气性能和运行稳定性进行测试,记录测试数据并进行数据分析。
3.评估:根据检查和测试结果,评估DPP-260型铝塑自动泡罩包装机的性能是否符合技术要求。
四、确认内容具体的确认内容包括以下几个方面:1.机械结构确认:包括机械部件的结构设计、材料选择、加工工艺等方面的检查和测试。
2.外观确认:包括外观设计、涂装工艺、表面处理等方面的检查。
3.配件确认:对配件的质量和性能进行检查和测试,确保其能够正常配合机械运行。
4.机械性能确认:包括包装速度、封合质量、封合强度等方面的测试,确保机械能够正常运行并满足包装要求。
5.电气性能确认:包括电气设备的选型、布置、接线等方面的检查和测试,确保电气设备能够正常工作。
6.运行稳定性确认:对机械在正常工作状态下的应力、振动、噪音等方面进行测试,确保机械具有良好的稳定性。
7.配套设备性能确认:对配套设备的性能进行检查和测试,确认配套设备能够正常配合机械运行。
五、确认计划确认将分为以下几个阶段进行:1.设备准备阶段:准备确认所需的设备、工具和材料。
2.检查阶段:对机械结构、外观和配件进行检查。
3.测试阶段:对机械性能、电气性能和运行稳定性进行测试。
4.评估阶段:根据检查和测试结果,评估DPP-260型铝塑自动泡罩包装机的性能是否符合技术要求。
5.报告编写阶段:将确认结果整理成确认报告。
六、确认报告确认报告将包括以下内容:1.确认目的和范围的描述。
__车型物料上线包装方案确认书

表单编号:XXXXXXXXXX/表单归属文件《包装方案管理办法》
供应商名称:
供应商代码:
文件编号:
供应商地址(工厂):
路程:
零部件名称:
零部件件号:
单车用量:
零件重量:
零部件尺寸:
联系人:
联系电话:
传真:
邮箱:
出厂包装:(供应商出厂到XXX中央库房包装或供应商出厂到XXX生产车间包装)
附图区(零件图片)
附图区(空料架图片)
零部件包装示意图
包装后外形图
附图区(零件在料架内的摆 附图区(包装方案整体效果
放图)
图)
确认日期: 供应商签字栏: XXX综合采购部
XXX绩效检验部
执行日期: XXX工艺技术部: XXX物流部
XXX制造部门
说明:1.此方案填写完整,不允许空白;2.铁制器具类必须附有包装设计图纸;3.表中文件编号、配送方式、确认人由XXX公司填 写,其它部分由供应商填写;4.此方案供应商应在XXX规定时间内提供;5.零部件外包装设计要求需严格按照XXX包装方案内相关要 求执行;6.此方案任何变更必须经过XXX工艺技术部人员同意;7.XXX工艺技术部负责方案的存档和最终解释。
外包装形式: □周转箱
□料架
□金属箱
□其他
包装尺寸(外径):
摆放层数:( )
பைடு நூலகம்
每层数量:( )
每箱数量:( )
是否有内包装:□是 否
□ 内包装材料:
运输方式: □汽车 □火车 □轮船 □其它
毛重:(
) kg 内包装尺寸: 送货周期:(单位:天)
内包装是否要求回收:□是 □否 零部件外形图
验证方案(纸塑包装单包装)
纸塑包装单包装确认方案版次:A/0版受控状态:目录目录 (2)1 ................................................................................................................................................... 目的32................................................................................................................................................... 范围33........................................................................................................................................... 依据文件34....................................................................................................................................