NXT操作作业指导书
NXT教程

5
standby LED 一直處
於閃爍狀態。
1.重複開機多次故障現象仍無法排除。 2.Module CPU Box 各端口線重新 連接,現象依舊。 3.進行CPU緊急安裝時無法建立連 接(LAN介面燈不亮)。 4.與其他模組交換 CPU Box 測試, 故障轉移。 5.暫更換備用Module CPU Box,設 備恢復生產。
连接基座时,不论连接后的基座尺寸及连接基座数如何,必须使用连接 BKT。 2M基座单独设置时,必须使用基座固定用的地脚螺栓。 4M基座单独设置、或者2台2M基座连接设置时,必须在水平垫脚下加入 粘性垫片
模組 (Module)
M3S/M3模组
M6S/M6模组
模組組成(Module)
貼裝工作頭(Place Head) H12(H)S H08 H04 H01
F04 OF GL
NXT HEAD CPH
NXT-2 HEAD CPH
NXT-2 HEAD CPH
吸嘴槽(Nozzle Station)
吸嘴(Nozzle)
影響處理(Vision Process)
元件相機(Parts Camera)
定位相機(Mark Camera)
基板搬運系統
双搬运轨道 不仅可以搬 运/生产同种 类型的电路 板,而且可 以搬运/生产 不同类型的 电路板, 2个 搬运轨道的 宽度可以独 立变换。
Line Monitor & Line Report
设备日常保养与维护
详细参考保养手册
基座電器控制部分
NXT電器控制原理图
基座電器制部分
NXT常见消耗品更換
• 主搬运轨道传送带 • 电路板夹紧部定位销 • 模组伺服放大器电池 • 贴装工作头电池 • 模组CPU 箱电池 • 基座CPU 箱电池 • 模组内电路板的保险丝 • 基座远程控制I/O电路板保险丝 • 基座控制I/F电路板保险丝 • 真空泵温度保险丝更换 • 具体更换步骤,请退出后双击右
第二章 NXT基本操作
NXT基本操作(05.7.19更新 Storm)一 NXT界面介绍说明1.1 界面各按键介绍1.2 基本操作画面介绍1.3 Cycle Stop\Stop\E-Stop的区别二相关操作2.1 NXT开关机操作2.2 程式传送2.3 换线的基本流程2.4 机器的自动校正过程2.5 更换Feeder2.6 更换Placing Head2.7 更换Back up Plate2.8 更换Nozzles2.9 更换Feeder Pallet2.10 更换 Trays2.11 用MCU卸下Module2.12 基本操作注意事项小结一 NXT界面介绍1.1 界面介绍直观的图形化界面是NXT的一个特点,有利于缩短操作人员的培训时间,从而缩短新生产线的导入时间。
1. STANDBY: 确认机器电源已经接通2. POWER: 打开/关闭NXT3. STOP: 完成当前板然后停止生产4. START: 开始执行操作5. READY ON: 消除当前的错误6. GROUP: 进行多模组的整体操作7. CYCLE STOP: 完成当前周期操作后停止生产8. MANUAL: 启动手动操作界面9. Arrow Keys: 移动当前的对象内容10. OK: 确认,并进行操作11. CANCEL: 取消所选的操作12. MONITOR: 切换到/切换出监视画面13. EMERGENCY: 切断 200V 电源停止机器的运行显示屏内容介绍1.2 NXT MANUAL操作画面介绍清扫:一般用于将模组拉出Place Head: 调整Place Head的停放位置自我诊断:版本升级使用时会保留机台程式和相关设定取出基板:选择该命令后,NXT会降下Plate,松开基板,然后就可以拉出模组取出基板更换单元:选择该命令后,NXT会让你选择要更换单元,有更换plate(或MTU)\Nozzle归位\更换Head\移动轨道等,然后可以按照屏幕的提示逐步操作资讯:可以看到NXT的一些相关信息如版本,IP地址等1.3 Cycle Stop\Stop\E-Stop的区别:•按下Cycle Stop,NXT执行完当前步骤,然后暂停,按Start继续生产•按下Stop,NXT生产完当前的基板,然后将Nozzle归位,然后停止;而且之后的模组均会做类似动作•按下E-Stop,NXT立即停止,待故障消除以后,按Start继续生产所以在一般操作中,非紧急状态而需要停止NXT动作,按Cycle Stop即可。
006NXT飞达使用操作指引
