玻纤拉丝生产工艺
玻璃纤维种类以及生产工艺

玻璃纤维种类以及生产工艺一、玻璃纤维的种类1、无碱玻璃纤维,在国外为通用玻璃纤维,占产量的 90%以上,在国内也是应用最多的类型之一。
①无碱玻璃纤维抗拉强度比钢丝还高,与金属材料相比重量较轻,与金属铝相当;②抗疲乏强度高,对于需要经受冲击负荷的构造材料而言格外重要;③优异的电性能,介电常数低;尺寸稳定性好,在最大应力条件下,伸长率仅 3%-4%;④耐高温;⑤化学稳定性好,耐候性好,导热系数低,用作电绝缘材料时能快速散热;⑥几乎不吸水,遇火不燃烧、不冒烟。
2、中碱玻璃纤维,与无碱玻璃纤维相比强度较低,在无关性能要求的应用领域中,也是一种良好的工业材料和增加材料,在我国连续玻璃纤维纺织制品中照旧是用量最大的玻璃纤维类型。
①中碱玻璃纤维不宜用于电绝缘方面;②化学稳定良好,耐酸性优于无碱玻璃纤维;③价格比无碱玻璃纤维低。
3、高碱玻璃纤维,力学性能远低于无碱玻璃纤维和中碱玻璃纤维,而且不耐水侵蚀,在大气的水分侵蚀下,制品会很快变脆,因丧失强度而失去使用价值。
它是我国玻纤工业早期产品,现已趋于淘汰。
4、高强玻璃纤维,是力学性能比无碱玻璃纤维更好的特种用途玻璃纤维之一,生产本钱高,目前用于工、航空、体育、交通、电力等有特别要求的领域。
①抗拉强度比无碱玻璃纤维高 30%,比强度高 35%,弹性模量高 15%,比模量高 19%。
②用其制成的玻璃钢制品的抗拉强度比同类无碱玻璃钢制品高 30%,弯曲强度高 20%,剪切强度相当。
③可提升部件性能,减轻部件重量,节约燃料。
5、高模量玻璃纤维,弹性模量约为无碱玻璃纤维制品高 25%,抗拉强度高23%;比模量和比强度都很高,电绝缘性能好。
生产本钱高,目前用于工、航空、体育、交通、电力等有特别要求的领域。
6、耐磨玻璃纤维,用作各种水泥制品的型增加材料,用其制作的水泥制品具有轻质、高强、耐冲击的优点。
①比无碱玻璃纤维更优良的电性能,介电系数低,介电损耗小;②密度低,适用于制作雷达天线罩。
玻璃纤维拉丝工艺

玻璃纤维拉丝工艺玻璃纤维拉丝工艺,嘿,这可真是个有趣的玩意儿!你知道吗,玻璃纤维就像是细细的魔法丝。
想象一下,把普通的玻璃变成这些纤细又坚韧的纤维,多神奇呀!要做好玻璃纤维拉丝,那可得有一套精细的流程。
首先得把玻璃原料准备好,就像厨师要准备好食材一样。
这些玻璃原料得经过高温熔化,变成滚烫的玻璃液。
这时候就好像是一锅滚烫的粥,咕噜噜地冒着泡。
然后呢,这滚烫的玻璃液就得通过特制的漏板啦。
这漏板就像是一个神奇的筛子,能把玻璃液变成一根根细细的纤维。
就好像是从一个大瀑布变成了无数条细细的水流。
接下来,这些纤维可不能就这么随便飘着呀,得有专门的装置来把它们牵引拉伸,让它们变得更长更细。
这就像是给它们做了一场拉伸运动,让它们变得更苗条更强健。
在这个过程中,温度的控制可太重要啦!温度太高或太低,都会影响纤维的质量。
这就好比烤面包,火候掌握不好,面包可就不好吃啦。
而且啊,设备的维护也不能马虎。
就像你爱护自己的宝贝车子一样,要经常给它做做保养,这样它才能更好地工作呀。
要是设备出了问题,那可就像车子抛锚一样,会耽误事儿的。
还有哦,操作人员的技术和经验那也是至关重要的。
一个有经验的操作人员就像是一个熟练的舞者,能够精准地把握每一个动作,让整个过程行云流水般顺畅。
他们知道什么时候该调整温度,什么时候该检查设备,这可不是一朝一夕能学会的哟!你说这玻璃纤维拉丝工艺是不是很有意思呀?它能把普通的玻璃变成这么有用的纤维,然后这些纤维又能被做成各种各样的东西,比如隔热材料啦,增强材料啦等等。
这就像是变魔术一样,把一样东西变成了完全不同的、更有价值的东西。
总之呢,玻璃纤维拉丝工艺是一个充满挑战和乐趣的领域。
它需要我们有细心、耐心和技术,才能做出高质量的玻璃纤维。
所以呀,让我们一起为这个神奇的工艺点赞吧!。
玻纤生产工艺流程

玻纤生产工艺流程一、原料准备。
1.1 玻纤生产的原料那可是相当关键的。
主要就是玻璃球或者是一些矿物原料,像石英砂、石灰石、叶腊石之类的。
这些原料就如同厨师做菜的食材,必须精挑细选。
石英砂要纯净度高的,就像我们找对象,得找靠谱的,要是杂质多了,那生产出来的玻纤质量可就大打折扣了。
1.2 选好原料后,还得按照一定的比例混合。
这比例就像是魔法配方一样,多一点少一点都不行。
得小心翼翼地称重、配料,就像走钢丝一样,得保持平衡。
二、熔制工序。
2.1 混合好的原料就被送进熔炉里熔化了。
这熔炉的温度那是相当高啊,简直像太上老君的炼丹炉一样。
在高温下,原料就像冰雪遇到暖阳一样,慢慢化成了玻璃液。
这个过程中,各种原料充分融合,就像一群小伙伴手拉手团结在一起。
2.2 但是在熔制的时候,可得时刻盯着。
不能有任何闪失,就像守护自己的宝贝一样。
