QT简易生产线D(三仓配料站带面料集中控制)配置
最新大米加工生产线集中控制系统设计
大米加工生产线集中控制系统设计第1章绪论随着国民经济和国防建设的发展,自动控制技术的应用日益广泛,其重要作用也越来越显著。
而生产过程自动控制是自动控制技术在石油、化工、电力、冶金、机械、轻工、纺织等生产过程的具体应用,是自动化技术的重要组成部分。
PLC于20世纪60年代末期在美国首先出现,目的是用来取代继电器,执行逻辑、计时、计数等顺序控制功能,建立柔性程序控制系统。
1976年正式命名,并给予定义:PLC (Programmable logic Controller)是一种数字控制专用电子计算机,它使用了可编程序存储器储存指令,执行诸如逻辑、顺序、计时、计数与演算等功能,并通过模拟和数字输入、输出等组件,控制各种机械或工作程序。
随着工业自动化水平的迅速提高,计算机在工业领域的广泛应用,人们对工业自动化的要求越来越高,种类繁多的控制设备和过程监控装置在工业领域的应用,使得传统的工业控制软件已无法满足用户的各种需求。
本次设计的大米加工生产线控制系统是以PLC为核心控制器,并结合昆仑组态软件MCGS,辅以光电传感器,继电器等实现的可远程控制的集成系统。
它能够很好地解决传统工业控制软件存在的种种问题,使用户能根据自己的控制对象和控制目的任意组态,完成最终的自动化控制工程。
1.1 本课题研究的目的、意义现代自动控制越来越朝着智能化发展,在很多自动控制系统中都用到了工控机,小型机、甚至是巨型机处理机等,当然这些处理机有一个很大的特点,那就是很高的运行速度,很大的内存,大量的数据存储器。
但随之而来的是巨额的成本。
在很多的小型系统中,处理机的成本占系统成本的比例高达20%,而对于这些小型的系统来说,配置一个如此高速的处理机没有任何必要,因为这些小系统追求经济效益,而不是最在乎系统的快速性,所以用可编程序逻辑控制器(PLC)[1]控制小型的,而又不是很复杂,不需要大量复杂运算的系统中是非常适合的。
本论文是对现在大量使用的大米生产线控制系统进行自动化设计改造。
【CN109725618A】一种自动配料柜集中式分时控制系统及方法【专利】
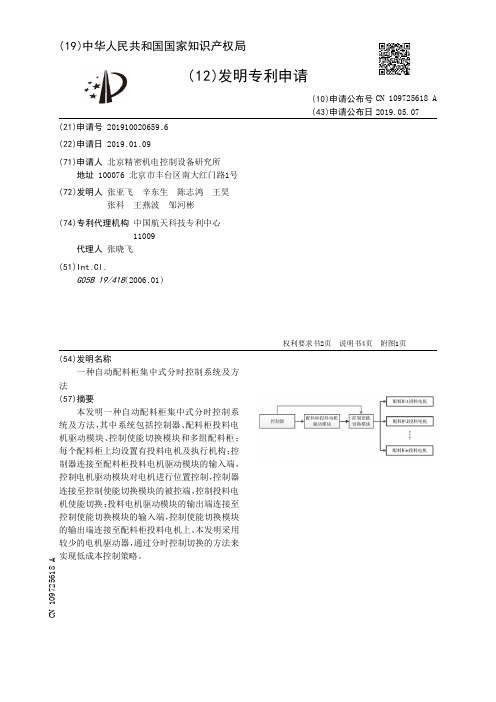
7 .一种自动配料集中式分时控制方法,其特征在于步骤如下: 1) 投料前 ,控 制器根据本次生产产品的 工艺配方 ,计算出各台投料电 机需 要运行的圈 数; 2) 控 制器上的 数字量输出通道根 据产品的 工艺配方使控 制使能 切换模块选中当前的 用料品种所在的配料柜的投料电机,将电机圈数转换为高速脉冲数输出至配料柜投料电机 驱动模块,控制配料柜的投料电机定为旋转; 3)配料柜投料电机驱动模块将脉冲信号转换为电机控制信号,控制投料电机运行指定 圈数完成投料。 8 .根据权利要求7所述的一种自动配料集中式分时控制方法,其特征在于:步骤1)中所 述计算出各台投料电机需要运行的圈数的具体计算方法如下: 设定电机每转的出料量为a,产品工艺配方的用料量为l,电机运行圈数为l/a。 9 .根据权利要求7所述的一种自动配料集中式分时控制方法,其特征在于:步骤2)中所 述控制器上的 数字量输出通道根据产品的 工艺配方使控制使能 切换模块选中当前的 用料 品种所在的配料柜的投料电机的选择规则如下:
10 .根据权利要求9所述的一种自动配料集中式分时控制方法,其特征在于:所述的配 料编码的编码规则如下:
多个料柜组成的料柜组 ,每个料柜有1到n个料仓 ,其编号为1到n ,料柜有出料口 ,接料 杯能够覆盖该出料口 ;所述料柜的出料口有若干个出料管道 ,出料管道编号为1到n ;在员工 对料柜的料仓装料时 ,要在集中式控制系统中输入该料仓对应的配料种类 ,构建配料编码 表;
2 .根据权利要求1所述的一种自动配料柜集中式分时控制系统,其特征在于:所述控制 器具有独立CPU,集成多路高速脉冲输出通道,用于给电机驱动模块提供脉冲输入,集成可 扩展的多路数字量输出通道,用于给控制使能切换模块提供切换控制。
混凝土拌合站料仓智控管理系统指导手册

自动装箱生产线系统设计设计论文说明书
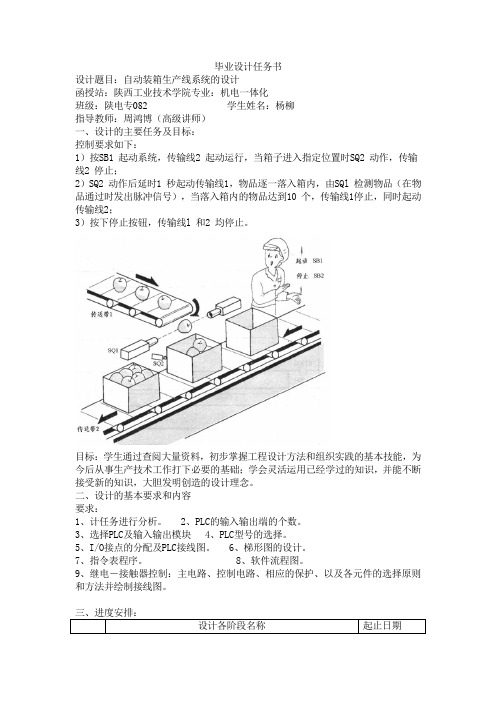
毕业设计任务书设计题目:自动装箱生产线系统的设计函授站:陕西工业技术学院专业:机电一体化班级:陕电专082 学生姓名:杨柳指导教师:周鸿博(高级讲师)一、设计的主要任务及目标:控制要求如下:1)按SB1 起动系统,传输线2 起动运行,当箱子进入指定位置时SQ2 动作,传输线2 停止;2)SQ2 动作后延时1 秒起动传输线1,物品逐一落入箱内,由SQl 检测物品(在物品通过时发出脉冲信号),当落入箱内的物品达到10 个,传输线1停止,同时起动传输线2;3)按下停止按钮,传输线l 和2 均停止。
目标:学生通过查阅大量资料,初步掌握工程设计方法和组织实践的基本技能,为今后从事生产技术工作打下必要的基础;学会灵活运用已经学过的知识,并能不断接受新的知识,大胆发明创造的设计理念。
二、设计的基本要求和内容要求:1、计任务进行分析。
2、PLC的输入输出端的个数。
3、选择PLC及输入输出模块4、PLC型号的选择。
