BYSOFT操作说明
Bysoft7编程流程说课讲解
(一)导入DXF文件
(一)导入DXF文件
•设定零件名称 •设定零件材料 •设定零件厚度
(一)导入DXF文件
•利用选择功能 选择待加工轮廓 •点击“从选择 ”
(一)导入DXF文件
•若提示灯 非绿色,需 引起注意, 检查轮廓是 否需要修改
(二)零件编程
•选择机床 •设定加工气体
(三)创建排版作业
•出程序,模拟加工
•此两个程序可直接被机床导入加工
结束
•谢 谢!
•此课件下载可自行编辑修改,仅供参考! 感谢您的支持,我们努力做得更好!谢谢
•
(二)零件编程
选 取 正 确 的 切 割 向 导
(二)零件编程
•检查零件编程是否 符合实际要求
(二)零件编程
•选取目录 ,设定文 件名保存
(三)创建排版作业
•设定文件名 •设定材料属性 •设定机床及气体
(三)创建排版作业
•添加料板
(三)创建排版作业
•添加零件
(三)创建排版作业
•自动排版
畅想外贸业务管理系统(Q5)使用说明书
目录1部署说明 (2)1.1部署须知 (3)服务器配置 (3)客户端配置 (3)1.2部署平台 (3)1.3部署工程 (10)1.4工程配置 (11)1.5登录 (13)1.6退出 (14)2迅速入门 (14)2.1窗口说明 (15)标题栏 (15)控制栏 (15)菜单栏 (15)控制台 (15)查问界面 (15)编写界面 (21)2.2鼠标操作 (26)单击 (26)双击 (26)拖动 (27)指向 (27)2.3常用命令 (27)新建 (27)搜寻 (27)删除 (27)改正 (27)封闭 (27)确认 (27)撤消 (27)2.4菜单命令 (27)文件 (27)功能 (27)工具 (27)窗口 (27)帮助 (28)2.5工具命令 (28)查找 (28)文件夹 (28)复制整条记录 (29)打印 (29)3系统管理 (35)3.1业务词典 (35)3.2用户管理 (36)新建组织架构 (36)新建角色 (36)3.3日记管理 (39)3.4工作流管理 (39)3.5配置中心 (40)自动编码规则 (40)用户自定义字段 (40)查问过滤设置 (41)迅速查问设置 (42)3.6数据导入导出 (43)3.7系统选项 (44)惯例 (44)启动项 (44)3.8协助功能 (44)批量导入数据 (45)3.9 SmartSearch (46)4业务流程 (47)4.1我的 Q5 (47)业务示警 (48)看板管理 (48)4.2业务流程 (49)公共客户库、业务员客户库 (50)工厂资料 (54)产品资料、产品介绍 (54)寄样管理、客户报价、外销合同 (56)月计划、周计划、工作日报 (59)5决议剖析 (61)5.1外销职工作一览表 (62)5.2客户经营状况一览表 (62)5.3产品营销状况一览表 (63)5.4邮件 - 客户根源散布 (64)6版本信息 (64)1部署说明1.1部署须知服务器配置硬件名称技术参数备注CPU XEON 双核 2.4G 以上内存4G 或更高建议 8G配合 Windows 2008 Server硬盘320G 以上 SATA 硬盘 (最好是公司级建议使用 2 块以上做 RAID硬盘 )网卡10/100M 自适应网卡或更高操作系统Windows 2008 Server1.1.2 客户端配置硬件名称技术参数备注CPU 2.1G 以上内存1G 或更高以上建议 8G配合 Windows 2008 Server 硬盘7200 转或更高 40G以上建议使用 2 块以上做 RAID网卡10/100M 自适应网卡或更高操作系统建议使用 Windows 7以上自然对 XP 也完整兼容1.2部署平台Platform主程序畅想工程帐套步骤:1.双击或右键点击翻开“ IPlatformV2010.exe ”文件,进行 Platform 主程序的部署,同时支持简体中文、繁体中文及英文在部署时期的语言,选择点击“确立”,如图1。
BYSOFT6-Byvision

to Q:\Bysoft6\Mcparam
重新安装或升级后,bysoft6.ini 须重新修改。
Bysoft6.doc
1/33
11-12-26
6.8.X
数据库升级和用户管理模块:BYDBA 对于 6.2 版本前的用户,BYDBA 的主要功能是数据库维护和升级(例如从 6.0 升级到 6.1)。升 级后的数据库不能再被老版本读取,需要用 BYDBA 进行 Update。对于 6.2 以后的用户,BYDBA 还可使用 user management 来创建新的用户名和密码。
1.9 附加命令 Extras 添加数字化仪 校准工作台 计算切割时间 运行宏程序
Digitize Calibrate tablet Cutting-time calculation... Run macro
使用数字化仪测量 校准工作台 计算切割时间 调用宏程序绘图
1.10 设置 Settings
取点模式
备注 可追回 10 次 清除重叠边
生成轮廓(将草图变成轮廓)
炸开轮廓 改变切割方向 光滑处理 改变圆的大小
பைடு நூலகம்
1.7 尺寸标注 Dimentioning
纵横直线
Linear
倾斜直线
Aligned
半径
Radius
直径
Diameter
Bysoft6.doc
线性尺寸标注 倾斜线尺寸标注 半径标注 直径标注
4/33
DBFilename=…\Bysoft6\Database
to Q:\Bysoft6\Database
PartRoot=…\Bysoft6\Partroot
to Q:\Bysoft6\Partroot
安易软件操作手册
安易软件操作手册总账第一章系统管理第一节科目代码设置一、功能与作用1. 增加、修改、删除会计科目及代码。
2. 显示会计科目及其辅助信息。
3. 打印会计科目代码对照表。
4. 开始正式使用账务系统前,应该用此功能建立好本单位使用的科目代码。
二、界面说明1. 科目代码科目代码与科目一一对应,科目代码的每一位可以是字母或数字,采用分段编码方式。
分段的个数及每段的长度在设置核算单位时确定。
例如:科目代码“”,其中第一段“111”表示一级科目代码,第二段“01”表示二级科目代码,第三段“02”表示三级科目代码。
注意:输入科目代码时必须遵守下列原则,否则系统不予接受。
输入各级科目代码的长度必须符合所定义的科目代码长度。
科目代码不能重复。
输入明细科目时,其上级科目必须已输入过。
同级科目的科目名称不能重复。
3. 科目名称即账户名称。
在此只需输入本级科目名称,而不需输入上级科目名称。
4. 分部门核算即是否对此科目下设部门账进行分类核算。
单击此栏显示‘∨’表示该科目为分部门核算科目。
此栏显示‘□’为不分部门核算的科目,记账后此科目无部门账。
分部门核算的科目要求该科目的余额和该科目下属部门的余额之和相等。
科目设成分部门核算后,一旦有了发生额或余额,就不能修改成“不分部门核算”科目,反之,如果分部门核算科目没有发生额或余额,可以将其修改成“部门核算”的科目。
所以,初始设定科目体系时,一定要规划好哪些科目分部门核算。
5. 分项目核算即是否对此科目下设项目账进行分类核算。
单击此栏显示‘∨’表示该科目为分项目核算科目。
此栏显示‘□’为不分项目核算的科目,记账后此科目无项目账。
分项目核算的科目要求该科目的余额和该科目下属项目的余额之和相等。
科目设成分项目核算后,一旦有了发生额或余额,就不能修改成“不分项目核算”科目,反之,如果分项目核算科目没有发生额或余额,可以将其修改成“项目核算”的科目。
所以,初始设定科目体系时,一定要规划好哪些科目分项目核算。
综合安保集成软件使用说明书
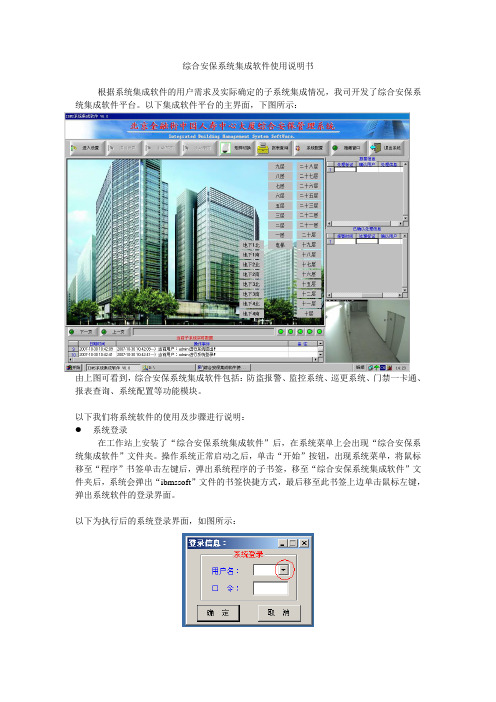
综合安保系统集成软件使用说明书根据系统集成软件的用户需求及实际确定的子系统集成情况,我司开发了综合安保系统集成软件平台。
以下集成软件平台的主界面,下图所示:由上图可看到,综合安保系统集成软件包括:防盗报警、监控系统、巡更系统、门禁一卡通、报表查询、系统配置等功能模块。
以下我们将系统软件的使用及步骤进行说明:系统登录在工作站上安装了“综合安保系统集成软件”后,在系统菜单上会出现“综合安保系统集成软件”文件夹。
操作系统正常启动之后,单击“开始”按钮,出现系统菜单,将鼠标移至“程序”书签单击左键后,弹出系统程序的子书签,移至“综合安保系统集成软件”文件夹后,系统会弹出“ibmssoft”文件的书签快捷方式,最后移至此书签上边单击鼠标左键,弹出系统软件的登录界面。
以下为执行后的系统登录界面,如图所示:单击用户名右边的下拉式编辑框,可选择数据库中已注册的用户列表,如图所示:将鼠标移至您所要登录的用户名,单击鼠标左键进行选定用户,然后在口令输入框中,键入当前进入系统用户的口令后,单击“确定”,若输入的用户名、口令和数据库中校验正确后进入系统,否则出现下列提示信息:系统配置管理员用户系统登录后,主界面中单击“系统配置”按钮图标,进入对系统用户进行各子系统权限的用户配置。
如图所示:进入配置界面,如下图所示:管理员在用户名和口令区输入正确的信息后,在其行内中的配置权限相应列,单击“”按钮使其变成“”,此时该配置权限列用户的权限有效,其他相关配置权限依次类推,在管理员配置完成后,单击“保存”按钮后,系统会提示您数据保存成功并退出系统配置界面;若管理员要删除某个用户时,将鼠标该行单击,此时选择该行后,其行的颜色会变成黄色,管理员将鼠标移至“删除该行”按钮单击后,系统将该用户的信息从列表中删除,但是并没有将数据库表中的记录删除,只有在管理员按下“保存”按钮后,系统才会将该用户的信息删除。
在此之后,注册用户可进行系统登录,根据其的权限进行相应的操作。
BYSOFT操作说明

B Y S O F T操作说明-CAL-FENGHAI-(2020YEAR-YICAI)_JINGBIAN在BYSOFT中有三大模块,分别是BYPART(创建工件),BYWORK(排料),DATABASE(数据管理),见上图,分别点击以上三图标,即可将其分别打开。
在点击bypart或bywork图标左上角的图标,即可进入BYPART 或BYWORK的编辑状态。
见下图:在BYPART中可以绘图,加入激光切割条件,在BYWORK中可以排版。
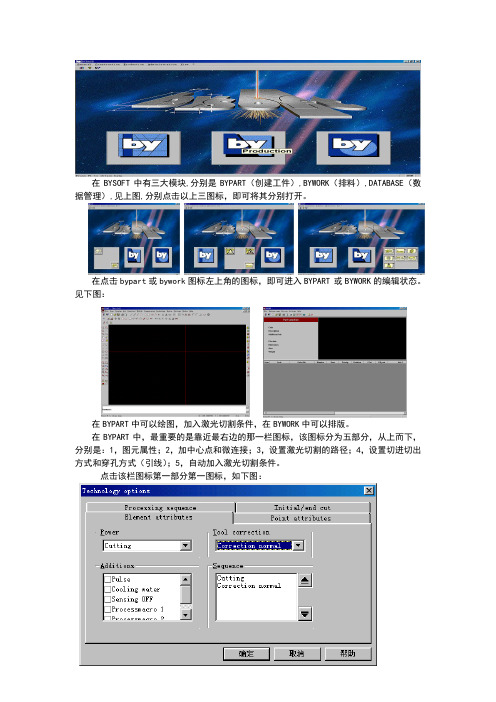
在BYPART中,最重要的是靠近最右边的那一栏图标,该图标分为五部分,从上而下,分别是:1,图元属性;2,加中心点和微连接;3,设置激光切割的路径;4,设置切进切出方式和穿孔方式(引线);5,自动加入激光切割条件。
点击该栏图标第一部分第一图标,如下图:该 Element attributes (元素属性)对话框包括如下内容:POWER(功率):Cutting:用于正常的激光切割。
Engraving:刻蚀。
(用刻字,标记中心孔,标记定位点等)ADDITIONS(附加条件)(只有在POWER 选择Cutting时才起作用)Pulse :(脉冲切割,一般用于切割一倍于板厚以下的小孔,一般不用于不锈钢切割)Cooling water :(冷却水,一般不用选)Sensing OFF:(传感器关,一般不选)Processmacro 1/ Processmacro 2 :(宏命令1/2 一般用于小件切割/小孔切割)TOOL CORRECTION (刀具补偿)OFF :关,即不用刀具补偿。
Correction inside:向内补偿。
Correction outside:向外补偿。
Correction normal:正常补偿(即外轮廓向外,内轮廓向内,一般选此项。
)Correction inverse:反向补偿(即与正常补偿先反。
)Correction left:向左补偿。
Correction right:向右补偿。
中软ERP操作手册-基本操作
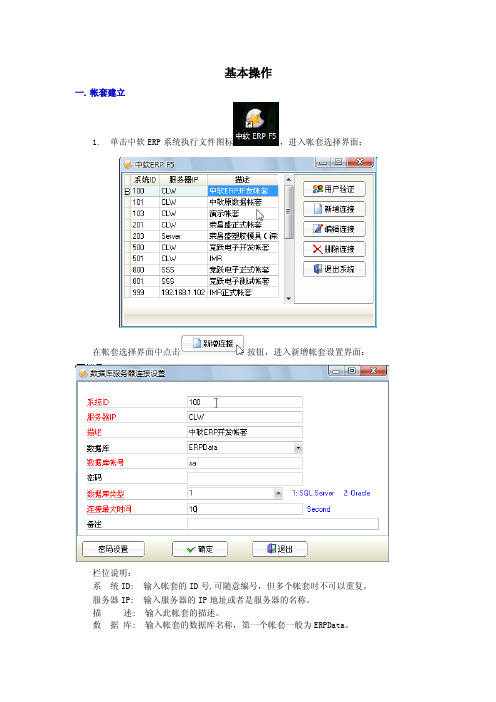
基本操作一. 帐套建立1.单击中软ERP系统执行文件图标,进入帐套选择界面:在帐套选择界面中点击按钮,进入新增帐套设置界面:栏位说明:系统ID: 输入帐套的ID号,可随意编号,但多个帐套时不可以重复。
服务器IP: 输入服务器的IP地址或者是服务器的名称。
描述: 输入此帐套的描述。
数据库: 输入帐套的数据库名称,第一个帐套一般为ERPData。
数据库帐号: 输入登录数据库的帐号。
密码: 输入登录数据库的密码。
数据库类型: 如果您的数据库为SQL SERVER 请输入1,如果是Oracle数据库请输入2。
连接最大时间:输入连接数据库的最大超时时限,以秒为单位,如果程序在指定的时限内还无法连接到数据库,则提示连接错误。
备注: 备注帐套信息。
上面各个栏位输入完成后,点击按钮退出,在帐套选择画面中就会出现刚才设置的帐套,然后就可以选中该帐套登录系统了。
如果要给帐套新建模块加上密码,可以点击,在弹出的对话框中设置一个密码,那么下次再要新建帐套、修改帐套、删除帐套时,就必须输入密码了。
中软ERP操作手册文档编号:基本操作版本:01 作者:陈林武二. 如何进入系统1.选择要登陆的帐套,单击用户验证按钮。
在弹出的窗口中输入用户名和密码,选择相关的语言码,如果不选系统将默认选取当前系统所对应的语言(语言:ZH--简体中文;ZF—繁体中文;EN—英文),然后点击【进入系统】按钮进入系统主界面。
注:如果密码3次输入错误,则系统会自动锁定该用户,该用户将不能再登入系统,必须要管理员解锁后才能再次登入。
2.系统主界面3 / 37主界面分布:主界面顶部是系统模块菜单,左边是树形展开的菜单和系统流程,顶部菜单下是常用按钮工具栏,中间区域是我的工作台和系统流程图显示区域,工作台下方是常用工具和特定功能快捷按钮,最下方是系统状态栏。
进入模块方式:系统提供了多种进入模块的方式:(1).通过展开顶部相应的菜单,选择相应的模块就可以进入到对应的模块了。
BYSOFT 中文说明
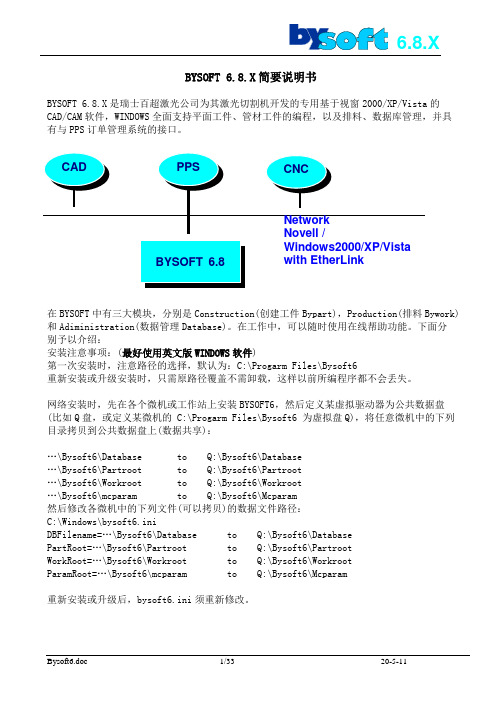
BYSOFT 6.8.X 简要说明书BYSOFT 6.8.X 是瑞士百超激光公司为其激光切割机开发的专用基于视窗2000/XP/Vista 的CAD/CAM 软件,WINDOWS 全面支持平面工件、管材工件的编程,以及排料、数据库管理,并具有与PPS 订单管理系统的接口。
在BYSOFT 中有三大模块,分别是Construction(创建工件Bypart),Production(排料Bywork)和Adiministration(数据管理Database)。
在工作中,可以随时使用在线帮助功能。
下面分别予以介绍:安装注意事项:(最好使用英文版WINDOWS 软件)第一次安装时,注意路径的选择,默认为:C:\Progarm Files\Bysoft6重新安装或升级安装时,只需原路径覆盖不需卸载,这样以前所编程序都不会丢失。
网络安装时,先在各个微机或工作站上安装BYSOFT6,然后定义某虚拟驱动器为公共数据盘(比如Q 盘,或定义某微机的 C:\Progarm Files\Bysoft6 为虚拟盘Q),将任意微机中的下列目录拷贝到公共数据盘上(数据共享):…\Bysoft6\Database to Q:\Bysoft6\Database …\Bysoft6\Partroot to Q:\Bysoft6\Partroot …\Bysoft6\Workroot to Q:\Bysoft6\Workroot …\Bysoft6\mcparam to Q:\Bysoft6\Mcparam 然后修改各微机中的下列文件(可以拷贝)的数据文件路径: C:\Windows\bysoft6.iniDBFilename=…\Bysoft6\Database to Q:\Bysoft6\Database PartRoot=…\Bysoft6\Partroot to Q:\Bysoft6\Partroot WorkRoot=…\Bysoft6\Workroot to Q:\Bysoft6\Workroot ParamRoot=…\Bysoft6\mcparam to Q:\Bysoft6\Mcparam重新安装或升级后,bysoft6.ini 须重新修改。
Bysoft training

14
着重讲如何建原材料文件(raw material record) : • 点击 Raw material 进入根目录页面→在树状根目录下选中 一个你要在其中创建文件的子文件夹(之前建好的),选 中后显示为红色→New record→进入如下页面:
15
注意:在此页面中,Code 和 Designation 两栏都不需人工输入,均为 自动生成。 • 前面我们建的材质和规格都是为建原材料做准备的,此时我们只需选择。点 击Raw material type右边的浏览器,从中选择一种材质;点击Thickness(厚 度)右边的浏览器,选择一种厚度(如厚度尚未创建,即时新建就行);点 击Format右边的浏览器,选择一种规格。 • 分别 点击 Code 和 Designation旁边的“→”,原材料的代号和名称就都自动 生成了。 • 保存,退出。 • 依照此法,继续创建。我们可以看出:相同的材质、规格,可以根据不同的 厚度组成许多不同的原材料;不同的材质、规格、厚度之间可以组合成更多 不同的原材料。
9
然后,按下面方法建立材质数据库: • 常用的材质 碳钢、不锈钢、铝板(国际上用Stahl,Inox,Alu 表示)三种。所以,同机器型号一样也不需要建文件夹 (group),直接在根目录下建文件(record)即可。 • 点击 Material→Action→New record→进入如下页面:
3
导入机器参数
• 点击“开始→ 程序→Bysoft6 →BYPARAM”会弹 出下面的对话框:
切割参数
配置/安装参数
4
• 下面以Bysprint3015,BTL3000,P8102为例,具体讲怎么导入参数: • (1) 在BYPARAM对话框的cutting parameters状态下导入切割参数:点击 “file→import files→选中 parameter files, directory, >P8100 三个选项 →next→directory→找到(Mcparam →Paratemter Byvison → Bylaser3000→P8102 →选中Sprint3015→ok)→next→next→finish.” • (2) 在 configuration/setup 状态下导入配置安装参数:点击“file→import files→选中 config/setup files, directory, >P8100 三个选项 →next→directory→找到(mcparam →Setup_Byvison →P8102 →选中 Sprint_3015→ok)→next→next→finish.”
用友软件系统操作说明
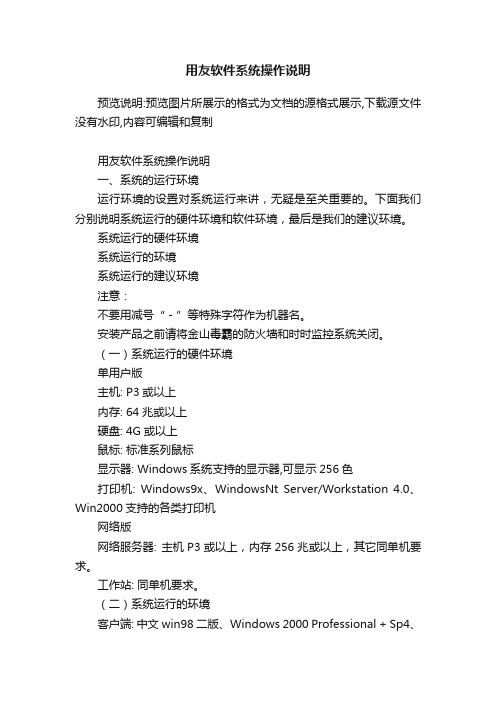
用友软件系统操作说明预览说明:预览图片所展示的格式为文档的源格式展示,下载源文件没有水印,内容可编辑和复制用友软件系统操作说明一、系统的运行环境运行环境的设置对系统运行来讲,无疑是至关重要的。
下面我们分别说明系统运行的硬件环境和软件环境,最后是我们的建议环境。
系统运行的硬件环境系统运行的环境系统运行的建议环境注意:不要用减号“-”等特殊字符作为机器名。
安装产品之前请将金山毒霸的防火墙和时时监控系统关闭。
(一)系统运行的硬件环境单用户版主机: P3或以上内存: 64兆或以上硬盘: 4G或以上鼠标: 标准系列鼠标显示器: Windows系统支持的显示器,可显示256色打印机: Windows9x、WindowsNt Server/Workstation 4.0、Win2000支持的各类打印机网络版网络服务器: 主机P3或以上,内存256兆或以上,其它同单机要求。
工作站: 同单机要求。
(二)系统运行的环境客户端: 中文win98二版、Windows 2000 Professional + Sp4、中文winnt4.0、Windows 2000 Server + Sp4、Windows AD Server + Sp4、Windows XP + Sp2、Windows 2003 Server服务器端: Windows 2000 Server + Sp4、Windows 2003 Server、Windows AD Server + Sp4 数据库环境: MSDE2000+ MSDE CriticalUpdate(关键更新)网络协议: TCP/IP、DCOM(三)建议环境主机: P350或以上内存: 128兆或以上硬盘: 10G或以上鼠标: 标准系列鼠标显示器: Windows系统支持的显示器,可显示256色打印机: Windows9x、WindowsNt Server/Workstation 4.0、Win2000支持的各类打印机二、如何使用系统(一)系统管理概述本网络财务软件与传统的财务软件产品有着根本的不同,它是由多个产品组成,各个产品之间相互联系,数据共享,完整实现财务、业务一体化的管理。
西软X5操作说明-前台收银.
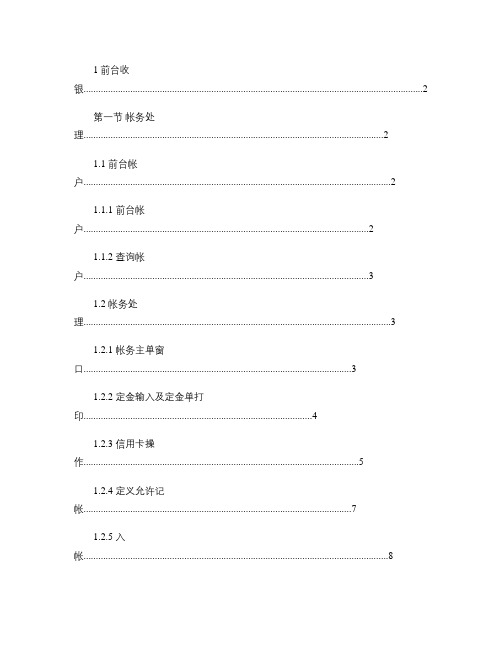
1前台收银 (2)第一节帐务处理 (2)1.1 前台帐户 (2)1.1.1 前台帐户 (2)1.1.2 查询帐户 (3)1.2 帐务处理 (3)1.2.1 帐务主单窗口 (3)1.2.2 定金输入及定金单打印 (4)1.2.3 信用卡操作 (5)1.2.4 定义允许记帐 (7)1.2.5 入帐 (8)1.2.6 快速入帐 (9)1.2.7 入Rebate 帐 (10)1.2.8 冲账 (10)1.2.9 调整 (11)1.2.10 定义帐户 (12)1.2.11 分帐 (15)1.2.12 选帐 (16)1.2.13 转帐 (17)1.2.14 固定支出 (19)1.2.15 结帐退房 (19)1.2.16 部分结帐 (26)1.2.17 简易发票管理 (28)1.2.18 提前结帐至 (29)1.2.19 临时挂帐 (30)1.2.20 结帐挂应收 (31)1.2.21 联房结帐 (32)1.2.22 团队结帐 (33)1.2.23 宾客结帐错误补救 (35)1.2.24 团队结帐错误补救 (36)1.3 帐务处理实例 (36)第二节帐务其他 (41)2.1 帐务查询 (41)2.2 交班报表 (43)2.2.1 交班报表窗口 (43)2.2.2 核对方法 (44)2.2.3 重要报表 (44)2.3 外币兑换 (45)2.3.1 外币兑换牌价 (45)2.3.2 外币兑换处理 (46)2.3.3 外币兑换查询 (47)2.3.4 外币兑换表打印.......................................................................................................48 W E S T S O F T C O P Y R I G H T2前台收银第一节帐务处理系统中前台收银员需要掌握或了解的帐务有以下三种:● 宾客帐:指住店客人需要自付的费用,如散客的费用,团队成员自付的杂费等。
博海_用户操作手册
软件项目文档<企业内部信息共享系统>用户操作手册版本:<1.0>所属团队:博海用户操作手册项目名称:企业内部信息共享系统项目编号:BH060116编写人员:段玉莹编写日期:2006-01-18审批人员:项目管理组审批日期:2006-01-20版本历史8.1引言8.1.1编写目的使用非专门术语的语言,充分地描述该软件系统工程所具有的功能及基本的使用方法。
使用户(或潜在用户)通过本手册能够了解该软件的用途,并且能够确定在什么情况下,如何使用它。
为用户的使用提供指导。
8.1.2背景随着Internet的蓬勃发展,企业信息化工程逐步成为各部门之间信息共享或部门与外界之间的通讯不可或缺的技术支持之一。
在这种前提下,我公司(博海科技股份有限公司)以市场为导向,以企业利益为先,向市场推出一种可提高企业信息传输效率,有效促进企业运营的通讯软件。
8.1.3定义本产品可用于小型局域网中,客户端可运行于windows ME及以上版本,服务器端可运行于windows NT4.0及以上版本。
本产品可以对企业内部的信息进行完美共享:1、员工之间的信息沟通.2、部门之间的信息沟通.3、主管与部门之间的信息沟通.4、各种文件的信息共享.5、员工实行群组的分配方法,提高信息共享的可靠性.8.1.4参考资料[1] 小组内部资料,《需求分析说明书》,2006-1-18[2] 小组内部资料,《概要设计说明书》,2006-1-19[3] 小组内部资料,《模块设计报告》,2006-1-8[4] 小组内部资料,《详细设计说明书》,2006-1-19[5] 小组内部资料,《测试分析说明书》,2006-1-20……8.2用途8.2.1功能8.2.1.1 人员管理功能描述:实现提供在服务器端和客户端的各项客户服务管理。
操作规程描述:客户根据自身身份,以管理员身份登录服务器端或以用户身份登录客户端进行相关处理操作过程描述若用户点击“返回”,退出该软件;若用户点击其它按钮则调用相关的功能模块。
最新海典软件操作手册资料
上海海典软件使用手册上海海典软件有限公司版本:2013年12月19日前言欢迎使用上海海典软件!使用本产品前,请您务必仔细阅读本使用手册。
您能成为我们的用户是我们莫大的荣幸,为了使您尽快掌握上海海软件的操作方法,特为您备此资料。
我们对使用手册的编排力求全面而简洁。
从中您可以获得有关系统配置、安装步骤、基本操作及报表填写等方面的知识。
我们强烈建议您在使用上海海典软件之前,务必先仔细阅读所有资料,这会有助于您更好的使用它。
我们已经尽最大的努力避免人为的失误,以确保本操作手册中所提供的信息是正确可靠的,但我们不能完全保证不会在印刷之前有未曾发现或检查出的差错,以及那些我们无法控制的印刷、装订等环节的疏漏,请您多加包涵!本操作手册的所有版权属于上海海典有限公司。
未经本公司明确的书面许可,任何人不得为其他任何目的、以任何形式或手段使用、复制或传播本操作手册的任何部分。
上海海典软件有限公司简介上海海典软件有限公司,是专业从事医药流通行业软件研发的软件供应商,自2004年成立以来,始终专注于医药流通行业信息化,并迅速成长为该专项领域的领先者。
公司客户分布于全国各地,其中包括众多业界知名公司和优秀企业。
海典软件采取“版本统一、永久免费升级”的方式,保证产品能充分融合每位客户的优秀管理手段,并将这些最好的管理方法作为一种共享资源,在海典的客户群中共享和流通。
以软件产品为载体,海典软件借助专业的实施、售后团队,来协助客户群发掘、整理和传播这些资源,并帮助客户群充分利用好这些资源。
这种独特的运营模式正被越来越多的客户群认可和推崇,海典软件客户群规模不断扩大,公司在保持销售额逐年高速增长的同时,客户总流失率始终保持在1%以下,远远低于行业水平,彻底突破了医药行业软件使用寿命宿论。
海典拥有一支精干、敬业、充满活力的团队,其中大多数员工具备多年医药行业信息管理从业背景,有着丰富的行业咨询顾问及软件实施经验。
海典软件产品功能丰富、灵活。
鹏业软件操作流程
鹏业软件操作流程
1、新建
2、导入PTB数据
点到单位工程,导入PTB数据
3、填写项目信息
在工程总项目填写工程类别、地点、工程说明等信息
4、设置费率
(1)分部分项清单
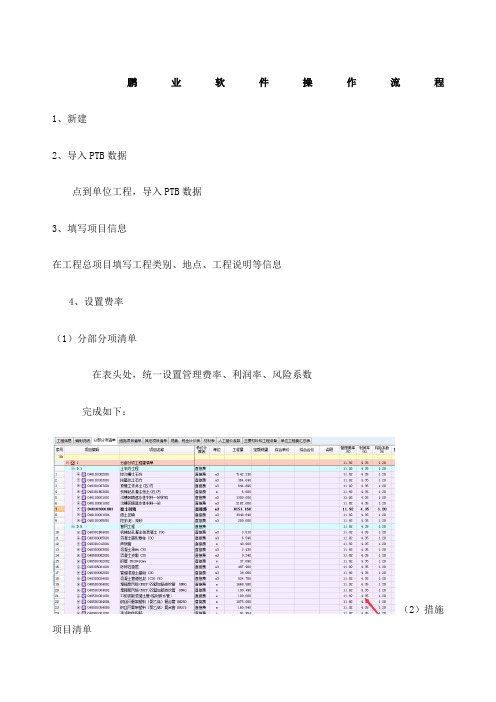
在表头处,统一设置管理费率、利润率、风险系数
完成如下:
(2)措施项目清单
a.右键,选中按级类应用措施费率(前提是设置好工程类别)
b.输入取费基数(解除锁定输入),再次右键,选中按级类应用措施费率
完成如下:
c.在安全文明施工费栏,费用分类出,选择安全文明施工
(费率、取费基数都可以手输,以上为快捷方式)
(3)规费、税金
直接输入即可
(4)全费用
a.选中工程设置中的综合单价计算表
b.选中全费用(直接费全费用或人工费全费用),输入费率
c.费率输入后,点击应用综合单价计算表
d.返回工程管理
e.在全费用单位工程分部分项清单中,表头单价计算表处选择全费用
5、组价
(1)套定额、调价差
(2)选中历史清单,可应用组价
(3)可进行单价调整或总价调整
(4)工程自检
检查出来红色字体部分为有问题的,自行检查修改
(5)导入承包人主要材料和工程设备
a.在材料表中,全选所有材料,勾选主要材料
b.在中,选中承包人主要材料和工程设备
,右键选择提取发包人/承包人主材设备,选择当前单位工程工程打钩6、生成PTB文件
(1)导出QTF文件
(2)打开填报软件
a.打开项目,选择招标PTB
b.选中单位工程,点击,选择QTF文件
d.在工程总项目中,填入工程信息
e.点击
f.保存。
博华网龙信息安全一体机简化版用户手册v3.0
博华网龙信息安全一体机用户手册V3.0安全在芯自主可控博华网龙防火墙用户手册湖南中科博华科技有限公司Copyright 2002-2012博华网龙信息安全一体机用户手册V3.0目录版权声明 (3)第一章博华网龙防火墙技术概述 (4)第二章博华网龙防火墙具体操作步骤 (5)1 登录 (5)2 系统设置 (8)2.1 更新 (8)2.2 备份恢复 (9)2.3 出厂设置 (10)2.4 系统时间 (11)2.5 监控配置 (11)2.6用户管理 (12)2.6.1添加用户 (12)2.6.2密码设置 (13)2.7 系统信息 (13)3.网络配置 (14)3.1 物理接口 (15)3.2 VLAN 接口 (18)3.3 桥接设置 (19)3.3.1 添加桥 (19)3.3.2 添加桥所属成员(接口) (20)3.4 路由配置 (21)3.4.1静态路由 (21)3.4.2策略路由 (22)3.5 地址分配与绑定 (22)3.5.1DHCP服务器, (22)3.5.2客户端列表 (23)3.5.3智能MAC绑定 (24)4.访问控制 (25)4.1 策略组与上网行为 (25)4.2 状态过滤 (28)4.3 端口映射 (29)4.2.2 目的地址转换 (29)5 流量诊断 (30)5.1流量设置 (30)5.2 IP流量 (30)5.3 流量分析 (31)6 VPN (31)6.1 客户端配置 (32)6.2 VPN 状态 (33)7 系统工具 (34)版权声明本手册系湖南中科博华科技有限公司自主研发生产的软件系统与硬件级网络防火墙系统,其版权受《中华人民共和国版权法》保护。
湖南中科博华科技有限公司拥有本文的总版权,未经本公司许可,任何单位和个人不得对本文中任何部分进行修改、复印和转载。
本文旨在帮助用户快速入门并学会使用 WEB 来配置和管理防火墙,使用户能够配通一般业务,学会使用其基本功能。
有关防火墙的业务原理将不在此处介绍。
博科审计之星教学软件操作手册

博科审计之星教学软件操作手册目录第1章系统概述 (5)1.1系统背景 (5)1.2产品介绍 (5)1.3系统功能特色 (6)第2章运行环境 (7)2.1硬件环境 (7)2.2软件环境 (7)第3章系统安装与启动 (8)3.1系统安装 (8)3.2系统运行 (9)3.3系统卸载 (11)第4章系统管理 (12)4.1计算辅助帐 (12)4.2 审计向导 (12)第5章基本信息查询 (15)5.1本章概要 (15)5.2账套基本信息 (15)5.3会计科目设置 (16)5.4会计记账凭证 (18)5.5总账及明细账 (22)5.6辅助明细账 (24)5.7报表项目定制 (26)5.8主要会计报表 (28)5.9主要会计报表比较 (31)5.10无发生额科目一览表 (33)第6章风险评估 (33)6.1本章概要 (33)第7章审计预警 (33)7.1本章概要 (33)7.2内控制度设定 (34)7.3内控情况评价 (35)7.4内控预警报告 (37)7.5 审计预警 (38)7.6 审计预警(图表) (39)第8章账务分析 (40)8.1本章概要 (40)8.2分类指标分析 (40)8.3资产负债表逼近分析 (43)8.4利润表逼近分析 (44)第9章账表检查 (50)9.2账表核对一致性检查 (50)9.3会计科目规范设置检查 (52)9.4期末期初结转一致性检查 (54)9.5账户余额异常方向检查 (55)9.6账户发生额趋势波动检查 (57)9.7损益类科目发生额异常结转检查 (58)9.9自定义检查 (60)9.10销售毛利波动检查 (61)9.11资产减值准备率检查 (62)9.12累计折旧计提合理性检查 (63)第10章凭证检查 (65)10.1本章概要 (65)10.2凭证借贷平衡检查 (65)10.3凭证异常对应检查 (66)10.4凭证典型对应检查 (69)10.5对应科目检查 (71)10.6凭证大额分析检查 (71)10.7凭证抽样检查 (74)10.8凭证条件设置检查 (75)10.9冲销凭证检查 (76)第11章审计工具 (78)11.1本章概要 (78)11.2审计底稿 (78)11.3疑点汇总 (82)11.4审计调整 (83)第12章审计管理 (91)12.1本章概要 (91)12.2 审计程序设定 (91)12.3 审计程序评价 (92)12.4审计程序报告 (92)12.5审计计划 (93)12.4审计通知书 (93)12.4审计日记 (94)第13章审计报表编辑 (95)13.1本章概要 (95)13.2主界面 (95)13.3修改审计报表 (96)13.4其他功能 (98)第14章审计之星评分系统 (99)14.1本章概要 (99)14.2系统管理 (99)14.3信息管理 (100)14.4考试管理 (106)14.6评分及成绩管理 (113)第15章审计之星考试系统(文字题) (116)15.1.系统登录 (117)15.2.基本信息模块 (117)15.3.考试管理模块 (127)15.4.成绩管理模块 (129)15.5.学生考试系统 (132)15.6.考生查询系统 (134)第1章系统概述1.1系统背景为了推动审计教学事业的发展,培养学生的审计实践能力,按照国家高等教育发展的需求,作为国内品牌知名度第一、市场占有率第一的审计管理软件供应商,上海博科资讯股份有限公司于2005年重点推出“审计之星”教育版,2007年又采用新会计准则和新审计准则,对“审计之星”教育版进行了功能性的升级,使之更贴近教学要求,从而帮助师生在审计教、学过程中掌握在当今信息化环境下如何利用计算机辅助审计,如何利用审计软件发现问题、查找问题。
宇扬汽配软件使用说明书

宇扬汽配软件使用说明书资料管理:客户管理功能使用:关键字为编码,编码不能重复,按0调出查询输入窗口,输入客户的拼音或五笔进行查询.按Ins键增加新客户,输入具体内容,再按确定保存.按Enter键修改当前客户,变更具体内容,再按确定保存.按Esc键退出名片管理.商品资料定义功能使用:关键字为编码,编码不能重复,按0输入查询条件,可以用+代表编码加车型,用/代表编码加仓位,用*代表编码加分类码.想看该编码的其它项目时,可以按空格键换屏.按Del可以删除当前编码.按Ins键增加新属性,输入具体内容,再按确定保存.按Enter键修改当前属性,变更具体内容,再按确定保存.按F3整批修改属性,选中条件栏位,并输入需要符合的栏位内容,再选中要批量修改的栏位,输入变更成的栏位内容,按确定保存.按Esc键退出属性定义.1.加入与修改.按Insert:加入键,在弹出的对话框中,输入编码、名称提取、车型、单位、分类码、通用码、套件码、用量、日元价、美元价、港币价、人民币、净重、毛重、条形码、编码一、编码二、备注,完成之后,单击“确定按钮返回到当前窗口.如果修改商品资料请按ENTER:修改键,就可以对每一个商品资料进行修改,然后按ENTER键返回到当前窗口.主要操作有:空格:换屏、0:查询、Delere:删除、ENTER:修改、Insert:加入、F3:整批修改、ESC:退出.2.整批修改.按F3:整批整改键,在弹出的对话框中,前项目输入原有的编码或名称、车型、分类码,后项目选择改为新编码或名称、车型、分类码、学名、税率、税号、单位,完成之后,单击确定按钮,修改好的资料自动返回到当前记录窗口.属性替换:主表关键字为编码,单身关键字为主编码加子编码,从属性表原来的编码一,编码二中演变而来,按照一对多的方式使得替换编码可以延展到无限个.当属性表或各种急件中填入了编码一,编码二内容时,系统将自动保存到编码替换表中.编码替换表上方为主记录,即主编码资料,下方表格为单身记录,即可替换的编码列表.表单采用首笔,上笔,下笔,末笔四个方向按钮控制记录移动.表单采用查找,增加,打印,编辑,删除,退出按钮控制对数据表内容的各项操作.查找时,可输入五笔或拼音选择主记录编码.新增时,提取属性表中编码内容.编辑时,右边单身记录新增及删除按钮将变为允许状态.按下新增单身记录即可提取或输入替换编码内容.删除时,注意要先用编码将单身记录完全删除方可删除主记录.支付方式:关键字为支付名称,该表单内容在程序发生交易并存在支付方式时调用,属基本资料表.表单采用查找,增加,打印,编辑,删除,退出按钮控制对数据表内容的各项操作.新增时,输入支付方式内容.编辑时,修改支付方式内容.删除时,清理不再使用的支付方式内容.1.支付方式基本资料.单击增加按钮,就可以在对话框中编辑支付方式资料,完成之后,单保存按钮.如果修改记录请单击编辑按钮,选中要更改的资料进行修改,单击保存按钮即可.发货方式基本资料、计量单位基本资料、名称基本资料的操作方法与支付方式基本资料的操作方法相似,具体操作可参考支付方式基本资料的操作.主要操作有:增加、编辑、删除、退出等.发货方式:关键字为发货名称,该表单内容在程序发生交易并存在发货方式时调用,属基本资料表.表单采用查找,增加,打印,编辑,删除,退出按钮控制对数据表内容的各项操作.编辑时,修改发货方式内容.删除时,清理不再使用的发货方式内容.计量单位:关键字为计量单位名称,该表单内容输入计量单位时调用,属基本资料表.表单采用查找,增加,打印,编辑,删除,退出按钮控制对数据表内容的各项操作.新增时,输入计量单位内容.编辑时,修改计量单位内容.删除时,清理不再使用的计量单位内容.名称定义:关键字为名称加厂牌,该表单内容输入名称时或提取名称时调用,属基本资料表.表单采用查找,增加,打印,编辑,删除,退出按钮控制对数据表内容的各项操作.新增时,输入名称内容,程序自动生成拼音码及五笔码.编辑时,修改名称内容,程序自动生成拼音码及五笔码.删除时,清理不再使用的名称内容.名称按厂牌而区分,不同厂牌有着独立的名称内容.按Del可以自动删除属性表中没有的名称,按F11可以修改当前名称,按Ins 可以新增名称退货处理方式:关键字为处理方式名称,该表单内容输入退货处理方式时调用,属基本资料表.表单采用查找,增加,打印,编辑,删除,退出按钮控制对数据表内容的各项操作.新增时,输入处理方式内容.编辑时,修改处理方式内容.删除时,清理不再使用的处理方式内容..退货原因:关键字为退货原因名称,该表单内容输入退货原因时调用,属基本资料表.表单采用查找,增加,打印,编辑,删除,退出按钮控制对数据表内容的各项操作.编辑时,修改退货原因内容.删除时,清理不再使用的退货原因内容.仓库定义:关键字为仓库编号,该表单内容输入仓库时调用,属基本资料表.表单采用查找,增加,打印,编辑,删除,退出按钮控制对数据表内容的各项操作.新增时,输入仓库内容.编辑时,修改仓库内容.删除时,清理不再使用的仓库内容.货币定义:关键字为货币编号,该表单内容输入货币时调用,属基本资料表.表单采用查找,增加,打印,编辑,删除,退出按钮控制对数据表内容的各项操作.新增时,输入货币内容.编辑时,修改货币内容.删除时,清理不再使用的货币内容.货币汇率:主表关键字为单号,单身关键字为单号加源货币加目标货币.货币汇率表上方为主记录,即单号资料,下方表格为单身记录,即该单货币汇率列表.表单采用首笔,上笔,下笔,末笔四个方向按钮控制记录移动.表单采用查找,增加,打印,编辑,删除,退出按钮控制对数据表内容的各项操作.新增时,输入单号日期内容.编辑时,右边单身记录新增及删除按钮将变为允许状态.按下新增单身记录即可提取或输入货币汇率内容.删除时,注意要先将单身记录完全删除方可删除主记录.厂牌定义:关键字为厂牌,该表单内容输入厂牌时调用,属基本资料表.表单采用查找,增加,打印,编辑,删除,退出按钮控制对数据表内容的各项操作.新增时,输入厂牌内容.编辑时,修改厂牌内容.删除时,清理不再使用的厂牌内容.库存管理零散入库功能使用:关键字为单号加序次.该表单上窗显示符合查询条件的属性内容,下窗显示当前单号内容.散件入库能冲数急件销售产生的负仓存.按0查询弹出查询输入窗口,在第一个框内输入编码,或在第二个框内输入名称,或在第三个框内输入车型,按回车确定后查询结果将显示于上窗.查询时第一个窗口可以用+隔开输入编码加车型,或/隔开输入编码加仓位,或*隔开输入编码加分类码.程序开启后自动产生新单号, 查询到所需编码后按Enter,输入数量和价格,仓位--(必须仓库定义中有此仓号,用-隔开仓位内容.将该编码加入当前单.内容输入完成后按End键开单,输入相关客户及支付信息后审核,然后打印当前单内容,打印完成程序自动产生新单号.注意:如果单据尚未审核则库存数量不会变化.上窗F11可以录入数据表内容到进库单, 用Excel按格式编辑成bianma编码-字符型,shuliang数量-数值型,huobi货币-字符型,waibi外币-数值型,hetonghao合同号-字符型.再另存为DBF4类型文件.选中该DBF4文件后按确定,其内容将自动导入当前单号.上窗按F1可以跳到下窗,按空格则换屏显示,F2为外司价,F6为销售历史,F7为进库历史,F8为订货历史.F3选择所需合同号.F9可以按条件查找各单内容,F12则按单号取原单.下窗F11可以录出当前单内容到数据表.下窗空格可换屏显示,F2为外司价,F6为销售历史,F7为进库历史,F8为订货历史,Del可以删除当前单个记录,G可以删除整张单据内容,S则查询当前单号的指定编码.F1加仓位,F3改车型,F5整批调价.Enter修改当前记录.1.进库与修改.按Enter:进库键,在右边上窗弹出的对话框中,输入数量、进价、售价、批发价、仓位,完成之后,按Enter键记录自动会跳到下窗.如果修改下窗记录请按Enter:修改键,在右边下窗弹出的对话框中,输入数量、进价、售价、批发价、仓位,完成之后,按Enter键修改好的记录自动返回到当前下窗.(每次打印按P键就可以直接打印资料上窗主要操作有:Enter:进库、INS:加入、空格:换屏、F1:下窗、F2:外司价、F3:属性修改、F6:查销售、F7:查进库、F8:查订货、F11:进库单录入、F12:原单号、END:开单.下窗主要操作有:Enter:修改、空格:换屏、DEL:单个删除、G:整单删除、S:查询、F3:改车型、F11:录出文件、ESC:返回上窗.2.加入新编码.按Insert:加入键,在弹出的对话框中,输入编码、名称提取、车型、单位提取、分类码、通用码、套件码、用量、日元价、美元价、港币价、人民币、净重、毛重、条形码、编码一、编码二、备注,完成之后,单击确定按钮自动返回到记录当前窗口.3.进库开单.按END:开单键,在弹出的对话框中,提取进货单位、发票号、采购员、支付方式、发货方式,完成之后.选择打印方式与更新库存:选取更新库存或不更新库存、不打印、报表格式、普通格式、到文件、报表预览,单击确定按钮即可.例如:选取报表预览,单击确定按钮,会显示打印报表提示窗口,选取打印机型号及输出选择中的预览,单击确定按钮,打印报表预览结果4.进库单录入.按F11:进库单录入键,在弹出的对话框中,单击浏览按钮,会显示要打开件的提示窗,从中选取您需要进库单录入的文件档案,再单击确定按钮.录出的操作方法与进库单录入的操作方法相同,具体操作可参考进库单录入的操作.5.原单号.按F12:原单号键,在弹出的对话框中,选取您要查找的记录资料,然后单击确定按钮,自动返回到当前记录下窗.到货入库功能使用:关键字为单号加序次.该表单上窗显示符合查询条件的属性内容,下窗显示当前单号内容.在表单左上方选择合同号后按回车,上窗将显示该合同订货的所有内容.此时可按0查询该合同的特定编码.程序开启后自动产生新单号, 查询到所需编码后按Enter,输入数量和价格,仓位--(必须仓库定义中有此仓号,用-隔开仓位内容.将该编码加入当前单.内容输入完成后按End键开单,输入相关客户及支付信息后审核,然后打印当前单内容,打印完成程序自动产生新单号.注意:如果单据尚未审核则库存数量不会变化.上窗F11可以录入数据表内容到进库单, 用Excel按格式编辑成bianma编码-字符型,shuliang数量-数值型,jinjia进价-数值型.再另存为DBF4类型文件.选中该DBF4文件后按确定,其内容将自动导入当前单号.上窗按F1可以跳到下窗,按空格则换屏显示,F2为外司价,F6为销售历史,F7为进库历史,F8为订货历史.F3将修改当前属性内容.F9可以按条件查找各单内容,F12则按单号取原单.下窗F11可以录入数据表内容到税项, 用Excel按格式编辑成bianma编码-字符型,shuilu税率-数值型,shuihao税号-字符型.再另存为DBF4类型文件.选中该DBF4文件后按确定,其内容将自动导入税项.下窗空格可换屏显示,F2为外司价,F6为销售历史,F7为进库历史,F8为订货历史,Del可以删除当前单个记录,G可以删除整张单据内容,S则查询当前单号的指定编码.F1加仓位,F3加标记,F5整批调价.F9改编码.Enter修改当前记录.1.进库与修改.按Enter:进库键,在左边上窗弹出的对话框中,输入柜号、箱号、数量、日元价、进价、售价、批发价、仓位,完成之后,按Enter键记录自动会跳到下窗.如果修改下窗记录请按Enter:修改键,在右边下窗弹出的对话框中,输入数量、进价、售价、批发价、仓位,完成之后.按Enter键修改好的记录自动返回到当前下窗.上窗主要操作有:空格:换屏、0:查询、ENTER:进库、F1:下窗、F2:外司价、F3:提取合同号、F6:查销售、F7:查进库、ESC:退出、END:开单.下窗主要操作有:ENTER:修改、空格:换屏、DEL:单个删除、G:整单删除、S:查询、F3:加标记、F4:到货单录出、F5:整批调价、F11:税项更新、ESC:返回上窗.(每次打印按P键就可以直接打印资料2. 到货开单.按END:开单键,在弹出的对话框中,提取进货单位、发票号、支付方式、发货方式,完成之后.选择打印方式与更新库存:选取更新库存或不更新库存、不打印、报表格式、普通格式、到文件、报表预览,按Enter键. 例如:选取报表预览,单击确定按钮,会显示打印报表提示窗口,选取打印机型号及输出选择中的预览,单击确定按钮,打印报表预览结果3.整批调价.按下窗的F5:调价键,在弹出的对话框中,输入调价条件,单击确定按钮,返回到当前记录下窗.即可查看到相应的相关数据.库存修改功能使用:1.库存修改.只要您按键盘上任何一个数字键,在左上角会显示查询对话框中,输入编码或者名称、车型后,请按Enter键返回到当前记录窗口.如果要修改库存记录请按Enter:修改键,在弹出的对话框中,输入进价或售价、批发价、仓位后,然后按Enter键自动返回到当前记录窗口.2.第一个窗口整改.按F3:整改键,在弹出的对话框,前项目编辑原有的编码或者名称、车型、分类码、仓位,后项目用于修改为新编码或名称、车型、分类码、仓位、单位,修改完成,点击确定按钮即可.3.第二个窗口调价.按F5:整改键,在弹出的对话框,前项目编辑原有的编码或者名称、车型、分类码、仓位,后面两个项目用于修改为进价或售价、批发价,修改完成,点击确定按钮即可.主要操作有:空格:换屏、0:查询、DEL:册除、ENTER:修改、F2:外司价、F3:整改、F5:调价、F6: 查销售、F7:查进库、F8:查订货、*:警界设置、/:改仓位、Esc:退出调仓管理库功能使用:关键字为单号加序次1.调仓与修改.按Enter:调仓键,在右边上窗弹出的对话框中,输入数量、调往仓位,完成之后,按Enter键记录自动会跳到下窗.如果修改下窗记录请按Enter:修改键,在右边下窗弹出的对话框中,输入数量、调往仓位,完成之后,按Enter键修改好的记录自动返回到当前下窗.上窗主要操作有:Enter:调仓、空格:换屏、F1:下窗、F2:外司价、F3:生成调仓单、F6:查销售、F7:查进库、F8:查订货、F9:查单、F12:原单号、END:开单、*:设下界.下窗主要操作有:Enter:修改、空格:换屏、DEL:单个归库、G:整单归库、S:查询、ESC:返回上窗.(每次打印按P键就可以直接打印资料)2.调仓单查询. 按F9:查单键,同时会弹出调仓单查询及选择零件名称窗口,在选择零件名称对话框中,输入零件名称拼音或五笔来提取资料.在弹出的调仓单查询对话框,输入单号、编码、名称提取、车型、调仓日期、原仓位、调往仓位,完成之后,按Enter键会显示调仓单查询结果,主要操作有:ENTER:修改、+:累计、空格:换屏、DEL:单个归库、G:整单归库、F6:查销售、F7:查进库、F8:查订货、ESC:退出.3.调仓开单.按END:开单键,在弹出的对话框中,提取调仓原因后,选择打印方式与确定吗:选取确定调仓或不调仓、报表格式、不打印、到文件、普通格式、报表预览,单击确定按钮.例如:选取报表预览,单击确定按钮,会显示打印报表提示窗口,选取打印机型号及输出选择中的预览,单击确定按钮,打印报表预览结果.库存压缩功能使用(注意:一般只允许压缩大仓格式):1.库存压缩条件-必须为零库存的资料;2.操作时分别选中要压缩的条件,单击确定按钮即可.出库管理:销售管理功能使用:关键字为单号加序次1.销售与修改.按Enter:销售键,在左边弹出的对话框中,输入数量、实售价、开单价,完成之后,按Enter键记录自动会跳至下窗.如果修改下窗记录请按Enter:修改键,在右边弹出的对话框中,输入数量、实售价、进价、开单价、仓位,完成之后.按Enter键修改的记录自动返回到当前下窗.