nxt操作员培训资料
NXT培训手册完整版(四)PPT课件

港兴华NXT培训资料
第四章 Remote operation
Aaron wu
Local Knowledge • Regional Network • Global Technology
Innovation in Asia for over 100 years
SCHMIDT ELECTRONICS GROUP
Vision Viewer 进行影像的检查
[file]—[open]选择的文件双击,在画面上显示出影像文件 [Image] 菜单单击[Display Result] 后, 变为影像处理结果和信息显示画面 确认是否显示出作为错误信息以及问题的 解决对策的元件状态 元件的检查结束后,从[ 文档] 菜单单击 [Exit],关闭Image Viewer
目的I/O 指示器变为当前状态 I/O 的检查或者变更结束后,单击 [Exit],结束IOMonitor
© Schmidt Electronics Group Limited 2006
3
IOMonitor I/O
SCHMIDT ELECTRONICS GROUP
变 更 输 出 的 时检 间查
、 显 示
NetworkSetting 的使用
双击CD/NXT/NetworkSetting.exe 后启动软件 根据需要输入变更网络设定的基座的IP 地址,单击[OK] 各自相应的文本框内指定新建IP 地址、 子网掩码以及默认值网关,单击[ 下一步] 指定NXT 的主机名。使用域名时,请将域 名的信息也一起输入 使用DNS 服务器时,在相应的文本框中指定 代替的DNS 服务器 所有的设定结束后,单击[OK] 后,将新的 设定传送给NXT 机器 重新启动NXT 机器后,新的网络设定有效
最全的CNC员工培训资料

小心刀具扎伤
头、手和身体进入机台里面时,小心碰到刀具以免 扎伤
严禁用气枪吹身体部位
不可用气枪吹皮肤、脸和眼睛部位 因为它会吸入体内造成伤害 不可用气枪吹皮肤、脸和眼睛部位 因为它会吸入体内造成伤害
机床清理铝渣标准
进出机器注意事项
主轴转动中严禁触碰
手不可接触旋转中的刀具或零件等
拆刀注意安全
清洁机器时注意事项
用电安全
消防安全
消防安全
消防安全
消防安全
消防安全
消防安全
消防安全
消防安全
消防安全
消防安全
严禁用气枪、锋利、 坚硬的......等东西按 操作面板,以防捅坏面 板触电。
紧急停止按钮,断电
小心夹具气缸压抓、盖板
打夹具压板时,注意手的位置,以免夹伤
机器运转时严禁打开安全门
操作机器时严禁多人操作精力不集中 操作机器时,应集中精神不可与人闲聊 操作机台不可同时多人操作,以免发生伤害
操作面板注意事项
图(3)
图(4)
图(5)
图(4)
加强品质意识,自检产品
红色区域,每个区域 代表一个刀印。共8 个刀印
加强品质意识,自检产品
CNC机床操作注意事项
CNC机床操作注意事项
紧急停止按钮用途
机台在加工过程中出现异响或有火花出现 时应立即按下紧急停止按钮
紧急停止按钮,断电止异常的发生
公司简介
东莞市xxx科技有限公司创建于2008年,是一家生产五 金产品的企业,占地面积约5000平方米,工厂位于东莞市 大岭山杨屋村汇鑫工业区G栋. 本厂设备精良,技术力量雄厚,拥有数控机床207台, 拥有铣床、投影仪和三坐标,台式、立式钻床等一系列生 产加工和检测设备。目前主要以生产五金产品为主:如专 业生产手机外壳、数码相机外壳、MP3外壳、MP4外壳、铝 制品外壳、手机配件、电池盖、机箱、屏蔽罩、各种弹片、 机加件、CNC件、特殊螺丝等。 面向国内外市场的激烈竞争,本厂在规划中确定工厂 的发展方向,以“品质第一,服务至上”为宗旨;以保质、 保量、保货期为治厂理念,力求产品价格让客户满意。本 厂现有员工170多名,希望能与广大同行业界携手共创美 好未来。
NXT高级培训教材 (3)

NXT高级培训教材整理编写: Yabo liu 2008.4.24一.如何run the machine with idle mode?1.idle mode(no vision processing, no feeder indexing):在机器处于等板模式时按下CYCLE STOP,再打开附加软件,选择[REMOTE OPERATION]—OPERATION MODE[IDLE MODE(no vision processing, no feeder indexing)] ---点击[OPERATION MODE]—点击[START]---查看机器主画面处于IDLEMODE---按下[START]键执行IDLE.2.idle mode(no panel conveyance,VT253): 在机器处于等板模式时按下CYCLESTOP,再打开附加软件,选择[REMOTE OPERATION]—OPERATIONMODE[IDLE MODE(no panel conveyance,VT253)] ---点击[OPERATIONMODE]—点击[START]---查看机器主画面处于IDLE MODE---按下[START]键执行IDLE.注意该模式不处理影像,但FEEDER会进料.3.对于IDLE MTU-L,应运行idle mode(no panel conveyance,VT253).4.怎样CANCLE IDLE MODE?A.关机MODULE AND BASE电源重启.B.打开附加软件传送[PRODUCTION MODE]到机器上.C.传送一个不同的JOB到机器上.二.如何remove a module?1.旋转MCU前方的手柄(handle)调整MCU GUIDES的高度使其与BASE前面的两个HOLE水平一直.2.慢慢向前推动MCU使其GUIDES插到BASE前面的两个HOLE里面.3.检查MCU上面的水平尺是否水平.若不水平调整前后HANDLE(手柄)使其水平,保证后面的LIFTER触地固定好MCU.4.将前面的旋钮旋至UNLOCK位置.5.再[MANUAL]画面选择清扫菜单,松开MODULE.6.将MODULE慢慢向前拉动至MCU上面的一条黑线位置.7.按下操作面板上面的[POWER]按键几秒钟使MODULE处于睡眠状态,再打开MODULE下面的盖子,依次松开3根气管接头(注意大的上面有LOCK),&3个接口(从左至右依次是communication cable(6 pin);sensor cable(50pin);power cable(4 pin)).另注意3M MODULE有一个CABLE BEAR;6MMODULE有两个CABLE BEAR.8.松开CABLE BEAR上面的WING NUT,使其与模组分开.9.把MODULE 上的LEVER往下推,以使模组能往后拉通过MCU上面的黑线.10.整理一下CABLE BEAR使其不会阻挡模组往后拉,慢慢把整个模组完全拉到MCU上面.11.将MCU前面的旋钮旋到LOCK位置.12.把CABLE BEAR慢慢从模组中拉出来放到BASE上面.13.调整MCU上面前后两个HANDLE,使模组脱离BASE.三.如何insert a module?1. 1. 旋转MCU前方的手柄(handle)调整MCU GUIDES的高度使其与BASE前面的两个HOLE水平一直.2.慢慢向前推动MCU使其GUIDES插到BASE前面的两个HOLE里面.3.把CABLE BEAR从MCU前面两个GUIDES中间穿过再从模组下面慢慢往前拉到MCU上面的凹槽位置,注意CABLE BEAR不要与模组相冲突.4.打开模组下面的小门把CABLE GEAR BRACKET锁到模组上,注意LOCKTHE WING NUT.5.把连接区的LEVER往上推.6.连接好气管接口&电路接口.7.关上模组下面的小门,注意拉到模组时不要与CABLE GEAR相冲突.8.把模组推到BASE上.9.把MCU前面的旋钮旋至LOCK位置.10.调整MCU上面前后两个HANDLE,使模组脱离BASE.ONote: black代表unclampWhite代表clamp五.如何安装机器应用软件?准备工作:为所有BASE的模组进行软件升级,在所有模组的MANUAL画面选择[Diagnostics] mode,进入到工程画面(engineering panel).机器软件安装能够在模组睡眠的时候进行,但是以下三组数据将会被安装者删除:1.机器结构设置参数2.已传送的JOB参数.3.自动Calibration参数.安装步骤:1.将机器应用软件安装光盘放到装有NXT Accessory Software的电脑上,下面的安装画面会自动弹出来.(画面如下)2.点击[NXT Accessory]来安装NXT Accessory Software.注意:若电脑上已安装有NXT Accessory Software,电脑会首先自动卸载这个软件, 自动卸载完了以后,再点击[NXT Accessory]来安装NXT Accessory Software.3.完成NXT Accessory Software的安装以后,继续安装NXT Accessory下面的一些应用软件:I/O Monitor; MEdit; VPDPlus; ViewSoft;DirectLoadSoft(Matrix, Measure Tool,ServoAmp,Various_Unit).4.接下来,进行Upgrade NXT机器应用软件,在安装画面中间NXT Upgrade一栏下面点击[NXT]进行安装.5.