水射流加工技术11
水射流技术简述(最终版)

水射流技术简述(最终版)水射流技术是一种应用高速的水流进行切割、清洗和精加工的新型工艺技术。
该技术它可以利用高速、高压的水流直接切割材料,不需要任何热源或化学物质,具有高速、高效、高精度、环保等特点。
水射流技术可以用于各种材料的切割、打孔、雕刻、清洗、去毛刺、去油漆、去锈等,适用于航空、航天、汽车、轮船、冶金、环保、电子、建筑、石材、金属加工等领域。
水射流技术的原理是利用高速的水流,采用高压泵将水压力增加到3000-6000bar,然后通过高压软管输送到水射流切割头,通过射流嘴使水流加速达到难以想象的速度。
水射流除了水流速度的快慢外,还可以通过水流压力的变化来调节出对材料的不同切割、清洗、去毛刺等要求的强度。
水射流技术主要有两种方式:纯水射流和研磨水射流。
纯水射流是指只使用清水进行射流加工,主要用于切割软质材料,如橡胶、泡沫、塑料、木材、食品等。
研磨水射流则是在加工过程中,加入一种或多种磨料,以提高磨削能力,适用于硬质材料的加工,如金属、石材、陶瓷等。
水射流技术与传统工艺相比,具有以下优势:1、切割精度高。
水射流技术不会在加工过程中产生变形或热损伤,因此可以获得高精度的切割效果。
2、适用范围广。
水射流技术可以加工各种硬度不同的材质,如硬质合金、石头、金属、陶瓷等。
3、环保无污染。
水射流技术不需要任何化学物质,不会产生污染,是一种非常环保的工艺技术。
4、加工效率高。
水射流技术加工速度快,可以满足高效率的生产要求。
5、加工成本低。
与传统工艺相比,水射流技术不需要额外投资新设备,可以利用原有的加工设备,因此可以降低成本。
水射流技术在各个行业中都有广泛应用。
比如,在航空工业中,可以用水射流技术对飞机的发动机、燃气轮机、涡轮叶片等进行清洗和修复,以提高其工作效率和寿命。
在汽车制造中,可以利用水射流技术对车身进行切割和打孔,还可以对发动机进行清洗、去毛刺等操作。
在建筑行业中,可以利用水射流技术对石材漏洞、贸易内部和边角等进行加工,还可以对混凝土进行清洗和去污。
制造业的一枝奇葩_高压水射流加工技术

Z hao Wei L iu Xiaobing Zhu Pailong ( Dalian U niversity of Science & T echno logy, Dalian, Liaoning, 116023) Abstract T he paper describes the origin of cutting mechanism wit h water jet cutting technology, and intr oduces t he fundamental of getting high pressure water jet and its ap plicat ion. Key words Hig h pressure nism Water jet Cutting mecha Abstract T his paper discusses t he importance of stan dardization for manufacturing modernization and agilization. It describes the relation between modernization, serialization, standar dizat ion of product structure and agile manufacturing ( AM ) . And it also emphasizes effect of group technolog y o n AM implementation. Key words manufacturing GT Standar dizatio n M oder nization A gile
高压水射流加工技术在航天器件加工中的应用研究
高压水射流加工技术在航天器件加工中的应用研究引言:航天器件的制造对材料的质量和工艺要求非常高,对于精细的加工工艺和清洁的加工过程具有严格的要求。
高压水射流加工技术作为一种高效、精密且无污染的加工方法,近年来在航天器件加工中得到了广泛应用。
本文将对高压水射流加工技术在航天器件加工中的应用进行研究和探讨。
一、高压水射流加工技术概述高压水射流加工技术是利用高压水流对工件进行切割、雕刻、清洗等加工的一种非传统加工方法。
其原理是通过高压水射流的冲击力和切割力实现对工件的加工。
高压水射流加工具有以下几个优点:首先,水射流是无污染的加工方法,可以在不产生有害气体和有毒废物的情况下完成加工作业;其次,高压水射流的加工过程不会产生热影响区,对材料的热影响非常小,从而避免了传统加工方法中可能出现的变形和裂纹等问题;再次,高压水射流加工工具具有较高的加工精度和加工效率,可以实现对复杂形状工件的高精度加工。
二、航天器件加工中的应用案例1. 航天发动机零部件加工航天发动机是航天器件中最重要的组成部分之一,其零部件的制造和加工要求十分严格。
高压水射流加工技术在航天发动机零部件加工中具有较大的应用潜力。
例如,对于复杂形状的涡轮叶片,传统加工方法往往难以实现高精度的加工,而高压水射流加工可以实现对涡轮叶片的形状精细加工,从而提升整个发动机的工作效率。
2. 航天器件表面清洗航天器件在使用过程中容易受到外界的污染和污染物的积累,这会对器件的性能和寿命造成一定影响。
高压水射流加工技术可以用于航天器件表面的清洗工作。
由于高压水射流具有很高的冲击力和洗净效果,可以有效去除航天器件表面的附着物,确保器件表面的清洁和平整,从而提高器件的性能和寿命。
3. 航天器件腔体加工航天器件中的腔体加工是一项非常重要的工作,它直接关系到器件的性能和应用效果。
传统的腔体加工方法受到工艺和设备的限制,往往难以满足高精度和复杂形状的要求。
而高压水射流加工技术可以通过调整水射流的加工参数,实现对腔体的高精度加工。
简述水射流加工技术发展与应用
简述水射流加工技术发展与应用摘要:本文旨在介绍水射流加工技术的形成、发展史。
明确水射流加工工艺的主要流程,了解其发展趋势。
关键词:冷加工高压水射流切割磨料一、水射流加工技术发展史人们认识水射流应该说还是从水的冲刷作用开始的。
大雨能把田地冲出一道水沟,能剥落山岩,甚至能造成泥石流。
河道出口久而久之便冲积成了三角洲。
水对大自然的鬼斧神工表现在3个方面:使材料破裂、流动、去除。
水射流的应用起源于采矿业。
早期利用水射流冲洗矿石中的泥土,蓄水运送并筛选矿石和直接周水射流冲刷煤层。
由冲刷到破碎实际上是水射流的一个质变,前者是低压大流量,后者则是高压小流量。
