球墨铸铁的牌号及机械性能
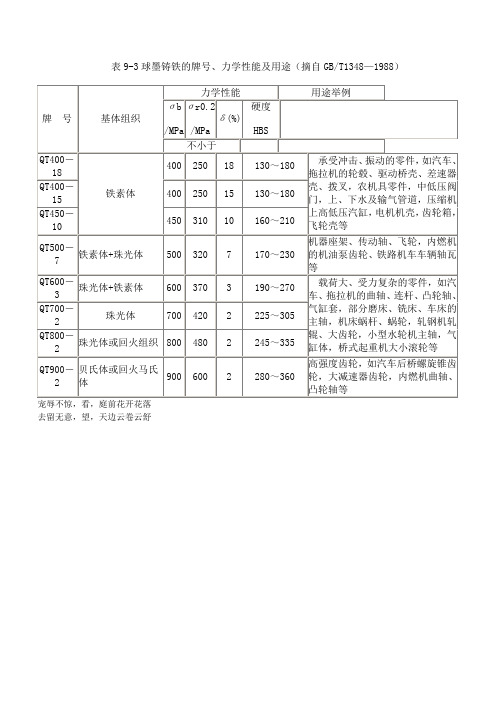
球墨铸铁的牌力学性能及用途
牌 号
基体组织
力学性能
用途举例
σb
/MPa
σr0.2
/MPa
δ(%)
硬度
HBS
不小于
QT400-18
铁素体
400
250
18
130~180
承受冲击、振动的零件,如汽车、拖拉机的轮毂、驱动桥壳、差速器壳、拨叉,农机具零件,中低压阀门,上、下水及输气管道,压缩机上高低压汽缸,电机机壳,齿轮箱,飞轮壳等
QT700-2
珠光体பைடு நூலகம்
700
420
2
225~305
QT800-2
珠光体或回火组织
800
480
2
245~335
QT900-2
贝氏体或回火马氏体
900
600
2
280~360
高强度齿轮,如汽车后桥螺旋锥齿轮,大减速器齿轮,内燃机曲轴、凸轮轴等
宠辱不惊,看,庭前花开花落
去留无意,望,天边云卷云舒
QT400-15
400
250
15
130~180
QT450-10
450
310
10
160~210
QT500-7
铁素体+珠光体
500
320
7
170~230
机器座架、传动轴、飞轮,内燃机的机油泵齿轮、铁路机车车辆轴瓦等
QT600-3
珠光体+铁素体
600
370
3
190~270
载荷大、受力复杂的零件,如汽车、拖拉机的曲轴、连杆、凸轮轴、气缸套,部分磨床、铣床、车床的主轴,机床蜗杆、蜗轮,轧钢机轧辊、大齿轮,小型水轮机主轴,气缸体,桥式起重机大小滚轮等
球 墨 铸 铁

图1-11 球墨铸铁高温正火工艺曲线
2)低温正火
球墨铸铁
一般将铸件加热到820 ℃~860 ℃,保温1~4 h, 然后出炉空冷,获得珠光体 和分散铁素体的球墨铸铁。 低温正火后的铸件的塑性和 韧性提高了,但强度比高温 正火略低,其工艺曲线如图 1-12所示。
图1-12 球墨铸铁低温正火工艺曲线
球墨铸铁
球墨铸铁
图1-9 球墨铸铁低温石墨化退火工艺曲线
球墨铸铁
3)高温石墨化退火
由于球墨铸铁白口倾向较大,因而铸态组织中往往 出现自由渗碳体,为了获得铁素体球墨铸铁,需要进行 高温石墨化退火。
高温石墨化退火工艺是将铸件加热到900 ℃~950 ℃,保温2~4 h,使自由渗碳体石墨化,然后炉冷至 600 ℃,再出炉空冷,其工艺曲线如图1-10所示。
球墨铸铁
2)低温石墨化退火
当铸态基体组织为珠光体+铁素体而无自由渗 碳体存在时,为了获得塑性、韧性较高的铁素体球 墨铸铁,可进行低温石墨化退火。
低温石墨化退火工艺是将铸件加热到共析温度 范围附近,即720 ℃~760 ℃,保温2~8 h,使铸 件发生第三阶段石墨化,然后炉冷至600 ℃,再出 炉空冷,其工艺曲线如图1-9所示。
球墨铸铁的化学成分为ωC=3.6%~3.9%,ωSi=2.0% ~2.8%,ωMn=0.6%~0.8%,ωS<0.04%,ωP<0.1%, ωMg=0.03%~0.05%。与灰铸铁相比,球墨铸铁的碳、硅 含量较高,有利于石墨球化。
球墨铸铁
2. 球墨铸铁的显微组织
球墨铸铁按其基体组 织不同,可分为铁素体球 墨铸铁、铁素体+珠光体 球墨铸铁和珠光体球墨铸 铁三种,它们的显微组织 如图1-8所示。
球墨铸铁除了能采用上述热处理工艺外,还可以采用表面强化处 理,如表面淬火和渗氮等。
HT与QT牌号必学机械性能 化学组织

表 4 球墨铸铁件附铸试块的机械性能
牌号
铸件 壁厚
抗拉强 度
бb≥ MPa
屈服强度 延伸率δ
б0.2≥ ≥%
MPa
供参考
布氏硬 度
HB
主要 金相组织
30~60
390
QT400-18A
60~200
370
250
18
130~180 铁素体
240
12
30~60
390
QT400-15A
60~200
370
250
380
1
球墨铸铁件附铸试块的冲击试验只适用于表 5 所规定的牌号,并且仅在本组织或顾客要求做冲击试验 时,冲击值才作为验收依据。
表 5 球墨铸铁件附铸试块 V 型缺口试样的冲击值
K
牌号
铸件壁厚 mm
最小冲击值 a J/c ㎡
室温 23±5℃
低温-20±2℃
三个试样平均值 个别值 三个试样平均值 个别值