5、I/O接点的分配及PLC接线图。
6、梯形图的设计。
7、指令表程序。
8、软件流程图。
9、继电-接触器控制:主电路、控制电路、相应的保护、以及各元件的选择原则和方法并绘制接线图。
[1]机床电气控制技术连赛英主编[2]图解电气控制线路及应用【日】大浜庄司著冯仁剑张丹译[3]可编程序控制器及其应用李建兴主编[4]PLC开发与应用实例详解吴作明主编[5]轻松看懂PLC控制系统梯形图金沙郑凤翼编著[6]图解欧姆龙PLC入门郑宝林主编[7]电气控制与PLC原理及应用程周主编[8]PLC应用技术劳动和社会保障部教材办公室组织编写[9]可编程控制器应用基础周四六主编开题报告的字数一般要求1500字以上,其内容应包括:1、学生根据任务书的要求进行资料的搜集,查阅有关的文献资料,阐明所选课题在其所属领域的发展现状,对其进行研究开发的价值和意义,并说明本课题的重点、难点和特色。
2、学生根据任务书的要求,说明拟设计的主要内容,以及拟提交的成果形式。
台体类零件智能生产线

3. 生产线单机—肖柏林43
3.3、SHAUBLIN43主要维修更换内容—机械部分
1、更换X/Y/Z轴导轨、丝杠、丝杠轴承及相关支撑件,(提示:如果是滑动导轨没法更换); 2、检修C轴复合工作转台; 3、检修主轴立卧转换机构及主轴润滑系统; 4、重新设计、制作X、Y、Z、、C、SP电机连接件、支撑件; 5、清洗液压站油箱,更换液压油;清洗或更换滤芯;清洗疏通油管,更换损坏的密封件,使液压 系统无渗漏;更换损坏的阀组; 6、检查、清洗、保养机床润滑系统,更换易损件、密封件,使机床润滑充分; 7、检查、清洗、保养机床冷却系统,更换易损件、密封件,使机床冷却充分; 8、清洗、检修刀库换刀机构,更换减震器、电磁阀等损坏器件,使刀库运转顺畅、稳定; 9、重新调整、校正机床几何精度;达到出厂精度; 10、修复机床变形走线坦克链,如无法修复就予以更换; 11、机床密封防护部件的检修更换; 12、床身表面清洁维修,必要时重新喷漆; 13、所更换的丝杠、轴承或直线导轨等滚动功能部件,均应选用04专项支持的产品。 14、为实现并联生产,建议将刀库扩容到60把或更换60把刀库
机械主轴;二级齿轮箱传动 转速30-8000rpm;功率11KW
3
X轴
滑动导轨
4
Y轴
滑动导轨
行程720mm;移动速度20M/min 行程520;移动速度20M/min
5
Z轴
滑动导轨
行程420;移动速度20M/min
6
切削速度
7
定位精度 VDI3441标准
8 重复定位精度 VDI3441标准
0—8M/min X/Y/Z:0.008mm;C:10角秒 X/Y/Z:0.002mm;
3. 生产线单机—UCP600
3.6、UCP600主要维修更换内容—电气部分
自动配料生产线的设计
课题名称自动配料生产线的设计目录摘要------------------------------------------------------------3 第一章绪论---------------------------------------------------41.1课题的来源及现实意义-------------------------------------41.2 设计任务与总体方案的确定---------------------------------4 第二章 PLC与自动化软件----------------------------------------52.1 PLC的发展历史-------------------------------------------52.2 PLC的硬件和软件-----------------------------------------5 2.2.1 PLC的硬件构成----------------------------------------5 2.2.2 PLC的软件构成----------------------------------------6 2.3PLC系统的辅助设备----------------------------------------7 2.4PLC的通信联网--------------------------------------------7 2.5 PLC的注意事由--------------------------------------------7 2.6自动化软件发展历史及定义----------------------------------8 2.7发展趋势--------------------------------------------------9 2.8 STEP7 Micro/WIN32编程软件简介---------------------------10第三章自动配料系统简介---------------------------------------13 3.1自动配料系统的特点---------------------------------------13 3.2自动配料系统组成-----------------------------------------13 