可锻铸铁
黑心可锻铸铁的名词解释
黑心可锻铸铁的名词解释
“黑心可锻铁”是一句中国古老谚语,深刻指出邪恶容易引领生活,指导黑暗力量,如果充分发挥,可以努力变硬,坚定不移。
该谚语曾被学者们普遍引用并深入研究,其中的观点受到了世界范围内的普遍认可,但是有一点持久而有力:黑暗有力量,可以改变人们的观念,改变自己的命运。
一方面,黑暗的力量为人们提供了一个强大的支持。
在一般情况下,人们通常有很多困难要去克服,但如果使用了黑暗的力量,这些困难可能得到解决。
例如,一个人可能在社会上处于较低的地位,如果他使用黑暗的力量,他就可以成功地改变自己的状况。
他可以通过使用黑暗的力量来达到自己的目标,在许多情况下,人们可以利用黑暗的力量获得成功。
另一方面,黑暗的力量也可以让人们的心态变得更加坚强。
当一个人经历了非常沉重的打击时,例如失去一位家人,黑暗的力量可以使他更加坚强,让他学会从宽慰中反弹,重新拾起生活的希望。
同样,当一个人正在经历艰难的时期,例如失业、财务困境等,利用黑暗的力量也可以使他们更加坚强,不断挑战自己,实现自己的梦想。
此外,黑暗的力量也可以让人们更好地理解周围社会环境的复杂性。
世界上很多社会现象都是由黑暗的力量驱动的,这可能会对人们造成很大的影响,例如腐败、战争、民族偏见等等,这些现象可以更好地理解,通过对这些现象进行深入思考,人们可以找出解决这些社会现象的正确办法,从而更好地改善社会状况。
总之,“黑心可锻铁”是一句至关重要的名言,指出黑暗力量可以改变一个人的生活,使人们能够实现自己的愿望,使人们学会从挫折中反弹,更加坚强,更好地理解社会现象,从而更好地改善社会状况,最终实现梦想。
2-3铸铁分类及性能

2012年2月17日星期五
2-3 铸铁
可锻铸铁的牌号及应用
可锻铸铁的机械性能较好,质量稳定, 成本较球墨铸铁低,适于大批量生产形 状复杂、承受冲击载荷的薄壁件。 可锻铸铁牌号由两组数字表示,分别代 表其最低抗拉强度和最低相对延伸率。
KT370-12 最低抗拉强度370MPa、最低相 对延伸率12%的铁素体可锻铸铁 KTZ450-06 最低抗拉强度450MPa、最低相 对延伸率6%的珠光体可锻铸铁
2012年2月17日星期五 2-3 铸铁
灰口铸铁的石墨化及影响因素
石墨化即石墨的结晶过程,石墨化程度 越大灰口铸铁组织中的自由碳(石墨) 越多,化合碳越少,因此不同的石墨化 程度形成不同组织和性能的灰口铸铁。 灰口铸铁的组织取决于自由碳与化合碳 的多少及比例,取决于石墨化的程度。 影响石墨化程度的因素有
2012年2月17日星期五 2-3 铸铁
球墨铸铁的生产
球墨铸铁原则上只是比灰口铸铁的含碳 量较高,含硫、磷量较低。高碳是为了 改善铸造性能及球化效果,低磷是为了 防止急剧降低球墨铸铁的塑性、韧性及 强度从而造成冷裂的倾向,低硫是为了 防止其与球化剂形成硫化物从而加大球 化剂的耗损倾向。
球化处理
2012年2月17日星期五 2-3 铸铁
铸铁分类及性能
铸铁是含碳量大于2.06%的铁碳合金, 按碳在合金中的存在方式可以将铸 铁分为白口铸铁、灰口铸铁、球墨 铸铁、可锻铸铁、合金铸铁以及蠕 墨铸铁等。
白口铸铁 可锻铸铁
2012年2月17日星期五
灰口铸铁 合金铸铁
2-3 铸铁
球墨铸铁 蠕墨铸铁
白口铸铁
碳全部以化合物的形式存在,断面呈银 灰色,由于大量硬而脆的存在,其性能 表现为硬度高,脆性大,耐磨性好,难 于切削加工。 主要用于制造耐磨性要求高的零件,也 可作为可锻铸铁的毛坯或炼钢原料使用。
可锻铸铁的铸造缺陷及防止方法

可锻铸铁的铸造缺陷及防止方法缺陷一:浇不到特征:铸件外型残缺,边角圆滑,多见于薄壁部位。
产生原因:1铁液氧化严重,碳、硅量低,硫量偏高;2.浇注温度低,浇速慢或断续浇注。
防止方法:1检查风量是否过大;3.加接力焦,调整底焦高度;4.提高浇注温度和浇注速度,浇注中不得断流。
缺陷二:缩孔.缩松特征:孔穴表面粗糙不平,带有树枝状结晶,孔洞集中的为缩孔,细小分散的为缩松,多见于热节部位。
产生原因:1、碳硅量过低、收缩大,冒口补缩不足;2、浇注温度过高,收缩大;3、冒口颈过长,断面过小;4、浇注温度过低,铁液流动性差,影响补缩;5、孕育不当,凝固为板条状白口组织,不易补缩。
防止方法:1、控制铁液化学成分,防止碳、硅量偏低;2、严格掌握浇注温度;3、合理设计冒口,必要时铺以冷铁,确保顺序凝固;4、适当增加钮的加入量。
缺陷三:热裂、冷裂特征:热裂为高温沿晶界断裂,形状曲折,呈氧化色,内部热裂纹常与缩孔并存;冷裂在较低温时产生,穿晶断裂,形状平直,表面有金属光泽或有轻微氧化色。