紧接着,用IE浏览器打开NXT Accessory Software,选择所要进行安装软件的机器,点击[Remote Operation].6.点击[install machine application].7.选择所要进行安装的版本,点击[START].8.屏幕上会显示正在安装的画面.9.安装完成以后屏幕上会显示”installation complete, please reboot themachine.” 关掉所有BASE电源重新启动,BASE上的模组会请求升级应用软件的版本,请跟随操作面板上的信息升级机器软件版本.六.如何对所有单元进行软件升级?有可能用此命令进行软件升级的单元有:·Head·Feeder Pallet·Operation Panel·Feeders·Conveyors·Tray Unit L步骤如下:1.将需要进行单元软件升级的模组主画面打开到工程画面(engineeringpanel).2.在机器应用软件里面选择:[NXT]-[DirectLoadSoft]-[Various Unit]3.接下来,用IE浏览器打开NXT Accessory Software,选择所要进行软件升级的模组,点击[Remote Operation].4.点击[Update software].5.再点击[Start updating].这时附加软件会COPY相应软件,当COPY结束的时候会自动重启机器.6.当机器重新启动之后会显示如下的选择画面,用操作面板上的箭头键进行选择,你可以选择只需要进行软件升级的单元进行Update,选择完相应的单元以后,按[OK]键,再按[Start]键进行软件升级.7.从Update MENU菜单选择[12.Reboot],再按下[OK]按键,当按下[Start SW]时,软件安装过程将会终止,机器会自动重启.七.如何安装the servo amplifier software?简介: the servo amplifier software是运行servo amplifier并与其进行通讯的必需软件.在下面情况下the servo amplifier software必须进行软件升级:1.the servo amplifier software版本与机器应用软件版本不相匹配的.2.the servo amplifier异常导致the servo amplifier software损坏的.3.由于更换了servo amplifier而使其软件版本改变的.当需要进行安装servo amplifier software时,安装指令会显示在操作面板上.安装步骤如下:1.将需要进行servo amplifier software安装的模组主画面切换到工程画面(engineering panel).2.首先在安装有NXT Accessory Software 的电脑上安装servo amplifiersoftware,方法是:打开NXT 软件光盘,选择[NXT]- [DirectLoadSoft]-[ServoAmp]文件夹,运行”SetupApp.exe”文件,如果屏幕上显示”Theinstallation was completed successfully “,表示安装已经结束.3.接下来,用IE浏览器打开NXT Accessory Software, 选择所要进行软件升级的模组,点击[Remote Operation].4.点击[Update software].5.再点击[Start updating].当执行完软件安装以后,机器会自动重启.八.怎样自动校正conveyor PCB check sensor灵敏度?1.确保轨道上没有PCB挡住SENSOR.2.选中模组打开附加软件,点击[Remote Operation],再点击[adjust conveyorsensor sensitivity].3.点击[Start].九.怎样手动校正sensor amplifier sensitivity?1.将[RUN/STOP]开关设定为[STOP],打开安全门.2.打开面前的传感放大器的盖板.3.请确认设定开关已设定为”LO”.4.按下号码盘一次后,数字显示屏的显示变成[AA],模式光标指示器的[RUN]闪烁.5.旋转号码盘使数字显示屏显示为[PH].此时,模式光标指示器的SET闪烁.6.按下一次号码盘后,在SET不闪烁的同时[PH]的显示闪烁.7.按下一次号码盘后,此时的传感放大器的数值在数字显示屏上已闪烁显示出来(例:90).8.旋转号码盘直到显示屏的显示变成90.9.显示屏的显示变成90后,按下号码盘并输入此值后,显示出[PH].10.再次按下号码盘时,模式光标指示器的SET变成闪烁显示.11.旋转号码盘显示出[AA],同时模式指示器的RUN处于闪烁状态.12.再次按下号码盘时数字显示屏的显示变成现在的实测值,模式指示器的RUN闪烁停止.13.遮住调整后的传感器光轴进行确认.十. 自动Calibration动作是怎样进行的?1.首先,元件相机读取其玻璃盖子上面的四个MARK点.2.MARK相机再过来读取元件相机玻璃盖子上面的四个MARK点,上述动作1&2确保MARK相机与元件相机的中心位置在一条直线上.3.元件相机读取HEAD上面的四个MARK点.4.测试HEAD上每根SPINDLE的摆动量.5.抓取JIG NOZZLE开始测试.6.Calibration开始被执行.7.将JIG NOZZLE的MARK点与元件相机玻璃盖子上的四个MARK点一一对齐检测.8.根据生产程序设定抓取NOZZLE,执行批量NOZZLE影像捕捉.十一.怎样进行轨道单元(conveyor unit)的calibration?1.关掉机器电源.2.拆掉模组后面轨道宽度MOTOR 控制板的盖子.3.拔掉控制卡上面的CN4-1及CN4-2接口.4.打开机器电源等待约10秒钟.5.关掉机器电源.6.接上控制卡上面的CN4-1及CN4-2接口.7.开机重启, calibration自动开始,8.校正完成后关机将盖子装好.9.开机.十二.更换Base CPU Box及Module CPU Box以后怎样恢复?恢复Base CPU Box及Module CPU Box的流程图如下:当更换Base CPU Box的时候,进行机器应用软件的安装是必要的.如果是那样的话,进行标准应用软件的安装是不可能的.因此,要用”紧急安装(Emergency installer)”程序来安装机器应用软件.我们以后都称它为”紧急安装”.使用紧急安装程序Emergency installer.exe,我们用一根网线( a cross cable)将机器CPU与控制电脑直接连接起来,然后已安全模式(a safe mode)启动Base CPU将机器应用软件安装到CPU上.然而,安装Module CPU Box的时候,根据BASE里面的机器应用软件重新启动BASE就会自动安装模组软件.不必执行模组紧急安装.但有时出于维修目的为了观察现象,需执行”紧急安装”将不同版本的软件安装到某个模组上.我们都知道Base CPU Box里面的板卡上有一张PC CARD,它里面都有些什么东西呢?它里面的系统结构参数如下图所示:当你准备更换Base CPU Box的时候,需要格式化the PC CARD.步骤如下:1.拉出模组进入到BASE CPU BOX位置,关掉BASE及所有模组的电源.2.取下BASE CPU BOX上的PC CARD.3.将PC CARD.插到笔记本电脑的相应插口上,双击打开移动盘盘符(the removabledisk),按以下路径找到Finaloffset data:[Fuji]-[System]-[Data]-[FinalOfs],拷贝并保存这个文件里的数据.如果这里面的数据被破坏,要找到备份的数据才可以.4.将[FinalOfs]文件保存到桌面,然后用标准格式化(standard format:1.不要选quickformat 2.选FAT不要选FAT32)格式化PC CARD.5.格式化结束以后,点击任务栏里的U盘绿色箭头符号,停止PC CARD.6.取下PC CARD重新装到Base CPU Box上.当你更换Module CPU Box的时候,首先要备份the Matrix data和the Pallet measurement value.用附加软件备份the Matrix data的方法:首先要将机器模式转到Matrix measurement模式,在打开附加软件选择[Calibration]-[Save matrix data]. 备份the Pallet measurement value是不可能的,所以紧急安装之前需要检查有没有备份数据.使用Emergency installer安装机器应用软件的步骤如下:1.关掉机器电源,将Base CPU Box上面的一个SWITCH拨到UP位置(safe-mode),2.使用一根直通网线将电脑和Base CPU Box直接连接起来.注:进行moduleemergency install的时候,将电脑和Module CPU Box用直通网线直接连接起来.3.打开BASE的主开关, Base CPU以safe-mode启动, Base CPU的IP地址变成:169.254.0.1(固定IP地址). 注:进行module emergency install的时候,关掉其他模组的电源,只启动BASE和目标模组.4.