最新汽轮机检修检验批验收记录
汽轮机隔板安装检验批质量验收记录表
汽轮机隔板安装检验批质量验收记录表一、引言隔板是汽轮机中的重要组成部分,它起到分隔不同压力区域的作用,确保汽轮机的正常运行和安全性能。
隔板的安装质量直接影响汽轮机的工作效率和可靠性。
因此,对隔板的安装进行检验批质量验收非常重要。
二、检验批划分根据安装工程量和工作范围,将隔板的安装过程分为若干个检验批。
每个检验批的安装工程量应相对独立,并可进行单独验收。
三、检验批划分依据按照设计文件和施工组织设计要求,将隔板的安装任务划分为若干个检验批。
每个检验批都有相应的工作内容和验收要求。
四、检验依据对于每个检验批,根据设计文件、质量技术文件和验收标准,制定相应的检验依据,以确保安装质量符合规定要求。
4.1 设计文件根据相关的设计文件,确定隔板的尺寸、材料和安装方式等关键参数。
4.2 质量技术文件制定质量技术文件,明确安装工艺和质量控制要点,包括金属结构焊接工艺、检验方法和验收标准等。
4.3 验收标准根据设计文件和质量技术文件,确定相应的验收标准。
验收标准应包括尺寸偏差、焊缺陷、材料质量等项目的要求。
五、检验方法根据不同的检验项目,使用不同的检验方法进行质量验收。
常用的检验方法包括目测检查、涂装膜厚测量、焊缝检验等。
5.1 目测检查使用目测方法对隔板的尺寸、外观和焊缝进行检查,确保其符合设计要求。
5.2 涂装膜厚测量对涂装隔板进行膜厚测量,确保涂装层的厚度符合要求,防止涂层脱落和腐蚀。
5.3 焊缝检验通过焊缝的外观质量、尺寸和焊缝的无损检测等方法,对焊缝进行检验。
焊缝的质量应符合相关标准和要求。
六、质量验收记录表内容质量验收记录表是记录检验结果的重要文件,其内容应包括以下几个方面:6.1 隔板基本信息包括隔板的编号、型号、材料、尺寸等基本信息。
6.2 检验批信息包括检验批的编号、工程量、工作内容等信息。
6.3 检验依据具体列出每个检验项目的依据,包括设计文件、质量技术文件和验收标准等。
6.4 检验结果根据实际情况,记录每个检验项目的检验结果。
汽轮机大修验收记录表格概论

检修记录表字第号
检修记录表字第号
检修记录表字第号
检修记录表字第号
检修记录表字第号
目录
1、1#瓦检修记录
2、2#瓦检修记录
3、发电机前轴承检修记录
4、发电机后轴承检修记录
5、高低压汽封、洼窝中心测量记录
6、转子轴径椭圆和不锥度检查
7、推力瓦检修记录
8、动静间隙检修记录
9、汽轮机对轮瓢偏测量记录
10、汽轮机转子叶轮瓢偏测量记录
11、汽轮机转子弯曲测量记录
12、主油泵油轮推力盘、汽轮机对轮晃动度检修记录
13、转向导叶环测量检修记录
14、汽轮机转子扬度测量记录
15、汽缸水平扬度测量检修记录
16、汽轮机前轴承座水平测量记录
17、前轴承与前轴承座架间纵向键测量记录
18、后汽缸与导板间纵向键记录
19、前轴承座与前座架间连接螺母检修记录
20、汽轮机与发电机对轮找中心
21、发电机对轮瓢偏测量检修记录
22、后汽缸与后座架连接螺母
23、汽轮机盘车装置检修记录
24、汽轮机转子叶轮清理检修记录
25、调压器检修记录
26、同步器检修记录
27、危急遮断器检修记录
28、轴向位移遮断器测量检修记录
29、高压错油门检修记录
30、低压错油门检修记录
31、高压油动机检修记录
32、低压油动机检修记录
33、自动主汽门检修记录
34、高压调节汽门检修记录
35、低压调节汽门检修记录
36、启动阀检修记录
37、发电机前、后端盖组装封闭检修记录
38、发电机空气间隙测量检修记录
39、发电机端盖间隙测量检修记录
40、汽轮修后各项试验数据
41、汽封间隙测量。
01020501 汽轮机转子检查检验批施工质量验收表
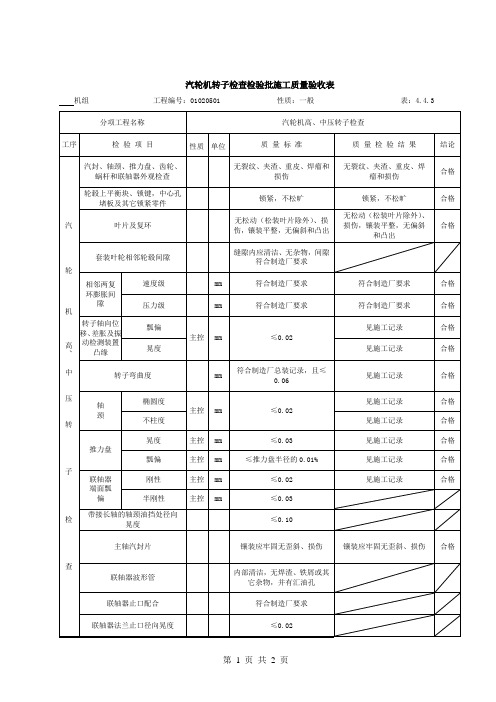
汽轮机高、中压转子检查
工序
检验项目
性质
单位
质量标准
质量检验结果
结论
汽轮机高、中压转子检查
汽封、轴颈、推力盘、齿轮、蜗杆和联轴器外观检查
无裂纹、夹渣、重皮、焊瘤和损伤
无裂纹、夹渣、重皮、焊瘤和损伤
合格
轮毂上平衡块、锁键,中心孔堵板及其它锁紧零件
锁紧,不松旷
锁紧,不松旷
合格
叶片及复环
无松动(松装叶片除外)、损伤,镶装平整,无偏斜和凸出
≤0.10
主轴汽封片
镶装应牢固无歪斜、损伤
镶装应牢固无歪斜、损伤
合格
联轴器波形管
内部清洁,无焊渣、铁屑或其它杂物,并有汇油孔
联轴器止口配合
符合制造厂要求
联轴器法兰止口径向晃度
≤0.02
验收结论:
验收单位签字
施工单位
年月日
监理单位
年月日
制造单位
年月日
设计单位
年月日
建设单位
年月日
合格
转子弯曲度
mm
符合制造厂总装记录,且≤0.06
见施工记录
合格
轴
颈
椭圆度
主控
mm
≤0.02
见施工记录
合格
不柱度
见施工记录
合格
推力盘
晃度
主控Leabharlann mm≤0.03见施工记录
合格
瓢偏
主控
mm
≤推力盘半径的0.01%
见施工记录
合格
联轴器端面瓢偏
刚性
主控
mm
≤0.02
见施工记录
合格
半刚性
主控
mm
≤0.03
给水泵汽轮机验收单
3
8、滑销糸统间隙、各部件配合及膨胀间隙合格。 质量标准: 9、通流部分间隙合格。
检修记事(应附 检修技术记录) :
单项验收:
4
验收内容
1、汽轮机转子部分
检修记事
负责人验收: 班组验收: 分场验收: 厂部验收: 验收内容
评价结果: 评价结果: 评价结果: 评价结果: 2、汽缸部分
优 优 优 优
良 良 良 良
检修记事
负责人验收: 班组验收: 分场验收: 厂部验收: 验收内容
评价结果: 评价结果: 评价结果: 评价结果:
优 优 优 优
良 良 良 良
合格 合格 合格 合格
不合格 不合格 不合格 不合格