100
/
90
[170]
/
150
/
铸件 (供参 考) 120 105 90 80 165 145
80~150
/
145
/
140
130
150~300
/
135
/
130
120
20~40
220
/
[210]
/
205
40~80
200
[190]
190
/
180
HT250
80~150
/
180
/
170
165
150~300
30~50
160
BS 2789-1985 球墨铸铁标准
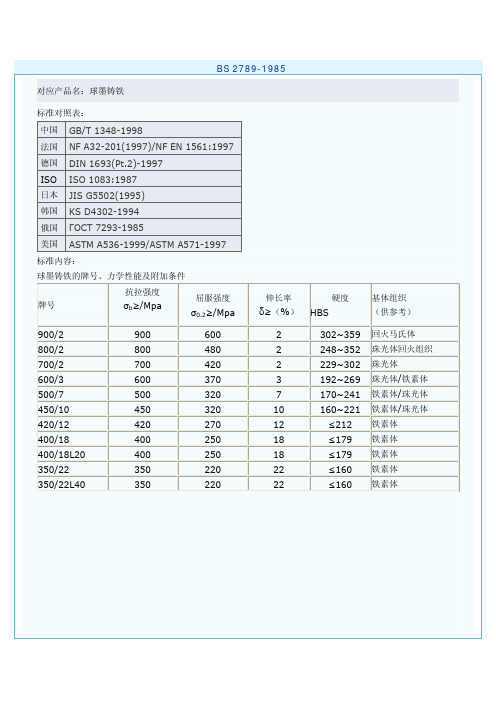
对应产品名:球墨铸铁
标准对照表:
中国 法国 德国
GB/T 1348-1998 NF A32-201(1997)/NF EN 1561:1997 DIN 1693(Pt.2)-1997
ISO ISO 1083:1987
日本 JIS G5502(1995)
韩国 KS D4302-1994
7
170~241 铁素体/珠光体
10
160~221 铁素体/珠光体
12
≤212 铁素体
18
≤179 铁素体
18
≤179 铁素体
22
≤160 铁素体
22
≤160 铁素体
几种球墨铸铁的冲击吸收功
牌号
室温(20Leabharlann 5)℃ 3 个试样平均 单个试样值 值
400/18 400/18L20
350/22 350/22L40
俄国 ГOCT 7293-1985
美国 ASTM A536-1999/ASTM A571-1997
标准内容: 球墨铸铁的牌号、力学性能及附加条件
牌号
抗拉强度 σb≥/Mpa
屈服强度 σ0.2≥/Mpa
900/2
900
600
800/2
800
480
700/2
700
420
600/3
600
370
500/7
500
320
450/10
450
320
420/12
420
270
400/18
400
250
400/18L20
400
250
350/22
350
220
球墨铸铁材质牌号
球墨铸铁是一种铸铁材料,其内部原子结构呈现球状,具有高强度、高韧性、良好的加工性能、耐腐蚀性和低成本等优点。
下面将详细介绍几种常见的球墨铸铁材质牌号:
1.QT400-18:这是一种常见的球墨铸铁牌号,其化学成分含碳量约为3.6%,铁的含量占比约为93%。
它的机械性能较高,强度和硬度较好,同时也有一定的韧性和延展性。
QT400-18常用于制造零配件、泵体、阀门等机械零件。
2.QT450-10:另一种常见的球墨铸铁牌号是QT450-10。
它的化学成分含碳量为
3.4%左右,铁的含量占比约为91%。
与QT400-18相比,其强度、硬度和抗腐蚀性都有所提高。
QT450-10主要用于制造重型机械、汽车制品、建筑工程等领域。
3.QT600-3:这种牌号的球墨铸铁具有较高的强度和硬度,同时也具备良好的韧性和延展性。
它主要用于制造要求较高、耐磨性好的零件和部件,如汽车发动机缸体、缸盖等。
4.QT700-2A:这种牌号的球墨铸铁具有更高的强度和硬度,同时也具有较好的韧性和延展性。
它主要用于制造要求更高、耐磨性更好的零件和部件,如航空航天发动机零部件等。
5.QT800-2A:这种牌号的球墨铸铁具有极高的强度和硬度,同时也具有较好的韧性和延展性。
它主要用于制造要求极高、耐磨性最好的零件和部件,如高速列车车轮等。
除了以上介绍的几种牌号外,还有许多其他的球墨铸铁材质牌号,它们都具有不同的化学成分、物理性质和应用领域。
在选择使用时,需要根据具体的应用场景和要求选择合适的材质牌号。
球墨铸铁性能

2、珠光体 在球墨铸铁中,珠光体的形态一般分三 级:粗状珠光体、片状珠光体、细片状珠 光体。 随着珠光体的细化,球墨铸铁的强度 和硬度有所提高。若基体为粒状珠光体, 则球墨铸铁在保持一定强度的同时,具有 更高的塑性。
3、奥氏体、贝氏体、马氏体 由奥氏体、上贝氏体或下贝氏体通过等温淬 火,加入适当元素获得。 4、渗碳体 渗碳体多呈针状、条状,在球墨铸铁中易使 基体变脆,故应避免其出现。 5、磷共晶体 磷共晶体在球墨铸铁中对性能的危害比在灰 铸铁中大得多。沿晶界分布的二元或三元磷共晶 体,强烈降低球墨铸铁的韧性、塑性和强度,受 冲击时,裂痕总是沿磷共晶体边缘开始开裂。