第四章控制系统设计-------------------------------------------14 4.1控制系统硬件设计-----------------------------------------14 4.1.1 PLC的选配-------------------------------------------144.2配料生产线的电气控制要求---------------------------------144.2.1系统硬件设计-----------------------------------------15 4.2.2系统软件设计-----------------------------------------16 第五章程序以及工作过程简介-----------------------------------19 全文总结-------------------------------------------------------24 参考文献-------------------------------------------------------25 致谢-----------------------------------------------------------26摘要随着微处理器、计算机和数字通信技术的飞速发展,计算机控制已经扩展到了几乎所有的工业领域。
d干法水泥生产线DCS系统控制方案

d干法水泥生产线DCS系统控制方案五、5000t/d干法水泥生产线DCS系统解决方案1、前言5000t/d水泥生产线设中央控制室一座,系统主机设备、工程师站、操作站设置在中央控制室,根据生产控制和管理要求设工程师站、操作站和现场控制站,一般分为原料粉磨现场控制站(包括原料磨、原料调配、联合储库),烧成窑尾现场控制站(包括窑尾、废气处理、煤磨)烧成窑头现场控制站、水泥粉磨现场控制站(包括水泥磨、熟料库底、水泥库顶)。
(见水泥厂DCS系统结构示意图)图根据实际情况各主控制站可带远程控制站5000t/d干法水泥生产线(不含矿山,包装)一般有2500左右个控制站,其中开关量1800点左右,模拟量700点左右,所以说水泥生产线以逻辑控制为主,可根据工艺情况在上位机用梯形图或其他逻辑控制语言编制逻辑控制程序,一般是逆流程启动、顺流程停车。
现场控制站完成顺序逻辑控制和设备间的联锁、数字量和模拟量的数据采集处理、PID回路的控制等。
水泥厂的逻辑控制包括组启动、组停车、紧急停车、故障复位、设备之间的联锁、设备内部联锁等。
操作员攻占做通过CRT和键盘完成生产逻辑的监控和操作,用电设备的备妥、运行、故障等状态的显示,生产过程参数的显示、设定、报警、记录和优化等控制。
各种故障报警及工艺参数可由打印机打印出来。
网络系统完成各操作员工作站,各现场控制站之间数据传输以及其他控制系统计算机双向数据通讯等。
2、开光量控制原理(1)用电设备控制原理水泥行业的控制以逻辑控制为主,主要是控制现场用电设备的顺序启停,以及设备之间、主机设备自身的联锁。
用电设备的控制原理图如下所示,现场抽屉柜的要是开关K4打到备妥位置,继电器K1线圈得点,触点9、5吸合,现场送给DCS一个DI(备妥)信号,表示现场设备已经上电,如果没有备妥信号DCS系统不可能启动现场设备。
如果由DCS发出一个DO(驱动信号),继电器K线圈得电,触点9、5吸合,便得主接触器KM吸合,用电设备运行,主接触器的辅助触点13、14吸合,给DCS一个DI(运行)信号,表示用电设备已经在现场运行起来。
自动配料线岗位操作规程(3篇)
第1篇一、岗位概述自动配料线岗位负责对生产线上的原料进行自动配料,确保生产过程的稳定性和产品质量。
本岗位操作规程旨在规范操作流程,确保操作人员的安全和设备的正常运行。
二、岗位职责1. 熟悉自动配料线的操作原理和设备性能,确保能够熟练操作设备。
2. 负责检查自动配料线的设备状态,发现异常情况及时报告并处理。
3. 按照生产计划,准确、及时地完成原料的自动配料工作。
4. 定期对配料线进行清洁和维护,确保设备正常运行。
5. 记录配料数据,为生产过程分析和设备维护提供依据。
三、操作规程1. 准备工作a. 提前15分钟到岗,检查设备状态,确保设备正常运行。
b. 穿戴好劳动保护用品,如安全帽、防护眼镜、手套等。
c. 检查配料单,了解本班次的配料要求。
2. 启动设备a. 打开电源开关,启动自动配料线。
b. 检查配料系统是否正常运行,包括传感器、输送带、计量器等。
3. 配料操作a. 根据配料单,调整配料系统参数,如重量、速度等。
b. 启动配料系统,开始配料工作。
c. 监控配料过程,确保配料准确无误。
4. 数据记录a. 记录配料数据,包括原料名称、重量、时间等。
b. 将数据整理成报表,为生产过程分析和设备维护提供依据。
5. 停止操作a. 检查配料线是否有剩余原料,如有,将其清理干净。
b. 关闭配料系统,关闭电源开关。
c. 检查设备状态,确保设备无异常。
6. 清洁与维护a. 定期对配料线进行清洁,包括输送带、传感器、计量器等。
b. 检查设备润滑点,及时添加润滑油。
c. 检查设备运行状态,确保设备无异常。