确认小组成员45....................................................................................................................................................... I Q 46 .................................................................................................................................................... OQ 67...................................................................................................................................................... P Q10注:1、依据标准ISO11607-1.-2:2006参考GB/T19633-2005;2、本方案包含了IQ/OQ/PQ;3、依据文件部分务必形成文件,请确认,若没有,请完成。
262DDK40VI自动颗粒包装机确认方案

文件名称文件编号DXDK40VI 自动颗粒包装机确认TS-VD-SB262-00设备验证文件〔安装IQ、运行OQ、性能PQ〕DXDK40VI 自动颗粒包装机确认方案确认方案的起草:日期:确认方案的日期:确认方案的日期:确认方案的日期:1.概述设备名称:自动颗粒包装机设备型号:DXDK40VI本公司设备编号:SBAKLB01生产厂家:天津三桥包装机械有限责任公司所在部门和房间:固体制剂车间袋包装室四〔A1098〕设备简介:DXDK40VI 自动颗粒包装机是我公司固体制剂车间用于物料的分装。
该设备具是一种高品质、高性能的全自动包装机,具有自动完成送料、计量、制袋、充填、封口、打印日期、成品输出等一系列自动功能,承受高精度的运膜系统、人机界面、PID 数字恒温系统等,使整机的操作更加完善、简洁,满足日常生产及GMP 要求。
生产力量:横切频率最高可达110 次/分钟2.验证目的通过对设备的安装、运行、性能进展确认,检查设备的安装是否符合要求,运行是否平稳并安全牢靠,设备性能是否符合设计和说明书的要求。
在到达GMP 要求前提下,是否能满足生产需求,并符合工艺标准,生产出合格的产品。
3.职责车间:负责起草验证方案和报告,并负责本方案的实施。
负责跟踪全部偏差缺陷均已整改。
工程部:负责指导车间的安装调试过程,参与安装、运行及性能确认。
生产部:负责该方案和报告审核,主要参与性能确认验证。
质量部:负责该方案和报告的审核,负责对确认过程进展监控和检验,负责对偏差作出处理意见。
质量受权人:负责方案、偏差和报告的最终批准。
4.培训在本方案实施前,应对方案实施过程中涉及人员进展培训,并做好培训记录,以保证执行人: 复核人:日期: 日期:方案顺当实施。
培训记录见附表 1。
5. 风险评估依据《设备确认操作规程》的要求,设备确认的范围应通过风险分析确定,本次确认的风险分析依据《药品生产质量失败模式与影响分析〔 FMEA)操作规程》进展,详见 《DXDF40VI 自动颗粒剂包装机确认风险评估》 FX-QA-SBYZ-2022-08。
吸塑包装验证方案
吸塑包装验证方案引言:吸塑包装是一种常见的包装材料,其具有透明、轻便、经济等优点,被广泛应用于食品、药品、日用品等领域。
然而,由于吸塑包装材料的特殊性,其性能和质量的验证显得尤为重要。
本文将针对吸塑包装的验证方案进行详细阐述,以确保吸塑包装的质量和安全性。
一、材料验证方案1.原材料检验:对原材料进行理化性能测试,包括溶解度、熔融指数、拉伸强度等等,确保符合相关标准和规定。
2.成分检测:采用适当方法检测吸塑包装材料的成分,如高性能液相色谱法、气相色谱法等,以确认是否存在有害物质。
3.物理性能测试:测试吸塑包装的物理性能,如韧性、耐磨性、耐冲击性等,确保符合使用要求。
二、工艺验证方案1.设备验证:对吸塑包装设备进行验证,验证设备的操作是否准确、稳定,是否符合工艺要求。
2.工艺参数验证:对吸塑包装的工艺参数进行验证,包括加热温度、冷却速度、压力等参数,以确保吸塑包装的质量稳定。
三、尺寸验证方案1.尺寸测量:采用合适的测量工具对吸塑包装的尺寸进行测量,包括长度、宽度、高度等,确保与设计图纸一致。
2.尺寸变化测试:将吸塑包装放置在不同温度和湿度条件下进行测试,观察其尺寸变化情况,确保吸塑包装不会发生变形。
四、安全性验证方案1.符合卫生标准:测试吸塑包装是否符合相关卫生标准,如食品包装材料的安全性标准等。
2.包装性能测试:对吸塑包装进行包装性能测试,包括密封性、耐压性、耐温性等,确保产品在包装中不会发生泄漏或破损。