签名: 签名: 签名: 签名:
时间: 时间: 时间: 时间:
6、推力瓦和推力间隙
检修记事:
负责人验收: 班组验收: 分场验收: 厂部验收:
时间: 时间: 时间: 时间:
9
10
时间: 时间: 时间: 时间:
5
验收内容
3、进汽窒、导叶持环、隔板静叶部分
检修记事
负责人验收: 班组验收: 分场验收: 厂部验收: 验收内容:
评价结果: 评价结果: 评价结果: 评价结果: 4、汽封部分
优 优 优 优
良 良 良 良
合格 合格 合格 合格
不合格 不合格 不合格 不合格
签名: 签名: 签名: 签名:
合格 合格 合格 合格
不合格 不合格 不合格 不合格
签名: 签名: 签名: 签名:
时间: 时间: 时间: 时间:
8
验收内容:
9、通流部分间隙
检修记事
负责人验收: 班组验收: 分场验收: 厂部验收: 总体验收
最新汽轮机检修检验批验收记录

序号
检修标准项目
质量检验结果
结论
1
测量定转子之间的空气间隙
见附表五
合格
2
测量护板与风扇间隙
见附表六
合格
3
检查风扇、心环与平衡块
无异常
合格
4
抽出转子时,检查和清扫转子,检查套箍有无变形、移位,通风孔有无堵塞
已对转子进行清理
合格
5
拆、装发电机端盖,抽装发电机转子
已完成
记录人
检查人
日期
附表六
检修记录
记录编号:1文□图□表□
项目名称
xxx发电机检修
记录名称
护板与风扇间隙
简图: 单位:mm
3.2 3.2
3.1 3.2 3.1 3.15
3.0 3.0
前 后
注:从汽轮机方向看
记录人
检查人
日期
0.10 0.10
0.15 0.12
0.55
0.12 0.09
0.17 0.14
0.15 0.12
注:紧1/3螺栓后0.05mm塞尺不入
记录人
检查人
日期
附表二
检修记录
记录编号:1文□图□表□
项目名称
xxx汽轮机检修
记录名称
通流部分间隙及阻汽片间隙
简图:
1.60 1.90 1.10 1.10 1.80 1.80
清理检查汽缸喷嘴及结合面无异常
合格
4
检查隔板套、隔板及静叶片有无裂纹、冲刷、损伤、变形等缺陷,必要时处理
转向导叶环及第一级隔板静叶片有损伤变形,处理结果已修复
合格
5
测量调整隔板套及隔板、汽封体的洼窝中心,并对隔板进行检查
发电机检修质量记录及验收
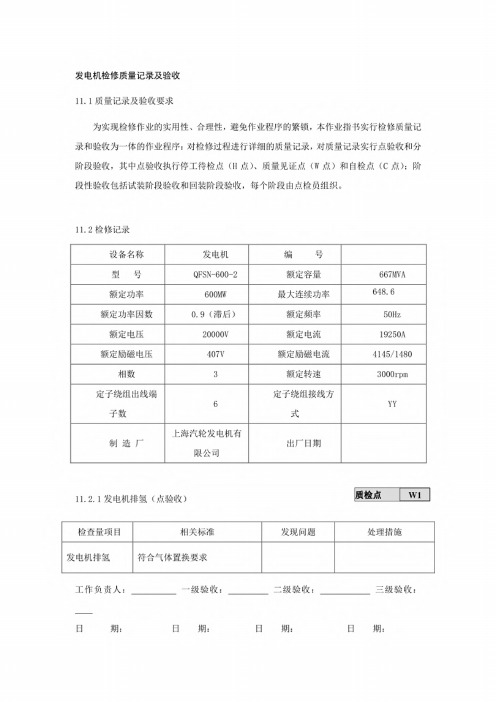
检查量项目
相关标准
拆除发电机各部 符合检修工序及工艺标准要求
接线
发现问题
处理措施
工作负责人: 一级验收: 二级验收: 三级验收:
日
期:
日 期:
日 期:
11. 2. 3发电机解体前预防性电气试验(点验收)
日 期: I停工将检点
检查量项目
相关标准
发电机解体前预 符合《华北电网有限公司电力设
防性电气试验 备交接和预防性试验规程》要求
日
期:
日 期:
日 期:
E 期:
11∙2.12发电机端部部件回装(阶段验收)
检查量项目
相关标准
发电机端部部件回装 符合检修工序及工艺标准要求
K 序工待检点I H7
发现问题
处理措施
工作负责人:
一级验收:_________ 二级验收:____________ 三级验收:
日
期:
日 期:
日 期:
日 期:
11.2. 13发电机检修后试验(阶段验收)
合格
停工待检点 H9
发现问题
处理措施
工作负责人:
一级验收:
二级验收:
三级验收:
口
期:
日 期:
日 期:
日 期:
IL 2.15发电机开机启动试验(阶段验收)
检查量项目
相关标准
符合《华北电网有限公司电力设 发电机开机启动试验
备交接和预防性试验规程》要求
货停工工待待检检点点,HHlIOO
发现问题
处理措施
工作负责人: 一级验收: 二级验收: 三级验收:
发电机检修质量记录及验收 11. 1质量记录及验收要求
为实现检修作业的实用性、合理性,避免作业程序的繁锁,本作业指书实行检修质量记 录和验收为一体的作业程序:对检修过程进行详细的质量记录,对质量记录实行点验收和分 阶段验收,其中点验收执行停工待检点(H点)、质量见证点(W点)和自检点(C点):阶 段性验收包括试装阶段验收和网装阶段验收,每个阶段由点检员组织。
4.4.3 汽轮机转子检查检验批施工质量验收表
施工单位
年 月 日
监理单位
年 月 日
制造单位
年 月 日
设计单位
年 月 日
建设单位
年 月 日
套装叶轮相邻轮毂间隙
缝隙内应清洁、无杂物,间隙符合制造厂要求
相邻两复环膨胀间隙
速度级
mm
符合制造厂要求
压力级
mm
符合制造厂要求
转子轴向位移、差胀及轴振动等检测面
瓢偏
主控
mm
≤0.02
晃度
转子弯曲度
mm
符合制造厂总装记录,且≤O.06
轴颈
椭圆度
主控
mm
≤0.02
不柱度
推力盘
晃度
主控
mm
≤O.03
瓢偏
主控
mm
≤推力盘半径的O.01%
联轴器端面
瓢偏
刚性
主控
mm
≤0.02Leabharlann 半刚性主控mm
≤0.03
带接长轴的轴颈油挡处径向晃度
主控
mm
≤0.10
主轴汽封片
镶装应牢固,无歪斜、损伤
联轴器波形管
内部清洁,无焊渣、铁屑或其他杂物,并有汇油孔
联轴器止口配合
符合制造厂要求
联轴器法兰止口径向晃度
主控
mm
≤0.02
验收结论:
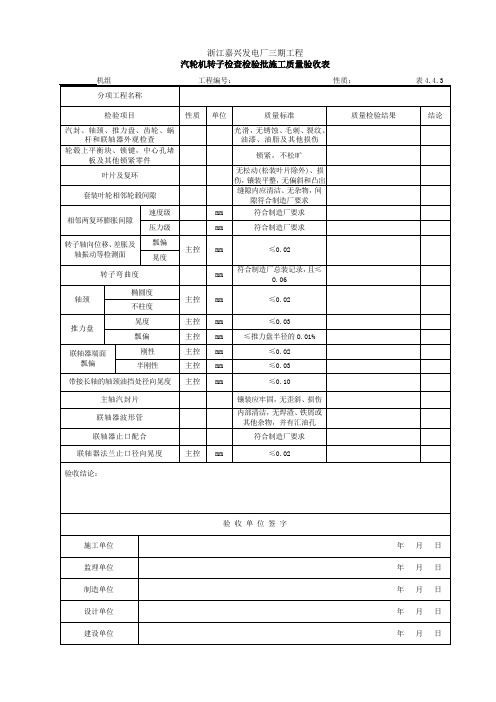
浙江嘉兴发电厂三期工程
汽轮机转子检查检验批施工质量验收表
机组工程编号:性质:表4.4.3
分项工程名称
检验项目
性质
单位
质量标准
质量检验结果
结论
汽封、轴颈、推力盘、齿轮、蜗杆和联轴器外观检查
光滑,无锈蚀、毛刺、裂纹、油漆、油脂及其他损伤
火电工程达标投产汽轮发电机组工程质量检查验收表

火电工程达标投产汽轮发电机组工程质量检查验收表表4.4.1 汽轮发电机组工程质量检查验收表
4.4.2 汽轮发电机组质量检查验收尚应符合下列规定:
1 汽轮机扣盖后转子与汽缸的相对定位尺寸准确,标记必须清晰。
2 汽轮机扣盖前,汽封及通流部分间隙的调整必须符合制造厂要求。
3 燃气轮机天然气投运前,罩壳、轴承火灾消防必须正常投入。
4 事故放油管道应有两道钢质手动明杆阀门,阀杆应水平或向下布置,阀门与油箱的距离应大于5m,并应有2个以上安全通道,操作手轮应设玻璃保护罩,阀门不得上锁。
5 有毒、有害废水等未经处理合格严禁直接排放。
6 蒸汽吹洗的临时吹扫系统应由有设计资质的单位实际。
7 额定工况下,管道吊架吊杆的偏斜度:刚性吊架吊杆不得大于3°,弹性吊架吊杆不得大于4°。
汽轮机隔板安装检验批质量验收记录表

汽轮机隔板安装检验批质量验收记录表一、项目背景汽轮机隔板安装是汽轮机系统中的重要工作,其质量直接影响到汽轮机的安全运行和效率。
为了保证隔板安装质量符合要求,需要进行质量验收。
本文针对汽轮机隔板安装检验批质量验收记录表进行详细介绍。
二、检验批信息1. 检验批名称:汽轮机隔板安装2. 检验批编号:XXX-XXX3. 检验批日期:XXXX年XX月XX日4. 检验批负责人:XXX三、质量验收内容1. 隔板尺寸和形状检查检查隔板的尺寸和形状是否符合设计要求,包括长度、宽度、厚度等参数的测量,以及隔板的平整度和垂直度的检查。
2. 隔板材料质量检查检查隔板所使用的材料是否符合规定要求,包括材料的牌号、化学成分、力学性能等的检验。
3. 隔板安装质量检查检查隔板的安装情况,包括焊接接头的质量、隔板与汽轮机壳体之间的间隙、隔板与其他部件的连接情况等。
4. 隔板密封性检查检查隔板的密封性能,包括隔板与汽轮机壳体之间的密封情况,以及隔板与其他部件的密封性能。
5. 隔板涂层质量检查检查隔板的涂层质量,包括涂层的厚度、附着力等指标的检验。
6. 隔板防腐性能检查检查隔板的防腐性能,包括防腐涂层的质量、防腐效果等的检验。
四、质量验收结果记录1. 隔板尺寸和形状检查结果:符合要求2. 隔板材料质量检查结果:符合要求3. 隔板安装质量检查结果:符合要求4. 隔板密封性检查结果:符合要求5. 隔板涂层质量检查结果:符合要求6. 隔板防腐性能检查结果:符合要求五、质量验收结论根据上述质量验收结果记录,汽轮机隔板安装质量符合要求,经过检验合格。
六、质量验收意见1. 隔板尺寸和形状检查意见:无2. 隔板材料质量检查意见:无3. 隔板安装质量检查意见:无4. 隔板密封性检查意见:无5. 隔板涂层质量检查意见:无6. 隔板防腐性能检查意见:无七、质量验收人员签字负责人:XXX验收人员:XXX日期:XXXX年XX月XX日八、质量验收记录附件1. 隔板尺寸和形状检查记录表2. 隔板材料质量检查记录表3. 隔板安装质量检查记录表4. 隔板密封性检查记录表5. 隔板涂层质量检查记录表6. 隔板防腐性能检查记录表以上为汽轮机隔板安装检验批质量验收记录表的详细内容,通过对隔板尺寸、材料、安装质量、密封性、涂层质量和防腐性能的检查,确保隔板安装质量符合要求,为汽轮机系统的安全运行提供保障。
汽轮机试验记录精选全文完整版

可编辑修改精选全文完整版
《汽轮机定期试验记录》填写说明
1.汽轮机定期试验项目分为保安系统试验、超速试验及其他定期试验共三类。
2.试验项目及试验结果在相应位置打“√”或填写数值。
2.严格按照操作规程要求进行相应试验项目的试验,并如实填写记录。
3.单台机组进行的试验项目记录在同一份记录内,公共设备试验情况记录一次即可。
其中不同项目的操作人员在签名后注明试验项目序号,如张三(5),表示张三负责第5项“轴向位移”试验。
4.试验过程中严密监视设备运行状况,发现异常立即停止试验,待异常情况消除后向值长申请重新进行试验。
5.未进行的试验项目直接在时间栏划线,其他内容不填。
汽轮机定期试验记录
华聚能源南屯矿电厂年月日号机。
汽轮机1号轴瓦检修记录模板
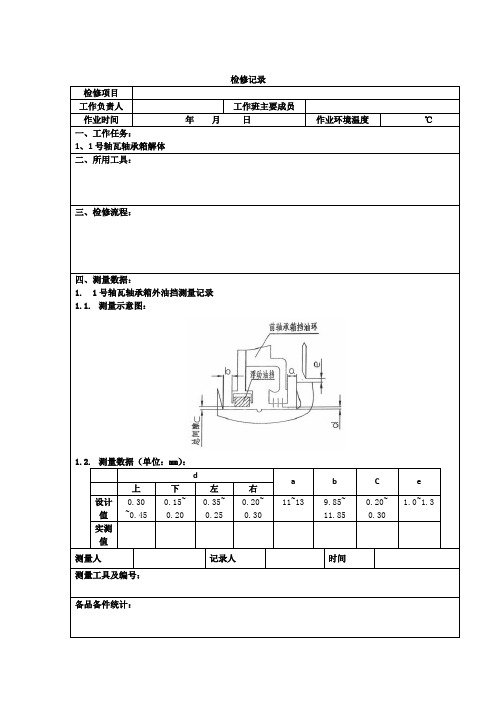
检修项目工作负责人工作班主要成员作业时间年月日作业环境温度℃一、工作任务:1、1号轴瓦轴承箱解体二、所用工具:三、检修流程:四、测量数据:1.1号轴瓦轴承箱外油挡测量记录1.1.测量示意图:1.2.测量数据(单位:mm):da b C e上下左右设计值0.30~0.450.15~0.200.35~0.250.20~0.3011~13 9.85~11.850.20~0.301.0~1.3实测值测量人记录人时间测量工具及编号:备品备件统计:检修记录检修项目工作负责人工作班主要成员作业时间年月日作业环境温度℃二、工作任务:1、1号轴瓦修前记录二、所用工具:三、检修流程:四、测量数据:1.瓦枕间隙测量记录1.1.测量示意图1.2.测量数据(单位:mm)1.2.1. 1号轴瓦瓦枕紧力测量(标准:0.02~0.05mm)A处铅丝厚度:B处铅丝厚度:C处铅丝厚度:瓦枕间隙:(A+B)/2-C=2.瓦顶间隙测量记录2.1.测量示意图2.2.测量数据(单位:mm)轴瓦顶隙技术标准T端处铅丝厚度T端处铅丝厚度G端处铅丝厚度G端处铅丝厚度平均值1号轴瓦0.55~0.653.轴承体油封径向间隙测量记录3.1.测量示意图3.2.测量数据(单位:mm)部位1号轴瓦油封1号轴瓦设计值上下左右0.04~0.15mm0.65~0.75mm0.35~0.45mm0.35~0.45mm实测值上下左右修前(T端)修前(G端)4.轴瓦轴颈扬度测量4.1.测量数据(单位:mm/m):5.#1轴颈下沉量测量:5.1.测量示意图:5.2、测量数据(单位:mm):测量位置#1轴颈测量数据对轮解体前(修前)对轮解体后(修前)测量人记录人时间测量工具及编号:备品备件统计:检修记录2.1号轴瓦节流孔板测量记录2.1.节流孔板示意图2.2.测量记录(单位:mm)1号轴瓦节流孔设计值修前修后Φ323.1号轴瓦顶轴油囊深度测量记录1号轴瓦顶轴油囊修前修后面积(长*宽)深度测量人记录人时间测量工具及编号:备品备件统计:检修记录检修项目工作负责人工作班主要成员作业时间年月日作业环境温度℃五、工作任务:1、1号轴瓦修后记录二、所用工具:三、检修流程:四、测量数据:1.瓦枕间隙测量记录1.1.测量示意图1.2.测量数据(单位:mm)1.2.1. 1号轴瓦瓦枕紧力测量(标准:0.02~0.05mm)A处铅丝厚度:B处铅丝厚度:C处铅丝厚度:瓦枕间隙:(A+B)/2-C=2.瓦顶间隙测量记录2.1.测量示意图2.2.测量数据(单位:mm)轴瓦顶隙技术标准T端处铅丝厚度T端处铅丝厚度G端处铅丝厚度G端处铅丝厚度平均值1号轴瓦0.55~0.653.轴承体油封径向间隙测量记录3.1.测量示意图3.2.测量数据(单位:mm)部位1号轴瓦油封1号轴瓦设计值上下左右0.04~0.15mm0.65~0.75mm0.35~0.45mm0.35~0.45mm实测值上下左右修前(T端)修前(G端)4.轴瓦轴颈扬度测量4.1.测量数据(单位:mm/m):5.#1轴颈下沉量测量:5.1.测量示意图:5.2、测量数据(单位:mm):测量位置#1轴颈测量数据对轮连接前(修后)对轮连接后(修后)测量人记录人时间测量工具及编号:备品备件统计:检修记录检修项目工作负责人工作班主要成员作业时间年月日作业环境温度℃六、工作任务:1、1号轴瓦轴承箱回装二、所用工具:三、检修流程:四、测量数据:1.1号轴瓦轴承箱外油挡测量记录1.1.测量示意图:1.2.测量数据(单位:mm):da b C e上下左右设计值0.30~0.450.15~0.200.35~0.250.20~0.3011~13 9.85~11.850.20~0.301.0~1.3实测值测量人记录人时间测量工具及编号:备品备件统计:。
汽轮机及压缩机检修记录
机械部分电气部分仪表部分机械部分电气部分仪表部分一、汽轮机与鼓风机的联轴器对中、间隙测定室温:℃单位:1/100mm两个半联轴器间距:允许值为300±0.25mm ;检修前为mm;检修后为mm 。
二、压缩机进口导叶调节1、仪表风管线已吹扫干净,不含油,压力应为0.588MPa,实际为;2、调节FC51008置于“手控”,调节输出4mA,对应FZ51008输出0.2kg/cm2,对应FV51008刻度应为-70°,导叶为,在汽缸活塞行程上做好位置标记。
全闭时叶片间隙允许值为 mm,实际为 mm。
3、调节FC51008输出20 mA,对应FZ51008输出1.0kg/cm2,对应FV51008刻度应为+10°,导叶为,在汽缸活塞行程上做好位置标记。
4、手动调节FC51008,使其输出4mA、20mA,对应汽缸行程符合第2、第3项所做位置标记。
5、整个过程中,FC51008电信号、FZ51008风信号及反映FV51008导叶开度的汽缸行程应符合要求,每输出变化1%风量都有连续变化,不应该有突变,否则重新调节。
三、压缩机转子跳动及各部位安装间隙测定:1、高速转子跳动量、不平衡值测量注:转子跳动值单位为:mm。
2、压缩机低速轴跳动公差,不平衡量检验2.图中E21 、E22 等带下标的数字都是左边的为1,右边的为2。
3、压缩机各部位安装间隙值测量:(1)密封直径间隙表注:A7、A8处的间隙应在高速轴往气体进出口方向推到底后进行测量。
4、齿轮箱油封安装间隙值单位:mm四、蒸汽透平转子跳动、安装间隙等测量1、汽轮机转子径向、端面跳动公差测量3、汽轮机转子安装间隙测量序号测量部位名称允许值检修前测量值检修后测量值1 E1 油封直径间隙0.26~0.312 E2 油封直径间隙0.26~0.313 E3 油封直径间隙0.26~0.314 F1 挡板与轴的间隙0.38~0.415 F2 挡板与轴的间隙0.38~0.416 F3 挡板与轴的间隙0.38~0.417 G 气封环直径间隙0.36~0.398 J 气封环直径间隙0.18~0.219 K1 气封环直径间隙0.26~0.2910 K2 气封环直径间隙0.26~0.2911 L1 滑动轴承直径间隙0.13~0.2212 L2 滑动轴承直径间隙0.13~0.2213 M 机械跳闸行程 2.24~2.2914 N 进口油封端轴向间隙0.76~1.0115 O 出口油封端轴向间隙 1.01~1.2716 P 出口端油封轴向间隙 2.03~2.2817 R 喷嘴与叶轮间隙 1.27~1.8218 S 静叶片与一级叶轮间隙 1.27~2.2819 T 静叶片与一级叶轮间隙 1.78~2.6620 W 密封挡板间隙-0.06~021 X 二三级叶轮与挡板间隙 1.32~2.08 测量人:校对:审核:测量日期:五、润滑油的分析六、仪表联调确认表2、压缩机入口导叶的试验、检查记录3、主要阀门的调试和检查4、K5101防喘振系统检查调校七、机组机械试车KT5101汽轮机允许试车确认表KT5101汽轮机试车合格确认表K5101空气压缩机组允许联动试车确认表2、润滑油试车试运、调试记录Ⅰ4、蒸汽透平试运记录5、K5101离心式鼓风机试车记录表:K5101空气压缩机组联动试车合格确认表年月日。
燃气轮机安装工程质量验收记录

燃气轮机安装工程检验批质量验收记录工程名称分项工程名称验收部位施工单位专业负责人项目经理施工执行标准名称及编号检验批编号质量验收规范规定施工单位检查记录监理(建设)单位验收意见主控项目1燃气轮机的型号、规格及技术参数等应符合设计文件要求,并具有质量证明文件2润滑油、控制油、液压油系统系统,冷却与密封空气系统,加热与通风系统,冷却水系统,可调导叶系统,燃料系统等应调试合格3试运行所有附属设备及各有关系统应调试合格启动过程中的各启动操作,应按设备技术文件的规定进行燃气轮机通过临界转速时应平稳迅速,各轴承的振动值应符合出厂随机技术文件的要求,正常运行时的极限振动值应符合表6.2.3的规定超速试验时提升的最高转速不得超过出厂随机技术文件最大检查转速,且不得超过101%的跳闸转速,超速试验应满足主机试验的有关要求负荷运行应在无负荷试运合格后进行,负荷连续运行不应少于24h,负荷运行的各个阶段应作好试运记录一般项目1地脚螺栓安装螺栓应垂直地脚螺栓上的油污和氧化皮应清除干净,螺纹部分应涂少量油脂地脚螺栓与孔壁距离不宜小于15mm地脚螺栓底端不应碰孔底应在二次灌浆后对称紧固地脚螺栓,拧紧力矩应符合设备技术文件的规定2垫铁安装相邻两垫铁组间的距离宜为500mm~1000mm垫铁组应由代号相同的平垫铁和斜垫铁组成,斜垫铁应成对使用,且斜垫铁斜度应相同,搭接长度不应小于全长的3/4,其相互间的偏斜角不应大于3°;承受重负荷或有较强连续振动的设备,宜使用平垫铁每一垫铁组的块数不宜超过5块,垫铁组的高度宜为30mm~70mm工程名称分项工程名称验收部位施工单位专业负责人项目经理施工执行标准名称及编号检验批编号质量验收规范规定施工单位检查记录监理(建设)单位验收意见一般项目2垫铁安装找正调平后,垫铁端面应露出设备底面外缘,平垫铁宜露出10mm~30mm,斜垫铁宜露出10mm~50mm。
垫铁组伸入设备底座底面的长度应超过设备地脚螺栓的中心找正调平后,每组垫铁均应压紧,并应用手锤逐组轻击听音检查;对高速运转的设备垫铁组,当采用0.05mm塞尺检查垫铁之间及垫铁与底座面之间的间隙时,在垫铁同--断面处以两侧塞人的长度总和不得超过垫铁长度或宽度的1/3找正调平检查合格后,除铸铁垫铁外,各垫铁相互间应用定位焊焊牢,执铁与设备底座之间不得焊接3无垫铁安装垫铁安装允许偏差水平(mm/m)2标高(mm/m)±2机器底板上无调节螺栓的燃气轮机安装时,可用自制螺栓千斤顶进行机组找平、找正。
CC50机组检修质量验收表

检查情况:
检修单位:
测量(检查)人:
一级验收
车间:
年 月 日
二级验收
xx科:
年 月 日
三级验收
公司xx部:
年 月 日
质检点:联轴器短节检查。
工序W4:联轴器短节拆除
质量标准:
膜盘或叠片组的外表面无碰伤、裂纹及过度的永久变形缺陷
检查情况:
检修单位:
测量(检查)人:
一级验收
工序W2:测量轴承箱上盖与轴承上瓦枕的紧力
质量标准:
修前数据做好记录,记录真实
检查情况:
检修单位:
测量(检查)人:
一级验收
车间:
年 月 日
二级验收
xx科:
年 月 日
三级验收
公司xx部:
年 月 日
质量验收卡
质检点:管口封堵。
工序W3:油管两端接头处用白布或塑料布进行包裹,对轴承箱的回油管口进行封堵。
质量标准:
车间:
年 月 日
二级验收
xx科:
年 月 日
三级验收
公司xx部:
年 月 日
质量验收卡
质检点:转子推力间。
工序H1:转子推力间测量
质量标准:
0.40-0.45mm,修前数据做好记录,记录真实
检查情况:
检修单位:
测量(检查)人:
一级验收
车间:
年 月 日
二级验收
xx科:
年 月 日
三级验收
公司xx部:
年 月 日
公司xx部:
年 月 日
质检点:揭缸
工序H5:揭缸
质量标准:
揭缸过程中汽缸内部无摩擦声,大螺栓与孔无碰撞,导杆不蹩劲,四角起吊高度均匀
汽机质量验评记录表清单(doc 10页)
汽机质量验评记录表清单(doc 10页)电厂 #机组安装工程汽机质量验评记录表清单第1页共10页工程编号项目名称性质质量评定等级页数机01 汽轮发电机本体安装工程 1机0101 汽轮机本体安装主要1机010101 基础准备主要3机010102 垫铁(垫块)配制安装一般2机010103 台板检查安装主要1机010104#轴承座(箱)及轴瓦检修一般5机010105 低压缸清理组合一般3机汽缸及#轴承座就位找一 1010106 正般机010107 汽轮机压转子检查一般2机010108 低压缸安装及转子找中心一般1机010109 垫铁调整主要1机010110 高、中压缸安装及转子找中心主要5机010111 低压内缸隔板(套)、汽封(套)、分流环安装一般19机010112 高、中压内缸、喷咀室、隔板(套)、平衡活塞(环)、汽封(套)安装主要24机010113 推力轴承检修、安装主要1机010114 汽缸扣盖主要13机010115 盘车设备安装一般1机010116 汽机基础二次浇灌主要2机扣缸后复查高、中、低压转主 1010117 子联轴器中心要机010118 滑销系统间隙测量调整一般2机010119 轴瓦及油挡间隙测量调整主要5机010120 #轴承座扣盖一般1机010121 汽缸保温、油漆及化妆板一般1建设单位:(签字并盖公章)施工单位:(签字并盖公章)年月日电厂 #机组安装工程汽机质量验评记录表清单第2页共10页工程编号项目名称性质质量评定等级页数机0102 调节和润滑油系统设备安装一般1机010201 主汽门及调速汽门安装主要4机010202 油动机安装主要3机010203 自动关闭器安装主要3机010204 保护装置安装一般4机010205 主油泵安装主要1机010206 抗燃油系统设备及管道安装主要4机010207 润滑油系统设备及管道安装主要13机0103 发电机和励磁机安装主要1机010301 发电机和励磁机台板就位一般2机010302 发电机转子检查一般1机010303 发电机定子吊装就位检查主要1机发电机定子水压试验主 1010304 要机010305 发电机端盖式轴承安装主要3机010306 发电机氢气冷却器安装主要2机010307 发电机穿转子主要1机010308 调整发电机空气间隙及磁力中心主要1机010309 汽—发联轴器找中心主要1机010310 调整发电机风扇间隙一般1机010311 发电机密封瓦安装主要2机010312 发电机油挡安装一般2机010313 发电机端盖安装封闭主要1机010314 励磁机安装主要5建设单位:(签字并盖公章)施工单位:(签字并盖公章)年月日电厂 #机组安装工程汽机质量验评记录表清单第3页共10页工程编号项目名称性质质量评定等级页数机010315 励磁机碳刷架安装一般1机010316 发电机整套风压试验主要1机010317 发电机密封油系统设备安装一般5机010318 发电机内冷却水系统设备及管道安装一般7机010319 发电机气体系统设备及管道安装一般2机02 汽轮发电机附机及辅助设备安装1机汽机凝汽器组合安装主 10201 要机020101 凝汽器外壳组合主要1机020102 凝汽器就位找正一般1机020103 凝汽器铜(钛)管组合安装主要1机020104 凝汽器与汽缸连接及严密性试验主要1机020105 凝汽器附件安装及二次浇灌一般1机0202 汽机凝汽器清洗装置安装一般1机020201 凝汽器卧式离心清洗泵检修一般4机020202 凝汽器卧式离心清洗泵安装一般2机020203 凝汽器卧式离心清洗泵试运主要1机020204 胶球清洗装置安装一般1机0203 高压加热器安装主要1机020301#高压加热器检查及水压试验主要1机020302 #高压加热器安装一般2机0204 低压加热器安装主要1机020401#低压加热器检查及水压试验主要1机020402 #低压加热器安装一般2建设单位:(签字并盖公章)施工单位:(签字并盖公章)年月日电厂 #机组安装工程汽机质量验评记录表清单第4页共10页工程编号项目名称性质质量评定等级页数机其它热交换器安装一 10205 般机020501 热交换器检修一般1机020502 热交换器安装一般2机0206 低压加热器疏水泵安装一般1机020601#低压加热器疏水泵检修一般4机020602#低压加热器疏水泵安装一般2机020603#低压加热器疏水泵试运主要2机0207 凝结水泵安装主要1机020701 #凝结水泵检修主要2机020702 #凝结水泵安装一般2机020703 #凝结水泵试运主要2机0208 汽封加热器安装一般1机020801 汽封加热器检修一般1机020802 汽封加热器安装一般2机020803 轴封风机检修、安装及试运主要1机0209 本体疏水扩容器安装一般1机020901 本体疏水扩容器安装一般1机0210 滤水器安装一般1机021001 滤水器安装一般1机0211 水环式真空泵安装一般1机021101 #真空泵安装一般2机021102 #真空泵试运主要2机03 旁路系统设备安装 1 建设单位:(签字并盖公章)施工单位:(签字并盖公章)年月日电厂 #机组安装工程汽机质量验评记录表清单第5页共10页工程编号项目名称性质质量评定等级页数机0301 高压旁路系统设备安装主要1机030101 高压旁路系统设备安装主要2机0302 低压旁路系统设备安装主要1机030201 低压旁路系统设备安装主要2机04 除氧给水装置安装 1机0401 除氧给水装置设备安装一般1机040101 除氧给水箱组合及托架安装主要1机040102 除氧器本体安装主要1机040103 除氧器附件安装一般1机040104 除氧器水箱、平台、梯子、栏杆安装一般1机0402 电动给水泵安装主要1机040201 #电动给水泵检修主要3机040202#电动给水泵液力偶合器检修主要5机040203 #电动给水泵安装主要2机040204#电动给水泵电动机检修主要2机040205#给水泵液力偶合器安装及试运主要1机040206 #电动给水泵二次浇灌主要1机040207#电动给水泵油系统安装一般5机#电动给水泵油系统冲主 1040208 洗要机040209 #电动给水泵试运主要5机0403 给水泵驱动汽轮机(小机)安装主要1机040301#小机基础检查及垫铁配制一般1机040302 #小机台板研磨及就位一般1建设单位:(签字并盖公章)施工单位:(签字并盖公章)年月日电厂 #机组安装工程汽机质量验评记录表清单第6页共10页工程编号项目名称性质质量评定等级页数机040303#小机轴承(座)及油挡检修安装一般4机040304#小机汽缸检查及就位找平找正一般1机040305 #小机转子就位找中心一般1机040306 #小机隔板汽封安装一般2机040307#小机通流部分间隙测量、调整及推力盘定位主要1机040308 #小机扣盖主要2机040309#小机轴承(座)扣盖及盘车装置安装一般1机040310#小机调节保护系统检修安装一般7机040311 #小机润滑油系统安装一般8机040312 #小机油系统冲洗主要1机040313 #给水泵小机试运主要3机0404 给水泵前置增压泵安装一般1机#给水泵前置增压泵检一 5040401 修般机040402#给水泵前置增压泵安装一般2机040403#给水泵前置增压泵试运主要2机05 汽轮发电机组其它设备安装 1机0501 工业水泵安装一般1机050101 #工业水泵检修一般3机050102 #工业水泵安装一般2机050103 #工业水泵试运主要2机0502 生水泵安装一般1机050201 #生水泵检修一般4机050202 #生水泵安装一般2建设单位:(签字并盖公章)施工单位:(签字并盖公章)年月日电厂 #机组安装工程汽机质量验评记录表清单第7页共10页工程编号项目名称性质质量评定等级页数机050203 #生水泵试运主要2机0503 凝结水补充水泵安装一般1机050301 #凝结水补充水泵检修一般4机050302 #凝结水补充水泵安装一般2机050303 #凝结水补充水泵试运主要2机0504 除氧器再循环泵安装一般1机050401 #除氧器再循环泵检修一般4机050402 #除氧器再循环泵安装一般2机050403 #除氧器再循环泵试运主要2机0505 汽机补充油箱安装一般1机050501 汽机补充油箱安装一般1机0506 生水加热器安装一般1机050601 #生水加热器检修一般1机050602 #生水加热器安装一般2机0507 除氧间连续排污扩容器安装一般1机050701 除氧间连续排污扩容器安装一般1机0508 减温减压器安装一般1机050801 #减温减压器安装一般1机补充水箱安装一 10509 般机050901 补充水箱安装一般1机0510 主厂房内循环水泵安装一般1机051001 #循环水泵检修主要4机051002 #循环水泵安装主要2建设单位:(签字并盖公章)施工单位:(签字并盖公章)年月日电厂 #机组安装工程汽机质量验评记录表清单第8页共10页工程编号项目名称性质质量评定等级页数机051003 #循环水泵油管道安装一般6机051004 #循环水泵电动机安装主要3机051005 #循环水泵试运主要2机0511 开式循环水冷却泵安装一般1机051101#开式循环水冷却泵检修一般4机051102#开式循环水冷却泵安装一般2机051103#开式循环水冷却泵试运主要2机0512 闭式循环水冷却泵安装一般1机051201#闭式循环水冷却泵检修一般4机051202#闭式循环水冷却泵安装一般2机051203#闭式循环水冷却泵试运主要2机0513 闭式循环水冷却器安装一般1机#闭式循环水冷却器检一 1051301 修般机051302#闭式循环水冷却器安装一般2机0514 汽机房桥式起重机安装主要1机051401 汽机房桥式起重机轨道安装主要2机051402 汽机房桥式起重机组合安装一般1机051403 汽机房桥式起重机活动小车安装一般1机051404 汽机房桥式起重机传动机械检修安装一般3机051405 汽机房桥式起重机负荷试验主要2机0515 汽机间平台、梯子、栏杆、盖板安装一般1机051501 汽机间m层平台、梯子、栏杆、盖板安装主要1机0516 热网系统设备安装一般1建设单位:(签字并盖公章)施工单位:(签字并盖公章)年月日电厂 #机组安装工程汽机质量验评记录表清单第9页共10页工程编号项目名称性质质量评定等级页数机051601 #热网泵安装一般8机051602 #热网加热器安装一般3机06 供水系统循环水泵房安装 1机0601 循环水泵房设备安装一般1机060101 #循环水泵检修主要4机060102 #循环水泵安装主要2机060103 循环水泵房水泵油系统安装一般6机060104 #循环水泵电动机安装一般3机060105 循环水泵房其它水泵安装一般5机060106 循环水泵房起重设备安装一般3机0602 旋转滤网安装一般1机060201 #旋转滤网检修一般4机060202 #旋转滤网安装一般2机060203 #旋转滤网试运主要1机0603 循环水泵房金属构件、平台、梯子、栏杆安装一般1机060301 循环水泵房#m层金属构件、平台、梯子、栏杆安装一般1机0604 循环水泵房设备试运主要1机060401 循环水泵房设备试运主要3机循环水泵房清污机安装一 10605 般机060501 #清污机安装一般6机060502 #清污机试运主要1机0606 循环水辅助冷却塔泵房设备安装一般1机060601 #辅助冷却泵检修一般5建设单位:(签字并盖公章)施工单位:(签字并盖公章)年月日电厂 #机组安装工程汽机质量验评记录表清单第10页共10页工程编号项目名称性质质量评定等级页数机060602 #辅助冷却泵安装一般2机060603 #辅助冷却泵试运主要2机0607 补给水系统深井泵安装一般1机060701 #深井泵检修一般1机060702 #深井泵安装一般1机060703 #深井泵试运主要1机0608 补给水泵房设备安装一般1机060801 #补给水泵安装一般7机060802 排水泵安装一般7机060803 起重设备安装一般2机0609 其它设备安装一般1机060901 消防水泵安装一般8机雨水泵安装一8060902 般合计523 建设单位:(签字并盖公章)施工单位:(签字并盖公章)年月日。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
合格
4
检查隔板套、隔板及静叶片有无裂纹、冲刷、损伤、变形等缺陷,必要时处理
转向导叶环及第一级隔板静叶片有损伤变形,处理结果已修复
合格
5
测量调整隔板套及隔板、汽封体的洼窝中心,并对隔板进行检查
已检查清理
合格
6
检查清扫汽封块必要时更换
更换部分弹簧片
合格
7
测量汽缸水平扬度
见附表一
合格
以下空白
检修单位:
年 月 日
热电厂热动车间:
年 月 日
保运中心:
年 月 日
附表一
检修记录
记录编号:1文□图□表□
项目名称
xxx汽轮机检修
记录名称
汽缸水平
简图:单位:mm
0.300.21
0.55
记录人
检查人
日期
附表三
检修记录
记录编号:1文□图□表□
项目名称
xxx汽轮机检修
记录名称
汽缸结合面间隙
简图:单位:mm
序号
检修标准项目
质量检验结果
结论
1
检查清扫、调整前轴承箱及汽缸各滑销部件
已检查清扫
合格
以下空白
检修单位:
年 月 日
热电厂热动车间:
年 月 日
保运中心:
年 月 日
汽轮机检修记录
工程名称:xxx检修工程轴承和油档检修
序号
检修标准项目
质量检验结果
结论
1
检查各轴承、推力轴承钨金(发电机前后轴承)及各球面瓦接触情况
合格
8
通流部分间隙检查、调整
见附表二
合格
9
汽缸结合面间隙测量
见附表三
合格
以下空白
检修单位:
年 月 日
热电厂热动车间:
年 月 日
保运中心:
年 月 日
汽轮机检修记录
工程名称:xxx检修工程汽轮机转子检修
序号
检修标准项目
质量检验结果
结论
1
清洗转子叶轮和叶片
已清洗
合格
2
检查主轴、叶轮、叶片有无磨损、松动、裂纹、变形及围带损伤和松动