7、应力变形和裂纹 特征:收缩应力、相变应力之和超过 断面金属抗断裂后形成裂纹,热裂呈暗褐 色不平整端口,冷裂形成浅褐色光滑平直 断口。 原因:碳含量低,碳化物形成元素增 加,孕育不足,冷却过快等。 措施:适当提高碳当量,降低含磷量, 加强孕育等措施。
8、碎块状石墨 特征:出现在Ce等活性元素富集在共 晶团边界,促使该区域过饱和析出而形成 蠕虫状石墨,其断面形态为碎块状。 原因:冷却缓慢,共晶凝固时间过长 引起的成分偏析和孕育衰退。 措施:选用纯净炉料并限制Ce等元素 的含量,控制较低的碳当量,加入Sb、Y、 Bi等微量元素。
1、金相组织 球状石墨外貌接 近球形,内部呈放射 状,有明显的偏光效 应。 石墨是由很多角 锥体枝晶组成的多晶 体,各枝晶的基面垂 直于球径,C轴呈辐 射状指向球心。
2、球化分级
球化级别
1级 2级 3级 4级 5级
说明
石墨呈球状,少量团絮,允许极少量 团絮状 石墨大部分呈球状,余为团状和极少 量团絮状 石墨大部分呈团状,余为团絮状,允 许有极少量蠕虫状 石墨呈分散分布的蠕虫状、球状、团 状、团絮状 石墨呈聚集分布的蠕虫状、片状及球 状、团状、团絮状
球墨铸铁的牌号

130~180
铁素体
QT500-7A
>30~60 >60~200
450~420
300~290
7~5
170~240
铁素体+珠光体
QT600-3A
>30~60 >60~200
600 5~50
360 3~40
3~1
180~270
珠光体+铁素体
QT700-2A
>30~60 >60~200
700~650
牌号
参考壁厚
e/mm
最小抗拉强度
σb/MPa
最小屈服强度
σ0.2/MPa
最小伸长率
δ (%)
硬度
HBS
QT700-2A
30<e≤60
700
400
2
220~320
60<e≤200
650
380
1
220~320
Q600-3TA
30<e≤60
600
360
2
180~270
60<e≤200
550
340
1
180~270
不宜含V、Ti、Cu、W、Mo、Cr等
0.03~0.06
0.02~0.04
退火
3.5~4.0 宜≤3.9
2.0~2.7
≤0..06
0.02~0.04
低温工作铸件
3.4~3.6
1.4~2.0
<0.3 宜≤0.2
≤0.04宜<0.03
≤0.01
Ni<1.0
0.04~0.06
0.3~0.5
≤0.07
≤0.02
0.5~1.0
0~0.2
热处理
球墨铸铁组织成分及其牌号
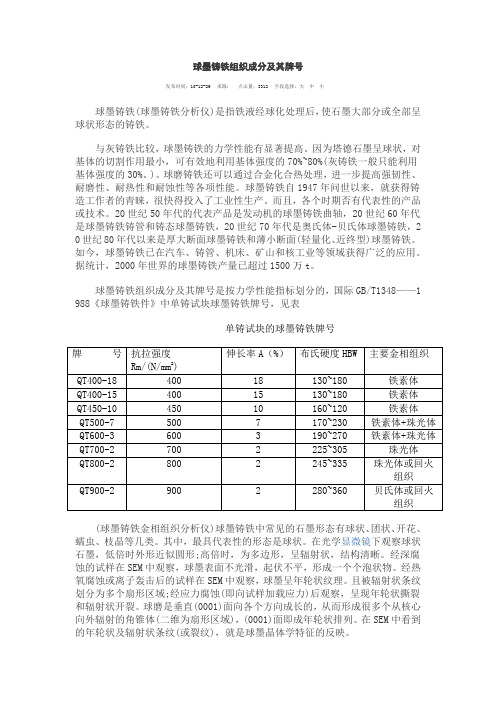
球墨铸铁组织成分及其牌号发布时间:10-12-29 来源:点击量:3312 字段选择:大中小球墨铸铁(球墨铸铁分析仪)是指铁液经球化处理后,使石墨大部分或全部呈球状形态的铸铁。
与灰铸铁比较,球墨铸铁的力学性能有显著提高。
因为塔德石墨呈球状,对基体的切割作用最小,可有效地利用基体强度的70%~80%(灰铸铁一般只能利用基体强度的30%。
)。
球磨铸铁还可以通过合金化合热处理,进一步提高强韧性、耐磨性、耐热性和耐蚀性等各项性能。
球墨铸铁自1947年问世以来,就获得铸造工作者的青睐,很快得投入了工业性生产。
而且,各个时期否有代表性的产品或技术。
20世纪50年代的代表产品是发动机的球墨铸铁曲轴,20世纪60年代是球墨铸铁铸管和铸态球墨铸铁,20世纪70年代是奥氏体-贝氏体球墨铸铁,2 0世纪80年代以来是厚大断面球墨铸铁和薄小断面(轻量化、近终型)球墨铸铁。
如今,球墨铸铁已在汽车、铸管、机床、矿山和核工业等领域获得广泛的应用。
据统计,2000年世界的球墨铸铁产量已超过1500万t。
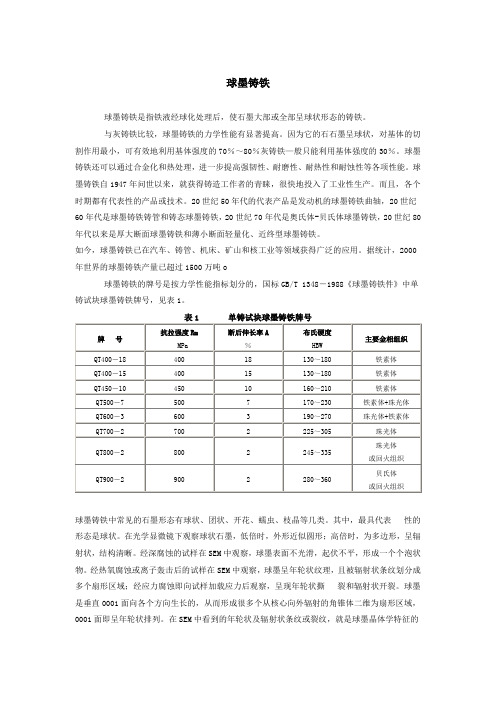
球墨铸铁组织成分及其牌号是按力学性能指标划分的,国际GB/T1348——1 988《球墨铸铁件》中单铸试块球墨铸铁牌号,见表单铸试块的球墨铸铁牌号(球墨铸铁金相组织分析仪)球墨铸铁中常见的石墨形态有球状、团状、开花、蠕虫、枝晶等几类。