右击[网上邻居]选择[属性], 右击[本地连接] 选择[属性],点击[InternetProtocol(TCP/IP)], 点击[属性],将IP地址改成:169.254.0.2,将the Subnet mask改成:255.255.255.0. 如果IP地址不是169.254.0.0或169.254.0.1,那么可以将电脑的IP地址最后一位数字设成任何数字.5.选择[开始]-[程序]-[Accessories]-[Command Prompt],输入:ping169.254.0.1来pingthe Base CPU Box,如果”Reply from 169.254.0.1”有响应则通讯已被正确建立起来,如果请求被终止,请检查网线连接和网络设置.6.在电脑的CD-ROM中插入NXT control software光盘,并打开这个软件.7.选择[NXT]-[Tool],并双击[Emergency installer]图标.8.在” Emergency installer”对话框中点击浏览器按钮.9.若要进行”Base Emergency installation”,在对话框中选择”base. bin” binary文件,光盘里面该文件的默认地址是:[FujiInstSoft]-[Fuji]-[System]-[Program]- [System].若要进行”Module CPU Emergency install”,请在对话框中选择”module. bin”文件.10.双击”Base”文件名选择它,然后点击[install].若要进行”Module CPU Emergency install”,请双击”Module”文件名.11.安装过程的对话框如下图所示:12.当安装过程结束的时候,会有一提示对话框显示,点击[OK]结束.13.打开NXT 应用软件光盘:[Tool]-[TCP/IP Setting.exe],将BASE 的IP地址改回原来的地址.进行模组紧急安装SKIP这一步.14.将Base CPU Box后面的SWITCH拨到下面位置,取消安全模式.15.拔掉Base CPU Box后面的直通网线,恢复原来的网线.16.打开NXT BASE的主电源.17.恢复电脑的IP地址.对于”Module CPU Emergency install”,下面步骤20~23不需要.18.将机器应用程序光盘上的安装程序COPY到电脑上.19.从机器应用程序中执行”VersionUp.exe”安装.20.经过15~30分钟安装结束之后,关掉BASE的电源.21.打开模组的BREAKER,再打开BASE电源.十三.如何将”Final Offset”及”Matrix measure” data注册到CPU上?两点说明:Base CPU更换:会将”Final Offset”数据(head各数据)注册到the Base PC card.Module CPU更换: 会将”Matrix measure data”(X/Y轴各数据)&”Pallet levelmeasure value”(FEEDR倾斜度数据)注册到Module CPU.1.注册”Final Offset”的步骤如下:a.打开附属软件,准备好备份的offset data.b.选择好对应的模组,再点击[Calibration].c.点击[send offset file].d.选择对与模组serial number及head serial number相一致的offset file,然后点击[send file]发送选择好的文件.2.注册”Matrix measure data”的步骤如下:a.在机器主画面选择[Manual command]-[Diagnosis command],将其切换到工程画面.b.在安装有NXT附属软件的PC电脑上安装the Matrix measure software (方法略),选择需要loading 软件的模组,点击[Remote operation]-[Direct load].c.点击[Start loading].d.当loading完Matrix measure 数据写入之后,机器会自动重启,当机器主画面变成”ready’状态等待下一步操作的时候按下操作面板上的[Manual]键.e.选择好模组,点击[Calibration].f.点击[Register Matrix data].g.选择对the Matrix measure data file.(注意文件名要与模组的serial number相对应).h.点击[Register],.i.完成之后重新启动机器,退出Matrix mode.3.从备份文件注册”feeder pallet level measure results”到CPU的步骤如下:a.方法与注册”Final Offset”的步骤相同,注意在[feeder pallet level measure]画面,选择对应机器模组编号的备份文件.十四.如何检查NXT与主控电脑之间的通信?1.打开FLEXA软件,点击[Factory lines].2.选择线别,鼠标右击[Edit line],在弹出的画面中Line status项选择real line,点击[OK].3.在弹出的画面”report changes to line-Fuji Flexa”中点击[OK].十五.如何测量Matrix数据?首先,要明白什么是Matrix Measurement?每一个XY-robot(XY-自动工作头)都有个体性的差异且组装前后在垂直度上都不尽相同.这些变化造成了X-/XS-/Y-轴的实际位置与吸嘴(元件贴装或MARK读取时)的期望位置之间的差异.齿轮偏心率的变化会进一步加大这种差异, Matrix Measurement(矩阵测量)的目的就是要补偿这种差异.做的方法是用一张Matrix Panel(专用PCB板)并移动X-/XS-/Y-轴到预先指定的位置来测量实际位置与期望位置之间的OFFSET(偏差),这些偏差就叫做’Matrix Measurements’.注:·测量之前要IDLE机器至少30分钟以上来浸润润滑油.·为了人身安全,进入机器里面之前一定要按下紧急开关.·在模组上安装好the camera head之后一定要观察the camera head不能与模组其他地方有冲突.当Y轴移动到机器前面的时候the camera head可能会与模组的本体相碰撞.另外,一定要移走紧挨着待测量模组的下一个模组,否则,连接camera head与mark camera的harness(绑带)会与下一个模组或Y轴相冲突,单轨或双轨的conveyor也不能挨着待测量模组.开始Matrix Measurement测量前的一些准备工作.1.disable(取消) the XS-interlock sensor.已M3模组为例,机器通过XS轴的移动在最大范围内读取MARK点.在平常的生产当中the XS-interlock sensor会监视引起冲突的区域范围.但在MatrixMeasurement时需要取消the interlock sensor 的功能.方法是关机改一下module control box上面的跳线设置.2.将camera head装到机器上.1).关掉电源装上camera head.2).接上camera head顶上的接口(只连接右手边的接口).3).拔掉mark camera后面的IEEE1394接口.4).将camera head的母插口插到上面第3).步骤拔掉的插口上.5).连接camera head的公插口到mark camera上.如下图:6).将Y轴慢慢移到模组后面检查一下上面连接好的接口有没有与Y轴相冲突,这些接口可能会伸出mark camera的后面导致冲突,在camera head前面检查一下harness不要与Y轴相冲突.7).装好camera head,在”wake”条件下保持通电2小时以上(这是为了加热mark camera和head camera里面的电子元件以防止因温度变化而导致数据读取的丢失).8).将模组取下,在Base与Module连接的50pin Connector上插上Connector Jig,夹紧模组的夹紧气缸,在模组前后推动气缸的前极限开关上放一个磁铁,然后用纸感应一下模组SET检查SENSOR.如下图:9).确定模组被正确夹紧.3.进行Matrix Measurement的步骤如下:1.从附加软件下载the Matrix Measurement software.1).在待测模组的操作面板上按下[Manual]键.2).选择[Diagnosis]-[Start],将显示画面切换到工程画面(Engineering Panel).3).为了执行Matrix Measurement,需要下载专门的软件到机器上,这种下载的过程叫做”direct loading”.方法是在光驱中插入NXT软件光盘,点击[DirectLoadSoft]-[Matrix]来更新the Matrix Measurement software.4).然后打开IE浏览器打开NXT附属软件选择需要direct loading的模组,点击[Remote operation].5).点击[Direct load]6).点击[Start loading].7). direct loading完成以后机器会自动重启进入到Matrix Measurement.8).