3.模拟运输测试:对吸塑包装进行模拟运输测试,模拟不同运输方式和条件下的环境变化,观察其包装性能和安全性。
五、环境影响验证方案1.环境友好性验证:测试吸塑包装是否符合环保要求,如是否易降解、是否可回收等。
2.包装废弃物处理方案:制定吸塑包装废弃物的处理方案,确保废弃物的处理符合环保要求。
结论:吸塑包装的验证方案主要包括材料验证、工艺验证、尺寸验证、安全性验证和环境影响验证。
通过这些验证方案,可以确保吸塑包装的质量和安全性,保证其在使用过程中不会对产品造成损害,并且符合环保要求。
初包装确认方案--【范本模板】

初包装确认方案项目名称:编制:审核:批准:XXXXXXXXX有限公司XXXX年XX月XX日XXXXXXXXX初包装确认目录1、验证目的2、适用范围3、概述4、确认组织及职责5、确认说明6、确认内容7、再验证附件1:验证人员名单及确认记录附件2:验证所用主要设备确认记录附件3:验证相关文件审核记录附件4:包装材料微生物屏障确认记录附件5:包装材料灭菌前后理化指标确认记录附件6:包装材料与贮存运输过程的适应性确认记录1。
验证目的根据ISO11607-2006最终灭菌医疗器械的包装的要求,对PET/AL/PE复合膜进行确认,以保证包装系统在加工、运输、贮存和使用过程中不会对产品造成污染,能够保证医疗器械持续安全有效。
2。
适用范围本方案适用于XXXXXXXXXXXXX初包装的确认。
3。
概述我公司XXXXXXXXXXXXXX为最终灭菌医疗器械,本品初包装选用铝箔袋,其材料为PET/AL/PE复合膜,该包装具有高阻隔性、强密封性、材料强度大的优点。
4。
确认组织及职责4。
1确认方案和确认报告的人员职责4。
1.1质量管理部验证管理员:质量管理部验证管理员负责文件的起草,评价验证报告并检查验证记录是否完整、是否符合规定,并管理确认过程中的偏差与变更,组织相关验证人员的培训;4。
1。
2岗位操作人员:具有熟练操作相关设备的工作经验;4.1。
3质量管理部质检员:质量管理部质检员检验并根据检验结果填写记录,保证检验数据的准确性;4.1。
4质量管理部主任、生产车间主任:负责方案及报告的审核,监督验证过程的实施;4.1.5管理者代表:负责验证方案及报告的审批。
5。
确认说明5.1记录填写要求所有验证记录、结果应按批准过的方案的相应记录表格填写,记录的填写、计算应审核并签字,QA应检查验证记录是否完整、是否符合规定。
5.2偏差的调查当检测结果异常时,或出现操作不符合SOP要求时,执行部门应通知QA,执行偏差调查,QA应在记录中清楚的描述该偏差的情况,对于偏差的影响做出评估并制定相应措施计划,经批准后,实施纠正预防措施并予以记录。
真空包装机确认方案
河南驼人医疗器械集团有限公司初包装封口(A C E H线)工艺确认方案发布日期: 年月日实施日期: 年月日一、概述包类净化车间的初包装工序主要用真空包装机对产品内包装进行抽真空后封口,该车间现有GB-1000型真空机4台,4台GB-1000型真空机分别用于车间A、C、E、H流水线,正常生产时完全可以满足生产。
所有设备及工艺必须经过确认合格后方可使用。
二、目的目前车间使用的真空包装机均处于正常使用状态,未出现大的异常情况,现对包类净化介入车间真空机封口工艺是否符合产品性能要求根据往年的操作规程数据及常规操作重新做性能鉴定。
确认过程应严格按照本方案规定的内容进行,若因特殊原因确实需变更时,应填写确认方案变更申请及批准书,报确认小组批准。
三、范围:适用于包类净化车间初包装封口用GB-1000型真空机的确认四、人员职责姓名职务在此验证过程中的职能验证人参与人员签字张美姿验证组组长(管理者代表)负责对验证方案的审批耿立军验证组副组长(包产品线总监)负责对验证工作指导、及验证方案的审核钟颖组员(包技术部长)负责验证方案的审核,负责对本次验证的执行王成娟组员(包品质部部长)负责对验证报告的出具宋丹丹组员(包技术部技术员)负责对验证方案的制定葛红娜检验员负责检测过程及检测结果的记录刘淑玲物理性能检验员负责对产品灭菌后的物理性能检测史喜豪设备保全部(维修工)负责设备的安装维护保养4.1 管理者代表:负责确认工作的审批工作;4.2 麻醉包产品线:技术部负责设备确认方案的制定;负责提供设备的详细资料及确认时设备的正确操作;生产部负责提供确认产品的原料;负责确认过程中人员的安排;质量部负责确认过程相关检验及结果分析报告;负责数据的处理与评价。
五、进度安排2015年2月28日-2015年3月2日开始进行A、C、E、H线GB-1000型真空机的确认。