其中,最具代表性的形态是球状。
在光学显微镜下观察球状石墨,低倍时外形近似圆形;高倍时,为多边形,呈辐射状,结构清晰。
经深腐蚀的试样在SEM中观察,球墨表面不光滑,起伏不平,形成一个个泡状物。
经热氧腐蚀或离子轰击后的试样在SEM中观察,球墨呈年轮状纹理。
且被辐射状条纹划分为多个扇形区域;经应力腐蚀(即向试样加载应力)后观察,呈现年轮状撕裂和辐射状开裂。
球磨是垂直(0001)面向各个方向成长的,从而形成很多个从核心向外辐射的角锥体(二维为扇形区域),(0001)面即成年轮状排列。
在SEM中看到的年轮状及辐射状条纹(或裂纹),就是球墨晶体学特征的反映。
球墨铸铁
球墨铸铁球墨铸铁是指铁液经球化处理后,使石墨大部或全部呈球状形态的铸铁。
与灰铸铁比较,球墨铸铁的力学性能有显著提高。
因为它的石石墨呈球状,对基体的切割作用最小,可有效地利用基体强度的70%~80%灰铸铁—般只能利用基体强度的30%。
球墨铸铁还可以通过合金化和热处理,进一步提高强韧性、耐磨性、耐热性和耐蚀性等各项性能。
球墨铸铁自1947年问世以来,就获得铸造工作者的青睐,很快地投入了工业性生产。
而且,各个时期都有代表性的产品或技术。
20世纪50年代的代表产品是发动机的球墨铸铁曲轴,20世纪60年代是球墨铸铁铸管和铸态球墨铸铁,20世纪70年代是奥氏体-贝氏体球墨铸铁,20世纪80年代以来是厚大断面球墨铸铁和薄小断面轻量化、近终型球墨铸铁。
如今,球墨铸铁已在汽车、铸管、机床、矿山和核工业等领域获得广泛的应用。
据统计,2000年世界的球墨铸铁产量已超过1500万吨o球墨铸铁的牌号是按力学性能指标划分的,国标GB/T 1348-1988《球墨铸铁件》中单铸试块球墨铸铁牌号,见表1。
球墨铸铁中常见的石墨形态有球状、团状、开花、蠕虫、枝晶等几类。
其中,最具代表性的形态是球状。
在光学显微镜下观察球状石墨,低倍时,外形近似圆形;高倍时,为多边形,呈辐射状,结构清晰。
经深腐蚀的试样在SEM中观察,球墨表面不光滑,起伏不平,形成一个个泡状物。
经热氧腐蚀或离子轰击后的试样在SEM中观察,球墨呈年轮状纹理,且被辐射状条纹划分成多个扇形区域;经应力腐蚀即向试样加载应力后观察,呈现年轮状撕裂和辐射状开裂。
球墨是垂直0001面向各个方向生长的,从而形成很多个从核心向外辐射的角锥体二维为扇形区域,0001面即呈年轮状排列。
在SEM中看到的年轮状及辐射状条纹或裂纹,就是球墨晶体学特征的反映。
球墨铸铁一般为过共晶成分,因此球状石墨的长大,应包括两个阶段:①先共晶结晶阶段,球墨核心形成后,在铁液及贫碳富铁的奥氏体晕圈中长大。
②共晶结晶阶段,球墨周围形成奥氏体外壳,即球墨-奥氏体共晶团。
球墨铸铁技术介绍
弹性模量:159,000~172,000MPa
➢ 球墨铸铁的弹性模量随球化率的降低而降低。
球墨铸铁的验收
➢ 以抗拉强度和延伸率两个指标作为验收依据。 ➢ 生产工艺稳定的条件下,可根据硬度值进行验收。
硬度与强度的对应关系必须建立在球化合格,化学成 分、孕育稳定的基础上。
的基体类型。
焊补性
➢ 球墨铸铁不能焊接,只能焊补。
➢ 球墨铸铁中稀土镁合金含量较高时,在焊缝和近焊 缝区易产生白口或马氏体组织,形成内应力和裂 纹。
➢ 国家标准GB/T10044-1988规定了适用于球墨铸 铁焊补用的焊条,按照要求,可获得高强度珠光体 基体球墨铸铁的焊缝。
9
铁素体球墨铸铁(F体高韧性)
➢ 铸造工艺合理稳定,为保证性能,规定按硬度验收 时,必须检验金相组织,其球化率不得低于4级。
➢ 即使硬度和球化合格,由于基体其中存在渗碳体、 磷共晶、高硅固溶强化等,强度和韧性也可能达不 到要求。
➢ 生产工艺不稳定时,不能根据硬度值验收。
13
冲击韧度
➢ 铁素体球墨铸铁由于含硅量变化,贝氏体球墨铸铁 由于上、下贝氏体及奥氏体数量变化,冲击韧度的 变化范围较大。
强度和塑性
➢ 球墨铸铁的强度和塑性主要取决于基体组织
• 下贝氏体B下或回火马氏体M回强度最高; • 其次是上贝氏体B上、索氏体S体、珠光体P体、F体; • 铁素体增多,强度下降,延伸率增加; • 奥氏体或铁素体强度较低,塑性较好。
