轿车白车身门盖尺寸调试与匹配方法探讨
白车身门盖配合尺寸检测
白车身门盖配合尺寸检测白车身门盖配合尺寸检测是汽车生产过程中的重要环节之一。
准确地检测白车身门盖的配合尺寸可以确保门盖与汽车车身的配合良好,避免产生噪音、漏风、漏水等质量问题。
本文将介绍白车身门盖配合尺寸检测的方法和重要性。
白车身门盖的配合尺寸检测主要采用实测法和模拟法两种方法。
1. 实测法:实测法是通过测量白车身门盖与车身的实际配合尺寸来进行检测。
具体步骤如下:(1)装配白车身门盖至车身上,并确保门盖与车身配合后无松动或摩擦。
(2)使用测量工具(如游标卡尺、钢尺等)测量门盖与车身的各个关键尺寸,如门盖长度、宽度、高度等。
(3)将测量结果与设计图纸上的要求进行对比,判断门盖配合尺寸是否符合要求。
2. 模拟法:模拟法是通过制作模型来进行白车身门盖配合尺寸检测。
具体步骤如下:(1)根据设计图纸制作门盖模型和车身模型,保证模型的准确度和相似度。
(2)将门盖模型放置于车身模型上,检查门盖与车身的配合情况。
(3)根据模型的配合情况调整门盖的尺寸,直到达到设计要求。
1. 保证车门开启和关闭的顺畅:白车身门盖的配合尺寸与车身的配合尺寸密切相关。
如果门盖尺寸与车身不匹配,将会导致车门的开启和关闭不顺畅,影响驾驶员和乘客的使用体验。
2. 防止噪音和震动问题:当门盖与车身配合不良时,会产生松动或摩擦,导致噪音和震动问题。
这不仅会影响行驶的舒适性,还可能降低车辆的质量和安全性能。
3. 提高密封性能:白车身门盖的配合尺寸与密封性能有关。
如果门盖与车身的配合不紧密,将导致汽车车内温度调节不准确、空调效果不佳等问题。
而良好的配合尺寸能够确保门盖密封性能的良好,提高乘坐舒适度。
4. 降低漏水和漏风的风险:如果白车身门盖的配合尺寸不合格,可能会导致漏水和漏风的问题。
这不仅会影响车内环境的舒适性,还会导致潜在的安全隐患。
5. 保证汽车外观的整洁性:白车身门盖与车身的良好配合尺寸可以确保汽车外观整洁。
如果门盖尺寸不合格,可能会导致门盖与车身之间出现间隙,影响汽车的外观品质。
白车身门盖配合尺寸检测

白车身门盖配合尺寸检测【摘要】白车身门盖配合尺寸检测是车辆制造过程中至关重要的一环。
本文通过引言介绍了背景和研究意义,引出了对白车身门盖配合尺寸进行检测的必要性。
正文部分包括了检测方法、测量工具、数据分析、品质控制以及需改进之处,详细分析了各项内容对于检测工作的重要性和影响。
结论部分总结了本文讨论的重点内容,对未来对白车身门盖配合尺寸检测的发展进行了展望。
通过本文的研究可以帮助车辆制造企业更加有效地进行质量控制,提高产品质量和生产效率,为行业发展注入新动力。
【关键词】关键词:白车身门盖、尺寸检测、检测方法、测量工具、数据分析、品质控制、改进、总结、展望未来。
1. 引言1.1 背景介绍白车身门盖配合尺寸检测是汽车制造过程中非常重要的一个环节。
门盖是汽车外部的重要组成部分,它的质量直接影响到整个车身的外观和性能。
白车身门盖配合尺寸检测是为了保证门盖与车身的配合尺寸达到设计要求,确保门盖能够顺利打开和关闭,并且能够有效地密封车身。
在过去,门盖配合尺寸的检测通常是通过人工测量和目测来完成的,这种方法存在着测量精度低、工作效率低、易受人为主观因素影响等问题。
对门盖配合尺寸进行自动化检测和精准化控制的需求日益增加。
现代汽车制造企业普遍采用计算机视觉和机器学习等先进技术,开发出了多种自动化检测设备和系统,以提高门盖配合尺寸检测的准确性和效率。
通过对白车身门盖配合尺寸检测方法的研究和实践,可以不断提升汽车制造质量,降低产品缺陷率,提高客户满意度,从而为汽车行业的可持续发展做出贡献。
1.2 研究意义白车身门盖配合尺寸检测的研究意义在于确保汽车生产过程中的质量控制和产品的稳定性。
随着汽车行业的发展和竞争的加剧,对于每一个零部件的精确尺寸要求变得越来越高。
尤其是车身门盖作为汽车外观的重要组成部分,其配合尺寸的精准度直接影响到整车的外观质量和性能表现。
通过对白车身门盖配合尺寸进行检测,可以及时发现生产过程中可能存在的问题,对其进行及时调整和纠正。
白车身门盖配合尺寸检测
白车身门盖配合尺寸检测1. 引言1.1 介绍白车身门盖配合尺寸检测是在汽车制造过程中非常重要的一环。
在汽车生产中,车门是车身的重要组成部分,而车门盖的配合尺寸则直接影响着整个车身的质量和外观。
对白车身门盖配合尺寸进行精确的检测和控制,是保证汽车质量的重要手段之一。
在过去的生产中,白车身门盖配合尺寸的检测往往是人工操作,容易受到操作人员技术水平和主观因素的影响,导致检测结果不准确。
随着科技的发展和自动化技术的应用,现在很多汽车生产企业开始采用自动化设备和先进的测量技术来检测白车身门盖配合尺寸,以提高检测精度和效率。
本文将介绍白车身门盖配合尺寸检测的测量方法、尺寸精度要求、质量控制方法、设备要求和数据处理技术,以及对未来的发展展望。
希望可以为汽车制造行业的同行们提供一些参考和借鉴,共同推动汽车质量的不断提升和发展。
1.2 背景在汽车制造过程中,白车身门盖是车身的一个重要部件,它不仅影响着车身的外观美观,还直接关系到车门的安全性能。
在汽车组装过程中对白车身门盖的尺寸进行精确检测至关重要。
白车身门盖配合尺寸检测是指对白车身门盖的尺寸进行测量和检验,确保其与车身的其他部件配合严密,达到组装要求。
而在传统的生产制造中,由于人工测量存在主观误差,无法保证尺寸的绝对准确性。
引入自动化检测设备进行尺寸检测成为一个必然趋势。
随着汽车行业的不断发展和技术的进步,白车身门盖配合尺寸检测在工艺流程中扮演着越来越重要的角色。
通过对尺寸的精准检测,可以提高车身的装配质量,降低生产成本,提高汽车的整体品质和竞争力。
研究和改进白车身门盖配合尺寸检测方法,提高尺寸精度和质量控制水平,不仅是汽车制造企业的需求,也是促进汽车行业持续发展的重要保障。
2. 正文2.1 测量方法白车身门盖配合尺寸检测的测量方法通常包括以下几个步骤:1. 确定测量点位:首先需要确定门盖上需要测量的关键点位,通常是关于门盖与车身的配合尺寸和间隙等位置。
2. 使用测量仪器:常用的测量仪器包括三坐标测量机、激光测距仪等,根据实际情况选择合适的仪器。
浅谈微型车白车身门盖匹配及问题解决

浅谈微型车白车身门盖匹配及问题解决作者:文/ 武继恩陈世坤来源:《时代汽车》 2020年第14期武继恩陈世坤上汽通用五菱汽车股份有限公司青岛分公司山东省青岛市 266555摘要:车身外部匹配问题主要涉及前脸、尾部和侧面(门与门、门与侧围)的匹配,本文主要讨论微型车五门一盖的外部配合问题,微型车的五门一盖通常指左右前门、左右后侧门、尾门和发动机盖板;常见的匹配问题有间隙小干涉、左右差异、段差及特征线相互位置差异(腰线不齐)等,本文简要说明了五门一盖的位置关系、新产品匹配的注意事项及案例分析。
关键词:五门一盖间隙段差特征线相互位置A discussion on the matching and problem analysis of the door cover of the mini bus bodyWu jien Chen ShikunAbstract:Body external matching problems are mainly related to the front, rear and side ,doors, door and side Wai, matching. In this paper, we mainly discussmicro car external coordination problem of five doors and cover, the micro car five doors and cover, usually around left and right front door, left and right side door, tail gate and the engine cover plate; Small gap or interference, left-right difference, flush and characteristic mutual position difference ,waist uneven, are common matching problems. This paper describes position of the five door and cover, notes about new products matching and case analysis is briefly.Key words:Five doors and cover,Gap,Flush,Characteristic line position1 前言随着社会的进步,人们的质量意识不断提高,对整车的感知质量提出了更高的要求,这也意味着对整车的制造质量要求更高,车身的匹配问题越来越重要。
V205白车身车门装配尺寸控制原理及应用
V205白车身车门装配尺寸控制原理及应用张皓源北京奔驰汽车有限公司 北京 100000摘要:通过Y向小三角控制原理,避免了车门单件尺寸波动带来的装配不稳定性,并且在Y向装配姿态稳定的基础上,规范了Z、X向控制点的位置。
通过多轮的试验及验证,制定了适合铁质车门的装配工艺卡,既保证了整车装配尺寸,又达到了令顾客满意的关门力,并成功消除了窗框区域的噪声问题。
关键词:白车身装配尺寸;车门Y向装配尺寸;车门Z向装配尺寸白车身装配尺寸是整车外观精致度的重要考核指标,且车门Y向装配尺寸对车门关门力的大小有直接影响,车门Z向装配尺寸对窗框噪声影响较大。
故车门装配尺寸的提升对整车装配尺寸及关门力噪声等考核项的优化至关重要。
V205白车身在试制阶段存在间隙平顺度问题及关门力大、窗框噪声问题,现有德国Daimler公司制定的车门装配工艺适用于德国不莱梅工厂的铝件,而北京奔驰V205车门采用铁件,由于材料的改变需要优化装配工艺。
车门装配尺寸控制原理的执行覆盖件装配可以执行物体在空间定位的3-2-1定位原则,尤其对于车门区域,针对间隙平顺度控制点的设置可以采用此原则。
1. 车门Y向装配尺寸小三角控制原理物体在空间定位采用3-2-1原则或N-2-1原则,对于前门及后门而言,Y方向装配尺寸执行小三角控制原理,即Y方向控制车门外板区域而不包括窗框区域。
相对车门外板区域,V205窗框区域冲压件的尺寸偏差会积累,且尺寸不稳定,这样可以避免窗框区域的尺寸波动对装配尺寸的影响。
如图1所示,红色三角由三个Y向控制点组成,分别为上下铰链深度及门锁区域Y0控制点。
对于后门而言,执行小三角控制原理之前,V205一致执行大三角控制原理,其中一个Y向控制点由车门窗框而非铰链上深度点,大三角控制无法抵消窗框自身的波动,从而使装配波动性变大。
前门Y向控制点的选择采用小三角控制原理,即选择前门上下铰链深度及前门归零点Y0,上下铰链深度分别为(29.5+0.5 -0.8)m m以及(31.5+0.5 -0.5)mm。
白车身匹配技术
白车身的匹配技术和过程质量控制要素研究、、白车身匹配工作就是使组成白车身的各个单件在焊接组合中,使白车身的结构尺寸满足产品设计及质量标准的要求。
白车身结构尺寸的优化是世界各大汽车厂家研究的一个永不完结的课题。
在八十年代德国、美国、日本等著名厂家对白车身精度只控制在±1.5MM之内,九十年代初才达到了±1MM的水平。
而目前高档车已达到±0.5MM的高精度要求。
也就是匹配技术和人才已被各大汽车、轿车集团所重视。
1、在白车身的匹配中,首先要在数以万计的白车身形面上确定数百个尺寸控制点,然后在这数百个点中确定30%左右的功能尺寸控制点,这些功能点做好了,白车身就达到了产品所规定的各项技术要求和标准。
2、白车身的功能点达到要求所具备的条件:1)、冲压单件必须满足图纸要求,通过3辆份和400辆份试装程序来实现;2)、要有检验所有外表面总成件的匹配状态的外部匹配主框架模型--Aussen Meisterbock,它是由根据CAD数据用铝合金型材制造成框架并在其上安装成标准白车身。
它可以装配侧围、车门、前后盖、顶盖、翼子板、后围和前后保险杠、前大灯、后尾灯、水箱面罩等总成件,观察它们之间的匹配情况、配合三座标测量确定零件的更改数据。
(Aussen Meisterbock示意图)3)、要有检查内饰件与白车身匹配关系的内匹配主框架模型--Innen Meisterbock;它是借助外部框架用合格焊接分总成组装的标准车身,来检查内饰件是否符合匹配要求的工具。
4)、要有正确反映车身下部,即前后轮罩、前后底板、仪表板之间匹配关系的标准车身下部主框架--Fuegen Meisterbock。
它的定位点和夹紧点与生产夹具的定位点完全一致,能实际反映出各总成之间的干涉点和贴合程度,从而确定焊接总成结构尺寸的正确性。
3、匹配过程中对夹具定位、夹紧和工艺的合理性进行验证。
(Inne Meisterbock示意图)1)、基准点系统是否合理、定位点是否与设计基准重合、是满足六点定位原则、定位点尺寸是否正确等;2)、零件的装配顺序是否合理、是否影响尺寸精度;3)、夹具的点定工位点定点是否正确、焊接点定后,到下一工位补焊时,能否保证尺寸稳定;4)、补焊点的顺序对尺寸的稳定性是否有利;5)、夹紧点是否正确,能否保证零件在夹具位置的准确性;6)、夹具顺序是否合理,关键定位点是否首先夹紧;7)、确定能反映零件状态的测量点和功能尺寸;4、单件或总成在匹配过程中的具体步骤1)、首先将满足图纸尺寸的单件按工艺要求顺利放入夹具中,检查零件在夹具上是否贴合,并且无应力。
吉利icon白车身车门装配与调整工艺
题目:吉利icon白车身车门装配与调整工艺目录1.车门的组成及作用 (1)1.1车门的组成 (1)1.2车门的作用 (1)1.3车门需要调整的缘由 (1)2.车门安装与调整的要求 (1)2.1一般要求 (1)2.2工作前要求 (1)2.3工作中要求 (2)2.4工作后要求 (2)3.车门装配工艺 (2)3.1来料检验 (3)3.2拿取车门 (3)3.3车门装配 (4)3.4自检 (5)4.车门调整工艺 (6)4.1检查来件 (6)4.2预置式扭力扳手检查 (6)4.3拿取工装 (6)4.5车门调整 (7)4.6自检 (9)5.常见问题分析 (10)参考文献 (10)吉利icon白车身车门装配与调整工艺1.车门的组成及作用1.1车门的组成汽车车门有门外板、内板、窗框、铰链螺母板以及加强梁,用焊钳将内板、铰链螺母板和窗框焊接在一起,用特定的胶涂至车门外板,将其合在一起,再用焊钳将其焊接好[1]。
1.2车门的作用(1)为驾驶员和乘客提供出入车辆的通道;(2)隔绝车外干扰;(3)在一定程度上减轻侧面撞击,保护乘客。
1.3车门需要调整的缘由(1)保证乘客上下车方便性,最大开度控制在65°~70°左右。
(2)开启过程中不应与其他部位发生位置干涉。
(3)车门关闭时要锁止可靠,不会在行车中自行打开。
2.车门安装与调整的要求2.1一般要求(1)严格按照《安全操作规程》操作,必须持上岗证才能上岗,不得私自离岗、不得私自顶替他人岗位;(2)确认工件正常装载,装载的位置保持通畅不得有杂物;(3)操作过程中严禁拨打电话、闲聊以及玩手机。
2.2工作前要求(1)按规定正确得穿戴好劳保用品;(2)按照设备点检表对设备进行点检,并做好相关记录;(3)打开设备控制电源、气源,检查是否工作正常;(4)打开车型号显示屏,时刻注意显示屏的状态;(5)检查电池枪式定扭扳手的型号、电池电量,以及电池枪式定扭扳手的标签完整性;(6)检查预置式扭矩扳手的扭力值是否在规定的标准范围内,以及预置式扭矩扳手的标签完整性;(7)检查预置式扭矩扳手所需的接杆、套筒有无损坏。
探讨汽车白车身质量控制思路及方法
探讨汽车白车身质量控制思路及方法长城汽车股份有限公司天津哈弗分公司天津市300462摘要:加强对白车身进行质量控制是提高汽车整体质量的重要环节之一,也是一个比较复杂的生产过程。
而汽车行业的飞速发展使得汽车生产的规模越来越大,生产效率也越来越高,在这种快节奏的生产模式下,如何控制好白车身的质量是一个非常有挑战性的生产环节,也是不断提高汽车生产技术的必然要求。
接下来,就汽车白车身质量控制思路与方法展开论述。
关键词:汽车白车身;质量控制;思路;方法一、注重提高汽车白身制造参数的有效传输1.1汽车白身制造参数的有效传输在汽车产品设计及制造环节中,设计人员会在产品设计方案中标注大量的详细产品制造与性能参数,这一参数信息也是整体汽车产品设计方案的具体表现形式。
但在汽车产品实际设计、制造过程中,受多方面因素干扰、影响,各类汽车制造参数在传输过程中会出现不完全传输、参数传输有误等问题,从而导致汽车白车身设计参数与实际制造车身参数出现差异性问题。
针对于此,需要在汽车白车身设计及制造环节中,秉持可制造性设计、失效模式及后果理念,对所构成、设计产品的零部件参数与具体工序流程开展逐步分析作业,提前对汽车白车身设计与制造环节中全部潜在的失效模式、可能出现的质量问题加以深入分析、总结,并在其基础上制定针对性问题解决措施。
简而言之,便是确保在汽车白车身设计与制造环节中,各项产品参数的有效传输与一致性。
1.2基准参数的传输有效性分析在汽车产品设计与制造环节中,主要的工序流程为,将所构建的产品三维设计模型的基准面数据加以有效传输,并采取复合工程,确保将汽车产品设计方案中的各项参数数据进行准确、有效传输。
例如在我国传统汽车制造行业发展模式中,所构建的汽车三维设计模型主要由图板、模板等部分共同构成,并以逆向工程作为汽车白车身产品设计的主要模式,以及汽车白车身各零部件尺寸设计参考方向。
二在当前汽车设计及制造模式下,则以复合工程为产品主要设计模式,并通过对原点定位等技术的灵活运用,大幅提高了汽车产品各项参数的传输稳定性、有效性。
白车身门盖配合尺寸检测

白车身门盖配合尺寸检测白车身门盖配合尺寸检测是在汽车生产过程中非常重要的一环,它影响着整车的外观和质量。
本文将从检测原理、检测工艺、检测设备和应用范围等方面进行介绍。
一、检测原理车身门盖是汽车车身的一部分,其配合尺寸对车门的装配和整车的外观有着重要的影响。
白车身门盖配合尺寸检测的原理主要是通过测量门盖的长度、宽度、高度和曲率等数据,以及与车身的配合情况,来判断其是否符合设计要求。
检测门盖尺寸的主要方法有三种:传统的人工测量、数控测量和光学检测。
传统的人工测量需要工人进行手工测量,效率低下且易出现误差;数控测量通过计算机控制测量设备进行自动测量,准确性高;光学检测则是利用光学仪器对门盖进行测量,效率高且准确度较高。
二、检测工艺白车身门盖配合尺寸检测的工艺主要包括准备工作、测量、数据分析和报告输出等步骤。
1. 准备工作:包括准备测量设备、准备标准样品、校准测量设备以及对测量环境进行必要的调整等。
2. 测量:根据检测要求,使用相应的测量设备进行门盖的尺寸和配合尺寸测量。
如果采用数控测量或光学检测,可以实现全自动测量。
3. 数据分析:将测量得到的数据进行分析,包括与标准样品的比对、数据的统计分析等。
4. 报告输出:将分析结果整理成报告,并输出到相关部门,以便后续的生产工艺调整和质量控制。
三、检测设备1. 三维测量仪:可实现对门盖尺寸的全方位测量,具有高精度、高效率和自动化等特点。
2. 光学检测仪:利用光学原理对门盖进行测量,具有非接触、高精度、高效率等特点。
这些检测设备在门盖尺寸的测量中发挥着重要的作用,可以有效提高测量的准确性和效率。
四、应用范围白车身门盖配合尺寸检测在汽车生产中具有广泛的应用范围,主要包括以下几个方面:1. 生产过程控制:通过对门盖配合尺寸的检测,可以及时了解生产过程中的问题,对生产工艺进行调整,提高产品的质量。
2. 整车装配:门盖与车身的配合尺寸不合格会影响整车的外观和性能,通过检测可以保证整车的装配质量。
白车身门盖配合尺寸检测

白车身门盖配合尺寸检测一、背景介绍白车身门盖是车辆安全性的重要组成部分之一,其质量的好坏直接影响着车辆的安全性能。
因此,白车身门盖的质量检测显得尤为重要。
其中,尺寸检测是白车身门盖质量检测过程中最基础和关键的环节。
二、检测方法目前,基于视觉的尺寸检测方法越来越受到人们的关注,其中基于三维激光扫描技术的尺寸检测方法在白车身门盖质量检测中应用十分广泛。
具体步骤如下:1. 使用三维激光扫描仪对门盖进行扫描;2. 将门盖的点云数据导入相应的软件中;3. 根据需要,对点云数据进行过滤和处理,得到需要的特征数据;4. 将处理后的数据与门盖设计模型进行匹配,获得门盖的尺寸数据;5. 对门盖尺寸数据进行统计分析和比较,确定是否符合设计要求。
三、检测要求对于白车身门盖尺寸检测,应注意以下几点要求:1. 选择合适的检测设备和软件,确保检测结果的准确性和可靠性;2. 检测环境应干燥、净化,并确保被检测门盖的表面相对光滑;3. 采取正确的检测姿态和扫描方向,避免产生影响数据准确性的误差;4. 统一符号表示并遵循相关规范,确保同类尺寸检测结果的可比性。
四、检测项目门盖尺寸检测的一般项目包括但不限于以下几项:1. 门盖总长、总宽、总高;2. 门盖内部结构尺寸,如框架、面板等;3. 门盖各部位交错缝、间隙、倾斜度等特征尺寸;4. 门盖与车身的配合尺寸等。
五、检测结果根据车辆设计图纸和相关标准规范的要求,门盖尺寸检测应给出详细的检测报告。
检测报告应包括但不限于以下几点内容:1. 被检测门盖的型号、批次、制造日期等基本信息;2. 检测项目和检测结果;3. 检测过程中采用的设备、方法和技术;4. 检测环境和姿态参数;5. 对不合格项的原因分析和处理建议。
六、总结门盖的尺寸检测是白车身门盖质量检测的重要环节,关系到车辆的安全性能。
根据车辆设计图纸和相关标准规范,采用适当的检测设备和方法,正确选择检测姿态和扫描方向,保证检测数据的准确性和可靠性,可以有效地提高门盖的质量和车辆的安全性能。
白车身门盖配合尺寸检测
白车身门盖配合尺寸检测白车身制造是汽车制造的关键环节之一,其品质和尺寸精度直接影响到整车的品质与安全性能。
在制造过程中,门盖是白车身的一个重要组成部分,需要保证其与车身的配合尺寸精度。
本文将介绍白车身门盖配合尺寸检测的相关知识。
白车身门盖的精度和配合尺寸直接影响到整车品质和安全性能。
如果门盖的尺寸不精确或与车身配合不良,将会导致以下问题:1. 增加风噪和噪声:门盖与车身间的空隙会导致风噪和噪声的产生,使车内环境更为嘈杂。
2. 影响车辆性能:门盖不良的配合尺寸会影响车辆的空气动力学和操控性能。
3. 影响外观:门盖和车身配合不良会影响车身线条和外观的整体感觉,降低整车的品质形象。
因此,门盖配合尺寸的检测非常重要,以确保门盖与车身的精确配合,提高车辆的品质和安全性能。
门盖配合尺寸的检测可以通过以下两种方法进行:1. 基于三坐标测量三坐标测量是一种高精度测量方法,可用于门盖配合尺寸的检测。
该方法需要使用三坐标测量仪对门盖和车身的三维坐标进行测量,然后计算门盖尺寸和与车身的配合精度。
该方法的优点在于精度高,能够检测出微小的误差,但需要专业的测量仪器和操作技能。
2. 基于模具匹配门盖配合尺寸的检测需要特别注意以下几点:1. 检测前需确保门盖和车身表面清洁、干燥,避免影响测量精度。
2. 检测时需对门盖和车身的位置、朝向进行标定,以避免测量误差。
3. 在门盖和车身配合点进行多次测量,确认其尺寸精度是否符合要求。
4. 检测后如发现门盖配合尺寸偏差超过规定标准,应将其及时调整或更换,以确保车辆品质和安全性能。
四、结论门盖配合尺寸的检测是白车身制造过程中非常重要的环节,可以避免门盖和车身间的误差和不良配合,提高车辆品质和安全性能。
在门盖配合尺寸的检测中,应特别注意测量前的准备工作和检测过程的要点。
门盖配合尺寸检测的方法有多种,包括基于三坐标测量和基于模具匹配两种,具体选择方法应具体情况具体分析。
汽车车身门盖匹配探讨

一
隙作为车身 、 门盖 匹 配状 态关 键 评 判 项 , 来 确 认 匹 配 状 态 。通 常通 过 以下工 艺 步骤 来 一 步步 开展 和 实 现 : 门 、盖 与 车 身相 互 匹 配 状 态验 证 一 总装 件 对 门 盖 件 影 响一 车 身工 艺 调 整 参 数 确 定一 锁 定 各 铰链 、 门盖
确 定 车 身工艺 调 整参 数流 程 如下 : ( 1 ) 预 留密 封 胶 条顶 } f J 量; 前 门 上 侧 后侧 门后 上 角( 通 常 为 l~2 m m) , 尾 门 中部 ; ( 2) 预 留 门总 成 附件 重 量 导致 门下 垂 量 ( 通 常 为
中部腰 线 提 高 1—1 . 5 m m) ; ( 3 ) 预 留尾 门撑杆 下 拉 ( 上撑 ) 门的变 形量 。 以上 数据 仅 作 前 期 调试 参 考 ,最 终数 据 通 过 试 验 验证 获 得 。 1 。 4 锁定 各铰 链 、 门盖 安装 工具 状态 锁 定 各铰链 、 门 盖安装 工 具状 态 流程 如下 :
F L U S “
段 蔗} I I 一 A { 等 七 主 : I H・ l { j , b 卜 器再 : } _ 鲁 I - 一 L l | 7 I J l — 一 l 1 l 3 9 : f t . : 臻
0 5 1 04 0 . I
随 着 汽车 行 业 竞 争 的 日趋 白热 化 ,客 户 不 仅 要
求 性 价 比高 、 性 能可靠 、 乘 坐安全 、 舒适 、 造 型美观 、 同 时还 要 求 具 有 良好 的外 观 质 量 。 车 身 门盖 匹 配 状 态 的好 坏 , 将 直接 影 响 到 客 户 的感 知 和认 可 度 , 尤 其 在市 场 上 未形成 品牌效 应 的 车 型更 是如 此 。
白车身前后门的尺寸控制Dimension Management of the Doors分析

3. 尺寸保证方案
Project of Dimension Management
2
1.车门尺寸控制参数 /
Important dimensions of the Doors
顾客需求 Customer needs
尺寸方面的外 观美学需求
DTS(设计阶段) 间隙面差扣分手册( 工业化阶段) 总装侧脸间隙 面差 调整线侧脸的 间隙和面差
公差表
GD&T chart
Customer needs
顾客需求
DTS
功能分析,尺寸链计算,公差分配 Functional analysis, calculation of dimension chains, tolerance distribution
定位文件
RPS
测量需求
Measurement points
……
3.尺寸保证方案 /Project of Dimension Management
设计阶段
GD&T in Industrialization phase
工业化阶段几何尺寸
Gap & Flush measure standard handbook
Design phase
DTS
间隙面差扣分手册
公差表
车门总成最重要的指标,就是在真铰链定 位下,PCF上的间隙、面差、密封性测量值 的稳定性和平均值。
测量频次
测量工具 测量作用
3.尺寸保证方案 /Project of Dimension Management
GD&T in Industrialization phase
工业化阶段几何尺寸
以下用车后门和后翼子板的间隙面差缺陷为例,进行问题分析 和追踪,并介绍测量和监控体系。(顺带介绍密封性)
[整理版]白车身匹配技巧
![[整理版]白车身匹配技巧](https://img.taocdn.com/s3/m/d264d4fce109581b6bd97f19227916888486b96b.png)
白车身的匹配技术和过程质量控制要素研究白车身匹配工作就是使组成白车身的各个单件在焊接组合中,使白车身的结构尺寸满足产品设计及质量标准的要求。
白车身结构尺寸的优化是世界各大汽车厂家研究的一个永不完结的课题。
在八十年代德国、美国、日本等著名厂家对白车身精度只控制在±1.5MM之内,九十年代初才达到了±1MM的水平。
而目前高档车已达到±0.5MM的高精度要求。
也就是匹配技术和人才已被各大汽车、轿车集团所重视。
1、在白车身的匹配中,首先要在数以万计的白车身形面上确定数百个尺寸控制点,然后在这数百个点中确定30%左右的功能尺寸控制点,这些功能点做好了,白车身就达到了产品所规定的各项技术要求和标准。
2、白车身的功能点达到要求所具备的条件:1)、冲压单件必须满足图纸要求,通过3辆份和400辆份试装程序来实现;2)、要有检验所有外表面总成件的匹配状态的外部匹配主框架模型--Aussen Meisterbock,它是由根据CAD数据用铝合金型材制造成框架并在其上安装成标准白车身。
它可以装配侧围、车门、前后盖、顶盖、翼子板、后围和前后保险杠、前大灯、后尾灯、水箱面罩等总成件,观察它们之间的匹配情况、配合三座标测量确定零件的更改数据。
(Aussen Meisterbock示意图)3)、要有检查内饰件与白车身匹配关系的内匹配主框架模型--Innen Meisterbock;它是借助外部框架用合格焊接分总成组装的标准车身,来检查内饰件是否符合匹配要求的工具。
4)、要有正确反映车身下部,即前后轮罩、前后底板、仪表板之间匹配关系的标准车身下部主框架--Fuegen Meisterbock。
它的定位点和夹紧点与生产夹具的定位点完全一致,能实际反映出各总成之间的干涉点和贴合程度,从而确定焊接总成结构尺寸的正确性。
3、匹配过程中对夹具定位、夹紧和工艺的合理性进行验证。
(Inne Meisterbock示意图)1)、基准点系统是否合理、定位点是否与设计基准重合、是满足六点定位原则、定位点尺寸是否正确等;2)、零件的装配顺序是否合理、是否影响尺寸精度;3)、夹具的点定工位点定点是否正确、焊接点定后,到下一工位补焊时,能否保证尺寸稳定;4)、补焊点的顺序对尺寸的稳定性是否有利;5)、夹紧点是否正确,能否保证零件在夹具位臵的准确性;6)、夹具顺序是否合理,关键定位点是否首先夹紧;7)、确定能反映零件状态的测量点和功能尺寸;4、单件或总成在匹配过程中的具体步骤1)、首先将满足图纸尺寸的单件按工艺要求顺利放入夹具中,检查零件在夹具上是否贴合,并且无应力。
白车身门盖配合尺寸检测

白车身门盖配合尺寸检测白车身门盖配合尺寸检测主要是针对汽车制造过程中门盖的安装精度进行检测。
门盖是汽车的一个重要组成部分,其合理的安装尺寸能够确保车门的关闭和开启功能正常,同时也能够提高车身结构的整体强度和安全性能。
白车身门盖配合尺寸检测是通过使用相关的测量工具和设备对门盖进行测量,从而评估门盖的尺寸和安装精度。
在进行该项检测时,一般需要关注以下几个方面:1. 门盖安装孔尺寸检测:通过测量门盖上的安装孔的实际尺寸,来评估门盖的安装精度。
通常会使用相应的测量工具,如千分尺、游标卡尺等。
2. 门盖与车身的配合度检测:通过测量门盖与车身之间的配合度,来评估门盖的安装质量。
这一项检测一般会使用三坐标测量仪或投影仪等设备,来获取门盖与车身之间的间隙和错位情况。
3. 门盖密封胶的检测:对于需要进行密封处理的门盖,还需要进行密封胶的检测。
这一项检测一般会使用激光测距仪等设备,来测量密封胶的厚度和均匀性。
4. 门盖开关功能检测:对于汽车门盖来说,其开启和关闭功能的正常性也是很重要的。
在进行尺寸检测的也需要对门盖的开关功能进行测试,以确保其能够正常工作。
在进行白车身门盖配合尺寸检测时,需要注意以下几个方面:1. 选择合适的测量工具和设备:根据具体的检测要求和门盖的特点,选择合适的测量工具和设备进行检测,以确保测量结果的准确性和可靠性。
2. 设定合理的检测标准:制定合理的门盖配合尺寸检测标准,以便能够对门盖的尺寸和安装精度进行准确评估。
这一项工作一般需要参考相关的标准和规范。
3. 进行数据分析和报告生成:在门盖配合尺寸检测结束后,需要对测量数据进行分析,并生成相应的检测报告。
这一项工作可以通过使用数据处理软件和报告生成工具来完成。
白车身四门装配调整
gy
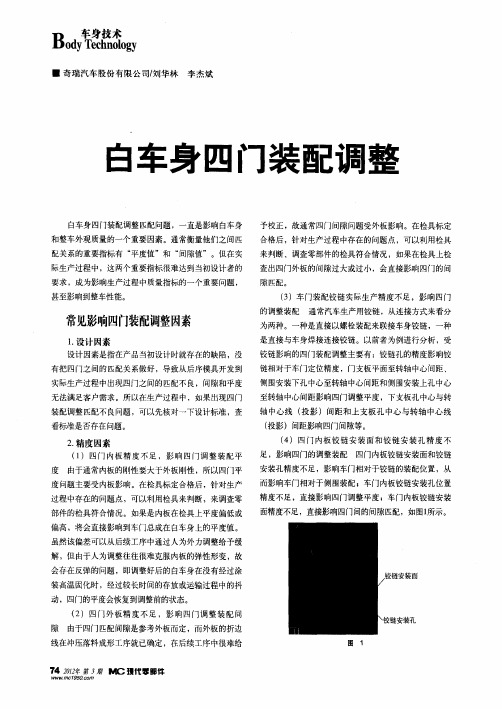
(5)侧 围外 板铰链 安装 孔位 置和铰 链安装 面与 侧 围外轮 廓精度不 足 ,影响 四门的调整装 配 由于 四门在 装配的平度和间隙是以侧围外板来作为参考依据的 ,故
而 实现这两种装 配的手法又有很多种 ,车门装具 设计 是 一项 比较复杂 的工程 ,需要根据不 同车 型而定 ,并 且 受车 身制造精 度制约较 大。
(3)车 门装配铰 链实 际生产精 度不 足 ,影 响四 门
常见影响I ̄1"1装配调整因素
的调 整装配 通常汽车生产 用铰链 ,从连接方式来看分 为两种 。一种是直接以 螺栓装配来联接车 身铰链 ,一种
1.设计 因素
是直 接与车身焊接连接 铰链 。以前者 为例进行分析 ,受
设计 因素是 指在产品 当初设计 时就 存在的缺 陷,没 铰链影 响的四门装 配调 整主要有 :铰链孔 的精度影响铰
有把四门之间的匹配关系做好,导致从后序模具开发到 链相对于车门定位精度,门支板平面至转轴中心间距、
实际生产过程 中出现四门之 间的 匹配不 良,间隙和平 度 侧围安装下孔中心至转轴中心间距和侧围安装上孔中心
无法满足客 户需求。所以在生产过程 中 ,如果 出现 四门 至转 轴中心间距影 响四门调整平度 ,下支板孔 中心与转
三坐 标 来检 测 。如 果侧 围外 板 铰链 安 装孔 位置 精 度不
足 ,会直接 影响 四门调 整装配的 间隙 ,侧 围外板 铰链安
装面与侧 围外轮廓尺 寸精度不 良 ,会直接影 响四门装配
调 整的平度 ,如 图2所示。
图4 外置式 装具
4.焊接夹具及相关零件 的影响 如果 焊接 夹具 定 位基 面 与 内板 存 在差 异 ,会直
动 ,四门的平 度会恢 复到调 整前 的状态 。
白车身尺寸精度控制方法探讨
MANUFACTURING AND PROCESS | 制造与工艺时代汽车 白车身尺寸精度控制方法探讨王勤卫 石启正汉腾汽车有限公司 江西省上饶市 334000摘 要: 车身尺寸精度是汽车的重要参数,不仅影响着车辆的外观,而且对整车功能性的稳定性有着一定的影响。
影响白车身尺寸的因素很多,比如制造工艺不完善,操作流程不规范,零部件尺寸精度控制差,工装设备维护保养差等因素。
因此采用什么样的控制方法,有效提高白车身的尺寸精度,是汽车主机厂需要考虑的重要问题。
对白车身的尺寸精度控制现状进行分析探讨,找出影响白车身尺寸精度的根本因素,并制定一套完善合理的应对措施就显得尤为重要。
关键词:白车身;尺寸精度;控制1 引言随着我国社会经济的快速发展,再加上我国政府实施的“车辆购置税减免”、“汽车下乡活动”等一系列政策,汽车已经走进千家万户。
各大厂商为了吸引更多的客户,都在对车身结构进行优化设计,提高汽车的性能优势,而车身尺寸精度三是影响汽车质量的重要因素。
因此对白车身的尺寸精度控制方法展开全面细致地分析探讨,具有重要的理论意义和实践价值。
2 白车身尺寸精度控制的重要性车身是整车的主要载体,几乎所有的零件都是依附在车身上的,车身尺寸精度控制最能体现汽车制造企业的整体实力,而且反映着汽车的整体质量。
如果车身的尺寸精度控制不到位,各个零件就会发生不规则偏移,严重者会形成强烈的共振,对驾驶人及乘客产生极大的生命威胁。
除此之外,车身尺寸精度对汽车的外观、各个零部件的性能有着巨大的影响,如果车身尺寸出现问题,就会大大降低汽车使用者的驾驶感受,对汽车销量产生了一定的不利影响。
从这个角度分析,要想全面提高汽车的质量,就需要做好汽车车身的尺寸精度。
3 白车身尺寸的影响因素白车身尺寸控制是一个复杂的系统性过程,车身制造往往需要几十个、甚至上百个流程,每一个环节出现问题,都会给车身尺寸出现偏差。
从车身制造角度分析,影响白车身尺寸的因素主要有零件尺寸误差、夹具结构不合理、操作不规范等,具体内容如下所示:3.1 零件尺寸误差白车身的冲压件,主要分为两部分:一部分是车身表面的外覆盖件,另一部分是内部结构冲压件,车身的结构非常复杂,在车身制造过程中需要经过冲压、剪切、弯曲、拉伸等多个过程环节,而且很多厂商都对车身尺寸提出了很高的要求,在加工过程中,每一个环节都有可能出现误差,而且这种差错会一级一级放大,使得车身整体尺寸与实际需求存在很大的差距,甚至会导致车身彻底报废。
白车身门盖配合尺寸检测

白车身门盖配合尺寸检测一、前言白车身门盖是汽车车身的重要组成部分,负责给车辆提供保护和美观的作用。
而门盖的配合尺寸检测则是确保门盖与车身的完美配合,以确保车身的质量和安全。
本文将对白车身门盖配合尺寸检测进行详细阐述。
二、白车身门盖的作用白车身门盖是车辆外部的一部分,它主要是为了提供车内乘客和车辆内部组件的保护。
它也起到美观的作用,使车辆看起来更加整洁美观。
门盖的质量和配合尺寸对整个车身质量和安全起到了至关重要的作用。
门盖配合尺寸检测主要是为了保证门盖与车身的完美配合。
如果门盖的尺寸不准确,可能会导致安装不当,甚至影响车辆的整体质量和安全性能。
门盖配合尺寸检测是必不可少的。
四、门盖配合尺寸检测的方法1. 使用3D测量仪进行尺寸检测通过现代化的3D测量仪,可以快速、准确地测量门盖的尺寸,包括长度、宽度、高度等多个方面。
这种方法可以大大提高检测的精度和效率。
2. 使用毫米尺进行尺寸检测在进行门盖配合尺寸检测时,也可以使用毫米尺进行手工测量。
通过精密的手工测量,可以对门盖的尺寸进行准确的测量,确保门盖与车身的完美配合。
3. 使用相关工具进行配合性检测除了尺寸检测外,还需要使用配合性检测工具对门盖的安装位置、间隙和配合度进行检测,以确保门盖与车身可以完美配合。
门盖配合尺寸检测的标准主要包括尺寸偏差、配合度等多个方面。
具体的检测标准需根据具体的车辆品牌和型号来确定,可以参考车辆制造商的标准规定进行检测。
1. 确保车身的质量和安全门盖的尺寸是否准确直接影响车身的质量和安全性能,通过进行门盖配合尺寸检测,可以确保车身的质量和安全,为车主提供更加可靠的保障。
2. 降低故障率如果门盖的尺寸不准确,可能会导致车门合不严,甚至产生噪音和异响。
通过进行门盖配合尺寸检测,可以降低车辆产生故障的风险。
3. 提高车辆的美观度通过门盖配合尺寸检测,可以确保车门的外观整洁,保证了车辆的整体美观度。
1. 严格遵守标准进行门盖配合尺寸检测时,需要严格遵守相关标准规定,保证检测的准确性和可靠性。
白车身门盖配合尺寸检测
白车身门盖配合尺寸检测
白车身门盖配合尺寸检测是指在汽车生产过程中,对车门和车身之间的配合尺寸进行
检测和调整,以确保车门的合适安装和关闭。
1. 车门的高度和宽度:检测车门顶部和底部的高度以及车门的宽度是否与车身的相
关部位相匹配。
通常,车门的高度和宽度应该与车身相吻合,以确保车门可以顺利地打开
和关闭,并且能够有效地密封车身。
2. 车门与车身之间的间隙:检测车门与车身之间的间隙是否合适。
车门与车身之间
的间隙既不能太大,以免影响车身的美观性和风阻性能,也不能太小,以免车门关闭时与
车身发生摩擦和刮擦。
3. 车门的倾斜度:检测车门是否水平安装。
车门应该在垂直方向上与车身保持平行,以免车门关闭时出现歪斜的情况。
这可以通过检测车门的上沿和下沿与车身的间隙来确
定。
4. 车门开合的顺畅度:检测车门的开合是否顺畅。
车门的开合应该轻松而又平稳,
不应该出现卡滞或者过于松弛的情况。
这可以通过检测车门的开合力度和开合过程中的阻
尼力来确定。
以上几个方面的尺寸检测通常是通过使用测量工具和仪器来完成的,如测量卡尺、高
度规、指示卡尺等。
还可以通过使用光学测量系统、摄像系统和激光测量系统等先进的检
测设备来进行非接触式的尺寸检测。
在进行白车身门盖配合尺寸检测时,需要严格按照相关的质量标准和要求进行操作,
并记录检测结果和异常情况。
如果发现尺寸不合格或存在问题,需要及时进行调整和修正,以确保车门与车身的配合尺寸符合要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