六、确认内容6.1 确认前的准备:6.1.1为保证测量数据准确可靠,按计划到确认结束,测试仪器是否仍在有效期内,如超期,则应在确认实施前送相应单位进行校验,并记录仪器仪表校验情况。
验证方案(纸塑包装单包装)
纸塑包装单包装确认方案目录目录 (2)1 目的 (3)2 范围 (3)3 依据文件 (3)4 确认小组成员 (4)5 IQ〔Installation Qualification〕 (5)6 OQ〔Operational Qualification〕 (6)7 PQ〔Performance Qualification〕 (10)注:1、依据标准ISO11607-1.-2:2019参考GB/T19633-2019;2、本方案包含了IQ/OQ/PQ;依据文件局部务必形成文件, 请确认, 假设没有, 请完成。
1目的本方案的目的在于对注射器的初包装设备吸塑包装机进展安装确认和操作确认, 以确保能提供适宜的包装设备和操作方法。
该设备放置于………。
2范围2.1设备: 本次验证确认的设备为吸塑包装机, **内部编号为*********。
2.2材料: 本次确认使用的材料为PET/PE复合薄膜和60g/m2医用涂胶透析纸。
材料的具体参数见供给商提供资料。
2.3重新确认条件设备相关变动, 与吸塑、热封部位的维护、改动。
产品包装材料的变更。
吸塑、热合模具的修理。
使用新的模具。
有严重产品相关质量事故的发生。
2.4OQ包括两局部组成: 1.确认设备的功能操作;2.确认当设备运行于常规条件、上限条件、下限条件时的封合过程, OQ过程需要对产品的实际封合过程和/或样品的封合过程进展评估, OQ的评估应包括产品在灭菌前和灭菌后性能的比拟结果。
2.5封口过程3注射器公司将生产不同型号的注射器。
公司外购的PET/PE薄膜和医用透析纸, 薄膜经吸塑包装机吸塑成型, 放入产品, 然后与透析纸进展热封。
然后由切断刀将已经热合的包装切割, 形成单个产品。
4依据文件4.1包装验证控制程序4.2吸塑包装工艺守那么4.3设备维修保养管理制度4.4医用透析纸质量标准4.5产品初始污染菌监视管理方法4.6吸塑包装机操作手册4.7过程确认指南-FDA推荐指南5确认小组成员6IQ承受标准当表一的要求都已满足并有完整的书面文件支持时, 可以认为安装确认顺利完毕。
PCB包装方案确认单

零件号:零件名称:单件尺寸:包裝總重: 8.9KG/箱包装尺寸:摆放层数:12層/箱总数:22PCS/箱包装材料:纸板+塑料环境影响:无任何影响回收方式:方案确认1、此方案内容为长春海拉供应商包装方2、选择原包装与周转箱尺寸时须从附件《注:尺寸:L×W×H单位:mm审核:批准:零件基础信息包装方案重要说明供应商包装方案确认单188102-00_3516C 340.8*200.8*10mm(PCBA)外箱:500*390*230mm 包装、摆放说明: (单个零件有无包装、有无定位等)3.疊放(同向疊放):共十二層,最上層為空層1.吸塑盒ESD tray:480*370*30mm2.產品入吸塑盒(2PCS/盒)PCBA:340.8*200.8*10mm4.入靜電袋:於最上層放兩包乾燥劑再入靜電袋,然後用膠帶進行“丰”字型包裝ESD Bag:800*660*0.08mm5.入箱:於箱底層墊一層紙板,然後再放入包好產品的靜電袋紙板:485*375*5mm Carton: 500*390*230mm (K4BOX )(22PCS*1袋=22PCS 產品/箱)供应商包装负责人签字:鄧科2013/01/116.包裝箱疊加:2箱*3層=6箱(共22*6=132PCS 產品)棧板重量:約6KG 包裝箱總重:6*8.9KG/箱=53.4KG(APPROX)7.蓋板、打包帶包裝總重量=棧板+包裝箱+蓋板+護角+其它=6+53.4+1.3+2+1=63.7KG(APPROX)四角加護角,蓋板,再用PE 膜將頂面和四周面纏繞包紮。
纸塑包装单包装检验确认方案
纸塑包装单包装检验确认方案1目的本方案的目的在于对注射器的初包装设备吸塑包装机进行安装确认和操作确认,以确保能提供合适的包装设备和操作方法。
2范围2.1设备:本次验证确认的设备为吸塑包装机,编号为DXC-601。
2.2材料:本次确认使用的材料为PET/PE复合薄膜和60g/m2医用涂胶透析纸。
材料的具体参数见供应商提供资料。
2.3重新确认条件2.3.1 设备相关变动,与吸塑、热封部位的维护、改动。
2.3.2产品包装材料的变更。
2.3.3吸塑、热合模具的修理。
2.3.4使用新的模具。
2.3.5有严重产品相关质量事故的发生。
2.4OQ包括两部分组成:1、确认设备的功能操作;2、确认当设备运行于常规条件、上限条件、下限条件时的封合过程,OQ过程需要对产品的实际封合过程和/或样品的封合过程进行评估,OQ的评估应包括产品在灭菌前和灭菌后性能的比较结果。