➢ 球墨铸铁的屈服点σ0.2高,超过正火45钢 ➢ 比强度σ0.2/σb也高于钢
布氏硬度HBS
四种退火球墨铸铁的高温硬度
180
球墨铸铁的组织和性能
铁素体球墨铸铁
铁素体-珠光体球墨铸 铁
珠光体球墨铸铁
球墨铸铁的显微组织
球墨铸铁良好的机械性能是与其组织特点分不开的,在球铁中,石 墨结晶成球状,对基体的割裂作用大为减小,基体强度的利用率达(70~ 90)%,抗拉强度不仅高于铸铁,甚至还高于碳钢,σb=(400~600)MPa, σs=(300~400)MPa。屈强比σs/σb 为 0.7~0.8,比钢约高 40%左右。 塑性、韧性比灰口铸铁大大提高,δ=(1.5~10)%,经热处理最高可达
δ=(20~25)%。 球墨铸铁不仅具有远远超过灰铁的机械性能,而且同样也具有灰铁 的一系列优点。如良好的铸造性能、减摩性、切削加工性及低的缺口敏 感性等。甚至在某些性能方面可与锻钢相媲美,如疲劳强度大致与中碳 钢相似,耐磨性优于表面淬火钢等。此外,球铁还可适应各种热处理, 使其机械性能提高到更高的水平。因此。球铁一出现就得到迅速的发展。 它可代替部分钢作较重要的零件,对实现以铁代钢、以铸代锻起重要的 作用,具有较大的经济效益。例如,珠光体球铁常用于制造曲轴、连杆、 凸轮轴、机床主轴、水压机气缸、缸套、活塞等。铁素体球铁用于制造
盘铸件需进行退火处理。 2.正火
目的是增加基体组织中珠光体的含量,并使其细化,提高铸铁的强 度、硬度和耐磨性,如发动机的缸套、滑座和轴套等铸件均要进行正火。
此外,还能将铸态珠光体球铁进行调质和等温淬火,以获得高的强度和硬度,但是都只适宜 于小件。
并适合流水作业生产等优点。 因球化处理时铁水温度有所降低,为保证流动性,应使铁水的出炉
温度高些。 四、球墨铸铁的热处理 由于球铁基体组织与钢相同,球铁石墨又不易引起应力集中,因此 它具有较好的热处理工艺性能。凡是钢可以采用的热处理,在理论上对 球铁都适用。常用的热处理方法有以下几种:
HT与QT牌号基本资料

3.3.1本组织或顾客如对铸件的金相组织有要求时,应符合GB 7216和GB 9441的规定。
3.3.2球墨铸铁件的球化级别一般不得低于4级,其检验次数和取样位置由供需双方针对具体铸件另行规定。
3.3.3球化级别和基体组织,可用无损检测方法进行检验,如有争议时,应用金相检验法裁决。
3.4几何外形、尺寸及公差
2.2根据GB 5612的规定,球墨铸铁的牌号分为单铸和附铸试块两类。
2.2.1单铸试块的机械性能分为QT400-18、QT400-15、QT450-10、QT500-7、QT600-3、QT700-2、QT800-2、QT900-2八个牌号。
2.2.2附铸试块的机械性能分QT400-18A、QT400-15A、QT500-7A、QT600-3A、QT700-2A五个牌号(注:牌号后面的字母A系表示该牌号在附铸试块上测定的机械性能,以区别单铸试块测定的性能)。
420
290
5
QT600-3A
30~60
600
360
3
ห้องสมุดไป่ตู้180~270
珠光体
+铁素体
60~200
550
340
1
QT700-2A
30~60
700
400
2
220~320
珠光体
60~200
650
380
1
球墨铸铁件附铸试块的冲击试验只适用于表5所规定的牌号,并且仅在本组织或顾客要求做冲击试验时,冲击值才作为验收依据。
表10小批和单件生产铸件的尺寸公差等级
造型材料
公差等级
干、湿型砂
自硬砂
灰铸铁
13~15
11~13
球墨铸铁国家标准(摘要)

球墨铸铁件(摘要) GB 1348-88创建时间:2008-08-02球墨铸铁件(摘要)GB1348-881、引言(略)2、牌号球铁的牌号应符合GB5612—85<铸铁牌号表示方法>的规定,并分为单铸和附铸试块两类。
a.单铸试块的机械性能分为八个牌号,见表1和表2的规定。
b.附铸试块的机械性能分为五个牌号,见表3和表4的规定。
表1单铸试块的机械性能表2单铸试块V 型缺口试样的冲击值注:字母“L”表示该牌号在低温时的冲击值。