要保证玻璃液的质量均匀稳定,要是出现了局部温度不均匀或者成分波动,那就好比一锅粥里掉进了老鼠屎,整个批次的玻纤可能就毁了。
三、拉丝工序。
3.1 玻璃液从熔炉出来后,就到了拉丝环节。
这就像把面团拉成面条一样,不过可没那么简单。
玻璃液通过特殊的漏板,漏板上有好多小孔,玻璃液就像涓涓细流一样从这些小孔中流出来。
这时候就开始神奇的拉丝过程了,在高速的拉丝机的牵引下,玻璃液迅速被拉成一根根纤细的玻纤丝。
这就如同变魔术一样,原本是液态的玻璃一下子就变成了丝状的固体。
3.2 在拉丝的过程中,要控制好拉丝的速度和张力。
速度太快了,玻纤丝可能会断掉,就像拉得太猛的橡皮筋一样;张力不合适,玻纤丝的粗细就不均匀,就像长短不一的筷子,那肯定是不符合要求的。
所以这个环节得眼疾手快,还得心细如发。
四、后处理工序。
4.1 拉出来的玻纤丝还不能直接用,得经过后处理。
首先就是涂覆,就像给玻纤丝穿上一层保护衣一样。
涂覆的材料可以提高玻纤丝的性能,比如增强它的耐磨性、耐腐蚀性等。
这涂覆的过程就像给美女化妆一样,得涂得均匀、细致。
玻璃纤维拉丝工艺工作总结
玻璃纤维拉丝工艺工作总结
玻璃纤维拉丝工艺是一项非常重要的工艺,它在许多领域都有着广泛的应用。
在这个工艺中,玻璃原料通过一系列的加工工序,最终被拉制成细丝,然后用于制作各种玻璃纤维制品。
在这篇文章中,我将对玻璃纤维拉丝工艺的工作进行总结,包括工艺流程、工作原理、以及一些值得注意的问题。
首先,玻璃纤维拉丝工艺的工作流程可以分为几个主要的步骤。
首先是原料准备,包括将玻璃原料进行熔化和成型。
然后是拉丝加工,通过将玻璃原料拉制成细丝。
最后是后续的处理工序,包括对细丝进行涂覆、编织等加工,最终制成各种玻璃纤维制品。
在这个工艺中,拉丝加工是最为关键的一环。
在拉丝过程中,需要控制好拉丝速度、拉丝温度等参数,以确保拉制出的玻璃纤维细丝具有一定的强度和均匀性。
同时,还需要注意对拉丝设备的维护和保养,以确保设备的正常运转。
此外,还需要注意一些环境和安全问题。
在玻璃纤维拉丝工艺中,会产生一定量的玻璃纤维粉尘,这对工作者的健康会造成一定的影响。
因此,需要采取一定的防护措施,如佩戴口罩、手套等,以减少对工作者的影响。
总的来说,玻璃纤维拉丝工艺是一项非常重要的工艺,它在建筑、航空航天、汽车等领域都有着广泛的应用。
通过对工艺流程的掌握和对一些关键问题的注意,可以确保玻璃纤维拉丝工艺的顺利进行,为各个领域提供优质的玻璃纤维制品。
玻纤拉丝工操作流程
玻纤拉丝工操作流程英文回答:Fiberglass filament winding is a process used to manufacture fiberglass reinforced plastic (FRP) products, such as pipes, tanks, and pressure vessels. As someone who has experience in this field, I can provide you with a detailed explanation of the operation process.1. Preparation: Before starting the filament winding process, it is important to prepare the materials and equipment. This includes checking the quality of the fiberglass yarn, ensuring the resin and catalyst are properly mixed, and preparing the mandrels or molds.2. Setting up the winding machine: The winding machine is a crucial tool in the process. It is used to guide the fiberglass yarn onto the mandrel or mold in a predetermined pattern. The machine needs to be set up according to the specifications of the product being manufactured.3. Applying the release agent: To prevent thefiberglass from sticking to the mandrel or mold, a release agent is applied. This can be in the form of a spray or