2.5封口过程注射器公司将生产不同型号的注射器。
公司外购的PET/PE薄膜和医用透析纸,薄膜经吸塑包装机吸塑成型,放入产品,然后与透析纸进行热封。
然后由切断刀将已经热合的包装切割,形成单个产品。
3依据文件3.1包装验证控制程序3.2吸塑包装工艺守则3.3设备维修保养管理制度3.4医用透析纸质量标准3.5产品初始污染菌监督管理办法3.6吸塑包装机操作手册3.7过程确认指南-FDA推荐指南4确认小组成员5IQ5.1接受标准当表一的要求都已满足并有完整的书面文件支持时,可以认为安装确认顺利结束。
表一吸塑包装机安装确认表Install validate sheet检查check/日期date:5.2操作工培训记录见表二表二操作工培训记录检查check/日期date:5.3设备校验表三仪表校验信息表Instrument Verify Info. Sheet6OQ6.1包装材料的选择评价包装材料的选择评价内容包括:·选用的包装材料的物理化学性能;·选用的包装材料的毒理学特性;·包装材料与成型和密封过程的适应性;·包装材料的微生物屏障特性;·包装材料与灭菌过程的相适应性;·包装材料与标签系统的相适应性;·包装材料与贮存运输过程的适合性。
包装印刷纸塑包装过程确认方案
包装印刷纸塑包装过程确认方案一、引言包装印刷纸塑包装过程确认是在进行包装印刷纸塑包装工作之前,对整个包装过程进行确认,以确保包装工作的质量与效果。
本文档旨在提供一个详细的包装印刷纸塑包装过程确认方案,以便能够正确、高效地进行包装工作。
二、确认目标确认目标是指通过包装印刷纸塑包装过程的确认,确保以下目标的实现:1.包装效果符合要求:包装印刷纸塑包装工作的结果应符合预期效果,包装包装的外观整齐美观、图案清晰,没有脱色、脱层、破损等质量问题。
2.包装工艺规范执行:包装过程中,包装印刷纸塑材料的选择、印刷工艺、包装方法等应符合相关规范,确保包装质量稳定可靠。
3.包装工时与成本控制:包装过程确认旨在确保包装工时和成本的有效控制,以提高包装效率和经济效益。
三、确认流程包装印刷纸塑包装过程确认流程如下:1.确定包装申请:根据客户要求或产品特性,确定所需的包装规格、材料、设计图案等要求。
2.选择包装材料:根据包装申请,选择适合的包装纸、塑料薄膜等材料,并进行确认。
3.设计包装图案:根据包装申请,进行包装图案的设计,并进行确认。
4.印刷与烫金:将包装图案进行印刷,并可根据需求进行烫金等加工处理。
5.制作模切刀模版:根据包装规格,制作模切刀模版,确保包装制品的尺寸准确。
6.制作包装样品:使用模切刀模版对包装材料进行模切,并组装成包装样品,以供确认。
7.样品确认:由相关负责人对包装样品进行确认,确保包装结果满足预期要求。
8.包装工艺确定:根据包装样品确认结果,确定包装工艺流程,包括装箱、封口、标签等环节。
9.包装工时与成本估算:根据包装工艺确定结果,估算包装工时与成本,并进行确认。
10.正式包装:根据包装工艺确定结果,进行正式的包装生产工作。
11.包装质量抽检:对正式包装产品进行质量抽检,确保包装质量稳定可靠。
12.包装成品入库:对包装产品进行入库管理,以保证产品的安全与统一管理。
四、确认方法在包装印刷纸塑包装过程确认中,可采用以下方法进行确认:1.文件确认:确认相关包装申请、设计图案、工艺流程等文件的准确性和完整性。
吸塑包装验证方案完整版

吸塑包装验证方案 HEN system office room 【HEN16H-HENS2AHENS8Q8-HENH1688】吸塑包装确认方案设备编号:模具编号:编制:日期:审核:日期:批准:日期:部门会签1 目的本方案的目的在于对压力泵的初包装设备包装封口机进行安装确认、操作确认及设备性能确认,以确保能提供合适的包装设备和操作方法。
该设备放置于********有限公司净化车间组装间内。
验证依据::20062 范围设备本次验证确认的设备为包装封口机,公司内部编号为***-***-05。
材料本次确认使用的材料为PETE薄膜和64g/m2医用涂胶透析纸。
材料的具体参数见供应商提供资料。
吸塑膜:制造厂商,;型号规格。
透析纸:供应厂商DUPONT;型号规格Tyvek 1059B 。
重新确认条件会影响过程参数的原材料改变安装新的设备部件过程和/或设备从一个地点移向另一个地点灭菌过程改变质量或过程控制显示有下降趋势OQ包括两部分组成:1)确认设备的功能操作;2)确认当设备运行于常规条件、上限条件、下限条件时的封合过程,OQ过程需要对产品的实际封合过程和/或样品的封合过程进行评估,OQ的评估应包括产品在灭菌前和灭菌后性能的比较结果。