表3附铸试块的机械性能表3附铸试块的机械性能注:牌号后面的字母A系表示该牌号在附铸试块上测定的机械性能,以区别表1的单铸试块测定的性能。
表4附铸试块V型缺口试样的冲击值3技术要求3.1生产方法、化学成分和热处理生产方法、化学成分和热处理工艺,可由供方自行决定。
但必须保证协议书、技术条件上所规定的球铁牌号或达到本标准规定的机械性能指标。
对于化学成分,热处理方法有特殊要求的球铁件由供需双方商定。
3.2机械性能3.2.1球铁件的机械性能以抗拉强度和延伸率两个指标作为验收依据。
3.2.2冲击试验只适用于表2和表4所规定的牌号,并且仅在需方要求做冲击试验时,冲击值才作为验收依据。
3.2.3对屈服强度、硬度有要求时,经供需双方商定,可作为验收依据。
3.2.4如果以硬度作为验收指标时,按附录A的规定进行。
3.2.5如果是在铸件本体上取样时,取样部位及要达到的性能指标,由供需双方规定。
3.3金相组织如果需方要求进行金相组织检验时,可按GB9441—88《球墨铸铁金相检验》的规定进行,球化级别_般不得低于4级,其检验次数和取样位置由供需双方商定。
球化级别和基体组织,可用无损检测方法进行检验,如有争议时,应用金相检验法裁决。
3.4球铁件的几何形状及其尺寸公差3.4.1球铁件的几何形状及其尺寸应符合球铁件图样的规定。
3.4.2球铁件的尺寸公差应按GB 6414 - 86<铸件尺寸公差>的规定执行。
球墨铸铁牌号及用途
球墨铸铁牌号及用途
球墨铸铁是一种铸铁材料,也被称为球墨铸铁,其主要特点是由球状石墨颗粒包裹在铸铁基体中。
球墨铸铁相比于普通铸铁具有更高的抗拉强度、较好的塑性和韧性,而且具有良好的耐腐蚀性能和耐磨性能。
下面列出了几个常见的球墨铸铁牌号及其用途:
1. QT400-15:用途广泛,包括机床床身、车床床身、电机底座、泵体、机械零部件等。
2. QT450-10:用途类似QT400-15,但具有更高的抗拉强度,适用于负荷较大的工程。
3. QT500-7:适用于要求高强度和耐热性的工程,如发动机缸体、车轮、涵道、凸轮轴等。
4. QT600-3:适用于要求较高强度和耐热性的工程,如发动机缸体、机械零部件等。
5. QT700-2:适用于对材料强度要求高的工程,如汽车曲轴、发电机底座等。
值得注意的是,以上列举的牌号和用途只是一些常见的例子,不同地区和厂家可能会有不同的命名和应用情况。
在具体应用中,应根据实际需求选择合适的球墨铸铁牌号。
球墨铸铁特性及其应用
一、球墨铸铁的力学性能
1、净荷载性能 (1)硬度
球墨铸铁的硬度主要取决于基体组织,而且 与抗拉强度、延伸率等净荷载性能有相应的关系。 (2)强度和塑性
球墨铸铁的强度和塑性主要取决于基体组织, 下贝氏体或回火马氏体强度最高,其次是上贝氏 体、索氏体、珠光体。
随着铁素体增多,强度下降,延伸率增加。 奥氏体或铁素体强度较低,塑性较好。
球墨铸铁铸件形式
1、大断面球墨铸铁 2、铸态球墨铸铁件 3、薄壁球墨铸铁件 4、高强度高韧性球铁
球墨铸铁的性能
球墨铸铁的力学性能以抗拉强度和延伸率两 个指标作为验收依据。
GB规定的球墨铸铁牌号
序 牌号 号
1 QT400-18 2 QT400-15 3 QT450-10 4 QT500-7 5 QT600-3 6 QT700-2 7 QT800-2 8 QT900-2
2、动荷载性能 (1)冲击韧度:铁素体球墨铸铁由于含硅量变化,贝氏体球墨铸铁由于
上、下贝氏体及奥氏体数量变化,冲击韧度的变化范围较大。
基体组织 铁素体
冲击韧度 (J/cm2) Hale Waihona Puke 0-150J 140 120
100
80
珠光体
15-35
60
有缺口 无缺口
贝氏体
30-100
回火索氏体 20-60
40 20
铁素体和珠光体的低温拉伸性能
Si:2.1% ;P:0.09%
温度(℃)
20 0 -25 -50 -75 -100 -125 -150 -196 -269
正火珠光体球墨铸铁
抗拉强度σ b
MPa
延伸率δ (%)
803.6
2
759.5
2
灰铁(球铁)力学性能(1)
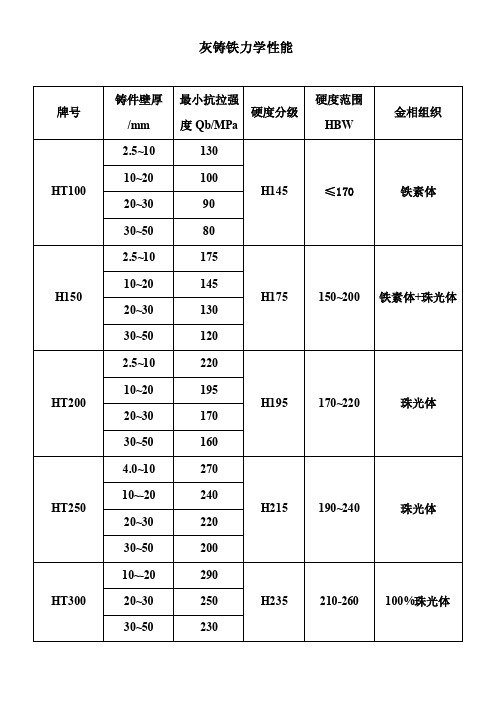
