tiptop系统应用-01基础操作管理系统
ERP(tiptop)基本操作

TipTop新系统登录界面和基本操作说明1登录操作介绍在桌面上有一个图标双击后会弹出一个界面说明:主机名称(或地址)栏位:填写“10.16.1.2”用户名称栏位:写用户名目前是登录的测试账号如果是PC用户,账号为edu01 或edu02 或edu03或edu04或 edu05 如果是终端用户账号为edut1 或edut2 或edut3密码栏位:与用户名相同,比如:用户名为edu01则密码为edu01 Port栏位:232系统操作2.1主画面基本操作说明2.1.1登入画面操作说明2.1.2工具栏基本操作、系统按钮及功能键操作说明切换语言别可按右上角,选择不同的语言别,选择后屏幕可动态切换不同的语言显示。
<切换后英文版的画面>执行程序方式(1) 使用者可按将目錄展开,选择到所要执行的程序后,連续点二下,即可执行该支程序。
(2) 直接在输入程序代码后按[ENTER]或即可直接执行该支程序。
(3) 直接在下拉选择程序代码后按[ENTER]或即可直接执行该支程序。
我的最爱设定方式:按后会出现如下窗口:选择到常用的程序后按即可将所选到的程序代码加到我的最爱清单中。
若选择错误,则按,再将光标移到错误的程序代号上,按,即可将此程序由我的最爱中移除,设定完后将窗口关闭即可。
(4) 可依系统流程选择到所需要的程序后,在程序名称上点一下即可执行程序。
离开系统按,即可離开TIPTOP GP 系统。
2.1.3系统按钮及功能键操作说明使用于基本资料及单据资料建立之功能钮通用快速查询按钮2.2建档基本操作说明2.2.1参数类操作说明在本系统的參數類程序均依以下操作功能设计,操作简便,容易学习,以下为基本功能钮及操作說明:2.2.2单档建档类操作说明在本系统的单文件建文件程序均依以下操作功能设计,操作简便,容易学习,以下为基本功能钮及操作說明:新增目的:于数据库中新增一笔数据,功能钮图形为(1)选择功能钮后,将进入数据新增状态,您可透过滑鼠移至目标栏位进行数据的输入,或者从第一个栏位开始输入。
TIPTOP系统

编辑本段TIPTOP ERP系统TOP GP ERP是以大型集团化企业为主要客户对象的ERP解决方案,并以“集团统筹、全球掌控”为核心理念。
迄今已经协助数千家企业信息化实施,其范围覆盖快速成长型企业、大中规模的成熟型企业、集团化经营企业和全球化经营等多种企业形态;并提供完整可行的全方位解决方案,有效串连企业间数字应用,让企业轻松跃上全球运作、协同管理。
不仅是一套各种模组集合而成的套装软体,更深层的涵义代表的是一套企业营运制度与管理模式的最佳实务,也是企业最基本的e化起点,想要成功的导入ERP,所需要的不仅仅是相关软体、硬体设备的支出,更重要的是,企业本身必须配合其组织目标及对IT技术的应用现况齐头并进,才能达到更佳的成效。
ERP市场既已达到成熟的阶段,ERP也早已成为企业不可获缺的竞争起点,企业在制定其IT策略,评估是否导入ERP,也不仅是单面向的考虑产品功能,而是更重视ERP导入的风险、产生的效益、整合系统的需求以及服务厂商的选择;而从企业内部的管理到企业间的商务协同运作,也发现不同产业所强调的经营特性反映在系统需求上各不相同,因此开始从ERP逐步建构各阶段的企业资讯蓝图,亦即ERPII的范畴。
制程与工作站管理模组特色提供多制程功能:主 / 副制程共用制程提供各制程人工与机器的时间:设置 / 生产弹性设定制程:委外 / PQC / Check in / Check in Hold /Check out Hold 制程作业:移转报工 / 当站下线 / Bonus / 重工 / PQC / 制程委外 / 品质异常处理 / 盤点严谨的 WIP 量投入转出管制提供完整制程数量查询生产管理模组特色工单型态:一般 / 委外 / 重工 / 拆件 / 预测 / 试产工单用料:材料预控、用料模拟、替代料处理、欠料管理工单发放:优先顺序、派工建议、多重发放工单发料:成套发料、合并发料、工单挪料、超领、欠料补料、Backflush 工单进度:工单状况、订单查询、作业进度追踪工单入库:FQC、下阶 / 本阶报废、投入产出管制工单结案:效率分析、用料分析、重新开启大陆来料加工厂之管理资讯物料需求管理(MRP)模组特色具多版本MRP模拟功能及差异分析比较提供多工厂MRP 