封口过程公司将生产两种型号的压力泵。
公司外购的PETE吸塑薄膜和医用透析纸放入产品后,经包装封口机进行热封。
3 依据文件压力泵企业标准包装验证控制程序设备维修保养管理制度吸塑包装工艺守则产品初始污染菌监督管理办法包装封口机操作规程4 确认小组成员5 IQ接受标准当表1的要求都已满足并有完整的书面文件支持时,可以认为安装确认顺利结束。
表1吸塑包装机安装确认表设备编号:DP-SC-05确认人:日期:人员培训确认人:日期:生产设备校验表3 包装封口机校验信息表检测设备校验表4 力学试验机6 OQ包装材料的选择评价包装材料的选择评价内容包括:·包装系统的微生物屏障·包装材料的生物相容性(ISO10993-1)和毒理学特性;·包装材料的物理化学性能;·包装材料与成型和密封过程的适应性;·包装材料与灭菌过程的相适应性;·包装材料与标签系统的相适应性;·包装材料在灭菌前后贮存运输过程的适合性。
医疗器械初包装验证方案
浙江XXXXX有限公司包装验证方案编号:XX4-JS-024拟制/日期:审核/日期:批准/日期:目录一、方案概述 (3)二、过程概述 (3)三、验证步骤 (4)四、异常状况处理 (4)五、验证评定及结论 (5)一、方案概述1、名称:包装验证方案2、目的:通过对包装过程和人员资格进行验证和确认,以认定包装是否满足公司规定要求3、内容:包装设备的安装确认、包装操作过程确认、包装性能的确认4、类别:确认。
5、依据:XX3-JS-017 《成品包装通用工艺规程》, XX3-JS-026 《初包装封口操作规程》,XX3-JS-028 《清洗,包装检验规程》6、方案适用产品:所有需要包装的产品7、参与验证部门:技术部、生产部、采购部、质管部8、具体实施部门:技术部、生产部、采购部、质管部9、文件存档部门:技术部。
10、验证小组的构成:验证小组成员名单11、验证涉及场所:清洗包装车间。
12、相关文件1) 图纸及工艺文件2)本方案涉及到的其他相关文件二、过程简述1、设备安装确认(IQ)确认设备的完整性,安装的正确性;测量装置鉴定;启动设备,验证其运行的可行性;2) 操作过程确认(OQ)人员资格确认,确认设备的使用正确,设计工艺参数;3)产品性能确认(PQ)检验分析产品的合格性;三、验证步骤1 概述本次确认使用的材料为PE包装袋。
材料的技术参数见供应商提供的资料。
2 验证涉及场所:包装车间。
3 设备安装确认(IQ)1) 主要设备如下:SF-900多功能塑料封口机2)技术资料检查归档设备供应商提供的图纸、设备清单、各类证书、说明书或手册是否齐全。
3) 操作规程及培训主要设备供方应制订相应的操作、清洗、日常维修规程。
员工应有培训记录。
4)设备运行和性能确认查阅供方提供相关设备安装验收记录、设备运行及维护/修记录、有关仪表检定合格证或定期检定记录台帐是否符合要求。
4 操作过程确认(OQ)4.1根据GMP规定,现重新做包装确认。
包装验证方案
实验记录: 热合温度(℃) 160 170 180 190 200 210 220
结论:
剥离实际值(N/15mm) 1.2 1.4 1.6 1.7 1.8 1.4 1.2
结果 不合格 不合格 合格 合格 合格 不合格 不合格
在厂家建议的 200℃热封后进行剥离力检验均在 1.5N/15mm 以上。 通过包装热拉力检验结果判断涂胶纸+透明复合膜这种材质的极限温度为 180℃~200℃,与 厂家所给的资料相符
验证人/日期:
审核人/日期:
包装完整性测试确认 验证目的:确认包装的完整密封性能够达到标准要求 验证要求:无明显贯穿热封面的溶液通道出现 验证依据:ISO11607-2:2006 EN868-1
批准人: 批准日期:
5
—— by 2Advanced czs_868@
xxx 有限公司
纸塑包装内包装过程 确认报告
1. 概述
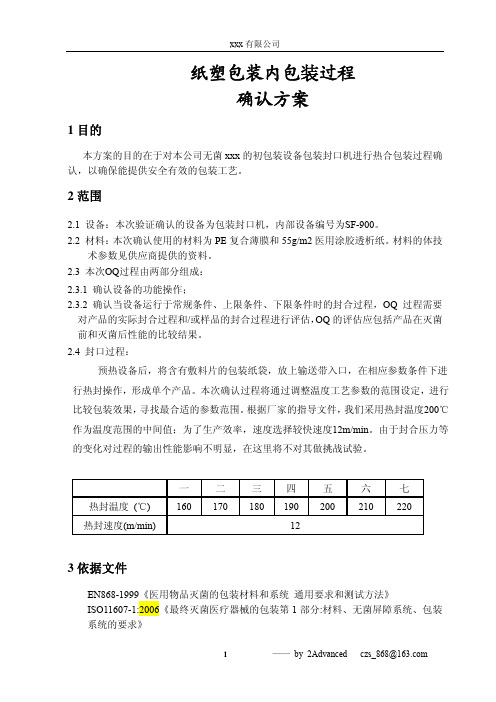
1.1 无菌 xx 产品内包装热封过程安全有效,保证稳定的质量水平,公司依据《包装过程 确认管理程序》于 2009 年 9 月 05 号至 2009 年 11 月 19 日组织实施了该过程的确认工 作。 1.2 实施日期与人员:
一
二
三四
五
六
七
热封温度 (℃)
160 170 180 190 200 210 220
热封速度(m/min)
12
3 依据文件
EN868-1999《医用物品灭菌的包装材料和系统 通用要求和测试方法》 ISO11607-1:2006《最终灭菌医疗器械的包装第 1 部分:材料、无菌屏障系统、包装 系统的要求》
瓶装包装联动生产线确认方案及报告
瓶装包装联动生产线确认方案及报告
1.背景介绍