a brush-on liquid. The release agent acts as a barrier between the fiberglass and the mandrel or mold, making it easier to remove the finished product.4. Starting the winding process: Once everything is set up, the winding process can begin. The operator starts the machine and guides the fiberglass yarn onto the mandrel or mold. The yarn is impregnated with resin as it is wound, ensuring that the fiberglass is fully saturated.5. Curing: After the desired number of layers have been applied, the product is left to cure. This can be done at room temperature or in a heated oven, depending on the type of resin used. The curing process allows the resin to harden and bond the fiberglass together, creating a strong and durable product.6. Finishing touches: Once the product has cured, it isremoved from the mandrel or mold. Any excess fiberglass or resin is trimmed off, and the product is inspected for any defects. If necessary, additional finishing touches such as sanding or painting can be done to achieve the desired appearance.中文回答:玻纤拉丝工是一种用于制造玻璃纤维增强塑料(FRP)产品的工艺,如管道、储罐和压力容器。
玻璃纤维拉丝工艺工作总结
玻璃纤维拉丝工艺工作总结
玻璃纤维是一种非常重要的工业材料,广泛用于建筑、航空航天、汽车、船舶
等领域。
而玻璃纤维的制备过程中,拉丝工艺是至关重要的一环。
下面我们就来总结一下玻璃纤维拉丝工艺的工作要点和注意事项。
首先,玻璃纤维的拉丝工艺需要使用玻璃纤维原料,这些原料通常是玻璃颗粒
或玻璃棒。
在拉丝过程中,需要将玻璃原料加热到适当的温度,使其变得柔软并易于拉丝。
在这个过程中,温度的控制非常重要,过高或过低都会影响到拉丝的质量。
其次,拉丝工艺需要使用拉丝机或者拉丝模具。
这些设备可以将加热后的玻璃
原料拉成细丝,然后进行冷却固化。
在这个过程中,需要控制拉丝速度和拉丝张力,以确保拉出的玻璃纤维细丝的直径均匀,并且表面光滑。
另外,拉丝工艺还需要注意材料的纯净度和成分配比。
玻璃纤维的质量和性能
与原料的纯净度和成分配比密切相关,因此在拉丝工艺中需要对原料进行严格的检测和控制,以确保拉出的玻璃纤维具有优良的性能。
总的来说,玻璃纤维拉丝工艺是一项复杂而精细的工艺,需要严格控制温度、
速度、张力等参数,同时还需要对原料进行严格的检测和控制。
只有这样,才能保证拉出的玻璃纤维具有优良的性能,能够满足各种工业领域的需求。
玻璃纤维的物理性能与加工工艺
玻璃纤维的物理性能和加工工艺一.物理性能1.外观特点一般天然或人造的有机纤维,其表面都有较深的皱纹。
而玻璃纤维表面呈光滑的圆柱体,其横断面几乎都是完整的圆形,宏观来看,表面光滑,所以纤维之间的抱合力非常小,不利于和树脂粘结。
由于呈圆柱体,所以玻璃纤维彼此靠近时,空隙填充的较密实。
这对提高玻璃钢制品的玻璃含量是有利的。
2.密度玻璃纤维的密度较其它有机纤维为大,但比一般金属密度要低,几乎和铝一祥。
因此在航空工业上用玻璃钢代替铝钛合金就成为可能。
玻璃纤维的密度与成分有密切的关系,一般为2.5-2.7g/cm3左右,但含有大量重金属的高弹玻璃纤维密布度可达2.9g/cm3,—般来说无碱纤维的密度比有碱纤维密度要大,见下表。
3.抗拉强度玻璃纤维的抗拉强度比同成分的玻璃高几十倍,例如有碱玻璃的抗拉强度只有40-100MPa,而用它立制的玻璃纤维强度可达2000MPa'其提高了20-50倍,4.耐磨性和耐折性玻璃纤维的耐磨性是指纤维抗摩擦的能力;玻璃纤维的耐折性是指纤维抵抗折断的能力。