FS 财富之舟科技有限公司FORTUNESHIP TECHNOLOGY COMPANY LIMITEDNXT 飞达使用操作指引文件编号:FS/M-SMT-E-006版本状态: A.0版总页数:共7页发行部门:SMT工程部受控状态:发放编号:修改履历修改日期修改状态修改处修订主要内容修订人页码条款2016.1.8 A.0 全文/ 初次作成审批栏作成会签栏审核批准年月日年月日年月日NXT飞达操作指引1.0目的提供上料作业指导及正确的飞达使用操作方法,避免因上料作业不良引起机器故障或损坏。
2.0范围适用于公司SMT所有NXT系列机器.3.0权责3.1 工程部3.1.1 负责指导上料员正确上料,以及上料员在机器操作过程中出现问题提供技术支持等.。
3.2 生产部3.2.1 负责NXT系列机器的上料操作。
3.3 品质部3.3.1 监督生产部上料员是否按本指引作业。
4.0程序内容4.1飞达使用操作4.1.1 每上好一站料检查料盖是否扣好,FEEDER盖是否与其它FEEDER盖在一水平位,如否则修正,不能修正则重新更换FEEDER.OK后方可开机生产,以免撞FEEDER.4.1.2 FEEDER上到机器之前需确认DEVICE TABLE上是否有异物,有则需先清除后再将FEEDER装到机器上去.4.1.3 取下的料带须丢入回收箱中.4.1.4 如果FEEDER的使用日期已经到达该FEEDER的维护失效日期,则需将该FEEDER送往FEEDER房检修.4.1.5 送往FEEDER房的FEEDER,都需填写《FEEDER送修单》.4.1.6 作业过程中如出现撞FEEDER或其它异常现象,不得私自开机,需找跟拉PE,将异常现象解决后,方可开机生产.4.1.7物料供给状况界面图图一:显示出料尽向导4.1.8料带上的孔与孔之间的距离固定为4MM ,确定料带间距时,取两个相邻物料的中心点看其跨越几段孔的距离.如其两相邻物料的中心点之间跨越2段孔距,则其间距为8MM ,如其两相邻物料的中心点 之间跨越3段孔距,则其间距为12MM ,如其相邻物料的中心点之间跨越距离为一半的孔距,则其间 距为2MM 。
大型板金连线机械手NXTSeries操作说明书-PPT精选文档

每當機械手臂及模具有拆下維修或更換零件,機械手再次 運行前必須先以寸動模式試運轉,判別機械手運轉角度與 機能是否正常。
2.
檢查手臂、金具組、吸盤、電磁鐵、夾爪、近接感測器的 部份螺絲有無鬆動或零件損壞。
3. 4. 5. 6.
安全裝置之性能。 電氣、儀表的動作。 緊急動裝置之機能。 1-4 完工後,離開工作崗位或是對各部進行檢查、維護調 整時,務必關掉電源,並拔出電源開關的鑰匙,交由單位 主管或其指定人員妥善保管。
2.
寸動之操作:此模式特別適用於機械手手臂吸料裝置與模 具定位位置的調整及異常停止的排除。
1) 2)
選擇操作模式:將操作模式選擇開關切換於寸動模式。 復歸 + 寸動:欲做寸動運轉時,需先按著復歸鈕再按遙控 寸動開關,待機械手移動後再放開復歸鈕。只操作遙控寸 動開關的寸進與寸退即可讓機械手下達寸動行程運轉再配合吸料選擇開關的開與關,可 將設定好的速度與曲線角度對工件材料做全行程搬移取放 的動作。
4)
沖床啟動:此按鈕為依廠家需求選用的操作開關。當機械 手於寸動或一行程模式搬運一片材料,需要全部沖床同時 執行一次沖壓動作時,可將操作模式切換於一行程模式, 然後操作沖床啟動按鈕二次;按第一次沖床啟動按鈕時, 機械手會先產生警報器鳴叫告知其它人員注意並離開沖床 沖壓的安全範圍,再按第二次沖床啟動按鈕時,所有連線
1)
選擇操作模式:將操作模式選擇開關切換於寸動校模模式。
2)
復歸 + 寸動:欲做寸動運轉時,需先按著復歸鈕再按遙控 寸動開關,待機械手移動後再放開復歸鈕。只操作遙控寸 動開關的寸進與寸退即可讓機械手下達寸動運轉指令。再 配合吸料選擇開關的開與關,可以對工件材料做取放料的 慢速搬移動作。
3)
NXT程序制作手册(整理).pptx

1. 导入前先建立一个组文件夹,专门存放同一客户的生产程序,如 FUFENG,XINYA。打开 FLEXA 主界面按照下图操作即可。 2.选中相应产品对应的文件夹,进行新 JOB,即新程序的建立如下图按深色 部 分操作:
4
学海无 涯
点击第一列,变蓝色后在Field name 选项中选择Reference,以此类推。
在所有的对应关系确定后按下 Finish,会弹出下面对话框,如果是第一面导入的话可以点击 YES,如果之前有导入过一面的数据,必须点击 NO,建议全部点击 NO 以免之前的导入数 据丢失。