四、安全注意事项1. 操作过程中,严禁触摸运行中的设备,以防发生意外伤害。
2. 操作人员应严格遵守操作规程,确保生产安全。
3. 操作人员应定期接受安全培训,提高安全意识。
4. 如遇紧急情况,立即停止操作,并采取相应措施处理。
五、交接班制度1. 交班人员应向接班人员详细说明设备状态、配料数据、存在问题等。
2. 接班人员应认真检查设备状态,确认无误后方可接班。
毕业设计(论文)-亚龙335b自动化生产线安装与调试[管理资料]
![毕业设计(论文)-亚龙335b自动化生产线安装与调试[管理资料]](https://img.taocdn.com/s3/m/a02480dacfc789eb162dc811.png)
学校代码:14057学号: 20093719芜湖信息技术职业学院毕业论文(设计)论文题目:亚龙335B自动化生产线安装与调试学科专业:电气自动化作者姓名:指导教师:完成时间:2012/05/04毕业论文(设计)写作提纲一、论文题目亚龙335B自动化生产与安装二、论题观点来源:可编程序控制器(PLC)以其高抗干扰能力、高可靠性、高性能价格比且编程简单而广泛地应用在现代化的自动生产设备中,担负着生产线的大脑——微处理单元的角色。
三、基本观点:亚龙YL-335B 型自动生产线实训考核装备在铝合金导轨式实训台上安装送料、加工、装配、输送、分拣等工作单元,构成一个典型的自动生产线的机械平台,系统各机构的采用了气动驱动、变频器驱动和步进(伺服)电机位置控制等技术。
系统的控制方式采用每一工作单元由一台 PLC 承担其控制任务,各PLC之间通过RS485串行通讯实现互连的分布式控制方式。
因此,YL-335B 综合应用了多种技术知识,如气动控制技术、机械技术(机械传动、机械连接等)、传感器应用技术、PLC 控制和组网、步进电机位置控制和变频器技术等。
利用YL-335B,可以模拟一个与实际生产情况十分接近的控制过程,使我们得到一个非常接近于实际的教学设备环境,缩短了理论教学与实际应用之间的距离。
四、论文结构:1 YL-335B的系统介绍YL-335B 的组成YL-335B的电气控制YL-335B 工作单元的结构特点YL-335B的控制系统2 供料单元控制系统气动元件供料单元的 PLC 控制系统3 加工单元控制系统加工单元的气动系统加工单元的PLC控制系统4 装配单元控制系统示灯、传感器装配单元的气动系统5 分拣单元控制系统旋转编码器、超声波传感器变频器的选用分拣单元的气动系统6 输送单元控制系统伺服电机及伺服放大器S7-200 PLC的脉冲输出功能及位控编程输送单元的气动系统7 335B的整体控制任务的实现7.2人机界面组态8总结主要参考文献毕业论文(设计)工作中期检查表系别:自动化控制系班级:09电气(2)班目录摘要 (7) (7)YL-335B 的组成 (7)YL-335B的电气控制 (8)YL-335B 工作单元的结构特点 (8)YL-335B的控制系统 (9) (11)气动元件 (11) (11) (11)供料单元的 PLC 控制系统 (13) (13)加工单元的气动系统 (14)加工单元的PLC控制系统 (14) (15)示灯、传感器 (16)装配单元的气动系统 (17) (17) (18)旋转编码器、超声波传感器 (19)变频器的选用 (20)分拣单元的气动系统 (21) (22)伺服电机及伺服放大器 (22)S7-200 PLC的脉冲输出功能及位控编程 (23)输送单元的气动系统 (23) (23)任务的实现 (24)人机界面组态 (25) (33)主要参考文献 (33)亚龙335B自动化生产线安装与调试摘要可编程逻辑控制器(Programmable controller)简称PLC,是一种工业控制微型计算机。
原料自动配料系统方案
原料自动配料系统方案目录一、概述 (3)二、系统设计要求 (3)1.料仓部分: (3)2.喂料部分 (3)3.秤量部分 (3)4.物料的混合控制 (4)5.砂岩在线测水 (4)6.控制系统 (4)7.控制系统工作条件 (5)三、系统实现原则 (5)四、原料配料系统硬件简介 (5)五、原料配料系统软件功能简介 (9)1、称量管理 (9)2、系统监控 (9)3、报警监控 (10)4、实时打印 (10)5、历史数据管理 (10)6、系统权限管理 (11)7、系统冗余 (11)六、多手段的系统维护方法 (11)1、电话维护 (11)2、远程维护 (11)3、现场维护 (11)附:系统示意图 (13)工艺图 (13)配料控制室 (14)电器布置图 (15)拓扑结构图 (16)一、概述秦皇岛市海北电子技术有限公司原料连续称量配料系统采用先进的SIEMENS (西门子)PLC、工业控制计算机及PANTHER电子称量设备。
其主要组成部分包括动力部分、控制部分、喂排料部分及称量部分等,是为浮法玻璃生产设计的计算机全自动控制配料系统。
二、系统设计要求1.料仓部分:配料车间使用排仓式储料,共设粉料仓8个、碎玻璃料仓1个,粉料仓的出口处有活化漏斗(碎玻璃和石灰石用丝杠闸门),料仓的活化漏斗出口处通过软连接至喂料机的入口处,系统将根据料仓物料流动情况来决定活化漏斗的启动情况,保证物料供给的正常。