机器启动完成后按一下[Manual]键.9).打开附加软件,选中模组,点击[Calibration].10).点击[Matrix Measurement].11).为Matrix Jig指定误差参数文件.例如:MTR0A00020112).在”Module Body Serial No.”对话框内输入对应模组的serial number.13).点击[Measure].14).这是机器主画面上有一信息提示取走轨道上的matrix board,如果轨道上有matrix board请取走,然后按下[Start]键.15).机器自动调整完轨道宽度后会请求放入Matrix Measurement board,按下面要求放入Matrix Measurement board:不要将涂有白色胶的那一面朝上已便于可以看到上面的reference mark和轨道上的mark点.如果读不到mark点,机器会检测到错误,在这种情况下,重新放一下板,消除错误,再按一下[start]键.16). [start] 键按了以后, 机器将检查测量板的参考点﹑热膨胀量、Matrixboard的倾斜度, 然后没问题的话, 会继续进行测量.机器会显示Matrix board的倾斜度检查结果(板的四角的高度差).如果板的倾斜度超过误差值,机器会停止检测回到重新放板的画面,按要求重新放一下板再按一下[start]键.如果检测结果在误差范围内(1000µm),机器会自动开始测量,在测量板的倾斜度的时候可以按[Cycle Stop]键停下来检查,四个角的倾斜度差越小越好.17).在测量期间,按下[Monitor]键可显示板左上面的影像处理结果,如果影像处理结果超出了下面的范围,请重新调整Matrix board的位置直到落在误差的范围内.Tolerance H:328 +/- 10(X方向)V:248 +/-10 (Y方向)Tilt of V value(V值倾斜度):2个pixels内(当相机从Matrixboard的左端测到右端的时候V值的变化范围在2个pixels内)18).当影像处理结果落在上面误差范围内的时候,可以按下[Cycle Stop]键来中断测量,按下[Start]来继续测量.对M3模组测量大约花费45分钟,对M6模组大约花费30分钟.19).当测量结束的时候,按照操作面板上的信息提示,移走机器里面的matrixboard,按下[OK]键.20).在附加软件里面点击[Stop], Matrix Measurement进度状态栏显示99%.21).选择[Save the matrix data].指定目标文件来保存the matrix data.22).选择需要保存the matrix data的模组,然后点击[Calibration].23).点击[Save matrix data].24).点击[Save].25).关掉模组的电源.26).将module control box上面的跳线设置还原.十六.当机器出现运转异常或者出现错误信息无法解决的时候怎样来获取NXT TRACE DATA?主要有下面四种方法:一.当机器有错误发生时.当机器发生错误停了下来或发生OS错误(操作系统错误),但机器仍然与模组保持着通讯.方法:保持机器在原来状态,打开附加软件获取TRACE DATA,选择[Dataacquisition]-[Acquire data].二.生产过程中机器运转出现异常,但没有显示任何错误信息.方法:1. 观察到机器出现异常运转现象的时候,立刻按下[Cycle stop]键或[Emergency stop]按钮来停止机器运转.2. 保持机器在停止状态, 打开附加软件获取TRACE DATA,选择[Data acquisition]-[Acquire data].三.当机器发生OS ERROE(操作系统错误)或者出现企鹅界面时(不能够与机器进行通讯).方法:1.关掉Breaker.2.打开Breaker. (建议停20秒)3.当模组完成启动变成睡眠状态时,开附加软件获取TRACE DATA,选择[Data acquisition]-[Acquire data].四.机器没有显示”OS”错误,但附加软件不能与模组通讯.方法:1.关掉Breaker.2.打开Breaker. (建议停20秒)3.重新启动模组之后,操作面板上的”standby”指示灯变亮,然后这个灯开始闪烁,当这个灯停止闪烁再变亮同时屏幕上显示信息的时候,同时按下OK和CANCLE键.4.当屏幕上显示”OS ERROR......”信息的时候,同时松开两个按键.5.当模组启动起来, 变成睡眠状态时,开附加软件获取TRACEDATA,选择[Data acquisition]-[Acquire data].6.将收取下来的数据放在同一个文件夹内,文件夹命名的格式按照错误发生的日期和错误描述进行命名.在”OS ERROR”,第三,第四情况下获得的TRACE DATA 里面有下面三种文件:ApOsErr.bin;ServoOsE.bin;VaOsErr.bin. 在其他情况下,获得的TRACE DATA 里面有下面七种文件:AllCalib000.txt;Aplog.bin;Module.ker;Module.par;BaseLo g.bin;ServoLog.bin;VaLog.bin十七.怎样解决机器通讯故障(communication error)?现象 发生的位置 可能造成的原因措施Base 上的所有模组 1. Base CPU Box 与1394HUB 之间的接口接触不良或中断 2. Base CPU Box 坏掉. 3. 1394HUB 坏掉.1.重新插拔Base CPU Box 与1394HUB 之间的接口.检查harness 是否坏掉(下图中蓝色部分).2.更换harness(连接线).3.更换Base CPU Box4.更换1394HUB.开机机器在启动到”communication”这一项时停止,出现错误”1394 Communication Error”.特定的模组.1. 1394HUB 和Module 之间的接口接触不良或线路中断.2. 1394HUB 上特定的接口或网线坏掉.3. Module CPU Box 坏掉.1. 重新插拔Module CPUBox 与1394HUB 之间的接口.检查harness 是否坏掉(下图中红色部分).2. 更换harness(连接线)3. 更换1394HUB.4. 更换Module CPU Box现象 发生的位置 可能造成的原因 措施Base上的所有模组 1.Board transfer I/Fboard与模组1的接口接触不良或连接的线路中断.2.Board transfer I/Fboard坏掉. 1.重新插拔一下Boardtransfer I/F board与模组1之间的接口,检查一下连接网线(harness)是否坏掉.如下图中的蓝色区域.2.更换harness(连接线路)3.更换Board transfer I/Fboard.特定的模组.*只针对第三个模组.1.Conveyor controlboard坏掉.1.更换Conveyor controlboard.如下图中的绿色区域.机器启动的时候出现报警:conveyor communicationerror(errorcode”0701”:failed conveyor controller communication occurred.)特定的模组.*只针对第五个模组或后面的模组.1.该模组与前面那个模组Conveyor controlboard之间的线路接口接触不良或线路中断.1.重新插拔一下线路接口,检查一下连接线路(harness)是否坏掉.如下图中红色区域所示.2.更换harness(连接线路).现象 发生的位置 可能造成的原因 措施机器启动的时候出现报警:Servo communicationerror(errorcode”2d18”:failed servo wake)只出现在特定的模组上.1.Module CPU Box与Module Servo Box之间的线路接触不良或线路中断.2.Module Servo Box坏掉.3.Module CPU Box坏掉.1.重新插拔一下ModuleCPU Box与ModuleServo Box之间的线路接口,检查一下连接的线路是否中断.如下图中蓝色区域.2.更换Module ServoBox.3.更换Module CPU Box现象发生的位置可能造成的原因措施机器启动的时候出现报警:LAN communication error.(Errorcode”86312108: Job open error” occurred and failedcommunication with HOST.)BASE 1. LAN CABLE(网线)接触不良或中断. 2. BASE CPU BOX 坏掉. 1. 重新插拔网线接口,检查网线是否中断.下图中蓝色区域部分.2. 更换网线.3. 更换BASE CPU BOX.现象发生的位置可能造成的原因措施模组 1. Module CPU Box;Pallet;RemoteI/O Board;Head PCB 之间的线路接触不良或线路中断. 2. 上述板卡某个坏掉.1. 重现插拔线路接口,检查板卡之间的线路是否中断.如下图中的红色区域所示.2. 更换坏的线路.3. 更换坏的板卡. 