产生原因:1、凝固过程收缩受阻;2、铁液中碳量过低,硫量高、浇注温度过高;3、铁液含气量大;4、复杂件打箱过早。
防止方法:1、改善型、芯的退让性;2、碳的质量分数不宜低于2.3%;3、控制硫量;4、冲天炉要充分烘炉,风量不能过大;5、避免浇注温度过高,并提高冷却速度,以细化晶粒;6、控制打箱温度。
缺陷四:枝状疏松、针孔特征:铸件断口表面有针形树枝状疏松,向内部伸展,呈黑灰色氧化色,多见于皮下、缓冷部位和两壁交接处。
产生原因:1、炉前加铝过量;2、炉后错用了含铝的废机件;3、型砂水分过多;4、补缩不足。
防止方法:1、控制加铝量,厚铸件可不加铝;2、使用合格炉料;3、降低型砂水分,防止反应性氢导致针孔;4、提高浇注温度,并加强补缩。
缺陷五:灰点.灰口特征:铸件断口上有小黑点,或断口呈灰黑色。
金相观察有片状-T-KTTt石墨。
产生原因:1、铁液碳、硅量过高;2、钿量不足,或包内投祕过早造成铀的过多烧损;3、较大铸件,浇口过于集中。
垂直线生产的可锻铸铁管件缺陷改进措施
垂直线生产的可锻铸铁管件缺陷改进措施我们通常把分型面设在水平位置的叫做水平线,把分型面设在垂直位置的叫做垂直线。
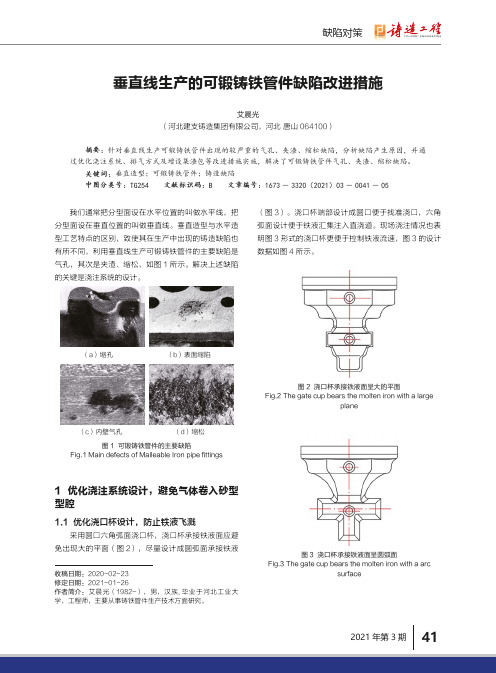
垂直造型与水平造型工艺特点的区别,致使其在生产中出现的铸造缺陷也有所不同,利用垂直线生产可锻铸铁管件的主要缺陷是气孔,其次是夹渣、缩松,如图1所示。
解决上述缺陷的关键是浇注系统的设计。
(a)缩孔 (b)表面缩陷(c)内壁气孔 (d)缩松图1 可锻铸铁管件的主要缺陷Fig.1 Main defects of Malleable Iron pipe fittings1 优化浇注系统设计,避免气体卷入砂型型腔1.1 优化浇口杯设计,防止铁液飞溅采用圆口六角弧面浇口杯,浇口杯承接铁液面应避免出现大的平面(图2),尽量设计成圆弧面承接铁液(图3)。
浇口杯端部设计成圆口便于找准浇口,六角弧面设计便于铁液汇集注入直浇道。
现场浇注情况也表明图3形式的浇口杯更便于控制铁液流速,图3的设计数据如图4所示。
图2 浇口杯承接铁液面呈大的平面Fig.2 The gate cup bears the molten iron with a largeplane图3 浇口杯承接铁液面呈圆弧面Fig.3 The gate cup bears the molten iron with a arcsurface艾晨光(河北建支铸造集团有限公司,河北 唐山 064100)摘要:针对垂直线生产可锻铸铁管件出现的较严重的气孔、夹渣、缩松缺陷,分析缺陷产生原因,并通过优化浇注系统、排气方式及增设集渣包等改进措施实施,解决了可锻铸铁管件气孔、夹渣、缩松缺陷。
关键词:垂直造型;可锻铸铁管件;铸造缺陷中图分类号:TG254 文献标识码:B 文章编号:1673-3320(2021)03-0041-05收稿日期:2020-02-23 修定日期:2021-01-26作者简介:艾晨光(1982-),男,汉族,毕业于河北工业大学,工程师,主要从事铸铁管件生产技术方面研究。
铸铁牌号及表示方法

铸铁牌号及表示方法:(根据GB5612-85)各种铸铁代号,由表示该铸铁特征的汉语拼音字母的第一个大写正体字母组成。
当两种铸铁名称的代号字母相同时,可在该大写正体字母后加小写正体字母来区别。
同一名称铸铁,需要细分时,取其细分特点的汉语拼音第一个大写正体字母,排列在后面。
铸铁名称,代号及牌号表示方法铸铁名称...............代号牌号.....................实例灰铸铁......................HT.........................HT100蠕墨铸铁..................RuT........................RuT400球墨铸铁..................QT.........................QT400-17黑心可锻铸铁...........KHT........................KHT300-06白心可锻铸铁...........KBT........................KBT350-04珠光体可锻铸铁.......KZT........................KZT450-06耐磨铸铁..................MT.........................MT