在食品、保健品及其他日常用品中,瓶装包装是最常见的一种包装方式,产品需要通过灌装、封口和组装来完成成品,而在这一过程中,传统
的传送线产品流程设计并不能满足瓶装包装的需求,这就需要瓶装包装联
动生产线来实现有效的产品流程设计及生产实现。
2.联动生产线方案
根据瓶装包装本身的特性,我们提出以下联动生产线方案:
第一步:将瓶子传输到灌装区,使用高效灌装机灌装产品;
第二步:将灌装好的瓶子传输到封口区,使用自动封口机在瓶口封口;
第三步:将封口完毕的瓶子传输到组装区,使用自动拼装机将产品拼
装为最终成品。
3.设备选型及安装调试
根据本项目的特性,我们选择如下设备来实现联动生产线:
灌装机:贝克曼FDEP-6高效灌装机;
封口机:霍尼韦尔P210自动封口机;
组装机:福斯特X27自动拼装机。
联动生产线的安装及调试需按照设备说明书的要求,结合实际的操作
环境和需求,进行行安装调试。
4.检验验收标准
(1)设备安装符合要求;
(2)设备运行良好,噪音低;
(3)设备功能完好,操作简单方便;。
DPP—260型铝塑自动泡罩包装机确认方案

DPP—260型铝塑自动泡罩包装机确认方案DPP-260型铝塑自动泡罩包装机是一种常用于药品、食品、化妆品等行业的包装设备,具有自动化、高效率和卫生的特点。
为了确保该设备的质量和性能,需要进行确认方案的制定和执行。
确认方案主要包括以下几个方面:1.设备验收前的准备工作:a.准备所需的测试设备和器具,如电气测试仪器、压力计、温度计等。
b.确认设备的规格、型号和技术参数,并核对与合同要求是否一致。
c.查阅设备的说明书和相关资料,熟悉设备的工作原理和操作流程。
2.四项测试内容:a.电气性能测试:对设备的电气系统进行测试,包括电压、电流、频率等参数的测试,确保设备能够正常运行,并符合相关电气标准。
b.功能性能测试:测试设备的各项功能,如送料、热封、剪切等,检查设备的运行是否流畅、稳定,并记录测试结果。
c.工作环境测试:测试设备在不同环境条件下的适应性,如温度、湿度等,确认设备能够在各种环境下正常工作。
d.卫生性能测试:测试设备的卫生状况,如设备表面的清洁度、材料的卫生标准等,确保设备符合相关行业的卫生要求。
3.测试方法和标准:a.测试方法应根据设备的性能和要求确定,并严格按照方法进行测试,以确保测试过程的可重复性和准确性。
b.测试标准应参照行业标准、国家标准或制定的内部标准,确保测试结果的可比性和可判断性。
4.测试过程的记录和分析:a.在测试过程中,应详细记录测试数据、测试仪器和测试时间等关键信息,并保存好测试记录。
b.根据测试结果,进行数据分析和评估,对不符合要求的情况进行原因分析,并提出相应的改进措施。
5.结果的评定和验收:a.根据测试结果和分析,对设备的质量和性能进行评定,判断设备是否符合要求。
b.如果设备不符合要求,应进行调整和改进,并重新进行测试,直到符合要求为止。
c.对符合要求的设备进行验收,并做好相关的文件和记录。
以上是DPP-260型铝塑自动泡罩包装机确认方案的基本内容,通过制定和执行这个方案,可以确保该设备的质量和性能达到预期要求,为行业的生产提供可靠的设备支持。
最终灭菌包装确认方案(已经过GMP和CE)【范本模板】
包装验证方案产品名称:一次性使用吸氧管一次性使用吸氧面罩编制:审核:批准:北京东方潮汐科技发展有限公司目录1.0 概述---—--————-—---———------————--—-———-——-—-------————-———----- P32.0 验证目的———-—----——-—--—-—-—----———-—----——--————-———-—-----—-—- P33。
0 文件验证小组成员及职责-——-—-——----———-—-—-—-——----——--------——-— P34。
0 确认范围——-——-———--———-——-———--—-----—-—------—-—------——-—--——- P35。
0验证依据及标准---———--———--——-———-—------——-——-——-——-——---—-————— P36。
0 确认项目-————--—-———-———---—---———--——--—-——-——-—-———————-———---- P46。
1 包装材料和系统的验证-—-——-—---—-———--——--———-—--—--—-—-————---——--—— P46.2 包装过程确认(所有试验包装袋中均装有产品进行试验)—--————-——----—-—---—- P77.0重新确认条件--————---————-—————-——----——————-—-—----——---—--——--- P128.0 最终评价及验证报告---——-—-—————-—--——--—-------——---—---—--—-—-—- P121。