本世纪30年代已开始用水射流采煤。
开始是用lOMPa以下的水射流冲采中硬以下煤层,至70年代已发展到用20~30MPa水射流慢速切割煤体,再后来就是高压至lOOMPa、超高压大于200MPa的水射流辅助采煤机、掘进机用于破碎落煤和破岩。
只有提高水射流工作压力才能使其广泛应用于大工业部门,这已成为人们的共识。
20世纪70年代,高压水清洗和超高压水切割在同步发展。
80年代,高压清洗已日趋完善,普及应用。
超高压水射流切割工艺一直是水射流行业研究、追踪的热点。
尤其在80年代末、90年代初期这类所谓“水刀”设备已经批量化、商品化,而且以机械于控制切割头为代表的产品已迅速达到了全自动、智能化的高水平。
水射流技术在向高压方向发展的同时,70年代末期国际水射流领域出现了一个引人注目的新动向,即从单一提高水射流压力,的观点开始转向研究如何提高和发挥水射流的潜力这方面来了。
这就有了脉冲射流(水炮)、高温射流、磨料射流和摆振射流。
这些射流与同等压力下的普通连续射流相比,显然大大提高了作业效率。
80年代以来,磨料射流、空化射流、气水射流和旋转射流的进一步发展,将高压水射流技术推向一个新的阶段。
水射流领域已经形成了一个以压力、功率为纵坐标、以射流形式为横坐标的技术与产品的甲而型谱。
水射流加工
水射流加工姓名: 王劲雄 专业: 08级机械设计制造及其自动化1班摘要水射流加工技术是近三十年来迅速发展起来的一门新技术。
水射流切割工作原理是首先通过转能装置(泵或增压器),将发动机(电机或内燃机)的机械能转变成低速水的高压能;接着通过喷嘴小孔喷出高速射流,将压力能转换成高速水射流的动能;最后当高速水射流冲击加工工件时,动能又重新变成作用于材料表面的压力能,当该压力能超过材料的断裂强度时材料就被切割。
水射流切割有以下一些优点:切割中无粉尘与烟雾污染;不会产生热变型;不需刃磨刀具,不需调整更换刀具;容易实现自动化;可加工热切削无法加工的材料,且不受材料厚度的限制;切缝小,切割质量好,成本低等。
由于水射流切割技术有如上所述的优点,所以受到工程技术界广泛重视。
在工业中推广应用,它与激光束、电子束和等离子切割,合称现代工业切割的四大高新技术。
水射流除用于切割之外,还可用于除锈、清洗等方面,涉及到医学、国防、机械、城建等许多领域。
本文重点讨论水射流加工的设备组成及应用方向,发展趋势,以及对水射流相关工艺参数的分析讨论等。
关键词 水射流加工 优点点 加工应用 工艺参数第一章 工作原理及其基本机构1.1工作原理水喷射加工的基本原理是利用液体增压原理, 通过特定的装置 (增压器或高压泵) , 将动力源 (电动机)的机械能转换成压力能, 具有巨大压力能的水再通过小孔喷嘴将压力能转变成动能, 从而形成高速射流, 喷射到工件表面, 达到去除材料的加工目的。
如图1.1所示, 贮存在水箱中的水经过滤器 1 处理后, 由水泵抽出送至由液压机构驱动的增压器增压, 水压增高。
然后高压水通过蓄能器, 使脉动水流平滑化。
高压水与磨料在混合腔内混合后, 由具有精细小孔的喷嘴 (一般由蓝宝石制成) 喷射到由工作台固定的工件表面上, 射流速度可达300-900m/s (约为音速的1-3 倍) , 可产生如头发丝细的射流, 从而对工件进行切割、 打孔等。
水射流技术
水射流技术水射流技术是一种利用高速水流储能并激发能量来切割材料的加工技术。
在工业领域中,水射流技术已经广泛应用于各种材料的切割、钻孔、雕刻和表面处理等领域。
水射流技术的优点在于它可以切割各种各样的材料,包括金属、玻璃、陶瓷、石材等,而不需要考虑材料的硬度、厚度和形状。
这种技术的另一个优点是可以保证材料表面光滑,无需进行二次加工。
此外,水射流技术可以在没有热源和化学反应的情况下完成切割,从而避免污染和毒性。
水射流技术的原理是将水或其他液体从高压泵中喷出,以形成高速射流。
这种射流可以通过加装机械切割头、磨削头和喷嘴等附件来切割或清理材料表面。
同时,高速水流可以用于切割硬质材料,如钻石、石英和珍珠岩等。
在实际应用中,水射流技术有很多的变种和改进。
例如,在用于金属加工时,向水泵中添加碳化硅颗粒或石墨粉末可以提高切割速度和耐磨性。
同样的,在切割玻璃和陶瓷时,可以向水中加入磨料或悬浮剂,以降低材料的开裂率和提高表面质量。
此外,调节水流的方向和速度可以创造出各种各样不同的形状,从而实现对复杂几何形状的切割。
总之,水射流技术是一种非常实用和高效的加工技术。
它可以切割各种各样的材料,从而为现代工业的各个领域提供高效的解决方案。
在未来,随着这种技术的不断发展和改进,我们相信它将在许多其他领域也得到广泛应用。
水射流技术在现代工程领域中已经发挥着至关重要的作用。
它的应用涵盖了从汽车制造到建筑修缮,从化工处理到医疗手术等广泛的领域。
水射流技术的优点体现在不会产生热量和切割过程中无毒物释放的好处。
这让它成为环保和安全方面的理想选择。
在水射流技术中,利用了高速喷射的水流通过强制作用产生的高压礼来进行加工。
其切割的过程十分快速,干净并且有效。
因此,许多工业领域已经广泛采用了水射流技术。
例如,在机床制造中,水射流技术可以用来切割各种金属板材和零件。
在建筑工程中,水射流技术可以用来切割梁柱,清除墙面和水泥表面的污垢。
水射流技术的另一个重要优点是可以切割各种材料,而不受其硬度、厚度和形状的限制。
水射流技术
水射流技术1、何为水射流技术?水射流技术又称水刀、水切割技术,是真正的冷切割。
它是将普通的水经过压力系统增压后所产生的高能量水流(便携式水切割系统可达到40Mpa~50Mpa),再通过一个极细的沙管喷嘴(φ0.1-0.35mm),以每秒近千米的速度喷射出水流进行切割,这种切割方式称为水切割。
便携式水切割系统合理运用水射流原理,通过产品研发人员不断努力,克服技术及实际运用中存在难点,运用先进的设计思路及理念,终于研发出具有独特性能的便携式水切割系统,为水射流技术的广泛应用开辟了又一道路。
水切割技术是世上公认的最通用的也是发展得最快的技术。
相对其它切割技术而言,水切割不会产生有毒有害的气体或液体,并且也不产生有毒有害的物质或蒸汽。
水切割加工后,在被加工件表面不会产生热反应区或机械应力残留。
水切割确实是一种万能的、高产能的冷切割技术。
2、水切割技术特点较之激光、等离子、线切割等传统的切割方式,水切割切割技术确实有其独特、显著的优势:1)切割品质优异水切割是一种冷加工方式,水切割不磨损且半径很小,能加工具有锐边轮廓的小圆弧。
加工本身无热量产生且加工力小,加工表面不会出现热影响区,自然切口处材料的织结构不会发生变化,也几乎不存在热和机械的应力与应变,切割缝隙(纯水切割之切口约为0.1mm至1.1mm,砂水混流切割之切口约为0.8mm至1.8mm。
随着砂刀管的直径扩口,其切口也就愈大)及切割斜边都很小(大部份所看到好的切割品质之单侧斜边为0.076mm至0.102mm之间),无需二次加工,无裂缝、无毛边、无浮渣,因此其切割品质优良。
无论是金属类如普通钢板、不锈钢、铜、钛、铝合金等,或是非金属类如石材、陶瓷、玻璃、橡塑、纸张及复合材料,皆可适用。
2)节省成本便携式水切割系统所产生横向及纵向的作用力极小,不会产生热效应或变形或细微的裂缝,不需二次加工,既可钻孔亦可切割,降低了切割时间及制造成本。
3)清洁环保无污染在切割过程中不产生弧光、灰尘及有毒气体,操作环境整洁,符合严格的环保要求。
水射流加工的主要原理及应用
水射流加工的主要原理及应用1. 水射流加工的原理水射流加工是一种利用高速水流和磨料的混合流来切削、去除材料的加工方法。
其主要原理包括以下几个方面:1.1 水射流喷嘴水射流喷嘴是水射流加工的核心组成部分,通过喷嘴将高压水和磨料以高速喷射到被加工材料上,产生切削作用。
喷嘴通常由耐磨材料制成,可以根据加工要求选择不同尺寸和形状的喷嘴。
1.2 高压水源水射流加工需要稳定的高压水源,常用的高压水源有高压泵和压力容器。
高压水源通过喷嘴将水流加速到高速,形成高速射流。
1.3 混合装置混合装置将高速水流和磨料混合,然后通过喷嘴喷射到被加工材料上。
混合装置通常由喷嘴和进料管道组成,可以根据加工要求调节磨料的比例和流量。
1.4 磨料磨料是水射流加工中的重要组成部分,它可以加强水流的切削能力。
常用的磨料有石英砂、玻璃珠等。
磨料的选择应根据被加工材料的硬度和加工要求来确定。
2. 水射流加工的应用水射流加工具有很广泛的应用领域,主要包括以下几个方面:2.1 金属加工水射流加工可以进行金属的切割、打孔、雕刻等加工操作。
由于水射流加工可以在不产生热变形的情况下进行切削,所以适用于各种金属材料的加工,如钢铁、铝合金等。
2.2 石材加工水射流加工可以对石材进行切割、雕刻、打磨等操作。
相比传统的机械加工方法,水射流加工不会产生热变形和切割温度,对于石材的保养和雕刻有着独特的优势。
2.3 玻璃加工水射流加工在玻璃制造和加工行业有着广泛应用。
它可以对玻璃进行切割、打孔、雕刻等加工操作。
水射流加工对玻璃的切割质量高、精度高、断口平整,不会产生开裂和热应力。
2.4 复合材料加工水射流加工对于复合材料的加工具有独特的优势。
复合材料通常由不同材料层叠而成,传统的机械加工方法难以切割复合材料,而水射流加工可以轻松切割不同材料的复合层,实现复合材料的精确加工。
2.5 其他应用除了以上几个方面,水射流加工还可以应用于食品加工、纺织品加工、航天航空领域等多个领域。
水射流加工
水射流加工摘要:水射流加工是利用高压高速水流对工件的冲击作用来去除材料的,有时简称为水切割,或俗称为水刀。
水射流加工技术具有生产效率高、加工质量好、加工清浩环保等优点,但水射流加工的一次性初期投资较高。
目前己广泛用于汽车制造、航空航天、国防军工、石油采矿、机械加工等领域。
,水射流切割配合数控执行机构可精确切割加工任意复杂形状工件。
Water jet machining is the use of high speed water flow effect on the impact of the workpiece to remove material, sometimes referred to as water cut, or commonly known as water knife. Water jet machining technology with high efficiency, good quality, environmental advantages, such as processing qing hao, but the water jet machining one-time initial investment is higher. Has been widely used in automotive, aerospace, national defense, petroleum mining, machinery processing etc. , water jet cutting with numerical control actuator can be precisely cut arbitrarily complex shape workpiece.关键词:水射流发展原理应用1.前言水射流加工作为一种较新的特种加工方法,己越来越广泛地应用于我们的实际生活中,如汽车制造、航空航天、石油采矿等诸多领域。
高压水射流技术简述

高压水射流技术简述作者:何冬花来源:《价值工程》2014年第18期摘要:本文通过对高压水射流技术的简述及对其基本应用的简要介绍,阐述了这种新型技术的原理及在加工和生活中的用处,说明了新型技术正在改变着人们的生活生产,总结出由科学技术的发展人类的工业技术水平也随之迅猛发展,只有更好地学习和掌握新型科学技术,才能更好地为社会进步做出贡献。
Abstract: Through brief description of high pressure water jet technology and its basic application, this article expounds the principle and application in processing and life. It shows that new technology is changing people's life and production. It concluded that people's industrial technology level is developing rapidly along with the development of science and technology. Only by studying and mastering the new science and technology, can we contribute to social progress better.关键词:高压水射流;切割;清洗Key words: high pressure water jet;cutting;cleaning中图分类号:TG664 文献标识码:A 文章编号:1006-4311(2014)18-0057-020 引言高压水射流作为一项新技术,在最近几十年得到迅速发展,主要用于清洗、切割和破碎,水射流具有独特的优越性。
磨料水射流加工技术课件.

1.简介
1.简介
磨料: 一般分为矿物系、金属系和人造系三类。
选用原则: (1)切割效果好; (2)价格低廉,货源头:
由水射流喷嘴、混合室和磨料射流喷嘴组成。
分类:
(1)按水射流的股数:单股射流喷头、多股射流 喷头 (2)按磨料输入方式:磨料侧进式射流喷头、磨 料中进式射流喷头、磨料切向进给式射流喷头
磨料水射流加工技术
目录
1. 简 介
2.磨料水射流的切割机理及切割规律
3. 磨料水射流加工技术研究现状
4.磨料水射流加工技术的特点、应用领域和发展
1.简介
水射流技术是近20多年发展起 来的新技术,其应用日益广泛。目 前已在煤炭、机械、石油、冶金、 航空、建筑、水利及轻工业等部门 应用,主要用来对物料进行切割、 破碎和清洗。尤其近年来随着高科 技的迅速发展,激光束、电子束、 等离子体和水射流,业已成为新型 的切割工具。其中激光束、电子束 和等离子体属于热切割加工,而水 射流是唯一一种冷加工手段。在对 许多材料的切割、破碎及表面预加 工中,水射流有其独特的优越性。
1.简介
水射流发展的四个阶段
第四阶段
第三阶段 第二阶段 第一阶段
迅速发展阶段
工业应用阶段
设备研制阶段
试验探索阶段
1.简介
磨料水射流的概念:
磨料水射流是以水为介质,通过高压发生装置获 得巨大能量,然后通过供料和混合装置把磨料加入到 高压水束中,形成液固两相混合射流,依靠磨料和高 压水束的高速冲击和冲刷,实现材料去除的一种特种 加工方法。
1.简介
磨料水射流的加工原理:
磨料水射流加工是运用液压增压原理,通过增压器或高压泵将水
增压至超高压,将电动机的机械性能转换成压力能,具有巨大压力能 的水再通过小孔喷嘴将压力能转变成动能,从而形成高速水射流并在 混合室内产生一定的真空度,磨料在自重和压力差的作用下被吸入混 合室,与水射流产生剧烈紊动扩散和混合,形成了高速磨料水射流, 并以极高的速度经磨料喷嘴冲击工件。磨料水射流冲击工件后,材料 上局部应力场高速集中,并快速变化,因而产生冲蚀、剪切,直至材 料失效而被切除。 在磨料水射流加工过程中,起加工作用的主要是磨料粒子,水射 流作为载体使磨料粒子加速,由于磨料质量大,硬度高,所以磨料水 射流与纯水射流比较,其射流动能更大,加工效果更强。
水射流加工技术
一、基础介绍高压水射流技术是近几十年来发展起来的一门新技术,其应用日趋广泛。
从原理上讲,它与我国煤矿中使用已久的水力采煤技术基本相同,都是把具有一定压力的水通过直径较小的喷嘴形成射流,将这股水射流作为工具进行切割、破碎和清洗物料。
所不同的只是高压水射流的水压更高、喷嘴直径更细而已。
水力采煤中使用的水压通常为5~15MPa,水枪出口直径为15~30mm;而高压水射的水压一般为30MPa以上,有的高达数百兆帕,喷嘴直径则在2mm以下,最小的可达0.1mm。
因此,高压水射流可以在很小的区域内集中极大的能量,例如1000MPa 的高压水射流的能量束密度可以与激光束相匹敌[1]。
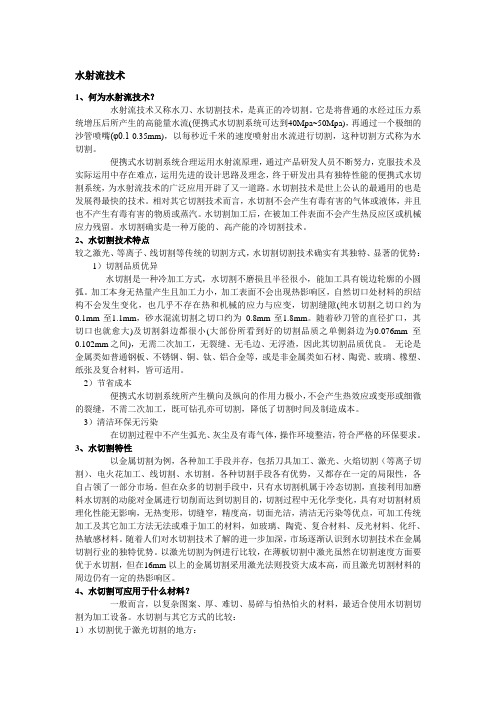
图0-1为高压水射流切割系统示意图。
由低压泵站2产生的低压水在增压器3增压后,经高压胶管传送到喷嘴4形成高压水射流。
数控箱6操作喷嘴移动,从而完成各种切割作业。
切割后的废液经回收处理后排放。
由此可见,高压水射流系统一般由压力源,喷嘴及其控制装置以及连接它们的高压管路和其他附属装置所组成。
1.1高压水射流技术的发展概况自古以来,人们总把水比作柔弱,把岩石比作坚硬。
然而,水滴石穿却正是柔弱的水穿透坚硬岩石的现象。
在大雨中飞行的飞机被雨滴侵蚀的所谓“雨蚀”现象也是柔能克刚的实例。
然而,过去人们都是以消极的态度来研究如何防止高速水流的侵蚀,没有或很少采取积极的态度来研究如何利用高速水流为人类做功而已。
19世纪中叶,在北美洲第一次使用了高压水射流开采非固结的矿床。
在20世纪50年代,苏联和中国的水力采煤就是利用水射流的冲击和输送作用。
随着水力采煤技术的推广,人们开始对高压水射流技术产生了浓厚的兴趣,同时也认识到,提高水的压力适当减小喷嘴直径可以显著地提高水射流的落煤效果。
于是人们便开始研制较高压力的压力源(高压泵和增压器)及高压脉冲射流(俗称水炮)。
进入20世纪60年代大批高压柱塞泵和增压器的问世,大大推动了高压水射流的研究工作。
当时,部分学者片面认为好像高压水射流的压力越高越好。
水射流加工技术的现状及其发展趋势
水射流加工技术的现状及其发展趋势下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!一、引言水射流加工技术是一种利用高压水流和磨料混合的流体来切割、清理和加工材料的先进技术。
水射流技术
水射流技术水射流技术是一种广泛应用于工业领域的先进加工技术。
它利用高速喷射的水流来切割、清洗、打磨和表面处理材料,具有精度高、环保、高效等优点,被广泛应用于金属、玻璃、陶瓷、石材等材料的加工处理中。
水射流技术最早由美国东北大学的教授Norman Franz于1950年代末开始研究探索,并于1968年获得水射流切割专利。
自那时以来,水射流技术在不断改进和演化,成为现代工业生产中一种重要的加工工艺。
水射流技术的原理是利用高压水泵将水加压到极高的压力,经过特殊设计的喷嘴以高速形式喷射出来。
喷射出的高速水流可以通过调整喷嘴的直径和压力来控制水射流的速度和强度。
在加工过程中,水射流会与待加工材料发生冲击和摩擦作用,从而实现切割、清洗和打磨等不同的加工效果。
水射流技术的加工精度非常高,可以实现微米级的切割和加工。
这得益于水射流速度快、喷头精细和不同颗粒大小的磨料的使用。
在切割方面,水射流可以实现完全无接触的加工,无需刀具接触材料表面,因此可以避免材料变形和刀具磨损等问题。
另外,水射流技术还可以在加工过程中加入磨料,进一步增强切割能力,适用于切割各种硬度的材料。
除了切割,水射流技术还可以应用于清洗。
喷射出的高速水流具有较强的冲击力和清洗能力,可以去除材料表面的污垢和附着物,达到清洁的效果。
这种清洗方式无需使用化学清洗剂,对环境无污染,因此被广泛应用于食品加工、医疗器械清洗等领域。
水射流技术还可以用于打磨和表面处理。
通过调整水射流的喷射速度和使用不同颗粒大小的磨料,可以实现对材料表面的去除、平整和抛光等加工效果。
相比传统的磨削和抛光方式,水射流技术具有无尘、无振动等优点,对材料表面的损伤较小,并且可以实现多种细致的加工效果。
水射流技术已经成为众多工业领域的重要加工工艺,例如航空航天、汽车制造、电子设备、建筑材料等。
在航空航天领域,水射流技术可以用于对复杂形状零件的切割和加工;在汽车制造中,水射流技术可以应用于车身板材的切割和表面处理;在电子设备中,水射流技术可以用于印刷电路板的切割和细致加工。
高压水射流加工技术培训课件
高压水射流加工技术
基本概念:
高压水射流,是以水为介质,通过高压发生设备增压获得巨大能量,经一定形状的喷嘴喷出的一股能量集中的高速水流,并被利用完成加工。
应用领域:
表面清洗
工业切割
表面清洗:
根据不同的清洗对象和要求,采用适合的射流形式和执行机构,利用射流很高的冲击动能,连续不断地对被清洗基体进行打击、冲蚀,以剥离、清除污垢,达到清洗基体的目的。
优点:
1.保护被清洗物的基体,不会产生腐蚀;
2.易于实现自动化、机械化和智能化;
3.清洗效率比传统的机械清洗、化学清洗高5-10倍;
4.对应用环境适应性高。
3.高压水射流加工技术
——表面清洗案例
3.高压水射流加工技术
——表面清洗案例
工业切割:
可以替代常规的金属切割加工、电火花加工及线切割加工,能与激光加工媲美,俗称为“水刀”。
包括纯水射流切割和含磨料的精密切割。
优点:
1. 操作环境清洁安全,成本低。
2. 所加工物料无裂缝、无毛边、无浮渣,切口小且平整,不产生热效应,切缝可以达到较高精度。
3. 适用性强,切割范围广。
4. 不会发热,切割产生的碎屑和热量被水携带走,切口表面光洁,无飞粒伤人的危险。
5. 可以同机器人配合,利用计算机控制,进行三维曲面的复杂
形状的加工。
3.高压水射流加工技术
水射流切割大理石
高压水射流切割机切割不锈钢板。
水射流加工
水射流加工技术及其应用水射流加工(Water Jet Machining )又称为液力加工、水喷射加工或液体喷射加工,俗称“水刀”,主要靠液流能和机械能实现材料加工。
水射流加工是20世纪70年代发展起来的一门高新技术,开始时只是用在大理石、玻璃等非金属材料的加工,现在已发展成为切割复杂三维形状的工艺方法,在国内外得到了广泛的应用。
目前在机械、建筑、国防、轻工、纺织等领域,正发挥着日益重要的作用。
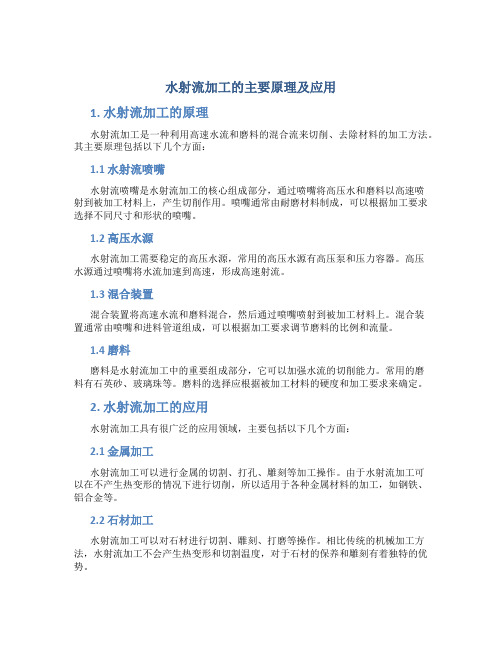
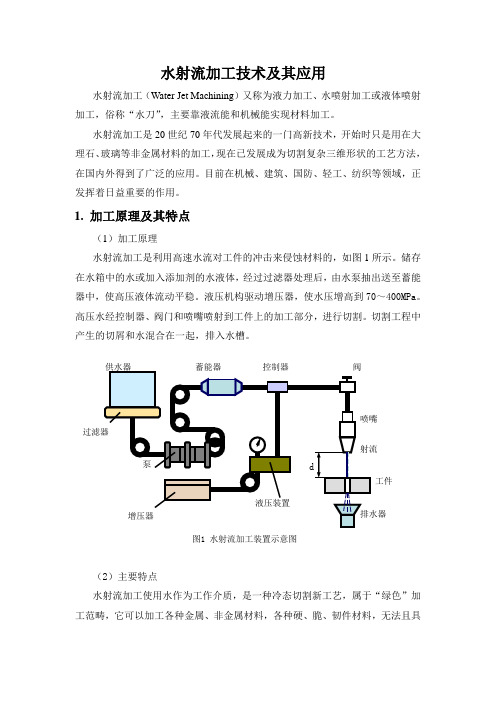
1. 加工原理及其特点(1)加工原理水射流加工是利用高速水流对工件的冲击来侵蚀材料的,如图1所示。
储存在水箱中的水或加入添加剂的水液体,经过过滤器处理后,由水泵抽出送至蓄能器中,使高压液体流动平稳。
液压机构驱动增压器,使水压增高到70~400MPa 。
高压水经控制器、阀门和喷嘴喷射到工件上的加工部分,进行切割。
切割工程中产生的切屑和水混合在一起,排入水槽。
(2)主要特点水射流加工使用水作为工作介质,是一种冷态切割新工艺,属于“绿色”加工范畴,它可以加工各种金属、非金属材料,各种硬、脆、韧件材料,无法且具图1 水射流加工装置示意图工件有其他工艺方法比拟的技术优势:①切割时工件材料不会受热变形,切边质量较好:切口平整,无毛刺、切缝窄、宽度为0.075~0.40mm。