Cu1PTi-150抗磨白口铸铁...........KmBT....................KmBTMn5Mo2Cu抗磨球墨铸铁...........KmQT....................KmQTMn6冷硬铸铁..................LT...........................LTCrMoR耐蚀铸铁..................ST..........................STSi15R耐蚀球墨铸铁...........SQT.......................SQTAl15Si5耐热铸铁..................RT..........................RTCr2耐热球墨铸铁..........RQT........................RQTA16奥氏体铸铁..............AT.........................----...牌号中代号后面的一组数字,表示抗拉强度值;有两组数字时,第一组表示抗拉强度值,第二组表示延伸率值。
铸铁的分类及特性

铸铁的分类及特性从铁碳相图中知道,含碳量大于2.06%的铁碳合金称为铸铁。
尽管铸铁强度、塑性、韧性较差,不能进行锻造,但它具有优良的铸造性、减摩性、切削加工等一系列性能特点;另外其生产设备和工艺简单、价格低廉,因此得到了广泛的应用。
1.铸铁的分类铸铁的常用分类方法有两种:一是按石墨化程度;二是按石墨结晶形态。
按石墨化程度可分为:①灰口铸铁:即在第一和第二阶段石墨化过程中都得到了充分石墨化的铸铁,其断口呈暗灰色。
②白口铸铁:即第一、二和三阶段的石墨化全部被抑制,完全按Fe—Fe3C相图进行结晶而得到的铸铁。
③麻口铸铁:即在第一阶段的石墨化过程中便未得到充分石墨化的铸铁。
按石墨结晶形态分:①灰口铸铁:铸铁组织中的石墨形态呈片状结晶。
②可锻铸铁:铸铁组织中的石墨形态呈固絮状。
③球墨铸铁:铸铁组织中的石墨形态呈球状。
2.铸铁的编号基本性能及用途(1)灰口铸铁:根据GB976—67所规定的编号、牌号用“HT”表示灰口铸铁,后面两项数字分别表示其抗拉和抗弯强度的最低值。
如HT20—40表示抗拉强度和抗弯强度最低值为200MN/m2和400MN/m2。
灰口铸铁具有优良的铸造性、切削加工性,优良的减摩性。
良好的消震性和缺口敏感性,故而灰口铸铁主要用于制造各种承受压力和要求消震性的床身、机架、复杂的箱体、壳体和经受磨擦的导轨、罐体等。
(2)可锻铸铁:按GB978—67规定牌号以“KT”和“KTZ”表示可锻铸铁,其中“KT”表示铁素体可铸铸铁,“KTZ”表示珠光体可锻铸铁,牌号中的两项数字表示其最低抗拉强度和延伸率。
可锻铸铁的机械性能,特别是冲击韧性普遍较灰口铸铁高,但由于其成本高,故而应用不是很广泛,主要用于制造一些小型铸铁。
(3)球墨铸铁:按GB1348—78规定,球墨铸铁以“QT”表示,后面数字同可锻铸铁一样。
球墨铸铁不仅具有远远超过灰铁的机械性能,而且同样也具有灰铁的优点,如良好的减摩性、切削加工性及低的缺口敏感性,甚至可与锻钢媲美,如疲劳强度大致与中碳钢相近,耐磨性优于表面淬火钢等。
可锻铸铁高频感应热处理和金相组织分析介绍
可锻铸铁高频感应热处理和金相组织分析介绍高频感应热处理工艺因具有加热速度快,出产效率高、节省能源、易于机械化和自动化等特点,在汽车零部件出产等方面得到了广泛的应用。
汽车高频感应热处理零件常选用优质碳素结构钢(如35钢、40钢等)、合金结构钢(如35CR钢等)和铸钢(如ZG35和ZG45等)等。
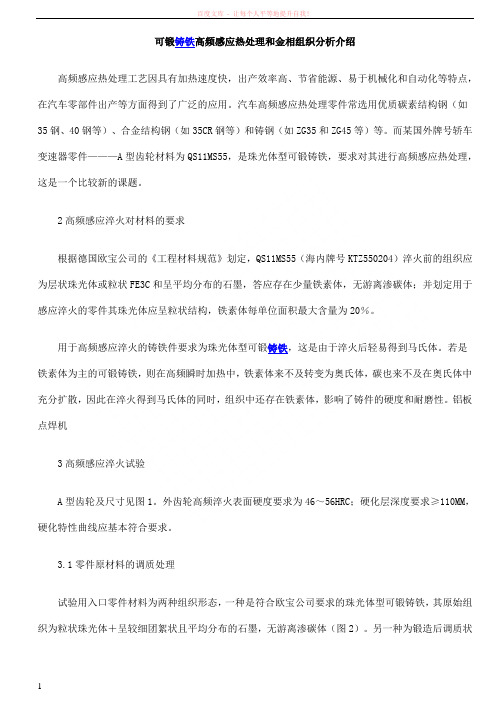
而某国外牌号轿车变速器零件———A型齿轮材料为QS11MS55,是珠光体型可锻铸铁,要求对其进行高频感应热处理,这是一个比较新的课题。
2高频感应淬火对材料的要求根据德国欧宝公司的《工程材料规范》划定,QS11MS55(海内牌号KTZ550204)淬火前的组织应为层状珠光体或粒状FE3C和呈平均分布的石墨,答应存在少量铁素体,无游离渗碳体;并划定用于感应淬火的零件其珠光体应呈粒状结构,铁素体每单位面积最大含量为20%。
用于高频感应淬火的铸铁件要求为珠光体型可锻铸铁,这是由于淬火后轻易得到马氏体。
若是铁素体为主的可锻铸铁,则在高频瞬时加热中,铁素体来不及转变为奥氏体,碳也来不及在奥氏体中充分扩散,因此在淬火得到马氏体的同时,组织中还存在铁素体,影响了铸件的硬度和耐磨性。