开机机器启动到CU_NET 一项时出现错误:CU_NET communication error.BASE1. Base CPU Box 与Remote I/O Board之间的线路接触不良或线路中断.2. Remote I/O Board 上的跳线设置错误.1. 重现插拔线路接口,检查板卡之间的线路是否中断.如下图中的蓝色区域所示.2. 检查switch1的跳线设置.(8M BASE Remote I/O Board4上的SW1应短接;4M BASE Remote I/O Board2上的SW1应短接.十八.怎样对Y-,X-,XS-axis原点进行校正?在下面三种情况下需要对每个轴进行原点校正:·更换MOTOR.·轴的机械定位装置或连轴器跑位.·轴的丝杠磨损.为了进行校正,需要这两个软件:I/O Monitor; Motion Tool mini,请在校正之前按照下面目录安装这两个软件:* I/O Monitor: NXT\IOMonitor* Motion Tool mini: NXT\Tool\ MotionToolmini.exe1.为了校正每一个轴的原点,需要打开几个OUTPUT的I/O信号,及清除一些multi turn记忆.请按照下面的步骤来执行:1).打开I/O Monitor,双击即可.2).当窗口打开时,选择[start].3).输入BASE的IP地址,点击[OK].Update Interval选择默认值500.4).在page栏选择[CPU],在module栏选择目标模组[Module#].5).在[Output signal]左边的小方框内打上”√”号,将下面三项输出选择[ON/OFF]打开或关闭:选择Y00D Servo Control power and Head power ON选择Y002 Master ON选择Y001 Machine ready to ON,再OFF, 再ON.6).选择[head]-[CPU].7).检测机器servo amp的LED处于ON的状态.2.开始执行MotionToolmini.exe1).输入BASE的IP地址及模组的NO.,点击[connect].2).选择[Wake]-[Automatic recognition],等待大约10秒钟,机器的脉冲counter就会显示出来.3).将HEAD移到每一个轴的MOTOR这一边不动为止.(直到它轻轻接触).4).在Motion Tool mini对话框上点击[MT],在[Execute]一栏的目标轴的方框内打”√”号,然后点击[Execute MT reset]来reset “the multi-turn”记忆信息(注意1.这仅仅是reset马达转动圈数的 “the multi-turn”记忆信息,而不是将马达的原点设为零;2.机器主画面必须为工程画面.3.换MOTOR;各轴;及头部电池都要做MT).5).为了进行机械位置的校正,需要使用下面图中的一些jig来校正每一个轴的原点.6).首先,介绍一下X 轴原点校正的步骤.M3模组与M6模组的校正方法一样,只是调校的数值不同而已,如下图所示:具体步骤如下:(注意:1.不要忘了步骤1.里面的5).打开OUTPUTY001/Y002/Y00D;2.将模组主画面切换到工程画面.)1.把JIG安装在右图所示的位置.把XS-Axis和X-Axis单元都轻轻往左推,直到他们都接触到JIG.2.把X-Axis接触到JIG.在这个位置,M3模组X-Axis的Servo Counter应该显示的是-75000+/-500pulse(M6模组应该是-65000+/-500pulse).3.如果这个数值不对,就要校正X-Axis原点位置.4.用一开口扳手卡住下面的齿轮,将上面齿轮4个bolts松开,拿掉2个放到另外两个hole内,将上面齿轮顶出,再将固定MOTOR的3个螺丝松掉可将MOTOR 拆下换掉.5.安装齿轮时注意齿轮上下平面要一致,调整Motor origin时用开口扳手卡住下面齿轮,用一字螺丝刀旋转X Motor Axis到原点再锁紧4个固定螺丝(要同步锁).6.检查一下Servo Counter应该显示的是-75000+/-500pulse(M6模组应该是-65000+/-500pulse).7.用扭矩扳手拧紧齿轮固定螺丝(3.92N/M).。
NXT编程培训

一、NXT软、硬件概述
NXT 伺服电机特性
当机器人运行时,可 以校准速度 控制精度可以精确到 1度 电机上的孔结构更容 易固定和安装
NXT 传感器特性
光电传感器
触动传感器
声音传感器
超声波传感器
NXT 控制器各个面板操作说明
– – – – – – –
My Files 该彩单内可以保存在NXT上编写的程序和从电脑 上下载的程序 Try Me 可以测试程序里传感器和电机的工作状态 NXT Program 不需要在电脑上编写程序来控制机器人,可以通 过在NXT控制器 上编写程序控制机器人
NXT 控制器各个面板操作说明
– – – – – – – –
Setting 该操作面版可以查看NXT不同设置,例如NXT扬声器、关机 模式、 NXT版本信息,还可以删除NXT内保存的程序 View 在查看菜单里,可以快速查看当前传感器和电机的工作状态 和数 据,能方便我们在程序设计中设置传感器和电机的参数值 Bluetooth 可以通过蓝牙无线技术使NXT与其他蓝牙设备进行连接。
二、NXT编程软件——常用面板
软件界面概述
常用面板
→ → → → → → →
运动模块 记录模块 声音模块 显示模块 等待模块 循环模块 判断模块
三、NXT编程软件——高级面板
数据中心简介
光电传感器模块
⒈显示光电传感器所连接端口。 可以通过配置面板来进行端口定 义。 ⒉显示所设置的触发点是多少。 颜色条越多,所设触发值越大。 ⒊显示“发光”特性是否打开。 ⒋将模块放置到编程区后会自动 打开光电传感器模块的数据中心。
比较模块
⒈打开比较模块的数据中心,将 会在其左侧看到两个输入端口, 在其右侧有三个输出端口。两个 输入端口将 要通过其它模块的数据线来连接 (除非某一端口被定义为常量) 。 比较之后的结果将从最底部的输 出端口输出;从该端口连接数据 线到其它模块的数据中心。和输 入端口 相对应的两个输出端口可以将输 入端口的数值传递给其它模块。
NXT原厂培训大纲

例)粗定位結果 有偏移
無偏移
<圖15> <圖16>
圖中的零件開始使用的是VT252(外形處理),但由于零件的偏差,出 錯率很高,改成使用VT70。 Don't Inspect
Don't Inspect
●把Mark誤認為Bump的情況
<圖17>
把圖中箭頭所示的Mark誤認為Bump、發生了錯誤。 將leadbrightness設定為比此Mark的灰度值大、而且能夠確實讀到 Bump的數值後,問題得以解決。
(因為前光具有可以計測導腳的位置來定位的優點)
下圖中的兩個零件以前都是用VT10或者VT12來定義的,如果用NXT會自動轉換成VT60/62,用VT60/62雖然也可以,但是為了追 求穩定的影像處理,推薦定義導腳。
<圖1-1>
<圖1-2>
定義P_pattern時使用「4」或者「6」。 計測時請選擇為「直線」而且要「清楚」的邊角。 圖1-1選外側的邊角、圖1-2中選擇內側的邊角。
VT = 73 P_pattern = 4 (限定)
數據定義
●不改變VPDplus的Shutter speed和lighting就不能處理的情況
<圖23-1-1>
90ms
<圖23-2-1>
<圖23-3-1>
<圖23-1-2>
30ms
<圖23-2-2>
<圖23-3-2>
玻璃管Diode 、MELF零件中經常發生Q偏移和影響處理錯誤。 這種情況VPDplus的Margin為30ms是不行的、為了調大光亮、我們將 Shutter speed設定為90ms,之後出錯率減低、置件精度也得以改 善。
<NXT事例集的意圖>
為了各位工程師的方便,特此將以前被問詢過的零件的PD作成範例、以供參考。
NXT机器人培训教案

NXT机器人培训教案第一篇:NXT机器人培训教案第一课搭建第一个NXT机器人授课时间参加教师活动目的:(一)分组1、3—4人一个组,选出组长、项目研究员、程序员、机械设计师;2、为小组取一个组名。
(二)认识NXT核心元件1、对9797套装进行分类;2、认识NXT核心元件;3、搭建蓝牙机器人9797套装8___24页;活动过程:一、LEGO NXT的几张酷图欣赏二、认识乐高组件1、轴、梁、轴套、半轴套、齿轮2、传感器3、控制器三、了解乐高组件的基本搭建技巧。
1、搭建基本机器人2、参照搭建手册搭建风车,了解齿轮的运用共8页第1页第二课让机器人动起来授课时间参加教师活动目的:(一)分组1、2人一组,选出组长2、为小组取一个组名。
(二)内容1、了解NXT编程软件界面2、学习移动模块、电机模块,并在此基础上掌握计器人的前进、后退、转弯。
3、掌握机器人转弯的几种方法。
教学过程一:认识编程软件MINDSTORMS Edu NXT界面1、启动MINDSTORMS Edu NXT在桌面上点击:2、界面的组成:编程区,面板区,学习区,菜单区、工具栏区、控制面板二、任务:让机器人“倒车入库”1、任务分析:第一步:机器人前进;第二步:机器人右转弯第三步;机器人后退;2、模块介绍3、编程共8页第2页4、学习练习三、机器人转弯的三种情况1、差速转弯:2、一个电机正转,另一电机反转来实现转弯3、一个电机不动,另一电机转动(推荐方式)(1)使用移动模块,只选择一个电机(2)使用电机模块共8页第3页第三课让机器人随着声音动起来授课时间参加教师活动目的:1、学习循环模块的使用2、学习声音传感器的使用3、学习分支模块的使用活动过程一:机、2、使用循环模块二、、如何测定电机的运行时间三、让机器人随着声音动起来让机器人听到声音时开始运动,当机器人前方出面障碍物时,并后退转弯再前进。