外部的数据导入完成
完成里面前三项的数据编写即可。 3.2.4 完成part data ,shape data,以及对应的 package data 后要对三者进行关联,方法如下,右 键单击元件选择open part data,在跳出的对话框中选择对应的part shape,package name,即可退 出察看,元件是否成型。 以上内容的前三步如果是相同客户的新产品存在元件库的话,可以不用一个一个地去做, 直 接将其他类似产品的part data 导入即可显示部分相同物料的 shape.,例如:F581 产品 有做 过,现在要做F692 的,那么可以将 F581 的数据库导入 F692 的 JOB 中来 操作菜单如下图:file --impo rt -part -fo rm job ----〉弹出的对话框中选择 F581 的 JOB-- 〉 再在二级对话框中选择所需要的 part data 即可。
7
学海无 涯
3.2.3 建立元件的 Package data 完成了 shape data 的编辑以后要配置相应的料枪,那么先要完成 package data 的编辑 注解:一般料枪名有 5 个字如:D0804/E0804,其中D 代表纸料带,E 代表塑料带,08 代表 料带的宽度为 8MM,04 为该物料所对应的Pitch 为 4。 编辑的方法如下:在 JOB 界面选择 package data-------〉NEW 跳出下图界面
SMT掌机作业指导书NXT
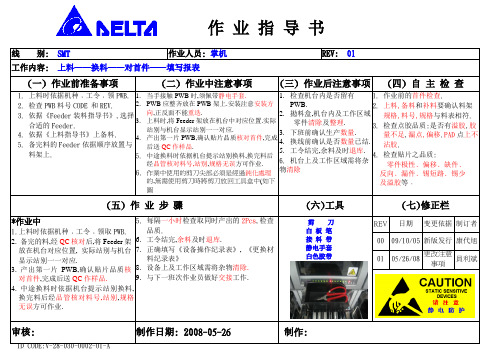
线别:SMT
作业人员:掌机
REV:01
工作内容:上料——换料——对首件——填写报表
(一)作业前准备事项
(二)作业中注意事项
(三)作业后注意事项
(四)自主检查
1.上料时依据机种﹐工令﹐领PWB.
2.检查PWB料号CODE和REV.
3.依据《Feeder装料指导书》,选择合适的Feeder.
4.依据《上料指导书》上备料.
9.与下一班次作业员做好交接工作.
剪刀
白板笔
接料带
静电手套
白色胶带
REV
日期
变更依据
制订者
00
09/10/05
新版发行
康代旭
01
05/26/08
更改日期:2008-05-26
制作:
ID CODE:V-28-030-0002-01-A
5.备完料的Feeder依据顺序放置与料架上.
1.当手接触PWB时,须佩带静电手套.
2.PWB应整齐放在PWB架上.安装注意安装方向,正反面不能重迭.
3.上料时,将Feeder架放在机台中对应位置.实际站别与机台显示站别一一对应.
4.产出第一片PWB,确认贴片品质核对首件,完成后送QC作样品.
5.中途换料时依据机台提示站别换料,换完料后经品管核对料号,站别,规格无误方可作业.
6.作業中使用的剪刀尖部必須是經過鈍化處理的,無需使用剪刀時將剪刀放回工具盒中(如下圖
1.检查机台内是否留有PWB.
2.拋料盒,机台内及工作区域
零件清除及整理.
3.下班前确认生产数量.
4.换线前确认是否数量已结.
5.工令结完,余料及时退库.
6.机台上及工作区域需将杂
SMT设备操作指导说明nxt

5.4.技朮員關機程序
5.4.1關機前先按下每個模組的循環停止鍵﹐將所有的模組停下來.
5.4.2.先按住電源鍵(GROUP)不放再按下POWER鍵使模組進入睡眠狀態.
5.4.3.關掉主機電源﹐如果有2連模的需要關掉外備主機電源﹐則整個關程序完畢.
group同时操作几台模组ready解除错误start开始nxt的动作cyclestop用动作循环停止nxtstop在电路板生产的间隙中停止nxtmanual显示手动指令power便nxt的电源onoff?irwfhcvok决定面板操作cancel取消面板操作monitor切換到影像处理监视屏standsleep时点亮箭头键移动操作屏上的光标52技术员开机程式
2010-9-1
1.目的:
1.1规范SMT作业,保证机器设备的正常运转。
2.范围:
2.1辉烨四部SMT车间。
3.权责:
3.1SMT工程技术人员与工程授权操作机器设备的作业人员。
4.定义:
4.1提高自身的专业知识,能熟练操作机器设备,发现预防机器故障。
5.作业内容:
5程序内容:
5.1.机器按键介绍:
4.5.2技术员开机程式:
5.3.技朮員基本操作
5.3.1.傳送生產程給機器﹐并將Feeder安裝好.