铝板点焊机3高频感应淬火试验A型齿轮及尺寸见图1。
外齿轮高频淬火表面硬度要求为46~56HRC;硬化层深度要求≥110MM,硬化特性曲线应基本符合要求。
3.1零件原材料的调质处理试验用入口零件材料为两种组织形态,一种是符合欧宝公司要求的珠光体型可锻铸铁,其原始组织为粒状珠光体+呈较细团絮状且平均分布的石墨,无游离渗碳体(图2)。
另一种为锻造后调质状态,原始组织为回火索氏体+呈较细团絮状且平均分布的石墨,基体硬度为22~24HRC(图3)。
两种材料均符合高频感应淬火工艺对其组织的要求。
出产中未经调质的可锻铸铁的原始组织为珠光体+铁素体(珠光体含量为50%~80%),经由高频瞬时加热后轻易造成有效硬化层深度分布不平均,导致表面硬度值高低不均,若要达到高硬度,采取进步淬火温度往往会使铸件产生裂纹。
铸铁的分类及其特点
个人收集整理仅供参考学习铸铁的分类及其特点白口铸铁简称为白口铁,完全按照Fe-Fe3C 相图进行结晶而得到的铸铁。
其中碳全部以渗碳体(Fe3C)形式存在,断口呈银白色。
由于存在有大量硬而脆的Fe3C,硬度高,脆性大,很难切削加工。
很少用来直接制造机器,主要用于炼钢原料或制造可锻铸铁的毛坯。
灰口铸铁中的碳除微量溶入铁素体外,全部或大部以石墨形式存在,因断口呈灰色而得名。
依据石墨的形状不同,灰口铸铁可以分为灰铸铁(片状)、可锻铸铁(团状)、球墨铸铁(球状)、蠕墨铸铁(蠕虫状)。
1.灰铸铁的显微组织由金属基体(铁素体和珠光体)和片状石墨所组成,相当于在纯铁或钢的基体中嵌入了大量的石墨片。
石墨的强度、硬度、塑性极低,因此可以将灰铸铁视为布满细小裂纹的纯铁或钢。
由于石墨的存在,减少了承载的有效面积,石墨的尖角处还会引起应力集中,因此灰铸铁的抗拉强度低,塑性、韧性差。
显然,石墨愈多、愈粗大、分布愈不均,其力学性能愈差。
灰铸铁显微组织的不同,是由于碳在铸铁中存在形式的不同。
灰铸铁中碳由化合碳Fe3C和石墨碳所组成,化合碳为百分之零点八时,属于珠光体灰铸铁,化合碳小于百分之零点八时,属于珠光体-铁素体灰铸铁,全部都以石墨形式存在时,则为铁素体灰铸铁。
石墨赋予灰铸铁的优良性能:优良的减震性、良好的耐磨性、缺口敏感小。
2.可锻铸铁又称玛铁。
它是将白口铁经石墨化退火而成的一种铸铁。
由于其石墨呈团絮状,大大减轻了对金属的割裂作用,故抗拉强度得到显著提高,尤为可贵的是这种铸铁有着相当高的塑性与韧性,可锻铸铁就因此而得名。
按照退火方法的不同,可锻铸铁又可以分为黑心可锻铸铁、珠光体可锻铸铁和白心可锻铸铁三种,其中以黑心可锻铸铁最为常用。
黑心可锻铸铁为铁素体基体,其牌号为KTH,后面用两位数字分别表示其最低抗拉强度和伸长率。
黑心可锻铸铁的性能特征是塑性、韧性好,耐蚀性较高,但强度、硬度叫珠光体可锻铸铁低。
可锻铸铁通常用于制造形状复杂、承受冲击载荷的薄壁零件。
16可锻铸铁的退火工艺研究(论文)

:/ 工性能
tp 晶粒大小:一般要求 60~250 个/mm²,太 t 孕育处理能使石墨细化,从而细化铁素体晶粒 h粗会使力学性能降低
1.3 可锻铸铁的铸造性能
可锻铸铁铸造性能具有如下特征: (1)、流动性
-4-
华天design
可锻铸铁碳、硅含量低,液相线温度偏高,凝固温度范围较大,所以流动性不好, 类似于铸钢。故要求浇注温度较高,薄壁件应在 1350℃以上,中厚件浇注温度要大于 1320℃。同时要求铸型耐火度较高。
可锻铸铁的退火工艺研究
1 引言
1.1 可锻铸铁发展简史
m/ 我国是最早发明和生产可锻铸铁的国家。根据对出土文物的考证,我国可锻铸铁的 o 生产始于公元前国世纪战国时代。众多的战国出土铁器中有很多可锻铸铁件。如 1957 .c 年在湖南长沙出土的战国铁铲,1974 年洛阳出土的铁镑,湖北大冶铜绿山古矿遗址发现 ao 的战国时期的铁锄,铁斧,铁锤等矿业用具,辉县出土的战国中期的铁带钩,易县燕都 n ob 出土的战国晚期的铁撅,锄等都是可锻铸铁铁件。
sig .ta C 天de 3519 Si 华 0605 P op1 Mn,S /sh Cr
增高含碳量会使石墨数量及尺寸增加,使强度、伸长率下降
硅能增高可锻铸铁的强度及伸长率,但 Si>1.8%以后有可能恶化石墨形态, 导致力学性能下降。当 Si、P 两元素同处高水平数量时,则易引起回火脆
性及低温脆性,并使脆性转化温度上升
天 53 石墨大小:一般以 0.02~0.07mm 直径较 华 60 好
与对颗粒数的控制相同
10 铁素体基体:要求大部分或全部为铁素