共8页第4页1、介绍等待模块共8页第5页第四课巡线机器人授课时间参加教师活动目的:1、了解光电传感器的原理2、初步掌握光电传感器对光的测量方法3、了解单光电传感器巡线的原理活动过程一、光电传感器的原理1、光电传感器由光电接收管和光电发射管组成。
最全NXTIII、XPF贴片设备操作基本技能培训教材
元件相机玻 璃制品、易 碎物品,非 专业工程人 员请勿触碰
机器抛料盒, 收集机器抛料 使用,每班需 在工程人员指 导下安全清理
盒中散料
NXT机器内部注意事项
贴装中的电路板,平台升 起时不可将未生产完的电 路板取出,请勿将头或手 伸入机器内部以免发生危
险
NXT飞达按键面板灯显示说明
不可用尖锐物品触碰,易损坏
飞达站位亮 红灯表示, 飞达异常未
准备就绪
飞达站位三种颜 色的灯同时亮起, 表示此站位程序
跳过未生产
飞达站位亮绿灯 表示飞达准备就 绪可正常生产
机器气压和真空 压力显示表,异 常时显示红色
机器基座主电 源开关,可同 时关闭多个模 组电源,禁止 非专业人员操
作
NXT模组基座
废料带箱,每 两小时清理一 次,长时间不 清理有卡坏料 带切刀的可能
调整此参数
XPF操作界面讲解
预计生产数量,达到 该数量设备自动停止
周期贴装平均时间, 表产核算时间
错误信息中站位显示 错误信息中错误率 站位吸取错误数
站位总吸取数
错误信息显示窗口 生产完当前电路板后
暂停
XPF操作界面及抛料信息讲解
吸嘴出错信息 站位出错信息
错误信息全部选择 清除错误信息 全部错误信息
灵的可能
机器停止按钮,当设备 需停止生产时按下,注 意按下时需等待工作头 回到机器左侧位置时再
打开机器安全门
电源指示灯
动力电源启动按钮,当按下紧急 按钮时动力电源关闭此按钮灭灯,
消除异常后再次按下即亮起
机器紧急停止按钮,当机器发生 紧急情况下使用,正常情况下不 能使用,注意:当按下此按钮时 机器工作头处于机器中间时不可 用手推动设备工作头,推动会使
NXT培训手册完整版(五)

Module Control box I/F Board
© Schmidt Electronics Group Limited 2006
7
配件更换--基座远程控制I/O 电路板
SCHMIDT ELECTRONICS GROUP
© Schmidt Electronics Group Limited 2006
15
配件更换—相机更换
SCHMIDT ELECTRONICS GROUP
主电源开关OFF
© Schmidt Electronics Group Limited 2006
16
配件更换—Mark相机
SCHMIDT ELECTRONICS GROUP
主电源开关OFF
绝对不要松动相机单元的螺栓和定位栓
© Schmidt Electronics Group Limited 2006
© Schmidt Electronics Group Limited 2006
22
配件更换—control box(base)
SCHMIDT ELECTRONICS GROUP
Replace Base control box when it damaged. Base control box 1
© Schmidt Electronics Group Limited 2006
6
配件更换—Module controlbox I/F board
SCHMIDT ELECTRONICS GROUP
Replace Fuse when the Fuse broken according to LED display. Note : shot down the machine when you replace it.
NXT操作员培训资料

5.上料
前面已经介绍了把料上到Feeder上,这里主要介绍把上 好料的Feeder上到机器上去。
精品文档
拿过Feeder,将其水平的沿导轨槽向前推动。推的过程 中要将Clamper抬起,确认接口处连接正常后将Clamper松 开。接口处连接正常的判断依据是Power灯亮。
精品文档
在生产中还会遇到换料的情况。相比上料的话多了一个 取出Feeder的步骤。
我们所选用的Feeder Type 基本上就这些!选用Feeder就是 依照料带的宽度而定,多宽的料 带宽度就选用多大的Feeder, 例如: W8mm宽度的料带就选用 W8mm供料器!
Feeder type W08
Feeder type W12
Feeder type W16
Feeder type W24
精品文档
3.清洁Waste tape box
每两个模组会有一个废弃料带收集箱,在机器的下面, 黑色的箱子。在生产中每4小时要清洁一次。放回的时候 要注意,一定要放到位,不然后果相当严重!
OK
NG
精品文档
4.检查feeder
检查料枪上维护标签是否在有效期内,遇到维护日期过期现象料枪, 禁止上线使用装料,线长必须检查与宣导,确保feeder的良好性,料 枪在生产或遇到齿轮,抛料高等异常情况时,需让员工贴上Feeder状 况卡,在其上面写出其现象。
抬起Feeder的Clamper水平取出Feeder
精品文档
五 机器报警的图标解释(一)
精品文档
机器报警的图标解释(二)
精品文档
机器报警的图标解释(三)
精品文档
六 FUJI NXT XPF安全操作
FUJI NXT安全注意事项
SMT贴片实操设备使用培训教材
FUJI FUJI NXT
22
飞达PITCH设定(1 飞达PITCH设定(1)
装料完成后,按照以下方法对第一个元件调整至吸取位置 1.根据料带的具体情况设定相应的送料间距开关
FUJI FUJI NXT
23
飞达PITCH设定(2 飞达PITCH设定(2)
FUJI FUJI NXT
2.按下前进按钮,是元件料带前进。 3.牧师第一个元件,到接近吸取点时放开按钮,停止元件料带前进。元件料带 送过头时,请按下后退按钮使其返回。
24
飞达PITCH设定(3 飞达PITCH设定(3)
4.然后按下原点调整按钮,使元件料带前进。牧师第1个元件,在满足下面条 件的地点停止元件料带。 备注:如果连续按住远点调整按钮0.5秒以上,就会以连续运转模式使元件料 带前进。 『1』第1个元件露出料带导盖的开口部,或者在开后前不远处。 『2』如果是W12至W56机型,则需要在满足条件1)的前提下,使料带上的 凹槽中心处于划线位置上。
目 录
SMT 贴片实操设备使用
NXT培训课题 培训课题 NXT的主要构成部分 各部件的功能简介 操作面板 操作画面 错误的显示画面 手动指令模式的画面 可以执行的手动指令 开始生产 停止生产 NXT开机操作步骤 拉出模组 飞达使用 页码 1 2-3 4 5 6 7 8 9 10 11-12 13-16 17-28
备注)如果生产准备还没有齐全,在校正后显示换线向导。
9
停止生产
CYCLE STOP与STOP 的区别
按照机器的动作周期是生产暂时停止 1.请按下CYCLE STOP.按机器的动作周期停止生产动作。
FUJI FUJI NXT
1
电路板送出后,是机器停止(一块生产停止) 1.在生产中请按下STOP按钮。机器继续运转直到完成模组内的电 路板的生产。此时,在操作画面的状态区域内显示“STOP) 的示意图。
NXT培训手册完整版(二)

24
基本操作—Tray包装料更换
SCHMIDT ELECTRONICS GROUP
© Schmidt Electronics Group Limited 2006
25
基本操作—传送JOB到机器
SCHMIDT ELECTRONICS GROUP
© Schmidt Electronics Group Limited 2006
港兴华NXT培训资料
第二章 基本操作
Aaron wu
Local Knowledge • Regional Network • Global Technology
Innovation in Asia for over 100 years
基本操作—安全教育
SCHMIDT ELECTRONICS GROUP
22
基本操作—供料器更换
SCHMIDT ELECTRONICS GROUP
调整前端位置和供料器Pitch
© Schmidt Electronics Group Limited 2006
23
基本操作—供料器更换
SCHMIDT ELECTRONICS GROUP
供料器安装到机器
© Schmidt Electronics Group Limited 2006
2
基本操作—安全教育
SCHMIDT ELECTRONICS GROUP
安全标识
安全按钮
© Schmidt Electronics Group Limited 2006
3
基本操作—操作面板&电源开关
SCHMIDT ELECTRONICS GROUP
操作面板
电源开关
主电压220-230V
NXT培训手册

动能,电能,热能,力量,发电机,电动机,负载, 效率(伺服控制)
4Pow修er C改ar 技能: 停在桌子上
机器人开始移动,当它听到一个响亮的声音 的时候. 当它看到黑线后反转.