推力间隙0.34mm
合格
6
清扫轴承箱
已清扫
合格
7
检查各轴承垫铁接触情况,必要时进行研刮
已检查无异常现象
合格
以下空白
检修单位:
年 月 日
热电厂热动车间:
年 月 日
保运中心:
年 月 日
汽轮机检修记录
工程名称:xxx检修工程汽封间隙测量检修
序号
检修标准项目
质量检验结果
结论
1
测量汽封的间隙
前汽封:0.50mm
记录人
检查人
日期
附表六
检修记录
记录编号:1文□图□表□
项目名称
xxx发电机检修
记录名称
护板与风扇间隙
简图: 单位:mm
3.2 3.2
3.1 3.2 3.1 3.15
3.0 3.0
前 后
注:从汽轮机方向看
记录人
检查人
日期
2#轴颈跳动0mm;
推力盘跳动0.03mm;
推力盘瓢偏0.015mm;
速度级叶轮0.045mm
合格
6
测量转子的扬度、桥规
转子的扬度1#轴径前扬0.56mm;
2#轴颈跳动0.08mm;
合格
以下空白
检修单位:
年 月 日
热电厂热动车间:
年 月 日
保运中心:
年 月 日
汽轮机检修记录
工程名称:xxx检修工程滑销系统检修
后汽封:0.50mm
隔板汽封:0.55mm
合格
2
清扫检查轴封、隔板汽封及隔板的阻汽片并测量其间隙,必要时对汽封梳齿、汽封块、弹簧片等进行修理、调整
阻汽片间隙见附表二通流部分间隙及阻汽片间隙,更换前汽封块3段、后汽封块3段
合格
以下空白
检修单位:
年 月 日Leabharlann 热电厂热动车间:年 月 日
保运中心:
年 月 日
汽轮机检修记录
0.10 0.10
0.15 0.12
0.55
0.12 0.09
0.17 0.14
0.15 0.12
注:紧1/3螺栓后0.05mm塞尺不入
记录人
检查人
日期
附表二
检修记录
记录编号:1文□图□表□
项目名称
xxx汽轮机检修
记录名称
通流部分间隙及阻汽片间隙
简图:
1.60 1.90 1.10 1.10 1.80 1.80
双列复速级及第一级压力级动叶片有损伤变形,处理结果已修复
合格
3
检查测量联轴器瓢偏和晃度及其螺栓的磨损、松动、裂纹
联轴器飘偏:0.015mm;
晃度:0.02mm
合格
4
检查轴颈和推力盘,并测量轴径椭圆度
1#轴径椭圆度0.01mm;
2#轴颈椭圆度0.01mm
合格
5
测量及推力盘、速度级叶轮的瓢偏
转子跳动量1#轴径跳动0.005mm;
工程名称:xxx检修工程靠背轮、盘车装置检修
序号
检修标准项目
质量检验结果
结论
1
检查靠背轮的瓢偏度和晃动度
靠背轮的瓢偏度:0.015mm;
晃动度:0.02mm
合格
2
检查靠背轮连接螺栓和螺栓孔
螺栓和螺栓孔有拉毛现象,已处理
合格
3
检查盘车装置齿轮的磨损情况
盘车装置齿轮无异常
合格
4
复查靠背轮的中心并进行调整
从汽轮机方向看:
0.5
2
0.75 2
合格
以下空白
检修单位:
年 月 日
热电厂热动车间:
年 月 日
保运中心:
年 月 日
汽轮机检修记录
工程名称:xxx检修工程辅机检修
序号
检修标准项目
质量检验结果
结论
1
冷油器检修
合格
2
空冷器检修
合格
3
汽轮机保温检修
合格
4
2#机化妆板安装
合格
5
2#机盘车处漏油
合格
6
2#主蒸汽进汽三通法兰处漏气严重
汽轮机检修记录
工程名称:xxx检修工程汽缸检修
序号
检修标准项目
质量检验结果
结论
1
清扫、修理、检查汽缸、高压螺栓
更换M64x4汽缸螺栓一颗
合格
2
检查测量汽缸与隔板膨胀间隙
第一级:2.3mm;第二级:2.2mm
第三级:2.3mm;第四级:2.3mm
合格
3
检查汽缸及喷嘴有无裂纹、冲刷、损伤及结合面漏汽痕迹等缺陷,必要时处理
2.90 1.10 1.80 1.60 1.40 1.60
2.85 1.05 1.75 1.55 1.40 1.60
1.60 1.85 1. 10 1.10 1.80 1.80
记录人
检查人
日期
附表四
检修记录
记录编号:1文□图□表□
项目名称
xxx汽轮机检修
记录名称
轴承、油档间隙
简图:单位:mm
轴承
间隙
2#上瓦钨金有磨损已修刮
合格
2
检查轴承钨金是否脱胎、轴承内顶轴油囊及油管的情况
轴承钨金无脱胎现象
合格
3
检查各轴承和轴承座的油档有无磨损、裂纹等缺陷
油档均磨损严重、间隙过大,已做现场补救性处理,建议下次更换
合格
4
测量并调整轴承间隙(包括推力瓦的厚度测量,并进行记录)紧力及油档间隙
见附表五
合格
5
测量推力轴承的推力间隙
无异常
合格
2
检查及清扫定子线圈及引出线套管
已检查清理
合格
3
检查端部线圈绝缘绑线、垫块
已处理
合格
4
清扫、检查处的槽部线棒绝缘,检查槽楔和铁芯
已处理
合格
5
检查、清扫机内灭火装置
已处理
合格
6
引出线导电杆铜鼻子检修
已处理
合格
以下空白
检修单位:
年 月 日
热电厂热动车间:
年 月 日
保运中心:
年 月 日
汽轮机检修检验批验收记录
工程名称:xxx检修工程发电机转子检修
序号
检修标准项目
质量检验结果
结论
1
测量定转子之间的空气间隙
见附表五
合格
2
测量护板与风扇间隙
见附表六
合格
3
检查风扇、心环与平衡块
无异常
合格
4
抽出转子时,检查和清扫转子,检查套箍有无变形、移位,通风孔有无堵塞
已对转子进行清理
合格
5
拆、装发电机端盖,抽装发电机转子
已完成
球面紧力
瓦枕紧力
1#
0.26
0.045
0.05
2#
0.32
0.03
0.05
3#
0.30
0.04
0.05
4#
0.32
0.05
0.05
1
2
3
4
5
6
7
8
9
10
主推力瓦块厚
33.92
33.94
33.92
33.94
33.94
33.92
33.94
33.94
33.94
33.94
副推力瓦块厚
24.92