op 体;并可根据牌号要求保留适当珠光体。
h 残留渗碳体不能超标;如能获得粒状珠光 主要根据化学成分、性能要求控制退火工艺,
(HT) 可锻铸铁(KTH) 铸钢(WCA、WCB、WCC)

牌号
HT100
HT150
HT200
HT250
HT300
HT350
5
二、可锻铸铁(KTH)
可锻铸铁:用白口铸铁经过热处理后制成的有韧性的铸铁,别名: 马铁和玛钢;可锻铸铁通过石墨化退火处理得到一种高强韧铸铁, 具有较高的强度、塑性、和冲击韧度,可以部分代替碳钢。与灰 铸铁相比有较好的强度和塑性,特别是低温冲击性能较好,耐磨 性和减震性优于普通碳素钢。缺点是:在热处理过程中,工件易 变现,而且热处理工艺复杂,耗时久后续还需通过整形工序以消 除工件在热处理过程中的变形;可锻铸铁适宜于薄壁小工件,厚 大工件在厚壁处易形成缩松等铸造缺陷。
8
三、铸钢(WCA、WCB、WCC)
可锻附:某款切断阀阀体材质报告(WCB) 产品质量证明书
化学成分 炉号 名称 阀体 1#试块 图号 RQZ-50/4.0 材质 WCB WCB 数量 50件 2件 0.24 0.48 0.88 0.035 0.034 C Si Mn s p
阀体
2#试块 阀体
RQZ-80/4.0
6
二、可锻铸铁(KTH)
可锻我们在燃气输配设备中常用的是黑心可锻铸铁,他的组织为: 铁素体+团絮状石墨;目前国内90%的可锻铸铁为黑心可锻铸铁,其 常见牌号为: KTH300--06 KTH330-08 KTH350-10 KTH370-12 牌号表示方法为:
可锻铸铁由于其铸造特性,通常用于燃气用小型阀门和其他薄壁工 件。
素钢铸件技术条件》之要求。
10
四、球磨铸铁(QT)
可锻其基体为铁素体,韧性和塑性高,有较强的抗冲击性能,具 有抗温度急变和耐腐蚀性,用途很广,其机械性能远胜于灰口铸 铁而接近于钢;他具有优良的铸造、切削、和耐磨性能,有一定 的弹性,适用于阀体、曲轴、齿轮等制造。球铁的热处理规范为: 铸态或正火;其铸态状态金相组织是:石墨+铁素体+珠光体; 正 火状态金相组织是:石墨+较多的珠光体+铁素体,这样可获得较 高的综合机械性能,特别是其塑性和韧性提高,故球铁是兼具钢 和铸铁的优点的优良材料;他既具有钢的强度和韧性,又具有铸 铁的易于加工切削的优点。 以QT450-10举例: 抗拉强度:σ b≥450MPa; 屈服强度σ s ≥310MPa;伸长率δ (%) ≥10 硬度:160-210HB
管件基础知识

管件基础知识件基础知识一、接头管件接头管件也叫管子配件,连接件、接头零件等。
各种管道系统中管子用不同的接头管件连接起来,组成了管钢。
1.可锻铸铁(玛钢)管件用可锻铸铁制成,与管道以螺纹(丝扣)连接。
工作压力在0.1Mpa以内。
其外观上的特点是端部带有厚边。
以增加连接强度。
可锻铸铁管件主要用于管道的延长、分支及转弯处。
可锻铸铁管件主要有以下品种:管子箍,用来连接同一直线上管径相同的管子,有通丝和不通丝两种;异径管子箍又称大小头,用来连接同一直线上管径不同的两根管子,异径偏心大小头,大小两端的中心线不重合,用来连接位于同一水平直线上下侧的两根不同管径的水平管子;弯头,用于管道拐直角弯处,连接两根互相垂直的等径管子;异径弯头,连接两根互相垂直的不等径的管子;拐直角弯;45°弯;三通,在直线方向的两端同径与之垂直分岔的一端为小管径,用于小管径支管的连接;45°斜三通又叫Y形支管,由于管道交会与分岔处,其局部阻力较小;四通,用于管通垂直交叉连接处;异径四通,在管道上垂直连接两根较小管径的支管时用;补心又称内外丝、内外异径,内丝小,外丝大,外丝与其他管件连接,内丝直接连以管子,用于管道的变径连接处;外螺丝短接头,用来连接两个紧靠着的管件;常用车床旋制的管子短接头代替,非常短的接头称为对丝;丝堵,又叫堵头,塞头为外螺纹,用来堵住管件的孔口;活接头,由两上能互相扣合的管节公口、母口以及连接公口、母口的套母组成,相扣部份用胶垫或石棉纸垫衬垫以免漏水,活接头用于管纲中需将同径管道进行活连接的地方,即不转动管子也能将管道拆开。
以便于拆卸修理管纲中的设备,此外在管道安装中活接头也是必不可少的;根母缀,又叫根箍,锁紧螺母,用一个一端为短丝扣,另一端为长丝扣(根部无梢度)的短管段和一个根母,再加一个内壁为通丝的管子箍就组成了长丝,其作用同活接头,用作可拆卸的活连接,当用在散热器补心上时,通丝管子箍也可省去;法兰盘,左右两片组成一付,作用同活接头。
灰铸铁可锻铸铁

1
目录
1