重复以上行为,30秒后停下来!
/education
参考 Robot Educator , 03, 04, 06 12 Intro to Robotics: Projects: Clap on Clap Off
11
??
12 Project: Racing Robot
12
机器人集合 探索不同的地面 探索不同的负载 改进尾部的打滑装置,使它减少阻力. 加速轮子,使它可以行驶得更快!
加速和减速 哪个会更快?
13 Project: Insect Robot
移动,但要避免和其它机器人以及墙壁相撞 在黑暗中停止 显示出用了多少时间才在黑暗中停止.
9
10 技能: 存储,查看和发送数据文件
用广感去测量走过的人次,把测到的数据作为一个 数据文件. (测量100次)
用一个触动传感器去以图像形式显示数据. 上传到计算机上
端口 3 光感
端口 1 触感
参考: Robot Educator , 33 Intro to Robotics Sample Files : datafiles.rbt Further Challenge -
_______________ 轴套
马达,齿轮箱.减速齿轮,轴,轴套,力
参考 NXT 使用指南 : 技术: 伺服马达 介绍机器人 CD: Basics: Quickstart
Power Car 加上轮子 转动轴. 感受你需要转动轴的力量. 你能解释为什么吗?
加一根连接导线, 然后推或者拉
SMT之家----NXT教程

7各消耗品的更换(各类电池,保险丝的更换,真空阀)。
8常见故障的处理。如Tray盘变形,如何使其减少报警及更好的对策。
软件:
1在线附属软件介绍及应用
2机器各项基本Biblioteka 数的设定及传送、回收。2Medit的应用
3I/OMonitor的应用
4vpdplus的应用(如何编辑不规则元件的影像等)
機器概述
SMT之家----NXT教程
·安全注意事項
1.學員操作機器時,須有指導講師在場。擅自操作機器造成人身傷害、設備損壞
者即刻取消受訓資格,並承擔一切后果。
2.為保證正確和安全的使用機器,動手操作機器之前必須參加我中心開展的安全
教育課程,未掌握安全知識者嚴禁操作機器。
3.當機器出現異常時請按下EMERGENCY STOP(緊急停止)按鈕。
2机器各机械部分介绍。如各马达、气缸、电磁阀、传感器的分布位置及其作用
3换线、保养时应做哪些具体步骤及注意事项。
4headpartcamera&markcamera&Cutter的保养与更换,conveyorbelt的保
养与更换及其amp的手动调整。
5
基座控制箱与基座CPU箱功能及更换介绍。
6Modulesensor的认识与调整及各控制箱的更换,Head的内部认识与调整,
4.在操作機器之前請確認沒有人在機器或防護欄內部,除你之外沒有其它人在操
作機器。如果使用了BY-PASS KEY,需加強注意失去保護區域潛在的危險,運轉
機器時嚴禁有人進入機器內部。
5.在所有操作之前,要確認操作面板的表示內容和機器所要執行的動作,嚴禁進
行試探性的操作﹗
2024版nxt培训手册完整版二

NXT系统特点
分析NXT系统的特点、优 势和不足之处,以及与其 他系统的比较。
培训目标与课程安排
培训目标
明确本次培训的目标,包 括学员应掌握的知识和技 能,以及培训后的应用方 向。
课程安排
详细介绍本次培训的课程 设置、时间安排和教学方 法,以及每门课程的学习 目标和重点内容。
考核标准
说明本次培训的考核方式 和标准,以及合格与优秀 的评判标准。
法。
反思与总结
03
结合自身队伍情况,反思不足之处,总结提高的方法。
06
进阶技能提升方向指引
深入学习传感器原理及应用场景
掌握传感器基本工作原理
了解不同类型传感器的感应机制,如光电、压力、温度等。
学习传感器接口与通信协议
熟悉传感器与控制器之间的通信方式,如I2C、SPI等。
分析传感器应用场景
针对不同领域,研究传感器的应用案例,如智能家居、工业自动化 等。
探索复杂运动控制算法实现
学习PID控制算法
掌握比例、积分、微分控制原理,实现精确运动控制。
研究路径规划算法
了解基于栅格、采样或优化的路径规划方法,实现机器人自主导航。
探索动力学建模与仿真
学习机器人动力学建模方法,利用仿真软件进行性能分析。
拓展创新项目设计思路展示
创意项目构思
结合实际需求,提出具有创新性的项目设计思路。
数据类型
NXT-G支持多种数据类型,如整数、 浮点数、布尔值、字符串等。
02
变量与常量
变量用于存储程序中的数据,常量表 示固定不变的值。
01
数学函数
NXT-G提供了一些内置的数学函数, 如三角函数、对数函数等,用于进行 更复杂的数学运算。
CNC技术员培训文档资料
5.Parameter
1.Parameter 1 (Switch)
Tool length offset value
輸入數据
F0
4
4. 刀長設定
參數設定原理圖
對刀示意圖
H2: Z軸高度
對刀塊: 10 對刀儀:
H1:對刀高度
夾具
工作台
L: 刀長
a:
H1= Ha + Hb + Hc
H1: 對刀高度 Hb: 夾具高度 Ha: 對刀儀+對刀塊= Hc: 工作台高度
指針在"0"位
校零
指針在"0"位
對刀和校 零時百分 表指針統 一以旋轉 不超過 360°為 准
10
CNC技術員培訓
11
MDI
Magaz
F1: 編輯參數
F0: 輸入/ 退出
7
4. 刀長設定
2. 對刀步驟
2.1 根据設定的刀庫刀架參數正确地將裝好的刀具裝到刀架上; 2.2 將對刀儀校零好后(和對刀塊)放在第一工作原點(1號位)的夾具上方;
(兩個工作台之机床則放在1#台1號位夾具上) 2.3 檢查所有設定參數后進行對刀,按手動模式(MANU)將刀具移到對刀塊上方;
2.0~5.0mm
1
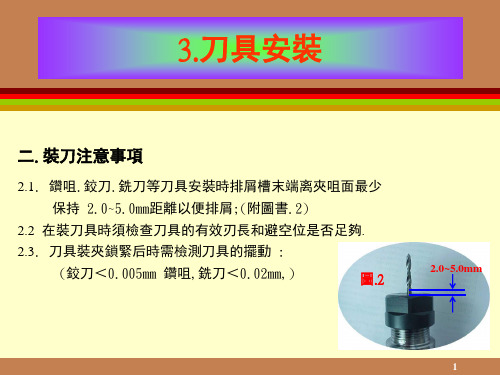
3.刀具安裝
二.裝刀注意事項
2.4. 裝鏜刀時刃須与刀頭定位槽平行,且在上机安裝時根据
程序要求刃尖定向(朝外); (附圖.3.)