材料利用率高,使用水量也不多(液体可循环使用),降低了成本。
②加工过程中,作为“刀具”的高速水流不会变“钝”,各个方向都有切削作用,因而切削过程稳定。
③切割加工过程中,温度较低,无热变形、烟尘、渣土等,加工产物随液体排出,故可以用来切割加工木材、纸张、弹药等易燃、易爆材料及制品,这是其它加工方法无法取代的。
④由于切割加工温度低,不会造成火灾。
“切屑”混在水中一起流出,加工过程中不会产生粉尘污染,因而有利于满足安全和环保的要求。
⑤加工材料范围广,既可以用来加工非金属材料,也可以用来加工金属材料,而且更适宜于加工切割薄的和软的材料。
⑥加工开始时不需要退刀槽、孔,工件上的任何位置都可以作为加工开始和结束的位置,与数控加工系统相结合,可以进行复杂形状的自动加工。
磨料水射流加工技术

水射流加工技术的发展趋势:
• 不断扩大水射流加工的应用范围,由二维的切割和去 毛刺加工发展到孔加工和三维型面的加工。 • 水射流加工理论的理论研究,特别是有关水射流加工 模型的建立和多相流理论的研究等。 • 磨料水射流加工微型精密零件和磨料水射流用于车削 和铣削的研究。
谢谢!
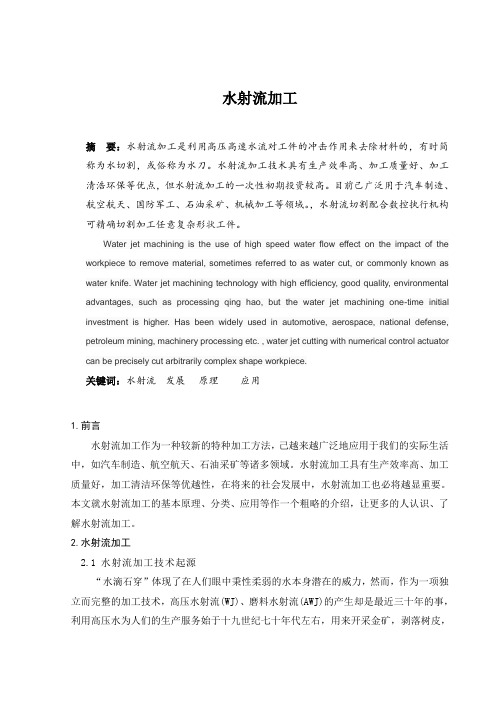
集水器:收集加工后的水和材 料残渣
喷嘴装置:精确控制水流,提 供优质的射流束 磨料供应装置:提供磨料并精 确控制磨料的流量
喷头系统是水射流设备的重 要部件,它最终形成水射流 工况,同时,又制约着系统 的各个部件,它的功能是把 蓄能器提供的静压转换为水 的动力,让射流具有优良的 流动特性和动力特性。
根据射流加工 时的环境条件
非淹没式磨料水射流
淹没式水射流 是指射流从出口到工件是在水或其 他液体中,具有射流扩散快、速度和动压分布均 匀等特点。 非淹没式水射流 指射流从出口到工件是在空气自 然状态下,与淹没式相比,其射程大,核心段长 度长,但是速度分布不均匀。
水射流加工的优点
• 切割质量好,切口平滑,不会产生粗糙有毛刺的边 缘 • 工作点温度低,没有热反应区,对材料影响较小 • 切割加工的生产效率高,一套磨料水射流系统可配 置多个喷头同时进行多道切割 • 切削过程无尘、无味、 无毒、无火花,绿色环保 • 多功能、高效能,几乎能够加工任何材料
磨料水射流加工技术的概念
切削作用主要由磨料来完成,磨料在高压水的高 速冲击下,速度急剧增加,形成高速磨料射流, 并以极高的速度经磨料喷嘴冲击工件,使工件上 局部应力场应力高速集中,并快速变化,因而产 生冲蚀、剪切,直至材料被切除。
加工设备及组成
增压系统:为系统提供足够稳 定的压力 数控工作台:控制喷嘴装置的 移动
水射流加工
水射流加工技术及其应用水射流加工(Water Jet Machining )又称为液力加工、水喷射加工或液体喷射加工,俗称“水刀”,主要靠液流能和机械能实现材料加工。
水射流加工是20世纪70年代发展起来的一门高新技术,开始时只是用在大理石、玻璃等非金属材料的加工,现在已发展成为切割复杂三维形状的工艺方法,在国内外得到了广泛的应用。
目前在机械、建筑、国防、轻工、纺织等领域,正发挥着日益重要的作用。
1. 加工原理及其特点(1)加工原理水射流加工是利用高速水流对工件的冲击来侵蚀材料的,如图1所示。
储存在水箱中的水或加入添加剂的水液体,经过过滤器处理后,由水泵抽出送至蓄能器中,使高压液体流动平稳。
液压机构驱动增压器,使水压增高到70~400MPa 。
高压水经控制器、阀门和喷嘴喷射到工件上的加工部分,进行切割。
切割工程中产生的切屑和水混合在一起,排入水槽。
(2)主要特点水射流加工使用水作为工作介质,是一种冷态切割新工艺,属于“绿色”加工范畴,它可以加工各种金属、非金属材料,各种硬、脆、韧件材料,无法且具图1 水射流加工装置示意图工件有其他工艺方法比拟的技术优势:①切割时工件材料不会受热变形,切边质量较好:切口平整,无毛刺、切缝窄、宽度为0.075~0.40mm。
材料利用率高,使用水量也不多(液体可循环使用),降低了成本。
②加工过程中,作为“刀具”的高速水流不会变“钝”,各个方向都有切削作用,因而切削过程稳定。
③切割加工过程中,温度较低,无热变形、烟尘、渣土等,加工产物随液体排出,故可以用来切割加工木材、纸张、弹药等易燃、易爆材料及制品,这是其它加工方法无法取代的。
④由于切割加工温度低,不会造成火灾。
“切屑”混在水中一起流出,加工过程中不会产生粉尘污染,因而有利于满足安全和环保的要求。
⑤加工材料范围广,既可以用来加工非金属材料,也可以用来加工金属材料,而且更适宜于加工切割薄的和软的材料。
⑥加工开始时不需要退刀槽、孔,工件上的任何位置都可以作为加工开始和结束的位置,与数控加工系统相结合,可以进行复杂形状的自动加工。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