5.3.2.調出程序后機器會提示更換吸嘴﹐或貼裝頭﹐如果不需要更換則直接按Start鍵﹐機器會自動調節軌道寬度.
5.3.3.打開操作面板上面的站位表﹐檢查物料是否安裝正確﹐飛達有無裝到位或者飛達步距是否正確.
5.3.4.如果需要更換吸嘴或貼裝頭﹐則必需按正確的操作程序更換吸嘴或貼裝頭﹐更換后按(Start)鍵機器會進行自動校正.
NXT 往复式搬运轨道(自立型)使用说明书
手册更新概要对下记手册进行了更新。
手册名称:NXT往复式搬运轨道(自立型)使用说明书更新后的手册管理号码: INS-NXTSTCBF-3.0S更新前的手册管理号码:INS-NXTSTCBF-2.2S发行日期:2009.1.16所进行的主要更新内容如下表所示:章/节变更内容所有章节全面改订。
对于手册各部分中的细微变动恕不详述。
注意:如果您需要完整的印刷手册,请与您的代理商联络或者发送电子邮件到以下地址。
E-mail: intnetqst@fuji.co.jpINS-NXTSTCBF-3.0SNXT STC-5060B-F注意!将本产品移设到贵公司的海外工厂或者转卖给国内外的第三方时,请事先与富士机械制造株式会社或者本公司代理商取得联系。
对于没有与本公司联系而转卖,移设到海外的产品,有可能不再提供备用部件或者维修保养服务。
NXT往复臂搬运轨道(自立型)使用说明书STC-5060B-FINS-NXTSTCBF-3.0S著作权本手册的著作权属于富士机械制造株式会社所有。
未经本公司同意,严禁擅自复制或转载本手册的部分或全部内容。
商标保证和责任本公司对由于下述原因而产生的结果不承担任何责任:·使用第三方零部件。
·使用非纯正FUJI零部件。
·用户的不正确设置。
·FUJI设备使用不当。
注意事项·本手册的内容在没有事先预告的情况下,有进行变更的可能性。
·本公司对因使用本手册所产生的结果及所造成的影响,不承担任何责任。
·本手册在编写过程中力求精益求精,如若发现错误或遗漏之处敬请与本公司联系。
INS-NXTSTCBF-3.0S 目录目录1. 安全指南 (1)1.1 标记的读法 (1)1.1.1 危险度的定义 (1)1.1.2 图标记号示例 (1)1.2 所有机型共通的注意事项 (2)1.3 NXT往复臂搬运轨道的注意事项 (5)1.4 紧急停止按钮 (6)1.4.1 往复臂搬运轨道 (6)2. 概要 (7)2.1 NXT往复臂搬运轨道 (7)2.2 NXT往复臂搬运轨道的种类 (7)3. 安装 (9)3.1 往复臂搬运轨道的移动 (9)3.2 关于固定筋板 (10)3.2.1 拆除方法 (10)3.3 电源电缆和信号电缆的连接 (11)3.3.1 方法 (11)3.4 水平调整 (13)3.4.1 方法 (13)3.5 往复臂搬运轨道与NXT本机的结合 (14)3.5.1 相同基准侧搬运轨道导轨的对齐 (14)3.5.2 将往复臂搬运轨道与NXT结合在一起 (15)4. 各部分的名称和功能 (17)4.1 往复臂搬运轨道的外观 (17)4.2 操作面板 (18)4.2.1 LED显示和开关类的说明 (18)4.3 控制箱 (20)4.4 往复臂搬运轨道内部 (21)4.4.1 传感器、马达 (21)4.5 往复臂搬运轨道的动作说明 (21)目录INS-NXTSTCBF-3.0S4.6 错误编码 (22)4.6.1 异常项目 (22)4.6.2 异常监视 (23)4.6.3 异常恢复处理 (24)5. 基本操作 (25)5.1 运转的开始/停止 (25)5.2 周期停止 (25)5.3 如何使搬运轨道主体滑动 (26)5.3.1 操作方法 (26)5.4 关于搬运轨道宽度的手动调整 (27)5.4.1 调整方法 (27)5.5 通道2移动位置的设定<手动调整宽度机> (28)5.5.1 左工序侧通道2移动位置 (28)5.5.2 右工序侧通道2移动位置 (29)5.6 通道1基准轨道位置的变更<手动宽度调换机> (30)5.6.1 左工序方面通道1基准轨道位置 (30)5.6.2 右工序方面通道1基准轨道位置 (31)6. 预防保养 (33)6.1 关于预防保养 (33)6.1.1 关于操作周期 (33)6.1.2 操作时的注意点 (33)6.1.3 准备的用品 (33)6.2 操作一览表 (33)6.3 每周(160小时)的操作 (34)6.3.1 往复臂搬运轨道内部的清扫 (34)6.4 每年(8000小时)的操作 (34)6.4.1 往复臂搬运轨道的加油 (34)7. 损耗品的更换 (37)7.1 控制箱的保险丝(控制箱内的控制电路板上) 377.1.1 保险丝规格 (37)7.1.2 更换方法 (37)INS-NXTSTCBF-3.0S 目录7.2 搬运轨道皮带 (38)7.2.1 搬运轨道皮带的张力 (38)8. 调整 (39)8.1 传感器位置调整(电路板减速传感器) (39)8.2 传感器灵敏度的调整 (40)8.2.1 必要的治具 (40)8.2.2 电路板减速传感器的调整方法 (40)8.2.3 电路板换乘确认传感器的调整 (42)8.3 警告蜂鸣器音量的调整 (44)8.3.1 调整方法 (44)9. 附录1 (45)9.1 控制电路板M1PCB2(FH1271A)的双列直插开关设定 (45)9.2 控制电路板M1PCB2(FH1271A)的跨接开关设定 4610. 附录2 (49)10.1 产品中有毒有害物质或元素的名称及含量.. 4910.1.1 电子信息产品的产品名:STC-5060B-F (49)目录INS-NXTSTCBF-3.0S MEMO:INS-NXTSTCBF-3.0S 1. 安全指南1.安全指南本公司是在充分重视安全性的前提下进行机器的设计和制造的。
贴片机(FUJINXT)标准作业指导书
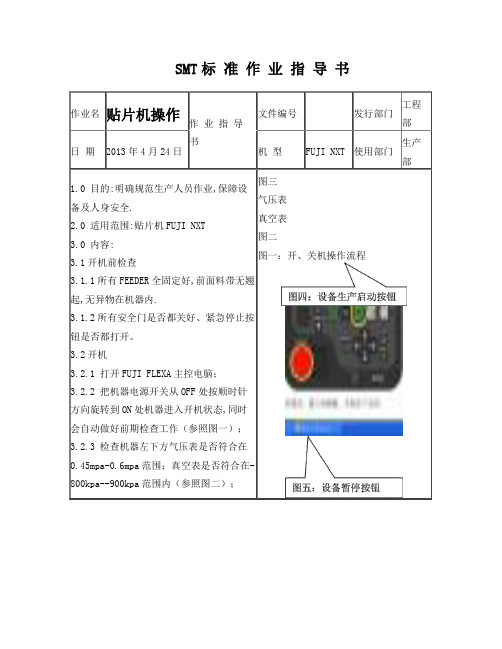
SMT标准作业指导书作业名贴片机操作作业指导书文件编号发行部门工程部日期2013年4月24日机型FUJI NXT 使用部门生产部1.0 目的:明确规范生产人员作业,保障设备及人身安全.2.0 适用范围:贴片机FUJI NXT3.0 内容:3.1开机前检查3.1.1所有FEEDER全固定好,前面料带无翘起,无异物在机器内.3.1.2所有安全门是否都关好、紧急停止按钮是否都打开。
3.2开机3.2.1 打开FUJI FLEXA主控电脑;3.2.2 把机器电源开关从OFF处按顺时针方向旋转到ON处机器进入开机状态,同时会自动做好前期检查工作(参照图一);3.2.3 检查机器左下方气压表是否符合在0.45mpa-0.6mpa范围;真空表是否符合在-800kpa--900kpa范围内(参照图二);图三气压表真空表图二图一:开、关机操作流程3.2.4接通FEEDER电源:把FEEDER基座上显示红色的FEEDER电源按钮全部轻按打开变为绿色(参照图三)。
3.3 生产3.3.1按下STARA机器会自动进行对轨道、吸咀、FEEDER检查,检查无误后方可投板生产(参照图四)。
3.3.3 机器正常运转情况下作业员要求机器停止作业请按下CYCLE STOP键(参照图五);非特殊情况下不可按STOP、EMERGENCY这两个键要求机器停止,避免错误的操作导致机器配件的损坏;3.4关机:3.4.1停止情况下按POWER按钮大约4秒钟机器进入睡眠状态,最后把机器电源开关从ON处按逆时针方向旋转到OFF处(参照图一);4.0 注意事项:5.1按当遇到紧急情况需立即按红色的紧急开关,保护现场,同时知会工程人员分析处理。
5.2 禁止两人同时操作同一台设备;5.3机器运行期间禁止将身体任何部位伸入机器运转部位;5.0 附件:无。
NXT操作作业指导书

3.2机器操作面板介绍FUJI NXT 作业指导书文件类别文件编号: 版本:A 三阶文件FUJI NXT 贴片机作业指导书修正次数:0 页次:3/5 生效日期:321机器在接通总电源后,STAND BYT 会亮起(红色),按下POWE 键启动模组 322按下START 键机器会根据程序命令开始动作。
3.2.3按下CYCLE STO 键,机器会完成在执行的单循环动作后停止。
3.2.4按下STOP 键后,机器会完成已进入机台里的所有的PCB/PCB 的工作后,而自动退还吸嘴于吸嘴放置平台,作业员请不要随意按此键。
3.2.5 READ9N 键,消除机器报警异常。
如果作业员发现异常报警没有见过时,请不要急于消 除开机生产,要立即反馈给工程人员判定解决。
3.2.6 按住GROUP ,看到机器灯塔的红灯都亮起时,再按需操作的按钮,可同时完成需要机 器执行的同一个命令。
3.2.7 按下MUNUA 键进入机器手动控制单元,作业员只需了解此令,按OK 键模组会自动松开,慢慢的滑出基座,拉出模组,可对机器进行清扫。
拉动 模组时一定要轻拉轻推,手要拉住刹车握紧手把。
3.2.8 机器在正常生产过程中按下 MONIT O 键,可看到物料的识别过程。
此功能不要常开。
START幵ifiNXT 的动作STOP私足生板主产的间隙中哼止NXTMANUAL 显示手胡指舍 POWER便NXT 的电渭ON/OFFCANCEL 取消直板療炸OK 决定直板廉炸箭头键堵动摄件磐上旳光琢GROU 3同讨燥乍几台模组 READY OM 解除错吴CYCLE 宮TOP 坤动咋凋坏吃HNXTMONITOR 切挽到影供业淮£视崖STAND BY在NXT 的SLEE^时点亮命令,把光标移至此命。
NXT操作作业指导书
三阶文件FUJI NXT贴片机作业指导书页次:3/5
生效日期:2018-03-01
3.2.1机器在接通总电源后,STAND BY灯会亮起(红色),按下POWER键启动模组。
3.2.2按下START键机器会根据程序命令开始动作。
3.2.3按下CYCLE STOP键,机器会完成在执行的单循环动作后停止。
3.2.4按下STOP键后,机器会完成已进入机台里的所有的PCB/PCBA的工作后,而自动退还
吸嘴于吸嘴放置平台,作业员请不要随意按此键。
3.2.5 READY ON键,消除机器报警异常。
如果作业员发现异常报警没有见过时,请不要急于
消除开机生产,要立即反馈给工程人员判定解决。
3.2.6按住GROUP键,看到机器灯塔的红灯都亮起时,再按需操作的按钮,可同时完成需要
机器执行的同一个命令。
3.2.7按下MUNUAL键进入机器手动控制单元,作业员只需了解此命令,把光标移至此
命令,按OK键模组会自动松开,慢慢的滑出基座,拉出模组,可对机器进行清扫。
拉动模组时一定要轻拉轻推,手要拉住刹车握紧手把。
3.2.8机器在正常生产过程中按下MONITOR键,可看到物料的识别过程。
此功能不要常开。
NXT Instruction Manual Chinese
NXT QD063-01购入后如要转卖给第三方,请务必事先与本公司联系。
NXT使用说明书-OF工作头补充版-QD063-01著作权本手册的著作权属于富士机械制造株式会社所有。
未经本公司同意,严禁擅自复制或转载本手册的部分或全部内容。
商标保证和责任本公司对由于下述原因而产生的结果不承担任何责任:·使用第三方零部件。
·使用非纯正Fuji零部件。
·用户的不正确设置。
·Fuji设备使用不当。
注意事项·本手册的内容在没有事先预告的情况下,有进行变更的可能性。
·本手册在编写过程中力求精益求精,如若发现错误之处敬请与本公司联系。
·本公司对因使用本手册所产生的结果及其所造成的影响,不承担任何责任。
INS-NXTOF-1.0S目录目录Vol.1机械篇1. NXT构成部件 (1)1.1 贴装工作头的构成部件 (1)1.2 元件相机/元件相机光源的构成部件 (2)1.3 吸嘴更换器的构成部件 (3)2. 各部分的功能说明 (5)2.1 贴装工作头 (5)2.2 吸嘴更换器 (6)3. 传感器配置图 (7)3.1 关于I/O监视器软件 (7)3.2 贴装工作头传感器 (8)4. 基本操作 (9)4.1 在吸嘴置放台中放置吸嘴/吸爪 (9)4.1.1 吸嘴 (9)4.1.2 吸爪 (10)4.2 拆下工作头上的吸嘴/吸爪 (11)4.2.1 吸嘴的拆下 (11)4.2.2 吸爪的取出 (11)5. 