玻璃纤维这两个性能都很差。
当纤维表面吸附水分后能加速微裂纹扩展,使纤维耐磨性和耐折性降低。
为了提高玻璃纤维的柔性以满足纺织工艺的要求,可以采用适当的表面处理。
如经0.2%阳离子活性剂水溶液处理后,玻璃纤维的耐磨性比未处理的高200倍,纤维的柔性一般以断裂前弯曲半径的大小表示。
弯曲半径越小,柔性越好。
如玻璃纤维直径为9pm时,其弯曲半径为0.094mm,而超细纤维直径为3.6pm时,其弯曲半径为0.038mm。
5.弹性玻璃纤维的延伸率纤维的延伸率是指纤维在外力作用下,直至拉断时的伸长百分率。
玻璃纤维的延伸率比其它有机纤维的延伸率低,其伸长的程度与所施加的力成正比,直到纤维断裂为止,不存在屈服点。
负荷去掉后可以恢复原来长度,因此玻璃纤维是完全的弹性体。
6.电性能由于玻璃纤维的介电性好,耐热性良好,吸湿性小,并且不燃烧,所以无碱玻璃纤维制品在电气、电机工业中得到了广泛而有效的应用。
玻璃纤维厂拉丝分拉工艺流程
玻璃纤维厂拉丝分拉工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!玻璃纤维厂拉丝分拉工艺流程一、准备工作阶段。
在进行玻璃纤维厂拉丝分拉工艺之前,需要进行一系列的准备工作。
[业务]玻璃纤维的生产工艺及流程
![[业务]玻璃纤维的生产工艺及流程](https://img.taocdn.com/s3/m/e31fdaa46c175f0e7dd13742.png)
[业务]玻璃纤维的生产工艺及流程玻璃纤维的生产工艺及流程玻璃纤维生产工艺流程及产品基础知识第一章概论 20世纪30年代未自E玻璃纤维问世并且出现环氧树脂和不饱和聚酯以来迎来了了无机材料相结合而成的、具有新型功能的复合材料时代为玻璃纤维电气层压材料和玻璃纤维增强塑料FRP的发展奠定了基础。
时至今日玻璃纤维生产已发展成为一门独立的工业体系成为现代非金属材料家族中具有独特功能的材料它们属微米级玻璃态纤维又借鉴了传统的纺织技术创造出独特的后加工体系制造出玻璃纤维材质的制品在机械、电气、光学、耐腐蚀、绝热及吸声等方面发挥出独特的性能应用领域很快遍及电子、电器、交通、建筑、航空、航天、环保和国防军工等国民经济的各个部门。
上世纪五十年代未玻璃纤维池窑拉丝工艺获得了成功标志着玻璃纤维制造技术上的一次飞跃。
池窑拉丝工艺具有生产温度制度合理节省能源消耗生产工艺稳定产品产量、质量提高等优点在池窑拉丝工艺线上很快就实现了大规模化生产。
并且很快实施了最先进的全自动控制技术劳动生产率大幅度提高。
因此池窑拉丝工艺已成为当今国际上通用的主流技术。
目前全世界已经有95以上的玻璃纤维都是采用池窑拉丝法进行生产的。
第二章无碱玻璃纤维生产原理及工艺流程一、无碱玻璃概念无碱玻璃系指成分中碱金属含量小于0.8的铝硼硅酸盐玻璃。
国际上通常叫做“E”玻璃。
最初是为电气应用研制的但今天E玻璃的应用范围已远远超出了电气用途成为一种通用配方。
国际上玻璃纤维有90以上用的是E玻璃成份。
E玻璃成份的基础是SiO2 、Ai2O3、 CaO三元系统其组成为 SiO2 、 62 、 Ai2O3、 14.7 、 CaO 22.3 在此基础上添加B2O3代替SiO2添加MgO代替部分CaO形成现在通用的E玻璃成份。
各国生产的E玻璃大体相仿仅在不大的范围内稍有不同。
变动范围大致如下 SiO2 55-57 CaO 12-25 Ai2O3 10-17 MgO 0-8 玻璃中各氧化物的变动会改变玻璃的性能。
玻纤拉丝工操作流程
玻纤拉丝工操作流程
1. 准备工作
- 检查设备状态,确保各部件运转正常
- 检查原材料供应情况,保证足够的玻璃丝束和纺丝油
- 佩戴好个人防护用品,如防护手套、安全眼镜等
2. 加热玻璃丝束
- 将玻璃丝束送入加热炉中
- 根据工艺要求,调节加热温度至适当值
- 确保玻璃丝束均匀加热,避免局部过热或未融化
3. 拉丝成型
- 打开拉丝机,调节拉丝速度
- 观察玻璃丝束融化后的流动情况,适时引导进入拉丝头模 - 保持拉丝头模温度稳定,确保玻纤拉丝顺利
4. 收卷玻纤
- 将拉出的玻纤缠绕在卷绕轴上
- 根据需求调节卷绕速度和张力
- 注意保持玻纤平整卷绕,避免打结
5. 检查产品质量
- 定期取样检查玻纤直径、强度等指标
- 发现异常情况及时调整工艺参数
- 记录生产数据,为后续工序做好准备
6. 换卷及清理
- 根据卷绕长度要求,适时更换卷绕轴
- 清理拉丝头模和加热炉内的残留物
- 维护设备,确保下一次使用状态良好
以上是玻纤拉丝工的基本操作流程,具体细节还需根据实际生产要求进行调整和优化。
操作人员须时刻保持高度专注,严格执行安全操作规程,确保生产顺利、高效且安全。
玻玻纤拉丝心得

玻玻纤拉丝心得玻玻纤拉丝主要是拉丝机器的构造,分为热压机和拉丝机。
一般是一个人操作所有机器进行拉丝的设备(通常没有专门的机台)。
在操作机器之前,先要用水把塑料瓶里面存满。
然后在塑料瓶上贴上标签,同时将热压机和拉丝机一起启动。
在玻璃纤维与热压机连线之间有一个加热圈,在整个机器里起着重要的作用。
由于玻璃纤维属于非结晶材料,需要不断用热水加热使其软化,然后再将温度调到适当的温度(一般情况下120℃)。
在融化期间还要使用加热器加热以降低玻璃的软化温度和提高玻璃强度。
一、操作流程从热压机上取出熔融的玻纤,放入模具内,用热空气冷却后,将玻璃放入模具内。
在模具内添加一定数量的热水来加热玻璃。
从模具取出热压机,关闭热压机内的加热圈,在里面倒入热水保持融化的状态,当玻璃开始变硬后进行第一次加热,接着进入第二次加热。
然后每隔一段时间打开加热一次;当玻璃冷却到适当温度后再继续加热,当冷却到合适位置时停下来休息10-15分钟;然后再次加热。
当玻璃温度超过设定温度后再将玻璃放入模具内再次加热。
如此循环反复。
二、设备与环境要求玻玻纤,是由玻璃纤维经聚合、熔融等工艺过程加工而成的一种透明制品,广泛应用于建筑、交通运输、纺织、食品等行业。
玻玻纤具有密度小、强度高、耐腐蚀、不溶于水、无磁性等优点,是一种理想的建筑装饰材料(如果要在产品上覆盖保护膜),是优良工业型材、隔热保温材料、汽车内饰材料及环保材料等。
玻玻纤不像玻璃、陶瓷那样易溶于水,所以它受环境影响很小、无磁性、耐高温、耐热辐射等特点(这就是为什么玻玻纤具有极高的性价比)。
在玻玻纤行业中应用十分广泛。
玻玻纤主要用于建筑、交通运输、纺织机械、建筑节能等行业,同时也广泛应用于民用工业。
玻玻纤产品具有重量轻、强度高、耐腐蚀、无毒性等特点。
三、实际操作经验拉丝机主要分为热挤压和冷挤压。
对于第一次使用热挤压机不熟悉机台的朋友建议先学习一下如何控制操作。
拉丝机是用来将玻纤从热压机里面拉出来,让玻纤更加柔软均匀,然后再进行第二次拉丝。
电子级玻纤生产的若干工艺技术问题

型的拉丝机 。拉丝机之间也相互隔开,被称为缠绕层。
还有一个丢弃废丝及抽风的地下层。
这三层 与 中央空 调相连 ,由 中央空调 送人温 、湿
1余年 ,现将 电子级玻璃纤维 ( 0 电子纱与 电子布) 生产工 艺流程详 述于后 ,并将 在各生产 工序 中感 受到几个 技 术 关键 问题 ,提 出来供业 界 同仁 们共 同探讨 ,以此 抛
括原料 配制和输送 系统 、窑炉 和玻璃熔制 系统 、玻璃
纤维成 型系统和玻璃纤 维制 品后 加工系统 。池窑生产
线各工序 主要 技术经 济指标 ,均达 到或接近 国际先进
水平 ,产 品质 量达到 国际 同类产 品先 进水平 ,彻底打 破 了国外对池 窑拉丝技术 的垄断局 面 ,形成 了一整套
度符 合工艺要 求的风 ,并 保持一 定 的风速 。在每 台漏
板 的旁 侧还装有 气流控 制器 ,当丝仃 台时 ,拉丝工为 加快 引丝 速度 ,可将气 流控制器 导 向板调 向漏 板 。引
7 MR0 H2 0 A20 . 1
丝完 毕 ,立 即涮 正导 向板 ,使气 流垂直 向下 ,以便 在
璃液 ,再拉制成纺织加工所需要 的原丝 。
玻璃混合 料 中有 叶蜡石 、石英砂 、石 灰石 、硼钙 石 、莹石 和芒硝等六种原料 。这六种原料的粉末 ,经料 罐车运进厂后 ,采用气力输送 方式 ,沿专用输送管道 , 输入原料间 的不同料罐 ,再按玻璃料方的不 同配 比,经 电子 自动称料机 准确称量后 ,输入混合料罐均匀搅拌 , 最后经池窑窑头螺旋喂料机 ,输人 高温池窑中。
机 ,所 以整个拉 丝工序 就形 成 了一 个 自上而下 的稳 定
玻璃纤维池窑拉丝工艺流程
玻璃纤维池窑拉丝工艺流程玻璃纤维是一种广泛应用于建筑、汽车、船舶等领域的材料,其生产工艺中的一环就是拉丝工艺。
本文将详细介绍玻璃纤维池窑拉丝的工艺流程。
首先,玻璃纤维池窑拉丝的工艺开始于玻璃纤维的制备阶段。
制备玻璃纤维的原料是玻璃线,这些玻璃线通常是由石英砂、石灰石、碳酸钠等物质熔融后冷却而成。
冷却后的玻璃线在预热窑中进行预热,并通过玻璃熔炉熔化成液态。
接下来,液态玻璃进入拉丝室,其中会有一个钢制模具和钢丝绞盘。
模具是将玻璃液体转化为纤维的关键部分,钢丝绞盘则用于控制玻璃纤维的拉丝速度。
在拉丝室中,玻璃液体通过适当的温度和施加机械力使其温度和粘度适中。
然后,通过加热和拉伸的方式,玻璃液体逐渐变成具有一定直径的玻璃纤维。
这个过程被称为“拉丝”。
拉丝的关键是控制温度和拉伸速度,以保证拉出来的纤维具有一定的强度和柔软性。
在拉丝过程中,拉伸速度和温度必须匹配,以防止纤维断裂。
在拉丝完成后,玻璃纤维会进入切割装置。
切割装置通常是一个旋转的刀片,用于将连续的玻璃纤维切割成所需长度的纤维。