2.喂料部分喂料部分包括活化料斗和喂料设备(电磁振动给料机或螺旋输送机,根据物料的实际量程选择不同的规格)芒硝加料团破碎机。
3.秤量部分秤量部分采用三传感器电子斗秤,秤斗上安有除尘口并与集料皮带导料槽相通,以防止粉尘的外泄。
秤量系统采用“减量法”秤量方式。
排料采用电磁振动给料机。
排料应有分时操作的功能,使物料均匀的铺成夹层状态。
芒硝和煤粉先入预混机混合,预混机同其他物料同时排料。
碎玻璃均匀的撒在混合料上。
物料特征及秤台数:物料名称台数每批料用量容重水分%砂岩粉 2 2800kg(2X1400) 1.4 < 5< 2 长石 1 230kg 1.5< 2 白云石 1 700kg 1.51.05~<0.5纯碱 1 900kg1.2<0.5 芒硝 1 50kg 1.1<0.5 碳粉 1 5kg 0.5石灰石 1 230kg 1.5< 2粒度<50mm 碎玻璃 1 1600kg 1.2水秤 1 225kg中间仓复合秤 1 小于 4500kg 1.2 电子秤的静态精度:国家Ⅲ秤标准(经计量部门检定)电子秤的动态精度:95%以上的单料误差≤3个d4.物料的混合控制配合料皮带将物料通过中间复合秤放入混合机内,完成物料的混合操作。
饲料配料自动化生产线的设计与实现
饲料配料自动化生产线的设计与实现陈光军(潍坊学院 计算机系,山东 潍坊261041)摘要: 文章介绍采用微计算机、PLC可编程控制器控制饲料配料生产线的系统组成,系统功能,硬件电路设计,软件模块设计。
PLC软件模型采用分段PID调节,在满足精度要求的条件下,提高生产量的方法。
[关键词] 自动化生产线 分段PID调节一、引言饲料是各种原料按一定比例配制而成的,采用微计算机、PLC可编程控制器和生产线组成饲料配料生产自动化。
饲料中各原料的重量由配料仓的称重传感器产生,信号经过放大、模数转换送入计算机。
由微机控制使饲料严格按照饲料配方中原料的比例配成。
实现了在满足精度要求的条件下,并提高产量。
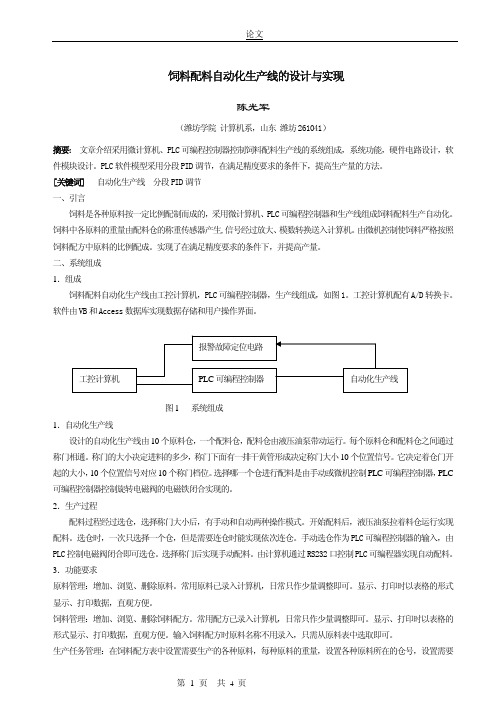
二、系统组成1.组成饲料配料自动化生产线由工控计算机,PLC可编程控制器,生产线组成,如图1。
工控计算机配有A/D转换卡。
软件由VB和Access数据库实现数据存储和用户操作界面。
图1 系统组成1.自动化生产线设计的自动化生产线由10个原料仓,一个配料仓,配料仓由液压油泵带动运行。
每个原料仓和配料仓之间通过称门相通。
称门的大小决定进料的多少,称门下面有一排干黄管形成决定称门大小10个位置信号。
它决定着仓门开起的大小,10个位置信号对应10个称门档位。
选择哪一个仓进行配料是由手动或微机控制PLC可编程控制器,PLC 可编程控制器控制旋转电磁阀的电磁铁闭合实现的。
2.生产过程配料过程经过选仓,选择称门大小后,有手动和自动两种操作模式。
开始配料后,液压油泵拉着料仓运行实现配料。
选仓时,一次只选择一个仓,但是需要连仓时能实现依次连仓。
手动选仓作为PLC可编程控制器的输入,由PLC控制电磁阀闭合即可选仓。
选择称门后实现手动配料。
由计算机通过RS232口控制PLC可编程器实现自动配料。
3.功能要求原料管理:增加、浏览、删除原料。
常用原料已录入计算机,日常只作少量调整即可。
显示、打印时以表格的形式显示、打印数据,直观方便。
饲料管理:增加、浏览、删除饲料配方。
生产线设备YL-335B指导书

YL-335B型自动生产线装备实践指导书(三菱PLC版本)华南理工大学自动化实验教学中心前言现代化的自动生产设备(自动生产线)的最大特点是它的综合性和系统性,在这里,机械技术、微电子技术、电工电子技术、传感测试技术、接口技术、信息变换技术、网络通信技术等多种技术有机地结合,并综合应用到生产设备中;而系统性指的是,生产线的传感检测、传输与处理、控制、执行与驱动等机构在微处理单元的控制下协调有序地工作,有机地融合在一起。
可编程序控制器(PLC)以其高抗干扰能力、高可靠性、高性能价格比且编程简单而广泛地应用在现代化的自动生产设备中,担负着生产线的大脑——微处理单元的角色。
因此,培养掌握机电一体化技术,掌握PLC技术及PLC网络技术的技术人材是当务之急。
亚龙YL-335B型自动生产线实训考核装备在铝合金导轨式实训台上安装供料、加工、装配、输送、分拣等工作单元,构成一个典型的自动生产线的机械平台,系统各机构的采用了气动驱动、变频器驱动和伺服(步进)电机位置控制等技术。
系统的控制方式采用每一工作单元由一台PLC承担其控制任务,各PLC之间通过CC-LINK网络通讯实现互连的分布式控制方式。
因此,YL-335B综合应用了多种技术知识,如气动控制技术、机械技术(机械传动、机械连接等)、传感器应用技术、PLC控制和组网、伺服电机位置控制和变频器技术等。
利用YL-335B,可以模拟一个与实际生产情况十分接近的控制过程,使学习者得到一个非常接近于实际的教学设备环境,从而缩短了理论教学与实际应用之间的距离。
YL-335B采用模块组合式的结构,各工作单元是相对独立的模块,并采用了标准结构和抽屉式模块放置架,具有较强的互换性。