上窗主要操作有:Enter:销售、空格:换屏、*:计询价、F1:下窗、F2:外司价、F3:改车型、F4:订货、F5:调价、F6:查销售、F7:查进库、F8:查订货、F9:查询、F11:修改、F12:原单号、END:开单.下窗主要操作有:ENTER:修改、空格:换屏、DEL:单个归库、G:整单归库、ESC:返回上窗.(每次打印按P键就可以直接打印资料)2.订货与调价.按F4:订货键,在弹出的对话框中,输入订货条件,单击确定按钮即可.3.按F5:调价键,在弹出的对话框中,输入调价条件,单击确定按钮,返回到当前记录下窗.即可查看到相应的相关数据.4.销售单查询.按F9:查单键,在弹出的对话框中,输入单号、编码、名称提取、车型、购货单位提取、销售日期、支付方式提取、发票号、急件、收款方式提取,完成之后,按Enter键就会显示销售单查询结果.主要操作有:F4:转预售、按回车后返回销售界面进行修改.5.销售开单.按END:开单键,在弹出的对话框中,提取购货单位、发票号、优惠率、支付方式、发货方式,完成之后.选择打印方式:选取报表格式或不打印、到文件、普通格式、报表预览,单击确定按钮.例如:选取报表预览,单击确定按钮,会显示打印报表提示窗口,选取打印机型号及输出选择中的预览,单击确定按钮,打印报表预览结果报价管理功能使用:关键字为单号加序次1.销售与修改.按Enter:销售键,在右边弹出的对话框中,输入数量、实售价、开单价完成之后,按Enter键记录自动会跳至下窗.如果修改下窗记录请按Enter:修改键,在右边弹出的对话框中,输入数量、实售价、进价、开单价,完成之后,按Enter键修改好的记录自动返回到当前下窗.上窗主要操作有:Enter:销售、空格:换屏、*:计询价、F1:下窗、F2:外司价、F3:改车型、F4:计算器、F5:调价、F6:查销售、F7:查进库、F8:查订货、F9:查单、F11:报价单录入、F12:原单号、END:开单.下窗主要操作有:Enter:修改、空格:换屏、DEL:单个删除、G:整单删除、S:查询、F11:报价单录出、ESC:返回上窗.(每次打印按P键就可以直接打印资料)2.报价单查询.按F9:查单键,在弹出的对话框中,输入单号、编码、名称提取、车型、购货单位提取、销售日期、支付方式提取、发票号,完成之后,按Enter 键就会显示销售单查询结果.主要操作有:F4-转销售,按回车后返回报价开单界面进行修改3.报价开单.按END:开单键,在弹出的对话框,提取购货单位、发票号、优惠率、支付方式、发货方式,完成之后.选择打印方式:选取报表格式或不打印、到文件、普通格式、报表预览, 单击确定按钮.例如:选取报表预览,单击确定按钮,会显示打印报表提示窗口,选取打印机型号及输出选择中的预览,单击确定按钮,打印报表预览结果关键字为单号加序次1.销售与修改.按Enter:销售键,在右边弹出的对话框中,输入数量、实售价、开单价完成之后,按Enter键记录自动会跳到下窗.如果修改下窗记录请按Enter:修改键,在右边弹出的对话框中,输入数量、实售价、进价、开单价,完成之后,按Enter键修改好的记录自动返回到当前下窗.上窗主要操作有:Enter:销售、空格:换屏、*:计询价、F1:下窗、F2:外司价、F3:改车型、F4:计算器、F5:调价、F6:查销售、F7:查进库、F8:查订货、F9:查单、F10:订货、F11:修改、F12:原单号、END:开单.下窗主要操作有:Enter:修改、空格:换屏、DEL:单个归库、G:整单归库、ESC:返回上窗.(每次打哟“P键就可以直接打印资料)2.预售开单.按END:开单键,在弹出的对话框中,提取购货单位、发票号、优惠率、支付方式、发货方式,完成之后.选择打印方式:选取报表格式或不打印、到文件、普通格式、报表预览, 单击确定按钮.例如:选取报表预览,单击确定按钮,会显示打印报表提示窗口,选取打印机型号及输出选择中的预览,单击确定按钮,打印报表预览结果3.预售单查询.按F9:查单键,在弹出的对话框,输入单号、编码、名称提取、车型、购货单位提取、预售日期、支付方式提取、发票号、完成之后,按Enter 键就会显示销售单查询结果.主要操作有:F4:转销售、按回车后返回预售开单界面进行修改.4.订货与调价.按F4:订货键,在弹出的对话框中,输入订货条件,单击确定按钮5.按F5:调价键,在弹出的对话框中,输入调价条件,单击确定按钮,返回到当前记录下窗.即可查看到相应的相关数据.退货管理功能使用:关键字为单号加序次1.进入退货管理)系统操作界面.按F5选择销售单或按0查询编码,选择要退货的记录位置按Enter,再输入退货数量、价格及条件,单击审核按钮即可.关键字为单号加序次1.销售与修改.按Enter:销售键,在右边弹出的对话框中,输入数量、实售价、开单价,完成之后,按Enter键记录自动会跳到下窗.如果修改下窗记录请按Enter:修改键,在右边弹出的对话框中,输入数量、实售价、进价、开单价,完成之后,按Enter键修改好的记录自动返回到当前下窗.上窗主要操作有:Enter:销售、空格:换屏、*:计询价、F1:下窗、F2:外司价、F3:改车型、F4:订货、F5:调价、F6:查销售、F7:查进库、F8:查订货、F9:查单、F11:修改、F12:原单号、END:开单.下窗主要操作有:Enter:修改、空格:换屏、DEL:单个归库、G:整单归库、S:查询、ESC:返回上窗.(每次打印按P键就可以直接打印资料)2.调拨单查询.按F9:查单键,在弹出的对话框中,输入单号、编码、名称提取、车型、购货单位提取、调拨日期、支付方式提取、发票号、完成之后,按Enter 键就会显示调拨单查询结果.主要操作有:ENTER键返回调拨单界面进行修改3.订货与调价.按F4:订货键,在弹出的对话框中,输入订货条件,单击确定按钮4.按F5:调价键,在弹出的对话框中,输入调价条件,单击确定按钮,返回到当前记录下窗.即可查看到相应的相关数据.5.调拨开单.按END:开单键,在弹出的对话框中,提取购货单位、发票号、优惠率、支付方式、发货方式,完成之后.选择打印方式:选取报表格式或不打印、到文件、普通格式、报表预览,单击确定按钮即可.例如:选取报表预览,单击确定按钮,会显示打印报表提示窗口,选取打印机型号及输出选择中的预览,单击确定按钮,打印报表预览结果收款管理、发货管理功能使用:1.先进入收款管理系统操作界面.按-:收款键,在弹出的对话框中,单击确定按钮,就会弹出一个请输入收款方式对话框,然后输入现金或支票、记账、冲数、待冲、汇款、实收款后,单击确定按钮返回到当前记录窗口.主要操作有: -:收款、*:选单号、F4:计算机、F5:改日期、/:还原、ESC:退出等.2.进入发货管理系统操作界面.按0:整单发货键,在弹出的对话框中,单击确定按钮返回到当前记录窗口.。
bysoft操作说明(1)
在BYSOFT中有三大模块,分别是BYPART(创建工件),BYWORK(排料),DATABASE(数据管理),见上图,分别点击以上三图标,即可将其分别打开。
在点击bypart或bywork图标左上角的图标,即可进入BYPART 或BYWORK的编辑状态。
见下图:在BYPART中可以绘图,加入激光切割条件,在BYWORK中可以排版。
在BYPART中,最重要的是靠近最右边的那一栏图标,该图标分为五部分,从上而下,分别是:1,图元属性;2,加中心点和微连接;3,设置激光切割的路径;4,设置切进切出方式和穿孔方式(引线);5,自动加入激光切割条件。
点击该栏图标第一部分第一图标,如下图:该 Element attributes (元素属性)对话框包括如下内容:POWER(功率):Cutting:用于正常的激光切割。
Engraving:刻蚀。
(用刻字,标记中心孔,标记定位点等)ADDITIONS(附加条件)(只有在POWER 选择Cutting时才起作用)Pulse :(脉冲切割,一般用于切割一倍于板厚以下的小孔,一般不用于不锈钢切割)Cooling water :(冷却水,一般不用选)Sensing OFF:(传感器关,一般不选)Processmacro 1/ Processmacro 2 :(宏命令1/2 一般用于小件切割/小孔切割)TOOL CORRECTION (刀具补偿)OFF :关,即不用刀具补偿。
Correction inside:向内补偿。
Correction outside:向外补偿。
Correction normal:正常补偿(即外轮廓向外,内轮廓向内,一般选此项。
)Correction inverse:反向补偿(即与正常补偿先反。
)Correction left:向左补偿。
Correction right:向右补偿。
完成以上的设置后,在点击第一部分的第二个图标,然后选取要加激光切割条件的工件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
在BYSOFT中有三大模块,分别是BYPART(创建工件),BYWORK(排料),DA TABASE(数据管理),见上图,分别点击以上三图标,即可将其分别打开。
在点击bypart或bywork图标左上角的图标,即可进入BYPART 或BYWORK的编辑状态。
见下图:在BYPART中可以绘图,加入激光切割条件,在BYWORK中可以排版。
在BYPART中,最重要的是靠近最右边的那一栏图标,该图标分为五部分,从上而下,分别是:1,图元属性;2,加中心点和微连接;3,设置激光切割的路径;4,设置切进切出方式和穿孔方式(引线);5,自动加入激光切割条件。
点击该栏图标第一部分第一图标,如下图:该Element attributes (元素属性)对话框包括如下内容:POWER(功率):Cutting:用于正常的激光切割。
Engraving:刻蚀。