可选择使用净变式 ( Net Change ) 或者再生式 ( Regeneration ) 物料需求模拟提供潜在呆滞分析,以降低存货成本金额化的物料需求计画,以利资金管理可追溯需求来源,反应最终产品之影响可选择提供取代料 ( 新旧料 ) 及替代料 ( 主副料 ) 处理建议存货管理模组特色仓库的弹性规划与管理:多工厂 / 多仓库 / 多储位 / 多批号 / 多单位的换算/多单位管理库存异动单别设定:使用者 / 进出仓库设限库存异动追踪稽核 ( Bin Card ) 库存异常检核:安全库存过高或不足、过去及未来呆滞料分析、存货周转率计算、有效期限管制仓库存货盤点及在制品盤点 ( WIP ) 工厂 & 仓库间调拨 / 同业间借料和还料库存的静态资讯及动态资讯查询三种成本资料:标准、预设、现时产品结构管理(BOM)模组特色产品结构:一般 / 虚拟 / 选配 / 计划提供工程 BOM 、特性BOM及保税 BOM 选配 BOM 自动编码 AVL ( Approved Vendor List ) 产品结构与制程结合:作业编号 / 投料时距 / 消耗料件多版本产品结构工程变更管理:ECR & ECN 取代料 ( Running Change ) 及替代料 ( Substitution ) 插件位置管理 ( SMT ) 用料比对分析:共用料 / 差异料分析产品成本的模拟:实际成本 / 标准成本 / 预设成本 / 最近进价 / 币别 / 汇率模具管理模组开发执行单可设定每套模具专用 BOM 加工需求单可视情况增加或变更加工项目模具规格到试模完成前 , 一直再设变 , 所以用料及工时方便收集多套模具委外生产 , 可汇总一张加工通知单完工後 , 由系统自动结转产生异动单据成本系统计算每套模具成本票据资金管理模组特色结合应收帐款及应付帐款管理多币别处理及汇兑损益处理票况管理及异动记录银行媒体自动调节同时提供会计帐及出纳帐现金变动设定及变动明细融资管理 / 外汇买卖 / 定存单多次质押集团资金模拟、集团资金调度提供资金预估报表:公司别 / 银行别 / 多币别配销管理模组特色完整的国内销售及国外销售处理流程订单类别:一般 / 换货 / 出至境外 / 境外仓出货 / BU 间销售多角贸易处理 ( 两岸三地贸易 ) 选配件处理 ( Optional ) 处理 CTO ( Configure To Order ) 的订单交易型态 CKD ( 多阶 ) & SKD ( 单阶 ) 销售处理及成品替代出货客户区分:销售客户、送货客户、发票客户、收款客户信用管制:严谨,完整,弹性价格策略、产品序号管理及出货客户验收管理帐款分段:订金 / 交货 / 尾款 ( 三段收款 ) 全球接单、多厂区分配生产及产销资讯整合整合条码机制强大的後端分析,因应频繁的销售活动完整的管销损益分析。
tiptop系统操作说明
六. 查詢----工令結案狀態Foxconn TRM<I>
七.TIPTOP系統操作—代碼
“Q”代表查詢 “A”代表輸入 “N”代表下頁或下翻 “P”代表上頁或上翻 “Ctrl”+” “ 代表同一界面的退出. ”ESC”代表不同界面的退出.
八.TIPTOP系統操作說明
END !
六. 查詢----料號庫存
3.把光標移至“下頁”處,按回車鍵下翻至 最后一筆單據,把當中未扣帳的單據數 量相加減去庫存可用量后即是過帳庫存.
光標處
Foxconn TRM<I>
六. 查詢----料號庫存
2. ,過帳“ N”,“料號”后退 1. 輸入“工令” 回到表單操作界面 ,選擇“ 5”回車 出一下.
五.表單列印—入庫表單列印
Foxconn TRM<I>
五.表單列印—入庫表單列印
2.在相應欄輸入“入庫單號”后回車二下.
單號
Foxconn TRM<I>
五.表單列印—入庫表單列印
3. 選擇“L.終端機列表”回車. 4. 選擇“5.Win95列印”回車.
Foxconn TRM<I>
六. 查詢----料號BOM表
二.發料單據作業步驟
3.選擇“發料單維護(3)”,按回車鍵.
Foxconn TRM<I>
二.發料單據作業步驟
4.在相應欄輸入單號和工令. 5.其它欄只需按“回車鍵”即可.
單號 工令
Foxconn TRM<I>
二.發料單據作業步驟
6.在相應欄輸入發料方式和相應倉碼后, 按“Y”鍵.