2.5 當用GP刀頭裝鏜刀時,必須在動平衡机檢測 調試合格后方可使用;
刀刃尖
ZOLLER
動平衡机
定位槽
圖 .3.
2
3.刀具安裝
二.裝刀注意事項
2.6 檢查刀杆.介指有無崩缺和生鏽,且檢測介指的平行度和 厚度是否合格,裝刀杆時需測其端面跳動(≦0.005mm); (附圖.4)
2nd-NXT基本操作ppt

工欲善其事必先利其器
事半功倍
基本操作
一 NXT界面介绍说明 1.1 界面各按键介绍 1.2 基本操作画面介绍 1.3 Cycle Stop\Stop\E-Stop的区别 二 相关操作 2.1 NXT开关机操作 2.2 程式传送 2.3 换线的基本流程 2.4 机器的自动校正过程 2.5 更换Feeder 2.6 更换Placing Head 2.7 更换Back up Plate 2.8 更换Nozzles 2.9 更换Feeder Pallet 2.10 更换 Trays 2.11 用MCU移出Module 2.12 基本操作注意事项小结
在切换后台程序前要确认Head\Nozzle Station\Feeder\料件\顶Pin等是否和将要生产的 程序相符合。 (注︰将程序传送至前台时,机器内须无PCB存在,否则机台将会报错;且Monitor上 也不应有PCB存在显示-按START键让该显示消除即机器自动检测无PCB存在)
换线的基本流程
MFU更换为MTU之步骤: 1.准备部品如下
No. 1 2 3 Parts name MTU-L COVER NOZZLE STATION Part number PB14571 Qty 1 1 1 Note
H01-NC8LB H04-NE12A
2.依照操作面板提示移出Pallet,拆除Cover,Reject parts box,Waste tape duct等. 3.根据实际需要确定是否移动相机位置.位置已经预留,平移而已(四颗Bolt固定). 注:Camera position :MTU-Right;MFU-Center,Right(FLEXA V2.1.0.0版本后MFU 对应的相机位置可选取);但一般M3,M6的MFU Camera position在中间较好 4.安装MTU,及更换对应Head ,Nozzle station,如有需要再更换Nozzle. 5.切换程序到机台(切勿在MFU未移出之前切换,容易造成当机) 6.机器自动校正,确认OK! 7.生产前须将该模组的Waste Tape Cutter选择OFF,即不启用.(附属软件里) 注: 1.MTU推进之前应注意先调整水平,后调整对应高度. 2.具体移出MFU,安装MTU请参考操作手册.
CNC操作员培训内容
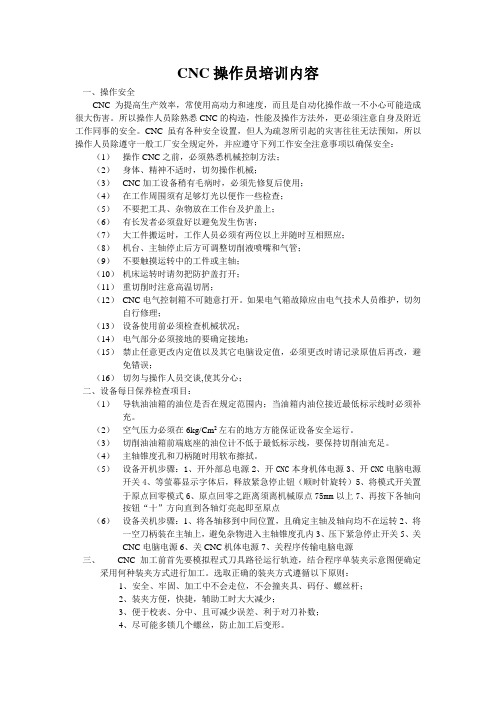
CNC操作员培训内容一、操作安全CNC为提高生产效率,常使用高动力和速度,而且是自动化操作故一不小心可能造成很大伤害。
所以操作人员除熟悉CNC的构造,性能及操作方法外,更必须注意自身及附近工作同事的安全。
CNC虽有各种安全设置,但人为疏忽所引起的灾害往往无法预知,所以操作人员除遵守一般工厂安全规定外,并应遵守下列工作安全注意事项以确保安全:(1)操作CNC之前,必须熟悉机械控制方法;(2)身体、精神不适时,切勿操作机械;(3)CNC加工设备稍有毛病时,必须先修复后使用;(4)在工作周围须有足够灯光以便作一些检查;(5)不要把工具、杂物放在工作台及护盖上;(6)有长发者必须盘好以避免发生伤害;(7)大工件搬运时,工作人员必须有两位以上并随时互相照应;(8)机台、主轴停止后方可调整切削液喷嘴和气管;(9)不要触摸运转中的工件或主轴;(10)机床运转时请勿把防护盖打开;(11)重切削时注意高温切屑;(12)CNC电气控制箱不可随意打开。
如果电气箱故障应由电气技术人员维护,切勿自行修理;(13)设备使用前必须检查机械状况;(14)电气部分必须接地的要确定接地;(15)禁止任意更改内定值以及其它电脑设定值,必须更改时请记录原值后再改,避免错误;(16)切勿与操作人员交谈,使其分心;二、设备每日保养检查项目:(1)导轨油油箱的油位是否在规定范围内;当油箱内油位接近最低标示线时必须补充。
(2)空气压力必须在6kg/Cm2左右的地方方能保证设备安全运行。
(3)切削油油箱前端底座的油位计不低于最低标示线,要保持切削油充足。
(4)主轴锥度孔和刀柄随时用软布擦拭。
(5)设备开机步骤:1、开外部总电源2、开CNC本身机体电源3、开CNC电脑电源开关4、等萤幕显示字体后,释放紧急停止钮(顺时针旋转)5、将模式开关置于原点回零模式6、原点回零之距离须离机械原点75mm以上7、再按下各轴向按钮“十”方向直到各轴灯亮起即至原点(6)设备关机步骤:1、将各轴移到中间位置,且确定主轴及轴向均不在运转2、将一空刀柄装在主轴上,避免杂物进入主轴锥度孔内3、压下紧急停止开关5、关CNC电脑电源6、关CNC机体电源7、关程序传输电脑电源三、CNC加工前首先要模拟程式刀具路径运行轨迹,结合程序单装夹示意图便确定采用何种装夹方式进行加工。
最新NXT操作员培训资料

Feeder type W08
Feeder type W12
Feeder type W16
Feeder type W24
Feeder type W32
Feeder的结构
操作面板
2,Pitch值的计算
料带孔两孔间的间距为4mm Pitch值的计算根据实际零件包裝,数在料帶中两颗零件 间有几个料带孔即可算出零件的Pitch值
1.清洁table平台及供料平台
不可触碰NXT导致SENSOR,XPF清洁前需要将工作头移到安全位置, 待机。。
2.清洁抛料盒
将模组拉出后,在模组的右侧有抛料盒,将其取出进行清 洁。放回的时候要注意与前后的金属片在同一水平。不然 也会产生严重后果。
3.清洁Waste tape box
每两个模组会有一个废弃料带收集箱,在机器的下面,黑 色的箱子。在生产中每4小时要清洁一次。放回的时候要 注意,一定要放到位,不然后果相当严重!
拿过Feeder,将其水平的沿导轨槽向前推动。推的过程中 要将Clamper抬起,确认接口处连接正常后将Clamper松 开。接口处连接正常的判断依据是Power灯亮。
在生产中还会遇到换料的情况。相比上料的话多了一个取 出Feeder的步骤。
抬起Feeder的Clamper水平取出Feeder
五 机器报警的图标解释(一)
更换工作头
4,换线操作指令介绍
5,贴装头位置选项介绍
移动到贴装
移动到吸嘴站
移动到废料盒
6,察看吸件位置及产量清零
察看吸件坐标
清零
三 Feeder Type选用及Pitch设定
1. Feeder type的选用
Feeder type 根据元件料带的宽度不同,可以分为以下的种类: