IPQC制程巡检记录表(注塑部)
合集下载
(完整版)IPQC制程巡检记录表
IPQC制程巡检记录表
客户: 订单/生产单号:
巡查项目 1.检查生产线是否按BOM表生产首样、首件,然后对首样生产 2.生产员工是否按作业、装配指导书作业,动作方式是否正确,工具等是否正 确 3.物料标示、摆放是否正确、是否合理 4.装配过程有无漏装螺丝、弹垫、套管等 5.灯具产品内有无螺丝、弹垫、杂物等未清理干净,产品是否干净 6.产品包装、标识、配件是否正确; 7.产品耐压测试、绝缘电阻测试有无异常 8.电器类配件认证是否正确与订单是否相符,是否符合安规要求 9.所有产品来料有无不良现象如:尺寸、划痕、变形、变色、色差 10.产品功能测试(电流、电压、功率、功能、亮灯、安装)有无异常 11.工作台、货架等应保持无灰尘、无油污 12.没有使用的工具是否归类于工具箱内,没有使用类料是否清理 23.修理品、不良品应放置在生产线外并作好标识 品质异常:要有相关备查项目:客户、订单号、产品名称型号、客户特殊要求等 纠正预防措施:
表单编号:
生产日期: 生产线:
产品名称
8:00—10:00 10:00—12:00
产品型号/规格:
巡查结果 13:30—15:30 15:30—17:30 18:30—
IPQC:
客户: 订单/生产单号:
巡查项目 1.检查生产线是否按BOM表生产首样、首件,然后对首样生产 2.生产员工是否按作业、装配指导书作业,动作方式是否正确,工具等是否正 确 3.物料标示、摆放是否正确、是否合理 4.装配过程有无漏装螺丝、弹垫、套管等 5.灯具产品内有无螺丝、弹垫、杂物等未清理干净,产品是否干净 6.产品包装、标识、配件是否正确; 7.产品耐压测试、绝缘电阻测试有无异常 8.电器类配件认证是否正确与订单是否相符,是否符合安规要求 9.所有产品来料有无不良现象如:尺寸、划痕、变形、变色、色差 10.产品功能测试(电流、电压、功率、功能、亮灯、安装)有无异常 11.工作台、货架等应保持无灰尘、无油污 12.没有使用的工具是否归类于工具箱内,没有使用类料是否清理 23.修理品、不良品应放置在生产线外并作好标识 品质异常:要有相关备查项目:客户、订单号、产品名称型号、客户特殊要求等 纠正预防措施:
表单编号:
生产日期: 生产线:
产品名称
8:00—10:00 10:00—12:00
产品型号/规格:
巡查结果 13:30—15:30 15:30—17:30 18:30—
IPQC:
DIP-IPQC巡检记录表

5S 3.工作台是否有与产品无关的物品摆放。
4.生产现场是否有物料,产品掉落地面,跟乱丢垃圾现象。 5.待检、检验中、待老化的产品是否有做状态标识。
异常描述:
线别:
时间 8:00 9:00 10:00 11:00 13:30 14:30 15:30 16:30 18:30 19:30
次数
9:00 10:00 11:00 12:00 14:30 15:30 16:30 17:30 19:30 20:30
IPQC制程巡检记录表
巡检日期:
年
月
日
序号
巡检内容
1.员工上班是否有做防静电手环测试,并做好测试记录。
ESD 2.员工是否有佩戴防静电手环,佩戴是否正确。
3.员工是否有按要求着装防静电服。 1.上线的物料是否符合制令单或BOM表要求。 2.生产线是否按照BOM表,样板或首件生产。 3.员工的操作是否正确,物料摆放标识是否正确合理。 4.元器件的插件位置方向是否正确,是否插到位,有无漏插现象。 5.检查波峰机是否有作业指导书,点检保养记录是否按时完成。 6.检查波峰机温度,速度设置是否正确,是否符合作业指导书规定。 7.检查焊盘上锡是否饱满,有无批量假焊、虚焊、空焊、冷焊、连锡、少锡现象。 8.补焊维修岗位洛铁温度设定是否正确,每天是否有做温度点检。
2H
1H
1H
1H
1H
1H
1H
2H
2H
1H
2H
1H
2H
1H
1H
1H
2H
1H
1H
1H
1H
1H
1H
2H
2H
2H
2H
2H
纠正预防措施:
备 注:
4.生产现场是否有物料,产品掉落地面,跟乱丢垃圾现象。 5.待检、检验中、待老化的产品是否有做状态标识。
异常描述:
线别:
时间 8:00 9:00 10:00 11:00 13:30 14:30 15:30 16:30 18:30 19:30
次数
9:00 10:00 11:00 12:00 14:30 15:30 16:30 17:30 19:30 20:30
IPQC制程巡检记录表
巡检日期:
年
月
日
序号
巡检内容
1.员工上班是否有做防静电手环测试,并做好测试记录。
ESD 2.员工是否有佩戴防静电手环,佩戴是否正确。
3.员工是否有按要求着装防静电服。 1.上线的物料是否符合制令单或BOM表要求。 2.生产线是否按照BOM表,样板或首件生产。 3.员工的操作是否正确,物料摆放标识是否正确合理。 4.元器件的插件位置方向是否正确,是否插到位,有无漏插现象。 5.检查波峰机是否有作业指导书,点检保养记录是否按时完成。 6.检查波峰机温度,速度设置是否正确,是否符合作业指导书规定。 7.检查焊盘上锡是否饱满,有无批量假焊、虚焊、空焊、冷焊、连锡、少锡现象。 8.补焊维修岗位洛铁温度设定是否正确,每天是否有做温度点检。
2H
1H
1H
1H
1H
1H
1H
2H
2H
1H
2H
1H
2H
1H
1H
1H
2H
1H
1H
1H
1H
1H
1H
2H
2H
2H
2H
2H
纠正预防措施:
备 注:
IPQC制程巡检表

IPQC巡检表——制程
记 录 人: 记录时间:
审 核 人: 审核时间:
线别:
日期:
月
日
机型/颜色/投产数量:
类别 人
机
项目 编号
控制项目及要求
频率
稽核结果 8:00-10:00 10:00-12:30 13:30-15:30
1.1 各工位员工是否具有上岗证;
1.2
作业员是否穿戴好ESD防护符合指导书要求(工衣,静电衣服,静电 环);
2.3 打印机、电子称当天保养记录有填写且使用无异常;
次/班
2.4 洁净栅是否按要求执行,帘子不能拉起;
次/2H
2.5 CMU 综测仪器是否按要求保养维护;
次/班
2.6 耦合工位线损是否点检并确认;
2.7
电脑信息核对工厂: 卡数:
机型:
颜色:
日期:
次/班 次/班
2.8
次/班
3.1 生产作业区域、操作台无在制工单外的物料存放;
次/H 次/H
首件
标签
样品核 对
抽检 质控点
7.1 首件是否按文件要求频率确认;
即时
7.2 首件确认结果是否正常;
即时
7.3 首件是否挂在线上固定位置;
即时
8.1
条码打印格式、内容是否正常(特别是格式、字母的大小写,相似数字 与字母);
次/2H
8.2 标签、条码明暗码扫描确认是否一致;
次/2H
8.3 并将确认合格的标签贴到首件表背面,签名;
4.5
耦合位配置参数是否正确;IMEI写码工位配置参数是否正确(特别是 IMEI号码段、版本、机型颜色的设定)
次/4H
环
不良率 监控
记 录 人: 记录时间:
审 核 人: 审核时间:
线别:
日期:
月
日
机型/颜色/投产数量:
类别 人
机
项目 编号
控制项目及要求
频率
稽核结果 8:00-10:00 10:00-12:30 13:30-15:30
1.1 各工位员工是否具有上岗证;
1.2
作业员是否穿戴好ESD防护符合指导书要求(工衣,静电衣服,静电 环);
2.3 打印机、电子称当天保养记录有填写且使用无异常;
次/班
2.4 洁净栅是否按要求执行,帘子不能拉起;
次/2H
2.5 CMU 综测仪器是否按要求保养维护;
次/班
2.6 耦合工位线损是否点检并确认;
2.7
电脑信息核对工厂: 卡数:
机型:
颜色:
日期:
次/班 次/班
2.8
次/班
3.1 生产作业区域、操作台无在制工单外的物料存放;
次/H 次/H
首件
标签
样品核 对
抽检 质控点
7.1 首件是否按文件要求频率确认;
即时
7.2 首件确认结果是否正常;
即时
7.3 首件是否挂在线上固定位置;
即时
8.1
条码打印格式、内容是否正常(特别是格式、字母的大小写,相似数字 与字母);
次/2H
8.2 标签、条码明暗码扫描确认是否一致;
次/2H
8.3 并将确认合格的标签贴到首件表背面,签名;
4.5
耦合位配置参数是否正确;IMEI写码工位配置参数是否正确(特别是 IMEI号码段、版本、机型颜色的设定)
次/4H
环
不良率 监控
IPQC制程巡检记录表
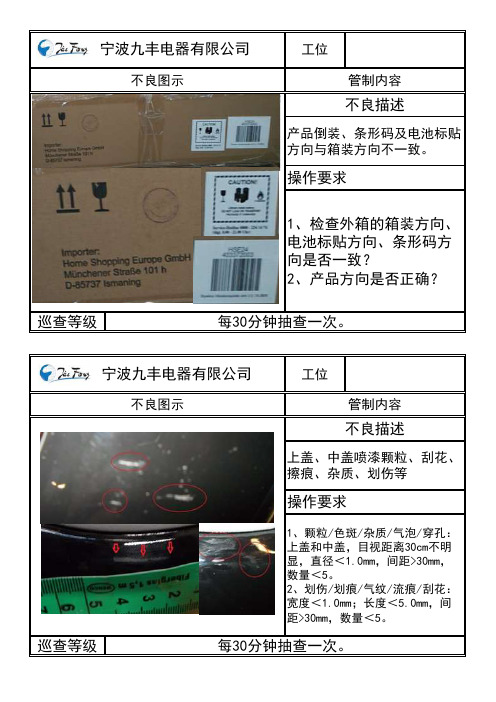
工位巡查等级每30分钟抽查一次。
不良描述产品倒装、条形码及电池标贴方向与箱装方向不一致。
操作要求1、检查外箱的箱装方向、电池标贴方向、条形码方
向是否一致?
2、产品方向是否正确?工位不良图示管制内容
不良图示管制内容
巡查等级每30分钟抽查一次。
不良描述
上盖、中盖喷漆颗粒、刮花、
擦痕、杂质、划伤等
操作要求
1、颗粒/色斑/杂质/气泡/穿孔:
上盖和中盖,目视距离30cm不明
显,直径<1.0mm,间距>30mm,
数量<5。
2、划伤/划痕/气纹/流痕/刮花:
宽度<1.0mm;长度<5.0mm,间
距>30mm,数量<5。
宁波九丰电器有限公司
宁波九丰电器有限公司。
IPQC巡检记录表

检验时间
检验工序
加工单号
制程问题点记录表
抽检数量 良品数量 不良品数量
问题描述
处理方法
确认结果
注:1.巡线在生产线的每个节点位每小时以5PCS的比例抽检,其中有2PCS同类不良现象需上报品质部及生产部经理; 2.巡检抽检5PCS,其中有1PCS不良时,加大力度再抽检5PCS,如再发现同类不良品时需上报品质部及生产部经理,若有2PCS同类不良现象需上报品质部及生产部经理,若有
1PCS不良,需再抽检5PCS,以此类推,发现2PCS以上(含2PCS)同类不良品是需上报品质部及生产部经理,直到抽检没有发现不良品算作抽检结束; 3.将所有不良信息如实记录并将不良品退回生产组长处理并再次确认是否返修; 4.此表单每天需交由品质部及生产部经理会签后交给品质部文员统计。
检验员:
生产管理确认:
品质部经理:
表单编号:YH-FM-QC-06-C/2
日期:
检验工序
加工单号
制程问题点记录表
抽检数量 良品数量 不良品数量
问题描述
处理方法
确认结果
注:1.巡线在生产线的每个节点位每小时以5PCS的比例抽检,其中有2PCS同类不良现象需上报品质部及生产部经理; 2.巡检抽检5PCS,其中有1PCS不良时,加大力度再抽检5PCS,如再发现同类不良品时需上报品质部及生产部经理,若有2PCS同类不良现象需上报品质部及生产部经理,若有
1PCS不良,需再抽检5PCS,以此类推,发现2PCS以上(含2PCS)同类不良品是需上报品质部及生产部经理,直到抽检没有发现不良品算作抽检结束; 3.将所有不良信息如实记录并将不良品退回生产组长处理并再次确认是否返修; 4.此表单每天需交由品质部及生产部经理会签后交给品质部文员统计。
检验员:
生产管理确认:
品质部经理:
表单编号:YH-FM-QC-06-C/2
日期:
IPQC巡检记录表

品质部经理:
日期:
日期:
日期:
1PCS不良,需再抽检5PCS,以此类推,发现2PCS以上(含2PCS)同类不良品是需上报品质部及生产部经理,直到抽检没有发现不良品算作抽检结束; 3.将所有不良信息如实记录并将不良品退回生产组长处理并再次确认是否返修; 4.此表单每天需交由品质部及生产部经理会签后交给品质部文员统计。
检验员:
生产管理确认:检验时间检验工序加工单号
制程问题点记录表
抽检数量 良品数量 不良品数量
问题描述
处理方法
确认结果
注:1.巡线在生产线的每个节点位每小时以5PCS的比例抽检,其中有2PCS同类不良现象需上报品质部及生产部经理; 2.巡检抽检5PCS,其中有1PCS不良时,加大力度再抽检5PCS,如再发现同类不良品时需上报品质部及生产部经理,若有2PCS同类不良现象需上报品质部及生产部经理,若有
IPQC 注塑巡检记录表样板
6:00----8:00
不良类型 检查指引
1.所有产品进行量产前,请确认作业机台是否有首件样板,首件加工标准样,标准作业指导书以及相关量具等;
2.抽检数量:外观检验每2小时抽查一次,试水和推扣测试按样板4H检验一次,具体抽检数量根据型体不同制定;
3.按照检查指引抽验:(1)目视20CM与样板核对,看颜色是否同样板有偏差;
其它 1
其它 2
合格 数
不合 格数
合格 率
10:00----12:00
12:00----14:00
14:00----16:00
16:00----18:00
18:00----20:00
20:00----22:00
22:00----0:00
0:00----2:00
2:00----4:00
4:00----6:00
IPQC 注塑巡检记录表
表单编码
标准作业记录
时间 目
检查项
8:00----10:00
客户
订单号码
型体
A班组长
订单数量
材质/颜色
工艺
B班组长
抽检 数量
色差 混色
料花 缩水
变形 缺胶
气纹 流痕
刮伤 修伤
超声 变形
超声 破损
合模 线
顶针 位
黑点 白点
披锋 毛边
水口 修剪 平整
内外 侧壁 刮手
试水 测试
推扣 测试
(2)目视20CM检查胶件表面有无拉伤,缩水,气纹等不良,并参照样板程度;
(3)目视20CM与样品核对各扣位,柱位,顶针位等部位,是否出现变形,顶针位等深浅不一致;
(4)尺寸按图纸或样品量测,超出公差N.G;
注塑ipqc制程巡检记录表
明
5.抽样方案依普通二级抽样方法进行 CRI=0 ,MAJ=1.0,MIN=2.5 抽样20PCS(1.0:收0退1 2.5:收1退2)抽样32PCS(1.0:收1退2
2.5:收2退3)抽样50PCS(1.0:收1退2 2.5:收3退4)抽样80PCS(1.0:收2退3 2.5:收5退6)抽样125PCS(1.0:收3退4 2.5:收7退8)
抽样200PCS(1.0:收5退6 2.5:收10退11)
6.必须结合《制程QC检验标准》检查产品
QC签名/日期:
审核/日期:
批准/日期:
备注
.0:收1退2 2.5:收7退8)
2.塑胶件外观
3.塑胶件结构
4.透明件的透光度
5.塑胶件尺寸
处理措施 判定
1.此表应如实,按时,具体检查项目。判定合格记 OK 不合格 NG
2.巡检不合格时,QC组长必须给出有效的处理措施。并对处理结果进行确认。
说
3.样品必须从不同员工的半成品中随机、分散地抽取
4.必须要根据MK签名认可的标准样和Spec来核对和检测
IPQC制程巡检记录表
ቤተ መጻሕፍቲ ባይዱ客户:
订单号:
部门:注塑部
产品名称:
生产日期:
组别:
抽样数量
巡检结果
8:30-9:30 9:30-10:30 10:30-11:30 11:30-12:30 14:00-15:00 15:00-16:00 16:00-17:00 17:00-18:00 19:00--
检验项目
1.塑胶件颜色
IPQC制程巡检记录表

巡查结果
8:00—10:00 10:00—12:10 14:00—15:30 15:30—17:50 18:30—
品质异常:
纠正预防措施:
IPQC:
审核:Biblioteka 日期:圣 德 里 照 明
IPQC制程巡检记录表
生产车间: 产品类型 : 巡检标准: 合格 √ 不合格(原因) 生产日期:
巡查项目
1.检查生产线是否按BOM表生产首样、首件,然后对首样生产. 2.生产员工是否按作业、装配指导书作业,动作方式是否正确,工具等是 否正确,工艺流程是否标准. 3.装配过程使用物料规格是否正确,有无漏装配件等. 4.物料标示、摆放是否正确、是否合理. 5.灯具产品内有无螺丝、垫片、杂物等未清理干净,产品是否干净标准. 6.产品包装、标识、配件是否正确. 7.附带配件(水晶类、五金类、亚克力类 等)是否正确与BOM表是否相 符,是否符合安规要求. 8.所有产品来料有无不良现象如:尺寸、划痕、掉漆、变形、变色、色差. 9.半成品功能老化测试(电流、电压、功率、亮灯、安装)有无异常. 10.工作台、货架等应保持无灰尘、无油污. 11.没有使用的工具是否归类于工具箱内,没有使用类料是否清理. 12.修理品、不良品应放置在生产线外并作好标识.
注塑IPQC巡检记录表

﹤4﹥快速打螺丝测试,螺丝柱滑牙、裂、发白等NG。
检验员:
审核:
确认:
注塑车间IPQC制程巡检记录表
客户
订单数量
模号
机号
产品名称
日生产数量
材料
日期
产品编号
不合格率
%
内容 时间
色差
划伤 伤痕
混色 黑点
缩水
缺损 破
气泡
07:30-09:30
颜色
拉伤 顶白
首件时间
其它
抽样 数量
不良 品数
判定
不良处理
09:31-11:30
11:31-13:30
13:31-15:30
15:31-17:30 合计
1.巡检频率:1次/2小时 ﹤1﹥目视30CM检查胶件外观是否存在不良,并参考样板程度。
2.检查指引
﹤2﹥目视30CM与样品核对各扣位、柱位、顶针位、斜顶位等部位,是否出现扣位变形,柱斜、柱孔偏、顶针位与斜顶位深浅不一致。 ﹤3﹥尺寸按图纸或样品量测,超出公差NG。
IPQC制程巡检记录表

IPQC制程巡检记录表
生产线别: 工位 粘贴 1.主板是否脏污和氧化 DOME 2.DOME是否贴正 1.引线正负极是否接错 2.是否漏焊、虚焊和连焊 手工 焊接 3.焊点是否光亮、有无拉尖、锡点过大等现象。 及 4.LCD排线与金手指焊点有无错位 固定 5.各焊接部件是否固定到位 6.天线触点固定接触是否良好 1.能否正常开机 LCD 2.开机有无铃声,铃声有无噪音、声小等不良 测试 3.键盘灯有无显示,颜色显示是否均匀 4.开机画面有无花屏、屏暗、无显示、条纹等不良现象 1.各部件FPC连接是否到位 2.按键丝印和颜色是否符合要求 部件 3.主按键、侧键与壳件是否配合良好 组装 4.主按键和侧按键是否弹性良好 5.螺丝有无用错、漏打、打花 6.打螺丝后前后壳是否合到位,有无间隙与断差 1.检查电脑外表面有无划伤、变形、色差、尘点等外观不良 2.LCD有无屏破、划痕、白点、水印等不良 外观 3.键盘与外壳丝印是否符合生产要求 检查 4.主按键和侧按键是否弹性良好 5.外观间隙与断差是否符合标准 1.LCD显示检测: 2.振动检测: 3.键盘功能检测: 4.电池检测: 5.菜单检查: 6.开关机检测(10次): 7.信号强度检测: 8.整体使用功能检测: 功能 9.按键功能检测: 测试 10.充电功能检测: 11.声音功能检测: 12.鼠标功能检测: B功能检测: 14.电源检测: 15.CPU检测: 16.机箱检测: 17.电源适配器功能检测: 查核结果:正常打“√”,不良要求记录不良数量及现象。(IPQC每次抽查数为3-5PCS。,每两个小时为一段) CQ-QC-06A 检验员: 品质组长: 确认: 产品型号: 检查项目 颜色: — 软件版本: 抽检时间 — — — — — 日期:
生产线别: 工位 粘贴 1.主板是否脏污和氧化 DOME 2.DOME是否贴正 1.引线正负极是否接错 2.是否漏焊、虚焊和连焊 手工 焊接 3.焊点是否光亮、有无拉尖、锡点过大等现象。 及 4.LCD排线与金手指焊点有无错位 固定 5.各焊接部件是否固定到位 6.天线触点固定接触是否良好 1.能否正常开机 LCD 2.开机有无铃声,铃声有无噪音、声小等不良 测试 3.键盘灯有无显示,颜色显示是否均匀 4.开机画面有无花屏、屏暗、无显示、条纹等不良现象 1.各部件FPC连接是否到位 2.按键丝印和颜色是否符合要求 部件 3.主按键、侧键与壳件是否配合良好 组装 4.主按键和侧按键是否弹性良好 5.螺丝有无用错、漏打、打花 6.打螺丝后前后壳是否合到位,有无间隙与断差 1.检查电脑外表面有无划伤、变形、色差、尘点等外观不良 2.LCD有无屏破、划痕、白点、水印等不良 外观 3.键盘与外壳丝印是否符合生产要求 检查 4.主按键和侧按键是否弹性良好 5.外观间隙与断差是否符合标准 1.LCD显示检测: 2.振动检测: 3.键盘功能检测: 4.电池检测: 5.菜单检查: 6.开关机检测(10次): 7.信号强度检测: 8.整体使用功能检测: 功能 9.按键功能检测: 测试 10.充电功能检测: 11.声音功能检测: 12.鼠标功能检测: B功能检测: 14.电源检测: 15.CPU检测: 16.机箱检测: 17.电源适配器功能检测: 查核结果:正常打“√”,不良要求记录不良数量及现象。(IPQC每次抽查数为3-5PCS。,每两个小时为一段) CQ-QC-06A 检验员: 品质组长: 确认: 产品型号: 检查项目 颜色: — 软件版本: 抽检时间 — — — — — 日期:
注塑部-IPQC-巡检报告
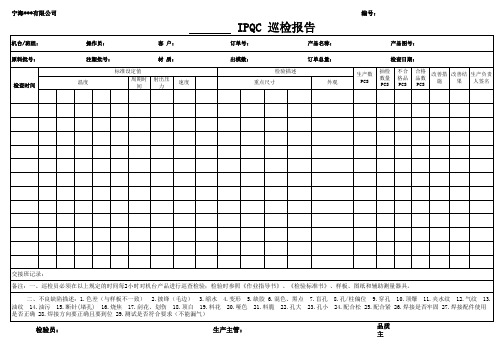
宁海***有限公司
机台/班组: 原料批号:
检查时间
操作员:
客 户:
注塑批号:
材 质:
温度
标准设定值
周期时 射出压
间
力
速度
IPQC 巡检报告
订单号:
产品名称:
出模数: 检验描述
重点尺寸
订单总量: 外观
编号:
产品图号:
检查日期:
生产数 PCS
抽检 数量 PCS
不合 格品 PCS
合格 品数 PCS
改善措 改善结 生产负责
施
果 人签名
交接班记录:
备注:一、巡检员必须在以上规定的时间每2小时对机台产品进行巡查检验;检验时参照《作业指导书》、《检验标准书》、样板、图纸和辅助测量器具。
二、不良缺陷描述:1.色差(与样板不一致) 2.披锋(毛边) 3.缩水 4.变形 5.缺胶 6.混色、黑点 7.盲孔 8.孔/柱偏位 9.穿孔 10.顶爆 11.夹水纹 12.气纹 13. 油纹 14.油污 15.断针(堵孔) 16.烧焦 17.刮花、划伤 18.顶白 19.料花 20.哑色 21.料脆 22.孔大 23.孔小 24.配合松 25.配合紧 26.焊接是否牢固 27.焊接配件使用 是否正确 28.焊接方向要正确且要到位 29.测试是否符合要求(不能漏气)
检验员:
生产主管:
品质 主
机台/班组: 原料批号:
检查时间
操作员:
客 户:
注塑批号:
材 质:
温度
标准设定值
周期时 射出压
间
力
速度
IPQC 巡检报告
订单号:
产品名称:
出模数: 检验描述
重点尺寸
订单总量: 外观
编号:
产品图号:
检查日期:
生产数 PCS
抽检 数量 PCS
不合 格品 PCS
合格 品数 PCS
改善措 改善结 生产负责
施
果 人签名
交接班记录:
备注:一、巡检员必须在以上规定的时间每2小时对机台产品进行巡查检验;检验时参照《作业指导书》、《检验标准书》、样板、图纸和辅助测量器具。
二、不良缺陷描述:1.色差(与样板不一致) 2.披锋(毛边) 3.缩水 4.变形 5.缺胶 6.混色、黑点 7.盲孔 8.孔/柱偏位 9.穿孔 10.顶爆 11.夹水纹 12.气纹 13. 油纹 14.油污 15.断针(堵孔) 16.烧焦 17.刮花、划伤 18.顶白 19.料花 20.哑色 21.料脆 22.孔大 23.孔小 24.配合松 25.配合紧 26.焊接是否牢固 27.焊接配件使用 是否正确 28.焊接方向要正确且要到位 29.测试是否符合要求(不能漏气)
检验员:
生产主管:
品质 主
IPQC巡检记录表
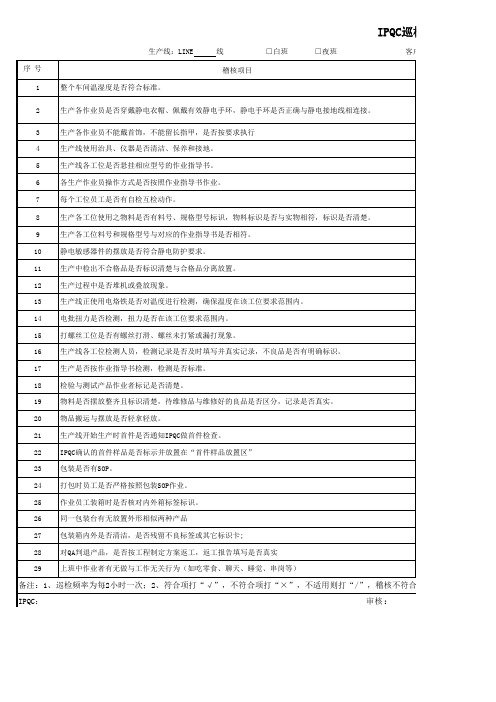
18 检验与测试产品作业者标记是否清楚。
19 物料是否摆放整齐且标识清楚,待维修品与维修好的良品是否区分,记录是否真实。
20 物品搬运与摆放是否轻拿轻放。
21 生产线开始生产时首件是否通知IPQC做首件检查。
22 IPQC确认的首件样品是否标示并放置在“首件样品放置区”
23 包装是否有SOP。
24 打包时员工是否严格按照包装SOP作业。
25 作业员工装箱时是否核对内外箱标签标识。
26 同一包装台有无放置外形相似两种产品
27 包装箱内外是否清洁,是否残留不良标签或其它标识卡;
28 对QA判退产品,是否按工程制定方案返工,返工报告填写是否真实
29 上班中作业者有无做与工作无关行为(如吃零食、聊天、睡觉、串岗等)
备注:1、巡检频率为每2小时一次;2、符合项打“√”,不符合项打“×”,不适用则打“/”,稽核不符合项要求当事人或组长人
序号 1
生产线:LINE 整个车间温湿度是否符合标准。
线
□白班
稽核项目
□夜班
IPQC巡检记录表
客户:
2
生产各作业员是否穿戴静电衣帽、佩戴有效静电手环,静电手环是否正确与静电接地线相连接。
3
生产各作业员不能戴首饰,不能留长指甲,是否按要求执行
4
生产线使用治具、仪器是否清洁、保养和接地。
5
生产线各工位是否悬挂相应型号的作业指导书。
IPQC:
审核 :
C巡检记录表
客户: 08:00-10:00
产品型号:
10:00-12:00
12:00-14:00
日期:
14:00-16:00
16:00-18:00
18:00-20:00
IPQC巡检/抽检记录表
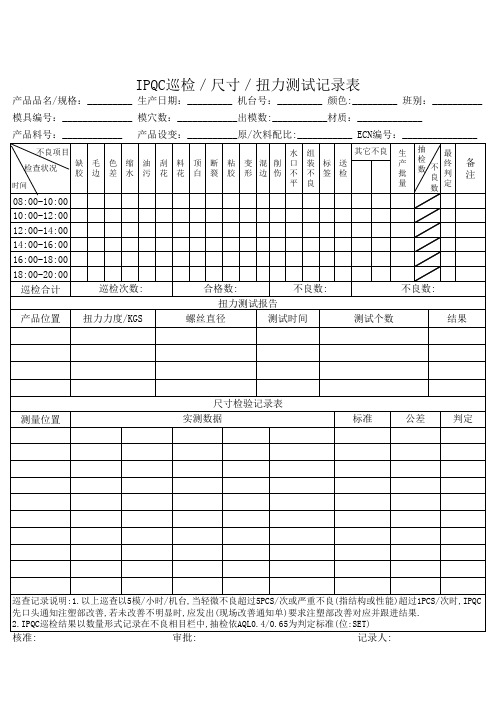
产品料号:____________ 产品设变:__________原/次料配比:___________ ECN编号:_______________
不良项目
水组
其它不良 生 抽 最
检查状况
缺 毛 色 缩 油 刮 料 顶 断 粘 变混削 口 装 标 送 胶 边 差 水 污 花 花 白 裂 胶 形边伤 不 不 签 检
核准:
审批:
记录人:
标准
公差
判定
巡查记录说明:1.以上巡查以5模/小时/机台,当轻微不良超过5PCS/次或严重不良(指结构或性能)超过1PCS/次时,IPQC
先口头通知注塑部改善,若未改善不明显时,应发出(现场改善通知单)要求注塑部改善对应并跟进结果. 2.IPQC巡检结果以数量形式记录在不良相目栏中,抽检依AQL0.4/0.65为判定标准(位:SET)
IPQC巡检/尺寸/扭力测试记录表
产品品名/规格:_________ 生产日期:_________ 机台号:_________ 颜色:_________ 班别:__________
模具编号:______________ 模穴数:____________出模数:___________材质:_____________
产 批
检 数
不 良
终 判
备 注
时间
平良
量
数定
08:00-10:00
10:00-12:00
12:00-14:00
14:00-16:00
16:00-18:00
18:00-20:00
巡检合计
巡扭力测试报告
产品位置 扭力力度/KGS
螺丝直径
测试时间
测试个数
结果
测量位置
尺寸检验记录表 实测数据
相关主题
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
明QC签名/日期:来自审核/日期:批准/日期:
IPQC制程巡检记录表
客户: 抽样数量 8:30-9:30 检验项目
1.塑胶件颜色 2.塑胶件外观 3.塑胶件结构 4.透明件的透光度 5.塑胶件尺寸
订单号: 9:30-10:30
部门:注塑部
产品名称: 巡检结果
生产日期:
组别: 19:00-备注
10:30-11:30 11:30-12:30 14:00-15:00 15:00-16:00 16:00-17:00 17:00-18:00
处理措施 判定
说
1.此表应如实,按时,具体检查项目。判定合格记 OK 不合格 NG 2.巡检不合格时,QC组长必须给出有效的处理措施。并对处理结果进行确认。 3.样品必须从不同员工的半成品中随机、分散地抽取
4.必须要根据MK签名认可的标准样和Spec来核对和检测
5.抽样方案依普通二级抽样方法进行 CRI=0 ,MAJ=1.0,MIN=2.5 抽样20PCS(1.0:收0退1 2.5:收1退2)抽样32PCS(1.0:收1退2 2.5:收2退3)抽样50PCS(1.0: 收1退2 2.5:收3退4)抽样80PCS(1.0:收2退3 2.5:收5退6)抽样125PCS(1.0:收3退4 2.5:收7退8)抽样200PCS(1.0:收5退6 2.5:收10退11)