切割完毕后,玻璃纤维会进入收集装置。
收集装置通常是一个辊筒,用于收集切割好的纤维,并将其卷绕成一定长度的纤维束。
在卷绕的过程中,可以根据需要将多个纤维束合并在一起,形成更加坚固的纤维结构。
最后,纤维束会通过拉丝机的输送装置将其输送到下一个工序。
通常,这些纤维束会被用于制作成不同种类的玻璃纤维制品,例如玻璃纤维布、玻璃纤维板等。
总结起来,玻璃纤维池窑拉丝工艺流程包括原料制备、预热窑预热、熔化成液态、进入拉丝室进行拉丝、经过切割装置切割成所需长度、通过收集装置卷绕成纤维束,并最终输送到下一个工序。
这些工序相互配合,确保生产出具有良好质量和性能的玻璃纤维制品。
玻纤拉丝工操作流程
玻纤拉丝工操作流程英文回答:Fiberglass roving is a key material in the production of fiberglass products. As a fiberglass roving operator, my role is to ensure the smooth and efficient operation of the production process. Here is a step-by-step guide to the fiberglass roving operation process:1. Preparation: Before starting the operation, I need to gather all the necessary equipment and materials. This includes the fiberglass roving, resin, catalyst, and any other additives required for the specific product being manufactured.2. Set up the machine: I need to set up the fiberglass roving machine according to the specifications of the product. This involves adjusting the machine settings such as the speed, tension, and temperature to ensure optimal production.3. Loading the fiberglass roving: I carefully load the fiberglass roving onto the machine. This involves feeding the roving through the machine's guides and ensuring it is properly aligned and tensioned.4. Mixing the resin: Depending on the product being manufactured, I may need to mix the resin with a catalyst or other additives. This is done according to specific ratios and guidelines provided by the production team.5. Applying the resin: Once the resin is mixed, I apply it to the fiberglass roving as it passes through the machine. This can be done using brushes, rollers, or sprayers, depending on the desired application method.6. Curing: After the resin is applied, the fiberglass roving is passed through a curing process. This can involve heating the roving to a specific temperature or allowing it to cure naturally, depending on the product requirements.7. Quality control: Throughout the operation process, Icontinuously monitor the quality of the