预防保养 (13)5.1 作业一览表 (13)5.2 每周(160小时)的操作 (14)5.2.1 吸嘴置放台的吸嘴.吸爪收存孔的清扫 (14)5.2.2 元件相机的标记部的清扫 (15)5.3 1个月(700小时)的操作 (16)5.3.1 吸嘴真空过滤器的清扫 (16)5.4 每12000小时的操作 (17)5.4.1 贴装工作头的加油 (17)6. 损耗品的更换 (19)6.1 贴装工作头电池 (19)6.1.1 更换周期 (19)目录INS-NXTOF-1.0S6.1.2 更换方法 (19)6.2 吸嘴置放台的荧光贴纸 (20)6.2.1 更换周期 (20)6.2.2 更换方法 (20)Vol.2程序篇7. Job 编辑器 (21)7.1 引言 (21)7.2 NXT 机器的设置步骤 (22)7.2.1 NXT机器OF工作头项目的配置 (22)7.2.2 料盘单元-L,供料托架的自动退避 (24)8. 元件数据设置 (25)8.1 引言 (25)8.2 外形数据 (26)8.2.1 外形信息标签页 (26)8.2.2 外形工序标签页 (26)8.2.3 外形信息的明细 (27)8.2.4 外形工序的明细 (27)Vol.1机械篇INS-NXTOF-1.0S 1.NXT构成部件1.NXT构成部件这里叙述OF工作头的相关单元的插图和名称。
贴片机(fuji+nt)标准作业指导书

SMT标准作业指导书
作业名贴片机操作
作业指导书
文件编号发行部门工程部日期2013年4月24日机型FUJI NXT使用部门生产部目的:明确规范生产人员作业,保障设备及人身安全.
适用范围:贴片机FUJI NXT
内容:
开机前检查
3.1.1所有FEEDER全固定好,前面料带无翘起,无异物在机器内.
3.1.2所有安全门是否都关好、紧急停止按钮是否都打开。
开机
3.2.1 打开FUJI FLEXA主控电脑;
3.2.2 把机器电源开关从OFF处按顺时针方向旋转到ON处机器进入开机状
态,同时会自动做好前期检查工作(参照图一);
3.2.3 检查机器左下方气压表是否符合在范围;真空表是否符合在
-800kpa--900kpa范围内(参照图二);
3.2.4接通FEEDER电源:把FEEDER基座上显示红色的FEEDER电源按钮全
部轻按打开变为绿色(参照图三)。
图一:设备开、关机操作流程图
图四:设备生产启动按钮图五:设备暂停按钮图一:开、关机操作流程图二图三
气
压
真
空。
005NXT贴片机操作指引
FS 财富之舟科技有限公司FORTUNESHIP TECHNOLOGY COMPANY LIMITEDNXT贴片机操作指引文件编号:FS/M-SMT-E-005版本状态: A.0版总页数:共4页发行部门:SMT工程部受控状态:发放编号:修改履历修改日期修改状态修改处修订主要内容修订人页码条款2016.1.8 A.0 全文/ 初次作成审批栏作成会签栏审核批准年月日年月日年月日NXT贴片机操作指引1 目的本作业规范提供NXT贴片机的操作方法与维护保养。
2 适用范围本作业规范适用于公司NXT贴片机操作。
3 定义无4 权责4.1 工程部:4.1.1 SMT工程师负责制定NXT贴片机操作规范。
4.1.2 SMT技术员负责完成设备的保养工作并填写《NXT保养记录表》。
4.2 生产部:规范进行作业并填写《NXT开线前点检记录表》5 参考文件无6 程序6.1 生产前的确认与检查6.1.1 确认生产程序与上料表相一致。
6.1.2 确认排产单生产机型与生产程序相一致。
6.1.3 检查机内有无其它物品影响机器工作,并填写《开线前点检记录表》。
6.1.4 检查机器抛料盒内是否有其它机种的元件。
若有将它清除。
6.2 生产前的清洁6.2.1 清除废料箱内多余的料带,多余的废料,附图1。
6.2.2 清除抛料盒内多余的物料及异物,附图2。
6.2.3 清除供料平台上多余的废料,避免抛料,附图3。