有 无 影 响 。 ⑧检具设计基准 、检测点是否合理。 ⑨工装夹具设计定位点的选择 ,是否需要过定位等 。 以上基本是 根据 以往项 目的经验 ,制定 重点问题检
查 清 单 进 行 逐 项 检 查 认 可 。最 重 要 的 是 根 据 经 验 ,对 评 估 的 问题 提 出整 改 建 议 ,往 往 根 据 以往 车型 的经 验 和 产 品的结构形式综合考虑 。需要相关专业 的工程师共 同分 析 。同 步工 程 阶段 需要 重 点关 注 的 门盖 关 系 的 主要 连 接 点 ,如 图 1所 示 。
同步工程应该是 一个 更广范围的工作 ,本文 主要 阐 述 了车身制 造精度相关的一些 同步工程 内容。主要运用 通 过文件 图纸和数模的审核方法 ,以及虚 拟装 配等方法 进 行 验 证 。 1.1 同 步 工程 主 要 关 注 点
① 门盖单件和总成基准点设计选择 是否合理 ,单 件
具 中的平衡 和准确定位 ,必须 固定6个 自由度 ,其设计原 则 如 下 :
第 33卷第 22期
V01.33 No.22
பைடு நூலகம்
企 业 技 术 开 发
TECH NOLOGICAL DEVELOPM ENT OF ENTERPRISE
2014年 8月
Au 20l4
轿车白车身门盖尺寸调试与匹配方法探讨
高 建 军
(北京汽车股份有 限公 司 株洲分公司 ,湖南 株洲 412007)
GAO Jian-jan
(Zhuzhou Branch of Beijing Automobile Co.,Ltd.,Zhuzhou,Hunan 412007,China)
Abstract:The matching precision of the door cover parts and the dimensional accuracy of vehicle function are two important aspects to
车 和 总成 的定 位 继 承性 。 ② 门盖结构断面是否合理 ,尺寸链是否最短。 ③ 门盖的造型分缝线是否合理 ,是否能够满足制造要
求 。 ④匹配间隙面差公差规定是否合理 。 ⑤零件 的测量方案 和公差设置是否合理 ;是 否能够
最 大 程 度 的反 映 零 件 的真 实 状 态 。 ⑥ 零 件 R角 大 小 是 否合 理 ,是 否 可 能 造 成 干 涉 、匹 配
白车身制造精度 的主要影响因素 ,包括车身设计 、装 配 工 艺 设 计 、定 位 基 准 、尺 寸 公 差 设 计 。本 文 将 主要 从 这 些 方 面 ,按 照 同步 工 程 、现 场 夹 具 调 试 、匹配 评 价 和精 细 化的流程 ,谈谈各项工作关注的重点和作者的一些经验 。
1 同步 工程
收稿 日期 :2014—06—03 作者简 介:高建 军(1971一 ),男,江 苏南京人 ,大学本科 ,工程师 ,研 究
方 向 :现 代 制 造 技 术 及 其 应 用 。
图1 f-j盖 匹配关注匹配点
、 第 33卷第 22期
高建军:轿车白车身门盖尺寸调试与匹配方法探讨
27
1.2 定 位 基 准 的设 计 与 选 择 原则 零 件 定 位 基 准 一 般 采 用 3—2—1法 ,要 保 持 零 件 在 夹
同步 工 程 ,是 尺 寸 匹配 的 先 期 策 划 过 程 ,决 定 了 以 后 匹配的主要思想和方法 。同步工程主要 的工作 内容 , 包 括 尺 寸 公 差 标 准 (DTS)定 义 审 核 、匹配 相 关 的造 型 审 核 与产 品结 构审核 、零件 及车身测 量方案 审核 、匹配相 关工装夹具规划 、车身工装夹具审核等。
关键 词 :轿 车 白 车 身 ;车 身制 造精 度 ;门盖 匹配 ;尺 寸调 试
中 图 分 类 号 :TG401
文 献 标 识 码 :A
文章 编 号 :1006—8937(2014)22—0026—03
Discussion on size adjusting and matching method of door cover of car body in white
body in white.
Keywords:car body in white;manufacturing precision of car body;door cover matching;size adjustment
白车身制造精度 的提升 ,是新项 目轿车投产的重点 , 随着 冲压覆盖件模具 国产 化的普及 ,零件尺寸质量 的提 升和 整车 匹配 面临更 多 的问题 和挑战 。目前 ,白车身 制 造精度可归结为两个方 面 :门盖零件匹配精度和整 车功 能尺寸精度 。本文 主要谈谈 新项 目白车身 门盖 匹配 的调 试 过 程 和方 法 。
摘 要 :门盖 零件 匹配精 度 和整 车 功能 尺 寸精 度是 提 高 白车 身 制造精 度 的 两个 重要 方 面 。文章从 轿 车 白车 身制造 的 门盖
尺 寸精 度调 试 方 面 着手 ,分析 了现 场 夹具 调试 需要 注意 的 问题 和方 法 经验 ,以确保 白车身 门尺 寸精 度 。
improve the manufactur ing precision of car body in white.This paper starts from the size adjusting of the door cover of Car body in white, analyzes problems and exper ience need to be noticed in fixture adjusting in the field,to ensure the dimensional accuracy of door of Car