fiberglass roving. This involves inspecting the roving for any defects, such as air bubbles or uneven resin distribution, and making adjustments as necessary.8. Packaging: Once the fiberglass roving is deemed to be of high quality, I carefully package it according to the customer's requirements. This can involve winding it onto spools, cutting it into specific lengths, or bundling it into rolls.中文回答:玻纤拉丝工是玻璃纤维制品生产中的关键工序。
玻纤的生产工艺
玻纤的生产工艺
玻纤是一种重要的工业材料,广泛应用于航空、船舶、汽车、建筑、电子等领域。
玻纤的生产工艺主要包括原料准备、纤维制备、纤维拼网和成型四个步骤。
首先,原料准备是指将玻璃制造原料进行熔化。
玻璃制造原料通常包括二氧化硅、碳酸钠、碳酸钙和其他助剂。
这些原料按照一定比例混合,并经过熔炉加热至高温,使其熔化成液态玻璃。
接下来,纤维制备是指将液态玻璃变成纤维的过程。
这一步使用的设备是玻璃纤维拉丝机。
首先,将熔融的玻璃通过喷嘴喷出,形成玻璃纤维流。
然后,利用高速旋转的拉丝机将玻璃纤维拉伸成细丝。
拉出的玻璃纤维经冷却后成为玻璃纤维棒。
纤维拼网是指将玻璃纤维棒按照一定的方式交织在一起,形成纤维网格的过程。
这一步使用的设备是纤维拼网机。
玻璃纤维棒通过纤维拼网机的运动轨道,按照预定的间距和方向互相交织,形成网格状的纤维结构。
最后,成型是将纤维拼网进行加工,使其成为具有特定形状的玻璃纤维产品。
这一步可以通过不同的方法进行,例如挤出、压制、复合等。
具体的成型方法根据产品的要求而定,可以制作出各种形状的玻璃纤维板、管、布等。
总之,玻纤的生产工艺包括原料准备、纤维制备、纤维拼网和成型四个步骤。
这些步骤需要恰当的设备和工艺参数来保证玻
纤产品的质量和性能。
随着技术的进步,玻纤生产工艺也在不断改进,以适应不同领域对玻纤产品的需求。
玻璃纤维池窑拉丝工艺流程
压缩空气
天然料
粉尘、噪声
配合料制备
粉尘、噪声
窑炉熔制 纤维成型
池窑废气、噪声 浸润剂
废水、硬废丝、噪声
拉丝
原丝
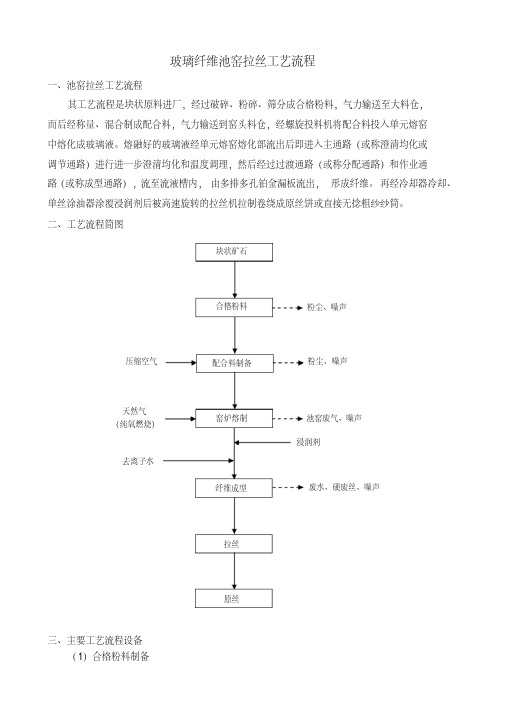
三、主要工艺流程设备 ( 1)合格粉料制备
块状原料进厂都需经过破碎、粉碎、筛分成合格粉料。 主要设备:破碎机、机械振动筛等。 ( 2)配合料制备 配合料生产线由气力输送上料系统、电子称量系统和气力混合输送系统组成。 主要设备:气力输送上料系统和配合料称重及混合输送系统等。 ( 3)玻璃熔制 合格配合料经高温加热形成均匀的、无缺陷的并符合成型要求的玻璃液的过程称为玻璃 的熔制过程。玻璃熔制是玻璃生产最重要的环节,玻璃制品的产量、质量、成品率、成本、 燃料耗量、窑炉寿命等都与玻璃熔制过程密切相关。 主要设备:窑炉及窑炉设备、燃烧系统、电加热系统、窑炉冷却风机、压力传感器等。 ( 4)纤维成型 纤维成型即将玻璃液制成玻璃纤维原丝的过程。由多排多孔拉丝漏板流出的玻璃液,经 丝根冷却器和拉丝机高速牵伸成型为纤维。 主要设备:漏板、纤维成型室、玻璃纤维拉丝机、烘干炉、原丝筒自动搬运装置、络纱 机、包装系统等。 ( 4)浸润剂配制 浸润剂以环氧乳液、聚氨酯乳液、润滑剂及抗静电剂和各种偶联剂为原料并加水配制而 成。配制过程需用夹套蒸汽加热,配制用水采用去离子水。配制好的浸润剂存入贮罐,再由 贮罐输入循环罐。循环罐输送浸润剂至各炉台单丝涂油器,涂敷后多余的浸润剂经回收、过 滤后返回循环罐继续使用。 主要设备:浸润剂配置系统。
玻璃纤维池窑拉丝工艺流程
一、池窑拉丝工艺流程 其工艺流程是块状原料进厂,经过破碎、粉碎、筛分成合格粉料,气力输送至大料仓,
而后经称量、混合制成配合料,气力输送到窑头料仓,经螺旋投料机将配合料投入单元熔窑 中熔化成玻璃液。熔融好的玻璃液经单元熔窑熔化部流出后即进入主通路(或称澄清均化或 调节通路)进行进一步澄清均化和温度调理,然后经过过渡通路(或称分配通路)和作业通 路(或称成型通路),流至流液槽内, 由多排多孔铂金漏板流出, 形成纤维。 再经冷却器冷却、 单丝涂油器涂覆浸润剂后被高速旋转的拉丝机拉制卷绕成原丝饼或直接无捻粗纱纱筒。 二、工艺流程简图
玻纤拉丝工的工作流程
玻纤拉丝工的工作流程
1. 准备工作
- 检查熔炉温度是否达到正常工作温度