2 3 4 5 摘要 灰铸铁(HT) 可锻铸铁(KTH) 铸钢(WCA、WCB、WCC) 球墨铸铁(QT)
2
一、摘要
文章首先介绍了中低压燃气输配设备中常见的几种材质,然后 分别介绍了灰铸铁(HT)、可锻铸铁(KT)、铸钢(WCB)、球铁 (QT)的机械性能等参数,重点分析了各材质的生产工艺和加工性 能。 关键词:中低压燃气输配设备、灰铸铁、可锻铸铁、球铁、铸钢、 机械性能、加工; 城镇天然气按照压力等级可划分为从低压到高压7个等级,其 中中压和低压的分布范围最广,使用数量最大;从过去到现在,在 中低压燃气输配设备中存在着使用的材质种类繁多,成分复杂;燃 气输配设备的典型产品是:阀门、调压器阀体、膜盖等;其主要的 材料种类有:灰铸铁(HT)、可锻铸铁(KTH)、球铁(QT)、铸钢 (WCB)、不锈钢、铝合金、铜等;由于不锈钢和铝合金、铜的应用 相对较少,今天我们着重分析前面四种材料的应用情况。
WCB
WCB
20
2件 10件 0.25 0.47 0.86 0.032 0.032
RQZ100/1.6
WCB
3#试块
WCB
2件
0.23
0.49
0.84
0.034
0.036
9
三、铸钢(WCA、WCB、WCC)
可锻经检验,该批产品符合GB/T 12229-2005《通用阀门碳素钢铸件技术条件》 之要求。 机械性能
7
三、铸钢(WCA、WCB、WCC)
可锻铸造碳钢按碳含量分为:低碳钢、中碳钢、高碳钢,强度和 硬度随含碳量得增加而提高;高碳钢常作为工具钢,铸钢按照工 艺分为:砂铸和精铸;砂铸只适合于较大型工件,特点是模具制 作简单,价格低廉,缺点是铸件表面粗糙,加工裕量较大,适宜 于精度不高的工件;精铸能够铸造出精密小巧的工件,适合中小 型工件,优点是:工件表面质量优良,无需加工和打磨,加工裕 量小;缺点是:模具制作费高,模具精度要求高,铸造成本也比 较高。铸造碳钢因其强度高,韧性较好,塑性较强被广泛用于中、 高压阀门,调压器阀体的制造。
可 锻 铸 铁

650
430
KTZ700-02
700
530
A/% (l0= 3d)
6
8 10
12 6 4 2 2
HBW
用途举例
≤150
制造弯头、三通 管件、中低压阀门 等
制造扳手、犁刀、 犁柱、车轮壳等
制造汽车、拖拉 机前后轮壳、减速 器壳、转向节壳、 制动器及铁道零件 等
150~200 180~230 210~260
(a)珠光体可锻的显微组织
可锻铸铁的生产必须经过两个步骤,即先要浇铸成为白口铸铁,再经石墨化 退火而成。为保证在通常的冷却条件下得到完全的白口,可锻铸铁必须含较低的 碳量和硅量,其成分通常为:2.2%~2.8%C,1.2%~2.0%Si,0.4%~1.2%Mn, ≤0.1%P, ≤ 0.2%S。
工程材料及热处理
种类
牌号及分级
试样直径 d/mm
Rm/MPa
KTH300-06
300
Rp0.2/MPa ≥
—
KTH330-08
330
—
铁素体可锻 铸铁
12或15
KTH350-10
350
200
KTH370-12
370
—
KTZ450-06
450
270
KTZ550-04
550
340
珠光体可锻 铸铁
KTZ650-02
12或15
我国各种可锻铸铁的牌号、性能和用途如表7-2所示。其中牌号KTH为黑心 可锻铸铁,也称为铁素体可锻铸铁,组织为铁素体和团絮状石墨;KTZ为珠光体 可锻铸铁,组织为珠光体和团絮状石墨。牌号中的两项数字分别表示其最低抗拉 强度和延伸率。
l0
表7-2 可锻铸铁的牌号、力学性能及用途(摘自GB/T 9440—2010)
常用铸造合金的生产

小结:本章讨论了常用合金的生产,重点是铸铁件生产,
要熟知生产工艺特点,并会简单应用;铸钢生产、铜铝合
金生产要熟记常用牌号。
18
课后练习的讨论 (P54-9)
⑼下列铸件适宜选用哪类铸造合金?请阐述理由。 火车轮:按GB8061-88规定: “ 铁路用辗(nian)钢整体车轮”有专门钢号:
CL60 (Wc=0.55~0.65)
铸铁好。但不能锻造。
9
4.牌号 GB9440—88
K T H(或Z) — —A= %
Rm≥ Mpa 黑心或P 可锻铸铁(可铁)
如:KTH300—06;建筑脚手架扣件、三 通管件、阀门。
KTZ550—04;用于;载荷较高的耐磨损 、凸轮轴,齿轮等。
见P48 表2-4。
10
三、球墨铸铁 nodular graphite cast--iron
15
§3铜铝合金铸件生产
有色合金熔融性质:熔点低;流动性好;收缩大 ;易吸气、易氧化。 一、铸造特点:容易铸造、注重熔炼、防止氧化 。