灰铸铁力学性能牌号铸件壁厚/mm 最小抗拉强度Qb/MPa硬度分级硬度范围HBW金相组织HT100 2.5~10 130H145 ≤170铁素体10~20 10020~30 9030~50 80H150 2.5~10 175H175 150~200 铁素体+珠光体10~20 14520~30 13030~50 120HT200 2.5~10 220H195 170~220 珠光体10~20 19520~30 17030~50 160HT250 4.0~10 270H215 190~240 珠光体10~-20 24020~30 22030~50 200HT300 10~-20 290H235 210-260 100%珠光体20~30 25030~50 230HT350 10~-20 340H255 230~280 100%珠光体20~30 29030~50 260球墨铸铁铁力学性能牌号铸件壁厚/mm抗拉强度Qa/MPa屈服强度Q0.2/MPa伸长率Q(%)参考≥布氏硬度HBW金相组织QT400-18A>30~60 390 250 18130~180 铁素体>60~200 370 240 12QT400-15A>30~60 390 250 15130~180 铁素体>60~200 370 240 12QT500-7A>30~60 450 300 7170~240 铁素体+珠光体>60~200 420 290 5QT600-3A>30~60 600 360 3180~270 珠光体+铁素体>60~200 550 340 1QT700-2A>30~60 700 400 2180~270 珠光体>60~200 650 380 1QT800-2A / 800 480 2 245~335 珠光体或回火组织QT900-2A / 900 600 2 280~360 贝氏体或回火马氏体灰铸铁中外对照表中国GB国际标准ISO 俄罗斯ΓOCT美国ASTN日本JIS德国DIN英国BS 法国NFHT100 100 CЧ10 / FC100 / 100 / HT150 150 CЧ15No.20 FC150 GG15 150 FGL150 HT200 200 CЧ20No.30 FC200 GG20 200 FGL200 HT250 250 CЧ25No.35 FC250GG25250 FGL250 HT300 300 CЧ30No.45 FC300 GG30 300 FGL300 HT350 350 CЧ35No.50 FC350 GG35 350 FGL350 HT400 / CЧ40No.60 / GG40 / FGL400球墨铸铁中外对照表中国GB国际标准ISO 俄罗斯ΓOCT美国ASTN日本JIS德国DIN英国BS 法国NFQT400-18 400-18 CЧ40 60-40-18 FCD400 GGG40 400/17 FGS370-17 QT450-10 450-10 CЧ45 65-45-12 FCD450 / 420/12 FGS400-12 QT500-7 500-7 CЧ50 70-50-05 FCD500 GGG50 500/7 FGS500-7 QT600-3 600-3 CЧ60 80-60-03 FCD600 GGG60 600/3 FGS600-3 QT700-2 700-2 CЧ70 100-70-03 FCD700 GGG70 700/2 FGS700-2 QT800-2 800-2 CЧ80 120-90-02 FCD800 GGG80 800/2 FGS800-2 QT900-2 900-2 CЧ100 / / / 900/2 /教你如何用WORD文档(2012-06-27 192246)转载▼标签:杂谈1. 问:WORD 里边怎样设置每页不同的页眉?如何使不同的章节显示的页眉不同?答:分节,每节可以设置不同的页眉。
耐蚀球墨铸铁牌号
耐蚀球墨铸铁牌号
耐蚀球墨铸铁牌号
随着我国经济的发展,耐蚀球墨铸铁的需求越来越大。
而球墨铸铁就是一种铁素体球墨铸铁,是一种具有优异耐腐蚀性能的材料。
那么,如何选择耐蚀球墨铸铁的牌号呢?