- 检查拉丝机的运转情况,确保各部件工作正常
- 穿戴符合要求的劳保用品,如防护服、护目镜、防护手套等- 准备好拉丝料,根据产品需求选择合适的玻璃原料
2. 上浆过程
- 将玻璃原料充分熔化后,缓缓流出熔炉形成玻璃柱
- 通过上浆器将浆液均匀涂覆在玻璃柱表面
- 控制浆液浓度和温度,确保涂覆质量
3. 拉丝过程
- 经上浆后的玻璃柱被拉丝机拉扯形成细长的玻璃丝
- 及时调整拉丝速度和张力,使得玻璃丝达到预期直径
- 控制环境温度,防止玻璃丝凝固过快或变形
4. 捻接过程
- 将拉出的多根玻璃丝并捻在一起形成更粗的玻纤束
- 自动捻接装置控制捻度,使得玻纤束具备一定捻度
- 将捻接好的玻纤束上收卷装置,形成原丝卷
5. 后道工序
- 将原丝卷进行浸渍、干燥等工艺处理,制成不同规格的成品丝
- 检验产品质量,确保合格后包装入库
在全过程中,需严格控制各工序参数,注重产品质量监控,并注意安全生产,避免发生安全事故。
玻璃纤维的生产工艺及流程

玻璃纤维的生产工艺及流程玻璃纤维的生产工艺及流程2010-12-26 18: 47玻璃纤维(简称玻纤)是采用各色废旧玻璃经过成套玻纤设备的一系列加工而成的玻纤半成品,其性质和用途十分广泛,其细度为0. 03mm-0. 06mm为0・07mmg,产品细如丝,软如棉、抗拉力强、颜色银口、无毒无味、耐酸、耐碱、耐腐蚀、耐高温,绝缘性能好,广泛用于建材、石油、化工绝缘材料特别是发展玻璃钢的主要材料。
(一)原材料选用及清洗。
1、原材料的选择各种废旧玻璃,片径不少3 cm但有机、水银、茶色和高温玻璃例外。
2、原材料的清洗:将选择好的材料放在水泥池或别的容器内放入净水,用铁铳或扫把来回搅和清洗,把玻璃表面上的泥沙清洗干净后,然后再捞到第二个池内重新清洗一次,一定要把泥沙洗掉,尔后再捞到一底部有漏洞的铁筛或别的容器内将水流尽,方可使用。
3、如玻璃表面有油污,用温水加4%的烧碱洗净方可使用。
4、如纯平板玻璃2 MM以下加2%的硼砂。
(二)生产专用设备。
1、化纤生产专用设备一台2、设备另部件:电动机:0. 5-0. SOKVo 80-1450转/ 分钟四级。
交流接触器:80A以上一只。
三号按扭开关:一只小刀闸:13A电度表:三相25A可配互感器电流:控制开关:100 A以上活洛皮带、保安器、电线20-26,铝芯、钢芯二种。
50 50 4. 30 30角铁数米轴、轴承、轴座205只滚筒铁皮、皮带轮四只3、所备工具:喷灯一只,汽油、酒精喷灯均可使用,最好使用煤油喷灯安全可靠。
自制,35mm铁夹子自制,手把必须绝缘。
绝缘勺:一把长33mm抽丝钳:一把长用于挑玻璃液和调整堆塀内温度之用,手把必须绝缘。
钢锯条一根:10牙20牙均可,下丝用。
以上抽丝钳和绝钓子均在铁炉中打制。
电极板:30 30CM数个,弹黃钢为宜。
电钳一把,耐压500 V电笔一只起子:6、8、10各把(三)机械、电路的安装及使用方法:说明安装电丝和电器。
1、机械安装:根据图纸尺寸规格要求安装机械,机架离地面高度为1.6-1.7M 为宜,垃祸架必须安置在集中的中心度位冒,堆烟架必须放平,坷竭至集中糟的距离为38-40公分,滚筒离地面的距离为40,滚筒到坨竭顶部的距离80左右,堆竭到排丝的倾斜度为25-30度。
玻璃纤维生产工艺流程

玻璃纤维生产工艺流程
玻璃纤维生产工艺是一项复杂的工序,主要包括原料准备、熔制、纤维化、拉伸、捻制和包装等环节。
下面将对玻璃纤维生产工艺流程进行详细介绍。
首先,进行原料准备。
主要原料是二氧化硅、碳酸钠、石灰石和硼酸。
这些原料需要精细研磨,然后按照一定比例混合,使其达到所需的化学组成。
接下来是熔制环节。
将原料放入电炉中进行熔化,炉温一般在1500摄氏度左右。
在高温下,原料会熔化成液体玻璃。
然后是纤维化。
将熔化的玻璃注入纤维化机器中,机器内部有转动的旋转喷嘴,使玻璃液从喷嘴中喷出,经过高速旋转形成细长的纤维。
同时,利用空气对喷出的玻璃纤维进行喷吹和拉伸,使其更加细长而均匀。
纤维化后的玻璃纤维会被送入拉伸机组进行拉伸。
拉伸机组通常由多个轮子构成,玻璃纤维从第一轮拉伸到最后一轮,经过多次拉伸后,其直径会进一步细化,同时拉伸的过程还会使纤维增加一定的强度。
拉伸完成后,玻璃纤维会经过一定的处理工序,如涂油、捻制等。
捻制是将多根纤维合并成一根,并通过旋转来形成一定的捻度。
这样可以增加纤维的强度和柔韧性,便于后续的加工和使用。
最后一步是包装。
将捻制好的玻璃纤维经过分切,使其长度符合产品要求,并进行卷绕和包装。
通常采用纸管或塑料管包装,并用塑料薄膜进行保护,以防止灰尘和湿气的侵入。
以上就是玻璃纤维生产工艺的主要流程。
整个过程需要严格控制温度、时间和气氛等因素,以确保产品的质量和性能。
玻璃纤维作为一种重要的材料,在建筑、航空航天、汽车、电子等行业有着广泛的应用。