0概述1。
1我公司最终灭菌医疗器械的包装采用中封袋,中封袋为PET和PE复合膜+透析纸热合而成,具有高透气性、灭菌效果好等优点。
根据GB/T 19633-2005/ISO 11607;2003最终灭菌医疗器械的包装要求.对我公司的灭菌医疗器械的包装进行确认.1.2确认过程:1.2。
铝塑泡罩包装机确认方案
方案编号:TS-71071-00 设备编码:A1030项目负责人:确认领导小组审查汇签:1.主题内容本方案规定了DPB-250E-II平板式自动泡罩包装机的确认范围、方法及标准。
2.适用范围本方案适用于DPB-250E-II平板式自动泡罩包装机的确认。
3.实施确认人员及职责4. 概述4.1简介DPB-250E-II平板式自动泡罩包装机主要用于我公司胶囊包装之用,该机是国内口服固体制剂常用的包装设备,该机能将各种片、胶囊等可靠地密封在PVC硬片与铝箔中间。
铝塑泡罩的包装质量达到国家药品包装标准的要求,工作条件符合GMP要求。
本机成型及封合均采用平板式模具,包装板块平整美观、成型泡罩尺寸大,包装范围广,更换模具简便,操作维修方便,同步调整快捷。
为确保该设备符合GMP要求,符合我公司产品工艺要求,保证产品质量,特对该设备的性能指标进行确认。
4.3参考文献《药品生产质量管理规范》(2010年修订)《DPB-250E-II平板式自动泡罩包装机使用说明书》《药品生产验证指南2003》5. 验证范围本方案适用于xx制药有限公司DPB-250E-II平板式自动泡罩包装机的确认,确认内容包括:设计确认、安装确认、运行确认、性能确认。
●设计确认(DQ):考察设备的技术规格、技术参数和指标的适用性并参考设备使用说明书考察设备是否满足公司生产需求及GMP要求,经比较筛选,最终购进,整个设备预确认过程应严格执行《设备管理规程》。
●安装确认(IQ):对安装设备的外观检查;测试的步骤、文件、参考资料和合格标准,以证实设备的安装确实是按照制造商的安装规范进行的,符合设备运行前提条件。
●运行确认(OQ):按设备操作规程操作正常运行通过记录及文件证实设备能正常平稳运行,各功能键按钮灵敏、可靠。
同时确认设备操作规程的适用性。
●性能确认(PQ):设备的性能确认是负载运行机器,是以符合相应的药典和《规范》要求所展开的,它是从设计、制造到使用最重要的一个环节,具体确认过程与工艺验证同步进行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
余姚市吉康医疗器械厂
包装验证确认方案
验证编号:JK-YZ-004
编制:田思锋
审核:单仁娟
批准:谢建章
日期: 2011 年 07 月28 日
目录
验证实施计划
包装确认验证实施方案
一、验证目的:
1、验证确认新购连续式油墨印字封口机能够满足生产,包装材料是否符合EN868、ISO11607标准要求;
2、为包装热合确定有效的工艺。
二、验证时间:计划2011年8月初—8月末。
三、验证小组人员组成:
1.组长:谢建章
2.组员:田思锋、周树霞、邵国冲、张明明
四、验证依据
EN868-1-1997《供医疗装置灭菌用的包装材料及体系》
ISO11607-1:2006《最终灭菌医疗器械的包装第1部分:材料、无菌屏障系统、包装系统的要求》
ISO11607-2:2006《最终灭菌医疗器械的包装第2部分:成形、密封和组装过程的确认要求》BS 6256:1989 《蒸汽灭菌用纸—医用纸袋、纸盒、纸筒》
五、验证产品名称:
1.一次性使用鼻氧管小包装;
六、验证过程
(一)验证对象
连续式油墨印字封口机
(二)人员分工
1.验证前准备、包装工艺的确定验证:
2.包装热合机运行验证:
3.包装验证过程的操作:
4.包装过程验证中物理性能、生物性能、试验鉴定:
5.验证过程中的审核:
6.验证报告、作业文件的批准:
余姚市吉康医疗器械厂包装验证确认报告
编制:田思锋
审核:单仁娟
批准:谢建章
日期: 2011 年 09 月 02 日
包装热合操作人员资格确认表
包装材料适用性确认表
包装热合机安装验证相关资料确认表
包装热合机相关文件资料验收明细表
安装环境确认表
包装热合电器控制的运行验证确认表
计量器具确认表
包装材料微生物屏障检验记录
包装初始污染菌符合性验证确认表
包装初始污染菌试验记录
验证人复核人:日期:
包装材料拉伸性能的验证
包装热合后外观确认
包装材料的不透气性确认
包装材料与灭菌过程相适应性的确认
包装热合工艺确认
BZ020
验证结论。