6.2.4 清除工作平台与轨道夹上多余的废料与异物,附图4。
废料箱内有异物清理抛料盒图1 图2供料平台工作平台与轨图3 图46.3 开机过程 6.3.1 打开机器主电源,开关键打到“NO ”的位置,附图5。
机器会自动登入系统出现黒屏,全部模组开启生产按GROUP+START 组合键,待机器登入开机主画面,附图6。
6.3.2 打开供料器,供料器PITCH 值与物料本身PITCH 值要一致,纸带打“P ”胶带打“E ”,速度打“H ”,附图7。
Fuji NXT贴片机操作指引
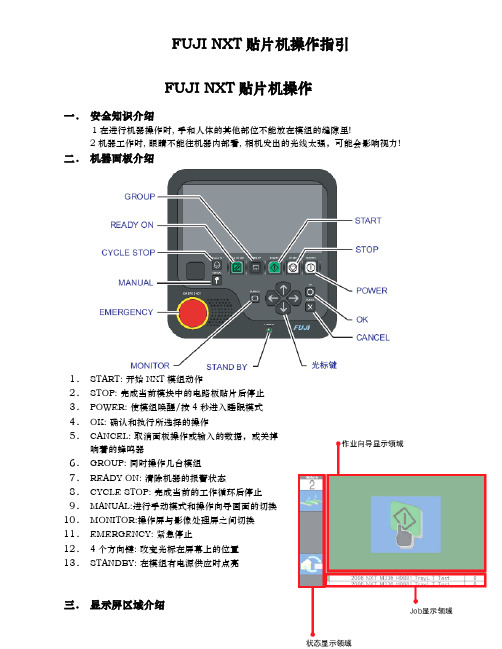
FUJI NXT贴片机操作一.安全知识介绍1在进行机器操作时, 手和人体的其他部位不能放在模组的缝隙里!2机器工作时, 眼睛不能往机器内部看, 相机发出的光线太强,可能会影响视力! 二.机器面板介绍1.START: 开始NXT模组动作2.STOP: 完成当前模块中的电路板贴片后停止3.POWER: 使模组唤醒/按4秒进入睡眠模式4.OK: 确认和执行所选择的操作5.CANCEL: 取消面板操作或输入的数据,或关掉响着的蜂鸣器6.GROUP: 同时操作几台模组7.READY ON: 清除机器的报警状态8.CYCLE STOP: 完成当前的工作循环后停止9.MANUAL:进行手动模式和操作向导画面的切换10.MONITOR:操作屏与影像处理屏之间切换11.EMERGENCY: 紧急停止12.4个方向键: 改变光标在屏幕上的位置13.STANDBY: 在模组有电源供应时点亮三.显示屏区域介绍正常状态下,机器的显示屏区域内容介绍A.机器状态显示区域:除了模组号码,还显示机器的生产状态B.作业向导显示领域:显示机器的状态或操作要求,换线或维修保养时的作业向导。
C.Job显示领域:以搬运轨道的各通道为单位显示Job名,有无电路板,生产板数等四.机器模组操作介绍1.开机操作1.1.检查紧急挚是否松开,安全门是否关好,打开机器主电源开关到ON, 机器自动启动检测,完成后进入睡眠模式,1.2.按下操作面板上的POWER按键, 机器的一个模组被唤醒,如果同时按下其中一个模组的操作面板上的GROUP和POWER按键, 机器被唤醒。
注意:正常情况关机切断电源后,如需再次开机,必须等待30秒以上才可以进行,如非正常情况关机,必须间隔3分钟才能开机.每次开机进入睡眠模式后,不要马上唤醒机器.2.关机操作2.1.回到主画面,按下模组的操作面板上的POWER 按键(图中画圈的按键)约4 秒钟, 该模组进入睡眠模式;如果同时按下机器的其中一个模组的操作面板上的GROUP和POWER 按键约4 秒钟, 机器进入睡眠模式。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
三阶文件FUJI NXT贴片机作业指导书页次:3/5
生效日期:2018-03-01
3.2.1机器在接通总电源后,STAND BY灯会亮起(红色),按下POWER键启动模组。
3.2.2按下START键机器会根据程序命令开始动作。
3.2.3按下CYCLE STOP键,机器会完成在执行的单循环动作后停止。
3.2.4按下STOP键后,机器会完成已进入机台里的所有的PCB/PCBA的工作后,而自动退还
吸嘴于吸嘴放置平台,作业员请不要随意按此键。
3.2.5 READY ON键,消除机器报警异常。
如果作业员发现异常报警没有见过时,请不要急于
消除开机生产,要立即反馈给工程人员判定解决。
3.2.6按住GROUP键,看到机器灯塔的红灯都亮起时,再按需操作的按钮,可同时完成需要
机器执行的同一个命令。
3.2.7按下MUNUAL键进入机器手动控制单元,作业员只需了解此命令,把光标移至此
命令,按OK键模组会自动松开,慢慢的滑出基座,拉出模组,可对机器进行清扫。
拉动模组时一定要轻拉轻推,手要拉住刹车握紧手把。
3.2.8机器在正常生产过程中按下MONITOR键,可看到物料的识别过程。
此功能不要常开。