可根据实训需要或工作任务的不同进行不同的组合、安装和调试,达到模拟生产性功能和整合学习功能的目标,十分适合教学实训考核或技能竞赛的需要。
本实训指导书主要阐述亚龙YL-335B型自动生产线实训考核装备的基本结构、工作原理和工作过程。
最新5000td干法水泥生产线DCS系统控制方案汇总
5000t d干法水泥生产线D C S系统控制方案五、5000t/d干法水泥生产线DCS系统解决方案1、前言5000t/d水泥生产线设中央控制室一座,系统主机设备、工程师站、操作站设置在中央控制室,根据生产控制和管理要求设工程师站、操作站和现场控制站,一般分为原料粉磨现场控制站(包括原料磨、原料调配、联合储库),烧成窑尾现场控制站(包括窑尾、废气处理、煤磨)烧成窑头现场控制站、水泥粉磨现场控制站(包括水泥磨、熟料库底、水泥库顶)。
(见水泥厂DCS系统结构示意图)图根据实际情况各主控制站可带远程控制站5000t/d干法水泥生产线(不含矿山,包装)一般有2500左右个控制站,其中开关量1800点左右,模拟量700点左右,所以说水泥生产线以逻辑控制为主,可根据工艺情况在上位机用梯形图或其他逻辑控制语言编制逻辑控制程序,一般是逆流程启动、顺流程停车。
现场控制站完成顺序逻辑控制和设备间的联锁、数字量和模拟量的数据采集处理、PID回路的控制等。
水泥厂的逻辑控制包括组启动、组停车、紧急停车、故障复位、设备之间的联锁、设备内部联锁等。
操作员攻占做通过CRT和键盘完成生产逻辑的监控和操作,用电设备的备妥、运行、故障等状态的显示,生产过程参数的显示、设定、报警、记录和优化等控制。
各种故障报警及工艺参数可由打印机打印出来。
网络系统完成各操作员工作站,各现场控制站之间数据传输以及其他控制系统计算机双向数据通讯等。
2、开光量控制原理(1)用电设备控制原理水泥行业的控制以逻辑控制为主,主要是控制现场用电设备的顺序启停,以及设备之间、主机设备自身的联锁。
用电设备的控制原理图如下所示,现场抽屉柜的要是开关K4打到备妥位置,继电器K1线圈得点,触点9、5吸合,现场送给DCS一个DI(备妥)信号,表示现场设备已经上电,如果没有备妥信号DCS系统不可能启动现场设备。
如果由DCS发出一个DO(驱动信号),继电器K线圈得电,触点9、5吸合,便得主接触器KM吸合,用电设备运行,主接触器的辅助触点13、14吸合,给DCS一个DI(运行)信号,表示用电设备已经在现场运行起来。
自动生产线分拣站控制系统设计
河南工业职业技术学院Henan Polytechnic Institute毕业设计(论文)自动生产线分拣站控制系统设计班级__机电1003班________姓名__杨金光________指导教师__朱文琦________自动生产线分拣站(PLC+直流伺服电机+气动元件)控制系统设计摘要面对激烈的市场竞争,一个企业的生产效率是其能否生存和发展的决定性因素。
要想提高生产效率就必须提高各个环节的效率,产品自动化控制系统的使用是现在工业生产经常使用的控制系统之一。
比如工件分拣这个环节,有没有自动分拣系统就成为判断条件之一,也是必须的条件。
本文在纵观了近年来自动化发展状况的基础上,结合自动化方面的设计,对自动化技术进行了系统的分析,提出了用气动驱动和PLC控制的设计方案。
采用整体化的设计思想,充分考虑了软、硬件各自的特点并进行互补优化。
对物料分拣的整体结构、执行结构、驱动系统和控制系统进行了分析和设计。
在其驱动系统中采用气动驱动,采用气压驱动系统,具有动作迅速、准确、结构简单、安装方便、可靠等一系列优点。
最后提出了一种简单、易于实现、理论意义明确的控制策略。
通过以上部分的工作,得出了经济型、实用型、高可靠型物料分拣系统的设计方案,对其他经济型PLC控制系统的设计也有一定的借鉴价值。
关键词: 物料分拣,气动驱动,可编程控制器(PLC),自动化控制ABSTRACTPLC control is the most commonly used industrial automation control method, because of its convenient control to withstand an adverse environment, it is better than MCU control in the industrial. PLC traditional relay control technology, computer and communication technologies are integrated specifically for industrial control and design, have strong function, common flexible, high reliability and environmental adaptability, and programming simple, easy to use and small size, light weight, a series of low-power advantages in industrial applications become more extensive.This