發料方式
倉碼
Foxconn TRM<I>
TIPTOP基本操作

8.報表樣式,並在檔案選項內選擇“另存新檔”,存檔類型為 *.TXT 文件
9.報表轉EXEL檔 打開EXEL文件,選中所要轉檔的檔案,“文件類 型”:所有檔案,按“開啟”
10 報表轉EXEL檔 選擇“固定寬度”並按“下一步”
11 報表轉EXEL檔 根據使用者的需求,單擊鼠標左鍵,形成分隔, 按下一步即可完成EXEL 轉檔
TIPБайду номын сангаасOP 基本操作
➢ 如何進入TIPTOP ➢ TIPTOP密碼修改 ➢ 報表列印 ➢ 報表轉檔
1.TIPTOP基本畫面
2.在TIPTOP檔案選項內選擇位址簿,選擇你所要用的主機名稱, 按“主機連線”
3. Login: 輸入你的工號 如c100** Password: 輸入密碼 新人申請的TIPTOP 密碼處按 “ENTER” 即可進入TIPTOP
12 報表即可轉EXEL 檔
THE END
4.進入TIPTOP 選擇你所進入工廠的編號 如 DELL 選D , ODD 選Q, NB 選W, ASUS MB 選B … 選定後按“ENTER”
5.進入“物管+物控管理系統” ▪返回
6.進入物控管理系統 <9> 個人一般設定 (2) 密碼設定 密碼設定必須為6位,可以為英文和數字
▪返回
7.報表列印 選擇“L”終端機印表, “4” WIN95 轉 UltraEdit 列印 ▪返回
TIPTOP操作说明

TIPTOP操作說明第1步:雙擊” TOP-GUI”圖標就會出現如下圖:第2步:連線系統”TIPTOP”:輸入使用者名稱:sz_syq 密碼:sz_syq,點擊”連線’(注意:大來廠:DS-6,只能進入此編號)第3步:根據上圖點擊”確定”件,就進入大來開發部系統目錄(eng)第4步:庫存調拔單----庫存管理系統(m09)---庫存交易處理(m0902) 具體操作如下意:材料所在庫別(SZ**)調拔到SZ12).第6步:然后確定.再打印領料單.如下圖:選擇倉庫調拔單列印(大來cimr304)雙擊后如下圖:請輸入你要打印的調拔單號,點”確定”件后,就會出現如下圖下面最小窗口:1.當選擇”O:多格式輸出”時,是表示預覽列印; 2.當選擇”L:終端機印表”時,是表示打印.第7步:等待倉庫過賬以后.方可進行以下操作黃連過賬.如下圖(注意:在過黃連時,白連與黃連項目及數量及料號所有都要相一一對應,另外在黃連過賬時,數量多是不能過的,數量少時是可以過的,只是把多余還在SZ12庫中), 庫存管理系統(m09)---庫存交易處理(m0902)---庫存雜項發料作業(aimt301), 此步驟同上步的不同之處就是倉庫庫別直接改為SZ12(此單別內容全為主料)..然后切記要過賬同之處就是倉庫庫別直接改為SZ12(此單別內容全為輔料)..然后切記要過賬(注意事項同主料)庫存管理系統(m09)---庫存交易處理(m0902)---庫存雜項發料作業(aimt301)然后列印<完>工程變更單操作如下生產管理系統(m11)----工單發料作業(m1107)----工單欠料補料單維護作業(asfi513)(需確定.列印).如下圖生產線開變更----工程確定變更內容及數量----生管變更製令----開發打工程變程單---物控審核以下是其它出庫單領呆料(SZ05)>庫存管理系統(m09)---庫存交易處理(m0902)---庫存雜項發料作業(aimt301)確定.列印(終)。
富士康TIPTOP生管系统方案
进度安排与里程碑节点
项目启动
确立项目目标,成立项目组,制定实施计划 。
数据迁移与接口对接完成
实现数据迁移和接口对接,确保数据准确性 和系统互联互通。
系统安装与配置完成
完成系统的安装、配置和调试,确保系统正 常运行。
培训与推广完成
完成系统培训,推广系统使用,提高用户操 作熟练度。
资源保障及协作机制
05
培训与推广策略
培训对象及内容设计
01
培训对象
02
内容设计
富士康TIPTOP生管系统的使用人员,包括生产、计划、物料、仓库 等部门的员工。