二、铸造铜合金
纯铜-紫铜,玫瑰红色,表面氧化膜后呈紫色。
白铜 - Cu—Ni合金;精密件,仪表;如 B19 等
青铜 - Cu—Sn 合金常称锡青铜。如Z CuSn10Pb1 (俗称:10-1锡青铜)
黄铜- Cu—Zn 合金 颜色随Zn↑,由黄红色→淡黄
色;如:ZCuZn38(含38%的锌,余为铜)
16
三、铸造铝合金
1.纯铝 Al aluminium
—银白色,熔点660℃,面心立方晶格,没有同素异构转变。
2.铝合金的分类: 变形铝合金 ;铸造铝合金 (1)变形铝合金
厂家直接按加工成各种规格的型材、板材、带材、 管材、线材等 。
一种白心可锻铸铁脱碳工艺
一种白心可锻铸铁脱碳工艺
近年来,白心可锻铸铁由于其优异的力学性能、可锻性和可焊性等特点,已经成为重要的工程材料。
然而,白心可锻铸铁的脱碳工艺一直是一个难题。
传统的脱碳方法需要高温处理和长时间处理,这会导致白心可锻铸铁的可锻性和可焊性下降,同时也会增加生产成本。
因此,开发一种高效、低成本的白心可锻铸铁脱碳工艺非常必要。
基于此,我们提出了一种新的白心可锻铸铁脱碳工艺。
首先,在铸铁中添加适量的过氧化钠(Na2O2),然后在较低的温度下进行脱碳处理。
该方法不仅可以显著降低脱碳温度和时间,同时也可以保持白心可锻铸铁的力学性能、可锻性和可焊性等特点。
我们进行了一系列实验验证,结果表明该方法是可行的。
这种新的白心可锻铸铁脱碳工艺具有许多优点,如短时间内可实现高效脱碳、生产成本低、不会影响铸铁的力学性能和可加工性等。
因此,该方法将有望在白心可锻铸铁的生产和应用中得到广泛应用。
- 1 -。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
可锻铸铁
可
锻铸铁:白口铸铁通过石墨化或氧化脱碳可锻化处理,改变其金相组织或成分而获得的有较高韧性的铸铁。
(由一定化学成分的铁液浇注
成白口坯件,再经退火而成的铸铁,有较高的强度、塑性和冲击韧度,可以部分代替碳钢)。
它与灰口铸铁相比,可锻铸铁有较好的强度和塑性,特别是低温冲击性能较好,耐磨性和减振性优于普通碳素钢。
这种铸铁因具有-定的塑性和韧性,所以俗称玛钢、马铁,又叫展性铸铁或韧性铸铁。
黑心可锻铸铁用于冲击或震动和扭转载荷的零件,常用于制造汽车后桥、弹簧支架、低压阀门、管接头、工具扳手等。
珠光体可锻铸铁常用来制造动力机械和农业机械的耐磨零件,国际上有用于制造汽车凸轮轴的例子。
白心可锻铸铁由于可锻化退火时间长而较少应用.
首先浇注成白口铸铁件,然后经可锻化退火(可锻化退火使渗碳体分解为团絮状石墨)而获得可锻铸铁件.。
可锻铸铁的化学成分是:wC=2.2%~2.8%,wSi=1.0%~1.8%,wMn=0.3%~0.8%,wS≤0.2%,wP≤0.1%
可锻铸铁的组织有二种类型:铁素体(F)+团絮状状石墨(G);珠光体(P)+团絮状石墨(G)。
由于可锻铸铁中的石墨呈团絮状,对基体的割裂作用较小,因此它的力学性能比灰铸铁高,塑性和韧性好,但可锻铸铁并不能进行锻压加工。
可锻铸铁的基体组织不同,其性能也不一样,其中黑心可锻铸铁具有较高的塑性和韧性,而珠光体可锻铸铁具有较高的强度,硬度和耐磨性。
可锻铸铁的牌号是由“KTH”(“可铁黑”三字汉语拼音字首)或“KTZ”(“可铁珠”三字汉语拼音字首)后附最低抗拉强度值(MPa)和最低断后伸长率的百分数表示。
例如牌号KTH 350—10表示最低抗拉强度为350 MPa、最低断后伸长率为10%的黑心可锻铸铁,即铁素体可锻铸铁;KTZ 650—02表示最低抗拉强度为650 MPa、最低断后伸长率为2%的珠光体可锻铸铁。
白心可锻铸铁
白心可锻铸铁,由法国人R.A.F. de罗茂于1722年研制成功。
将碳、硅含量较低的白口铸铁密封在氧化介质中,在950~1050℃温度下保持几十个小时进行脱碳退火处理,就得到外层为铁素体、中心残留着少量珠光体和团絮状石墨的显微组织。
其心部断口呈白色,故称为白心可锻铸铁。
黑心可锻铸铁
黑心可锻铸铁,由美国人S.博伊登于1826年在引进制造白心可锻铸铁工艺的基础上发展而成。
将碳、硅含量较低的白口铸铁放在中性介质中进行石墨化处
理后,在850~950℃温度下保持几十小时,炉内冷却至720~740℃再保温十几小时,最后得到铁素体基体和团絮状石墨的铁素体黑心可锻铸铁;或在850~950℃下保温十几小时后出炉,空气中冷却,得到珠光体基体和团絮状石墨的珠光体黑心可锻铸铁。