paper focuses on the PLC in the canned beverage production, The design of an automatic sorting device with low cost and high efficiency is presented in the paper, which regards programmable logic controller ( PLC) as the master controller and combines pneumatic device, sensing technology, position control and other technology to implement automatic selecting of the products live. The device is characteristic of high automation, steady running, high precision and easy control, which can fulfill the requirement according to different situations with little modifications.Key words:programmable logic controller,sorting device,controlsystem,sensors目录摘要........................................ I I 目录........................................ I V 第一章绪论.. (1)§1.1课题研究的背景 (1)§1.2课题研究的目的和意义 (1)第二章自动化分拣系统的构成与工作原理 (2)§2.1自动化生产线的核心技术 (2)§2.2自动化分拣单元工作过程 (2)§2.3分拣单元的结构组成 (3)§2.3.1传送和分拣机构 (4)§2.3.2驱动模块 (5)§2.3.3电磁阀组 (5)§2.4分拣中的传感器 (6)§2.4.1光纤传感器 (6)§2.4.2光电传感器 (7)§2.4.3磁感应接近式传感器 (8)§2.4.4 金属传感器 (8)第三章执行系统的分析与设计 (10)§3.1气动技术在气动装置中的设计 (10)§3.1.1 气泵的认识与选择 (10)§3.1.2空气压缩机 (11)§3.1.3储气罐 (11)§3.1.4气动控制元件的认识 (12)§3.2 分拣站的执行元件 (15)§3.2.1 气动执行元件 (15)§3.3传动机构 (17)§3.3.1直流伺服电机的认识与选择 (17)§3.4伺服控制器的认识 (19)§3.5旋转编码器概述 (19)第四章控制系统的分析与设计 (21)§4.1分拣单元的 PLC控制系统设计的基本原则21 §4.1.1分拣站的工作原理 (21)§4.1.2 PLC机型的选择 (21)§4.1.3确定PLC的容量 (23)§4.1.4 确定PLC的I/O模块 (24)§4.1.5 PLC种类及型号的确定 (25)§4.2 PLC的I/O 接线及气路图 (25)§4.3分拣单元的编程要点 (29)§4.3.1 高速计数器的编程 (29)§4.3.2程序结构 (31)§4.4 编写和调试PLC控制程序 (33)§4.4.1 编写程序的思路 (33)§4.4.2 功能测试程序的结构 (34)§4.4.3调试与运行 (34)总结 (35)参考文献 (36)致谢 (37)附录 (37)第一章绪论§1.1课题研究的背景在时代的前进过程中自动化科学技术已对整个科学技术的理论和实践做了重要贡献,并为人类社会带来了巨大利益。
2500td生产线工程操作说明书
2500t/d生产线工程操作说明书目录第一章总论 (1)1.1前言 (1)1.2调试前的准备工作 (2)1.3操作安全 (5)1.4设备的日常维护 (5)1.5通用设备常见故障处理 (7)第二章原料破碎及储存系统 (12)2.1系统起动前的准备 (12)2.2投料试生产 (14)2.3系统的开停顺序说明 (16)2.4日常维护和保养 (17)2.5常见故障及处理 (17)2.6安全注意事项 (19)第三章原料粉磨及废气处理系统 (20)3.1系统平衡计算和工艺操作参数 (20)3.2系统起动前的准备工作 (22)3.3投料试生产前的准备工作 (27)3.4投料试生产和系统的开停顺序说明 (28)3.5正常生产操作 (32)3.6本系统设备日常维护工作 (33)3.7常见故障及处理 (34)第四章生料均化库及生料入窑系统 (39)4.1系统起动前的准备工作 (39)4.2系统的开停顺序说明和投料试生产 (42)4.3生料计量系统的在线标定 (44)4.4系统运行检查、常见故障及处理 (44)第五章烧成系统 (47)5.1生产工艺流程简述 (47)5.2系统起动前的准备工作 (49)5.3系统起动及停车操作 (56)第六章原煤储存、煤粉制备、计量及输送 (79)6.1系统起动前的准备工作 (79)6.2系统运转中的检查与调整 (81)6.3停机操作 (83)6.4常现故障停车 (83)6.5 故障处理 (84)6.6煤磨系统安全措施 (85)6.7巡检中注意事项 (85)6.8清扫 (86)6.9严禁烟火 (86)6.10系统运行前的安全检查 (86)6.11运转中的安全检查 (86)第七章水泥配料、粉磨及储存系统 (88)7.1系统启动前的准备工作 (88)7.2系统的开停顺序说明 (93)7.3主要操作参数 (94)7.4设备故障及处理 (95)7.5日常维护和保养 (98)7.6生产中的注意事项 (99)第八章水泥储存包装、散装系统 (101)8.1系统启动前的准备工作 (101)8.2包装机开机前准备工作 (103)8.3设备运转中的检查 (103)8.4停机顺序 (103)8.5常见故障原因分析及处理 (104)8.6水泥库侧汽车散装 (105)第一章总论1.1 前言本工程主要包括下列几个系统:——原料破碎及储存系统:包括石灰石破碎及输送、砂岩破碎及输送、石灰石储存、原料储存、配料及输送等项目。
LB2000型沥青搅拌站配置(燃油、布袋)

I贝特重工LB2000型间歇式沥青混合料搅拌设备技术文件(燃油型、布袋式除尘)山东贝特重工股份有限公司联系人:王经理电话:山东贝特重工股份有限公司LB2000 型间歇式沥青混合料搅拌设备技术参数一、主要参数生产能力:120 t/h —160 t/h 总装机功率:490 kw(燃油, 不含成品仓)油石比误差:<±0.33 %燃油消耗率:< 6.5 kg/t 混合料(46055kj/kg标油)占地面积:长:50m 宽:30m设备最高点:20 m控制方式:计算机自动程序控制操作方式:全自动、半自动、手动设备颜色:金属灰(默认金属灰,需方有特殊要求时由需方提供色卡。
)二、设备主要构成系统1、冷料供给系统2、骨料烘干加热系统(燃油型)3、筛分、称量及拌合系统4、粉料供给系统5、沥青供给及加热系统6、气动系统7、除尘系统8、成品料提升及储存系统(无)9、控制系统三、主要技术规格说明1、冷料供给系统1.1 冷料斗:冷料斗数量5 个3单斗容积12m 3进料口尺寸3.6 m X 2.5 m (长X宽)上料高度 3.3 m(进料口处设有隔离网,可防止超规格大料进入料斗)仓壁振捣器 2 个(设置在砂料斗上)电机功率100 w X 21.2 皮带给料机:皮带给料机数量 5 个皮带宽度650 mm 宽(挡边皮带)生产能力100 t/h电机减速机功率 2.2 kw X 5(变频调速)断料报警装置 1 套,信号远传到现场报警灯及中央控制室内1.3 集料皮带输送机:皮带宽度650 mm输送能力> 160 t/h电动滚筒功率 4 kw1.4 斜皮带输送机:皮带宽度650 mm输送能力> 160 t/h电动滚筒功率 4 kw2、骨料烘干加热系统(燃油型)2.1 干燥滚筒:外形尺寸 2.2 m X 8 m (直径X长度)生产能力> 160 t/h (骨料含水量w 5%传动方式四轮摩擦驱动电机减速机15 kw X 4,套装式硬齿面减速机安装角度 4 o筒体保温装置采用50mm耐高温保温材料2.2 主燃烧器:型式低压气动雾化, 数控变频,可燃柴油、重油和渣油点火方式高压电火花、液化气自动点火喷油量250 kg/h调节比0 :1风机功率15 kw燃油泵2.2 kw测温装置热电偶测温,自动控制出料温度测温误差< 士5C螺杆式空压机:排气量 3 m 3/min数量 1台电机功率18.5 kw特点:燃烧器具有节能、低噪音、比例全自动控制的特点,配有超温自动保护装置,操作台控制点火、熄火、控温及温度指示。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
QT简易生产线D(三仓配料站带面料集中控制)配置
作者: 日期:
2
6
10
QT6-15技术参数
QT6简易生产线D2(三仓配料站、带面料、集中控制)布置图
1:三仓配料机2:底料搅拌机 3:底料水及水泥计量系统
4:螺旋输送机(© 219)
5:粉罐(50t ) 6: 底料皮带输送机 7:砌块成型机8:面料皮带输送机9:面料搅拌机 10:叠板机11:液压站12:砌块成型机控制台 13:配料搅拌控制台
工
|[|
■ III ii ■
II
成型块数
空心砖:6 块/模 ( 390X190X 190)
实心砖:30 块 /模 ( 240X 115X53) 多孔砖:15 块 /模 ( 240X 115X90) 路面砖:21 块/模 ( 200X 100X60/80)
成型周期
15~20秒、路面砖 20~30秒 班产量
390 XI90 X 90
8640~11520 块/班 240 X 15 X 3 43200~57600 块/班 240 X 15 X 0 21600~28800 块/班 200 X 00 X 0/80
24192~30240 块/班
激振频率
50Hz
QT6简易生产线D (三仓配料站、带面料、集中控制)配置表
注:(1)以上价格不含税及运输费用。
(2)我公司派2〜3名技术人员指导安装、负责调试,需方应提供必要的工人配合安装。
(3)粉罐用户自制,供方可提供图纸。
福建泉工机械有限公司
2011-07-05。