一、牌号介绍
1. QT450-10
QT450-10是一种具有较高耐蚀性的球墨铸铁,适用于一些化学环境下的使用。
该牌号的石墨球形良好,强度高,韧性优越,硬度适中,耐疲劳性好,特别是在温度较高的环境下,仍能保持良好性能。
2. QT400-18
QT400-18适用于一些不同浓度酸液、碱液、海水等介质的适用。
该牌号的石墨球形优越,强度高,具有改善高温下的抗氧化性能,具有优异的防蚀性,同时韧性较好。
3. QT500-7
QT500-7适用于一些弱腐蚀及低温环境下的使用,该牌号的石墨球形优越,强度高,韧性较好,同时硬度与耐磨性也比较出色。
二、选择时的注意事项
1. 环境要素
在选择耐蚀球墨铸铁的牌号时,首要考虑的是环境要素,例如工作介质的化学成分、温度、浓度等,因为这些要素会直接影响到耐蚀性能的表现。
因此,需要先对环境要素进行仔细评估。
2. 功用要求
其次是对材料的强度、硬度、韧性等性能要求,应该与工作要求相适应,同时还要根据实际使用情况进行综合评估。
3. 技术实力
在生产选择时也需要考虑企业的技术实力,因为不同牌号的铸造难度不同,需要具备相应的技术能力和设备设施。
三、结语
总之,在选择耐蚀球墨铸铁的牌号时需要考虑多方面的因素,而正确选择牌号则能够有效提高产品的耐蚀性能和使用寿命。
希望通过本文的介绍,能够对您有所帮助。
QT球磨铸铁化学成分与力学性能
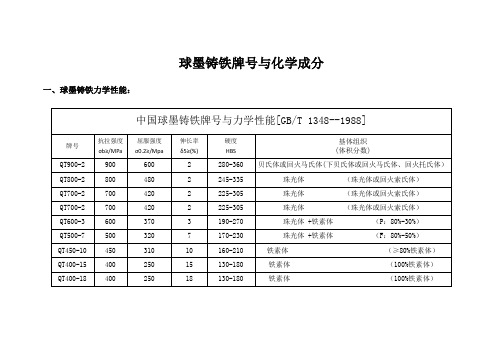
280-360 245-335 225-305 225-305 190-270 170-230 160-210 130-180 130-180
二、球墨铸铁化学成分:
球墨铸铁的化学成分(供参考) 化 学 成 分(质 量 分 数 %) Si Mn P S Mg RE ≤0.50 ≤0.08 ≤0.025 2.7-3.0 0.03-0.05 0.025-0.045 ≤0.50 ≤0.07 ≤0.03 2.5 0.5-0.8 ≤0.08 ≤0.02 2.3-2.6 0.035-0.065 0.035-0.065 0.5-0.7 ≤0.08 ≤0.025 2.0-2.4 0.035-0.05 0.025-0.045 ≤0.60 ≤0.08 ≤0.025 2.5-2.9 0.03-0.05 0.03-0.05 ≤0.50 ≤0.07 ≤0.03 2.2-2.8 0.03-0.06 0.02-0.04 ≤0.50 ≤0.07 ≤0.02 2.5-2.9 0.04-0.06 0.03-0.05 ≤0.50 ≤0.08 ≤0.025 2.2-2.8 0.04-0.06 0.03-0.05
QT900-2 QT800-2 QT700-2 QT700-2 QT600-3 QT500-7 QT450-10 QT400-15 QT400-18
900 800 700 700 600 500 450 400 400
600 480 420 420 370 320 310 250 250
2 2 2 2 3 7 10 15 18
Cu 0.5-0.7 0.82 0.40-0.80 0.50-0.75
Mo 0.15-0.25 0.39 0.15-0.40
牌号及种类 QT900-2 QT800-2 QT700-2 QT60000-15 QT400-18 孕育前 孕育后 孕育前 孕育后 孕育前 孕育后 孕育前 孕育后 孕育前 孕育后 孕育前 孕育后 孕育前 孕育后 孕育前 孕育后