性能和用途可锻铸铁中石墨呈团絮状,含量较少,应力集中现象不太显著,对铸铁的有效负荷面积减小不多,抗拉强度可达300~700兆帕,延伸率可达2~12%,切削加工性能、抗氧化生长性能和耐蚀性能良好。
可锻铸铁铸态组织为白口,铁水流动性较差,容易产生缩孔,热裂倾向较大,所以一般只适用于形状不太复杂的铸件。
此外由于退火时间随壁厚加大而延长,同时过厚的铸件中心部分难达到完全退火,因此白心可锻铸铁件的壁厚一般不超过12毫米,黑心可锻铸铁壁厚不超过25毫米。
铁素体可锻铸铁广泛用于汽车、拖拉机的轮圈、差速器壳和底盘零件,机床附件中的扳手,输电线路中的瓷瓶铁帽、线夹、碗头排板,纺织机械中的粗纺机和印花机盘头以及水油管道中的弯头、三通、接头、中压阀门等。
珠光体可锻铸铁用于气阀摇杆、加煤机零件、高压接头阀体和汽车工业拨叉、差动齿轮箱等。
白心可锻铸铁用于汽车零件吊架、驾驶盘柱叉肩、纺织机零件等。
发展可锻铸铁的研究主要集中在铸态稳定碳化物,铸件中不出现游离石墨片,缩短退火时间以提高机械性能和使用性能等方面。
此外,铸件厚度和重量限制范围有所扩大,现代已生产出壁厚2~80毫米或重达150千克的可锻铸铁件。
石墨化退火主要涉及固态石墨化机理、石墨化退火工艺的影响和各种元素对固态石墨化的影响。
(1)固态石墨化机理。
白口生坯中的渗碳体是不稳定相,只要条件具备便可分解成稳定相--铁素体和石墨,这就是固态石墨化过程。
必要条件是白口铸铁固态石墨化能否进行取决于渗碳体分解和石墨成长的热力学和动力学条件两个方面。
热力学观点认为,渗碳体从低于铁-碳相图A,很多的温度条件下保温,亦可发生固态石墨化过程。
但渗碳体的分解能否不断进行,石墨化过程能否最终完成,则在很大程度上取决于渗碳体分解后碳原子的扩散能力和可能性,使旧相消失,新相形成的各种阻力因素等动力学条件。
在渗碳体及基体多相存在的情况下,石墨晶核最容易在渗碳体与周围固溶体的界面上产生;如果铸铁内有各种硫化物、氧化物等夹杂物微粒,则石墨晶核的形成就比较容易。
要使白口铸铁中存在的石墨晶核继续长大,必须具备碳原子能强烈扩散的条件。
纯铁碳合金较难于石墨化,有促进石墨化的元素存在时,能加速石墨化进程。
关于铸铁固态石墨化机理许多观点,大多是根据传统的两阶段退火工艺提出的。
高温阶段时,当加热到奥氏体温度区域,经过4个环节:在奥氏体-渗碳体界面上形核;渗碳体溶解于周围的奥氏体中;碳原子在奥氏体中由奥氏体渗碳体界面向奥氏体-石墨界面扩散;碳原子在石墨核心上沉淀导致石墨长大。
在这阶段退火过程中,。
渗碳体
不断地溶解,石墨不断地长大,直至渗碳体全部溶解。
此时铸铁的平衡组织为奥氏体加石墨。
在低温阶段则发生转变成铁素体的共析转变,最后形成铁素体加石墨的平衡组织。
由于采用低温石墨化退火工艺的问世,固态石墨化机理随之有所发展。
加热温度不高于A,温度,而仅有720~750℃的保温阶段,铸铁组织由原来的珠光体加莱氏体直接转变为铁素体加石墨。
关键是要改善较低温度下的石墨化动力条件,以及加强铸铁内在的石墨化因素。
如细化渗碳体,细化晶粒增加界面,增加位错密度,从而增加初始石墨核心数以减少扩散距离。
(2)石墨化退火工艺的影响。
第-阶段常用温度920~980℃保温,佚莱氏体中的共晶渗碳体不断溶入奥氏体而逐渐消失,团絮状石零逐渐形成。
第二阶段常用温度710~730℃保温,或者由750℃缓慢(3~5℃/h)降温至700℃。
预处理常用温度分高温预处理即在750℃左右保温1~2h,和低温预处理即在350~450℃保温3~5h。
其作用在于增加石攫颗粒数,减小碳原子扩散距离,缩短退火周期,改善石墨形态。
(3)各种元素对固态石墨化的影响。
碳能促进石翠化,增加退火的石墨核心数,缩短石最化时间,特别是缩短第二阶段石墨化的时间。
硅强烈促进石墨化,能促进渗碳体的分解,故在允许限度以内提高铁液中的含硅量,能有力地缩短第-、第二阶段的退火时间。
在炉前加硅铁或含硅的复合孕育剂可造成较大浓度起伏,有利于实现低温石墨化。
锰能与硫生成MnS,故在适当含量范围内能缩短石墨化时间。
但当自由锰量(锰与硫化合生成MnS以外的多余锰量)超过-定值(>0.15%~0.25%)或不足时(负值),则阻碍石墨化,尤其是阻碍第二阶段石墨化。
硫强烈阻碍石墨化。
当硫含量不很高时(<0.25%),可用锰中和其有害作用。
当硫含量较高时,使石墨化退火困难。
磷在凝固时微弱地促进石墨化,对退火过程中的固态石墨化影响不大。
超过一定量时对第二阶段石墨化稍有阻碍作用。
其他如铬、钼、钒、碲等均有强烈的阻碍石墨化作用;铝、锆、钙有较强促进石墨化作用。