(用刻字,标记中心孔,标记定位点等)ADDITIONS(附加条件)(只有在POWER 选择Cutting时才起作用)Pulse :(脉冲切割,一般用于切割一倍于板厚以下的小孔,一般不用于不锈钢切割)Cooling water :(冷却水,一般不用选)Sensing OFF:(传感器关,一般不选)Processmacro 1/ Processmacro 2 :(宏命令1/2 一般用于小件切割/小孔切割)TOOL CORRECTION (刀具补偿)OFF :关,即不用刀具补偿。
Correction inside:向内补偿。
Correction outside:向外补偿。
Correction normal:正常补偿(即外轮廓向外,内轮廓向内,一般选此项。
)Correction inverse:反向补偿(即与正常补偿先反。
)Correction left:向左补偿。
Correction right:向右补偿。
完成以上的设置后,在点击第一部分的第二个图标,然后选取要加激光切割条件的工件。
重复以上的步骤,可以给一个工件的不同部分,加上不同的激光切割条件。
(如:一块工件上有许多孔,可以使有的孔是脉冲切割,有的孔是刻蚀。
)第一部分第三图标的作用是:删除上一个图标所建立的激光切割条件。
第一部分第四个图标的作用:修改第二图标建立的机关切割条件。
第二部分有三个图标:该部分用于定义点的属性。
点击第一个图标出现如下对话框:Machine command (机器命令)Microjoint:微连接(只能用在轮廓线上,点击第二图标,然后点选工件轮廓)。
Dwell:机器暂停。
Optional:选择停点。
Centre punch mark 标记中心孔(只是一个动作,与切割时先击穿切割材料不同)Shot:直接穿孔Shot(pulsed):(脉冲脉冲)Engraved:刻蚀穿孔。
第二部分第二图标用于微连接。
第三图标用于删除微连接。
第三部分有三个图标,该部分用于定义加工顺序。
第三部分第一个图标用于自动设置激光切割路径。
设置如下:AUTOMA TIC MODEPath optimized:优化路径(一般选此项)Ramdom order:随机(一般用于厚扳)Constructing sequence:一般路径。
Adapt direction of rotation to co :根据路径调整旋转方向。
(一般选此项)Check lowered positioning path :检查低定位路径。
(选Lowered of corridor 时,选此项)。
Width of corridor :低定位路径宽度Lowered positioning:应用低定位(飞行穿孔)。
完成第一个图标设置后点击第二个图标,然后选择对象,设置切割路径,设置切割路径时,分为自动和手动,一般选自动,当你认为自动设置的路径不理想时,可以手动设置。
第三部分的第三个图标用于删除以上的设置,方法为:点击图标,选择要删除对象的轮廓。
第四部分有三个图标,该部分用于定义切入线和切出线。
点击该部分的第一个图标,出现如下对话框:INITIAL CUT TYPE(切入线)Directly on the contour:直接在轮廓上冲孔切入。
(为了保证工件不被切坏,一般不选此项)Straight line at right angles on:垂直于轮廓切入。
(常选)Straight line with arc on the contour:以圆弧切入。
Straight line tangential on the:以切线切入。
Arc tangential to contour:圆弧切线切入。
(一般不选)DISTANCE:在此输入切入线的长度。
RADIUS:如果以圆弧方式切入时输入圆弧半径。
PIERCING:切入时的穿孔方式。
Normal:正常穿孔。
Without time:飞行穿孔。
Pulsed:脉冲穿孔。
END CUT TYPE(切出线)Directly on the contour:直接在轮廓上切出。
(为了保证工件不被切坏,一般不选此项)Straight line at right angles on:垂直于轮廓切出。
(常选)Straight line with arc on the contour:以圆弧切出。
Straight line tangential on the:以切线切出。
Arc tangential to contour:圆弧切线切出。
(一般不选)DISTANCE:在此输入切出线的长度。
RADIUS:如果以圆弧方式切出时输入圆弧半径。
CONTOUR TYPE:轮廓的类型Standard inside/outside:标准的内/外轮廓(外轮廓从轮廓外切入,内轮廓,从轮廓内切入)Inside/out transposed:反向内/外轮廓。
Generally inside:全部内轮廓。
Generally outside:全部外轮廓。
MANNAL MODE :手动模式Adjust length :自动调整切入线长度(常选)AUTOMA TIC MODE:自动模式Along the cut sequence:按加工顺序确定定位方向(选此项)。
第五部分有两个图标,该部分用于根据默认设置自动定义切割参数。
第一个图标用于删除根据默认设置自动定义切割参数。
第二个图标用于根据默认设置自动定义切割参数。
在Bypart中,可以通过特殊显示按钮来查看已经加了激光属性的项。
点击Special view options 按钮,出现如下的对话框:TECHNOLOGY(工艺)Cutting:切割Engraving:刻蚀Sensing off:传感器关Pulse:脉冲Cooling water:冷却水Correction inside:内补偿Correction outside:外补偿Correction normal:正常补偿Correction inverse:先反补偿Correction left:左补偿Correction right:右补偿Pocessmacro1:宏命令1Pocessmacro2宏命令2Lowered positionin:低定位Piercing without time :飞行穿孔Pulsed piercing:脉冲穿孔Microjoint:微连接Dwell:暂停点Optional stop:选择停。
GEOMETRYPositioning travel:定位点(不常用)Surrounding rectangles:显示工件最大的矩形尺寸。
(不常用)End of contours:标出工件终止点。
(常用)Open contours:标出工件不闭合处。
(常用)Segment end points :可以检验字的轮廓线是否平滑,如不平滑可用平滑命令使其平滑。
在bypart 中在Setting option 中还可以进行一些设置。
点击Setting,选options 打开对话框如下:点击General,如上图。
SCREEN OUTPUT:屏幕输出Number of decimal places for 3:命令行小数点位数是3位。
Number of decimal places for angle3:命令行角度小数点位数是3位。
CROSSHAIRSize of object selection box 8:选择框的尺寸为8。
Size of object trap box 20:捕捉框的尺寸为20。
INPUT:输入Request diameter for circle command(选择此项,在作图画圆时,输入的数值默认是直径。
)DIALOGS:对话框Display dialogue with new part:新建时打开对话框。
(常选)Alternative dialog for parts selection:选择工件时有不同对话框。
点击Additional 时如下:TOLERANCES:公差Recognizing contour 0.001:闭合轮廓精度:0.001。
Recognizing dual elements0.001:冗余精度(小于此值多条线可看作重合在一起)。
SIMULATIONCut speed:6000(切割速度:6000mm/min)Positioning speed:9000(快速走刀速度:9000mm/min)FONT OPTIONS:字体选项(指图标按钮Code field)Character height for fields:50(输入code 的字高是50)点击Object snap,选项框如下:完成此选项框即是完成了对象捕捉设置。
点击Dimensioning,出现选择框如下:GEOMETRYDistance of subsidiary line:1 (尺寸界线与实际线距离为1)。
Extending of the subsidiary line 1(尺寸界线超出尺寸线长度为1)。
Allow size :4(箭头大小为4)。
TEXTLinear dimensional factor:1(线性尺寸放大因子为1)。
Number of decimal points:2(尺寸标注小数点位数为2)。
Text height:3(文字高度为3)。
AUTOMA TIC DIMENSIONINGDistance of dimensional line:8(自动标注时尺寸线的距离为8)Insert help geometry :选此项插入帮助图例。
Global scaling factor:通用放大因子。
点击Drawing aid 出现选择框如下:Snap(不选用,选后鼠标按以上数值跳动)。