水射流加工技术
主讲:杨晓峰
水射流加工技术(以柔克刚的技术)的历史
“水滴石穿”体现了在人们眼中秉性柔弱的水本身潜在的 威力。 20世纪60年代初期的探索实验阶段,主要应用于低压水射 流采矿。 60年代末至70年代初的基础设备研制和攻坚阶段,主要研 制高压泵、增压器和高压管件及推广高压水射流清洗技术。 70年代初至80年代初的工业实验及工业应用阶段,大量的 高压水射流采煤机、切割机和清洗机相继问世并进行工业 实验。 80年代以来是高压水射流迅速发展阶段,主要特点是高压 水射流的研究进一步深化,磨料水射流、磨料射流、空化 射流和自激震荡射流等新型射流技术发展迅速。
水射流加工技术的理论基础:
当高速水滴(Water Slugs)冲击固体表面时, 击点的滞止压力(Stagnation Pressure)Ps为: Ps=1/2ρv2 式中:v—水滴的速度; ρ —水的密度。 从上式可以看出,水射流的打击力(或穿透力) 与射流速度的平方成正比。这意味着通过提高 射流的速度,水射流的打击力(或穿透力)可以 成倍提高。
龙门式数控水切割机
悬臂式数控水切割机
水射流加工的优点:
多功能、高效能 没有热反应区 投资成本低、效益好 绿色环保
水射流加工的缺点:
设备功率大 喷嘴磨损快 不适合于大型零件及去除超大的毛刺加工 缺乏适用与水射流加工的软件
不锈钢
其它铁合金
其他材料
玻璃,大理石,复合材料等
影响水射流加工性能的参数:
系统参数:水射流系统压力; 喷嘴结构参数:喷嘴直径、倒角半径和混合管长 度、混合管直径 ; 磨料参数:磨料材料、颗粒直径、磨料流量、颗 粒形状; 混合方式:压力驱动或负压吸入; 磨料混合状态:干粉或浆液; 切割参数:进给速度、靶距、走刀次数、射流角 度; 工件材料参数:强度、硬度、致密度等;
水射流加工的应用情况
水射流加工一开始就受到工业发达国家的重视。在国 际上先后成立了英国流体研究中心(BHIG)、日本 国际水射流协会(ISWJT)和美国水射流协会 (WJTA),国际上已举行了二十多届水射流学术会议。 目前磨料水射流技术已经成为国内外许多学者研究的 热点,水射流加工技术已经先后在四十个国家和地区 应用,主要包括美国、英国、日本、俄罗斯、加拿大、 澳大利亚、新加坡等。我国的水射流技术,始于20世 纪50年代,主要应用在矿业运用与开发,压力为中高 压水平,在20世纪80年代才引进超高压水射流设备, 主要应用在航空业。国内水射流技术主要应用在油田、 清洗和矿山开采等领域。
水射流加工技术的概念
高压水射流切割(Water jet machining )是利用 水或水中加添加剂的液体经水泵至增压器再经储液 蓄能器使高压液体流动平稳,最后由喷嘴形成300900米/秒的高速液体流,喷射到工件表面,达到去 除材料的加工目的。 磨料水射流(Abrasive water jet machining )是 以水为介质,通过高压发生装置获得巨大能量,通 过供料和混合装置将磨料加入高压水束中,形成液 固两相混合射流,依靠磨料和高压水束的高速冲击 和冲刷,实现去除工件表面材料和修饰性加工的一 种方法。它是综合了磨料射流和水射流的优点,使 加工范围扩大。
水射流加工技术的分类
根据磨料与水的混合方式,磨料水射流可分为 后混合式、前混合式、外混合式和磨料浆体射 流等四种类型 ; 根据射流加工时的环境条件,可分为淹没式磨 料水射流和非淹没式磨料水射流。
前混合式磨料水射流是磨料与水充分混合后,加压通 过喷嘴而形成的高速流体。 后混合式磨料水射流是磨料和高压水在喷嘴内进行混 合后形成的高速流体。 外混合式磨料水射流是磨料浆从喷头中路喷出,高压 水射流从四周的水喷嘴射出,并汇聚在浆料射流的一 点处,在多股水射流的卷吸下,磨料浆被吸入水射流 束中获得动能形成高速流体。 磨料浆体射流是其浆体以高粘度的高聚物溶液作为载 体,在射流末端配置而成的高速流体。
水射,尚 处于理论和工业实验阶段,还有许多问题 需要解决,如用纯水射流进行切割破岩等 所需系统压力过高,磨料射流则存在喷嘴 磨损快,磨料水射流对磨料的传输效率低, 在淹没状态下穿透能力差等特点,目前国 内学者研究较多的水射流形式主要有脉冲 水射流、磨料射流、磨料水射流、旋转射 流和摆动振荡射流等。
根据射流加工时的环境条件
淹没式水射流是指射流从出口到工件是在水或 其它液体中,具有射流扩散快、速度和动压分 布均匀等特点。 非淹没式水射流指射流从出口到工件是在空气 自然状态下,与淹没式相比,其射程大,核心 段长度长,但是速度分布不均匀。
高压水射流的设备构成
增压系统:为系统提供 足够的稳定的压力; 数控工作台:控制喷嘴 装置的移动; 集水器:收集加工后的 水和材料残渣; 喷嘴装置:精确控制水 流,提供优质的射流束; 磨料供给装置:提供磨 料并精确控制磨料的流 量。
(三)断裂力学模型
下图显示了磨粒碰撞应力分布情况,由于 碰撞速度极高,材料变形极小,主要以脆性断 裂为主。
(四)微切削和剪切变形模型
当磨料以一定角度接触被加工表面时,其力学 模型与切削力学模型相似,被去除材料也经过 弹性变形、塑性变形、断裂三个阶段,如下图 所示:
(五)高速碰撞模型
水射流中磨粒与工件的碰撞可以简化为矩形粒 子与物体的高速碰撞,在碰撞过程中,粒子的 动能转化为物体表面断裂破坏所需要的断裂能, 如下图所示:
水射流加工技术的发展趋势:
提高水射流加工的可靠性和寿命,尤其是其中关 键零部件高压泵、高压软管、接头和喷嘴的寿命。 优化工艺参数,进一步提高效率,减少磨料消耗 和降低能耗,以利于成本更有竞争力。 发展智能化控制,使工艺参数能在加工过程中自 适应调整,以提高加工精度,用于制作有一定精 度要求的零件,达到其技术经济效果可与等离子 体和激光加工相媲美的程度。
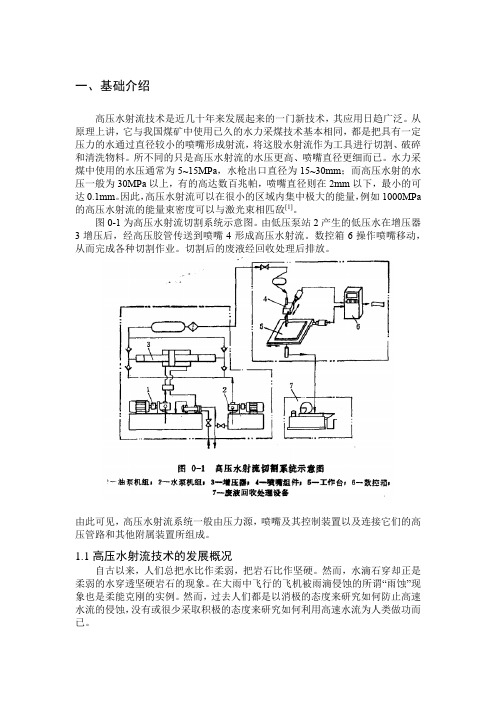
磨料水射流加工原理
(一)加工系统 主要有供水系统、磨料供给系统和喷头系统组 成,如下图所示:
(二)喷头系统
喷头是磨料水射流技术应用中获得高能量利用率 的关键因素之一,是水射流系统中把水压能转变 为动能的一种装置。通过喷头能将管路中高压而 流速小的水流转化成为低压、高流速的水射流, 因此喷头的性能直接影响射流的质量。喷嘴材料 必须具有高硬度、高耐磨性,两者缺一不可。钴 基碳化钨硬质合金硬度高,耐磨性好。除此之外, 喷嘴也常用人造宝石,陶瓷等耐磨材料制作。 其系统结构如下图所示:
喷头系统是水射流设备的 重要部件,它最终形成水射 流工况,同时,又制约着系 统的各个部件,它的功能是 把蓄能器提供的静压转换为 水的动力,让射流具有优良 的流动特性和动力特性。
从有效射流作业和节能降耗的角度来看,较 理想的喷头系统应符合以下要求:
(1)喷嘴喷射的水束应将压力能有效地转化为射流表 面的喷射力,压力损失小,能量集中,射流稳定。 (2)喷头系统能够满足最佳工艺要求,能够实现多次 切割、角度切割等。 (3)喷头系统不易发生堵塞,尤其磨料吸人流畅、均 匀,易于加速。 (4)具有高耐磨性,尤其关键部件如喷嘴、加速管等, 耐磨性要好,以保证精度,寿命高。 (5)喷头系统各部件易于加工、制造、检测、装配,易 磨损件便于更换。
水射流加工的应用情况
高压水射流切割是利用具有很高动能的高速射 流进行的(有时又称为高速水射流加工)与激光、 离子束、电子束一样是属于高能束加工范畴。 高压水射流切割作为一项高新特技术在某种意 义上讲是切割领域的一次革命,有着十分广阔 的应用前景,随着技术的成熟及某些局限的克 服,对其它切割工艺是一种完美补充。
水射流加工技术的发展趋势:
不断扩大水射流加工的应用范围,由二维的切割 和去毛刺加工发展到孔加工和三维型面的加工。 水射流加工理论的理论研究,特别是有关水射流加 工模型的建立和多相流理论的研究等。 磨料水射流加工微型精密零件和磨料水射流用于 车削和铣削的研究。
水射流加工的应用情况
目前高压水射流用于切割、清洗方面的研究已 渐于成熟,其用途和优势主要体现在难加工材 料方面:如陶瓷、硬质合金、高速钢、淬火钢、 钨钼钴合金、耐蚀、耐热合金、钛合金、复合 材料、不锈钢、高锰钢、高硅铸铁、可锻铸铁 等一般工程材料。高压水射流除切割外,稍降 低压力或增大靶距和流量还可以用于破碎、表 面毛化和强化处理。目前已在以下行业获得成 功应用:汽车制造与修理、航空航天、机械加 工、国防、军工、电子电力、石油、采矿、轻 工、建筑建材、核工业、化工、船舶、食品、 医疗、农业、市政工程等方面。
高压水射流加工原理:
高速水射流破坏材料的过程是一个动态断裂程。 对脆性材料(如岩石)等主要是以裂纹破坏及扩 散为主;而对塑性材料符合最大的拉应力瞬时 断裂准则,即一旦材料中某点的法向拉应力达 到或超过某一临界值时,该点即发生断裂。根 据弹塑性力学,动态断裂强度与静态断裂强度 相比要高出一个数量级左右,主要是因为动态 应力作用时间短,材料中裂纹来不及发展,因 而这个动态断裂不仅与应力有关,还与拉伸应 力的作用时间相关。
高压水射流加工原理:
高速射流本身具有较高的刚性,在与靶物碰时, 产生极高的冲击动压和涡流,从微观上看相对 于射流平均速度存在着超高速区和低速区,因 而高压水射流表面上虽为圆柱模型,而内部实 际上存在刚性高和刚性低的部分,刚性高的部 分产生的冲击动压使传播时间也减少,增大了 冲击强度,宏观上看起快速楔劈作用,而低刚 度部分相对于高刚度部分形成了柔性空间,起 吸屑、排屑作用,这两者的结合正好象使得其 切割材料时犹如一把轴向“锯刀”加工。