根据员工角色和需求,设计针对性的培训课程,包括系统操作、功能 应用、业务流程等。
培训方式与时间安排
01
培训方式
采用线上和线下相结合的方式 ,包括视频教程、现场演示、
业务流程重构设计
根据优化建议,对业务流程进行重构设计,确保 新流程更加合理、高效,并满足富士康业务需求 。
功能模块划分与定义
基础数据管理模块
包括物料、供应商、客户等基础数据 的管理功能,支持数据的增删改查等 操作。
库存管理模块
实现库存的实时查询、盘点、调拨等 功能,支持多种库存策略的配置和应 用。
操作实践等。
根据员工实际工作安排,制定灵 活的培训时间,确保员工能够充
分参与培训。
02
时间安排
推广策略及效果评估
推广策略
通过内部宣传、培训推广、案例分享 等方式,提高员工对富士康TIPTOP生 管系统的认知度和使用率。
效果评估
制定评估指标,定期对推广效果进行 评估,及时调整推广策略,确保推广 目标的实现。
人力资源保障
配备专业的项目实施团队,明确各成员职责与分 工。
TIPTOP生产管理系统
TIPTOP生产管理系统TIPTOP生产管理系统文档一、引言TIPTOP生产管理系统是一个集成化的生产管理软件,旨在提升企业的生产效率和管理水平。
本文档旨在详细介绍TIPTOP系统的功能和使用方法,以供用户参考和操作指导。
二、系统概述⒈系统简介:介绍TIPTOP生产管理系统的定义、目标、特点等。
⒉系统组成:详细介绍系统的模块组成和功能划分。
⒊系统架构:描述系统的技术架构和各模块之间的关系。
⒋系统流程:关键业务流程,并进行流程图和文字说明。
三、系统安装和配置⒈硬件要求:列出安装和运行TIPTOP系统所需的硬件要求。
⒉软件安装:详细描述如何安装TIPTOP系统软件,并提供安装步骤和注意事项。
⒊数据库配置:说明如何配置数据库,包括创建数据库和设置权限等。
⒋系统参数设置:介绍系统各项参数的设置方法和注意事项。
四、用户管理⒈用户角色和权限:详细介绍系统中的用户角色和权限,包括管理员、操作员、审核员等。
⒉用户注册和登录:描述用户注册和登录的流程和方法。
⒊用户权限管理:说明如何设置用户的权限,包括菜单权限和操作权限等。
五、基础数据管理⒈产品管理:介绍如何添加、修改和删除产品信息,包括产品代码、名称、规格等。
⒉客户管理:说明如何添加、编辑和删除客户信息,包括客户名称、联系人、等。
⒊供应商管理:详细介绍供应商信息的管理方法,包括供应商名称、联系人、等。
⒋雇员管理:说明如何添加、编辑和删除雇员信息,包括姓名、职位、等。
六、生产计划管理⒈生产订单:介绍如何创建、编辑和删除生产订单,包括订单编号、产品、数量等。
⒉生产进度跟踪:说明如何跟踪生产订单的进度,包括生产开始时间、完成时间等。
⒊资源调度:介绍如何进行生产资源的调度和分配。
七、物料管理⒈入库管理:详细描述如何进行物料的入库操作,包括入库单的创建、审核和归档等。
⒉出库管理:说明如何进行物料的出库操作,包括出库单的创建、审核和归档等。
⒊库存管理:介绍如何查询和管理物料的库存情况,包括库存盘点和调整。
TIP-TOP系统功能简介

(JAEFI-D50M-STRAP (¾ º 15.2*18.5MM T ä (PIADH11*35MM¥ Â b _ (B40-M100-109
u 10¢ B46-B100-108 PC (¥ ± ¤ B¨ § ¢ w [ j ù R Î ) * 1.00000 x ¢ | 10¢ B46-B700-108 PNL (¥ ± ¤ BÆ ¤ ¢ w [ j ù p Õ ) * 0.02778 x ¢ | 30¢ G50-0202-023 PC (FR40.2T+3M467 150*330MM ) * 0.02778 ¢ w
TIP-TOP系統功能簡介
主講:張義紅
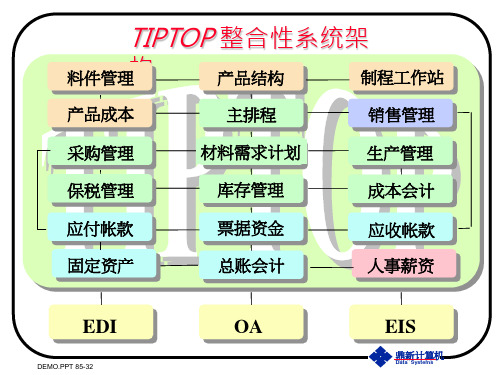
TIPTOP 生管系統主要功能模組
生產管理
料件 BOM 管理
一、庫存管理
1-1. 庫存系統介面
產品結購管理 MPS管理
採購管理
庫存資料
總帳會計
生產管理
成本會計
MRP管理
銷售管理
1-2.庫存作業流程
庫存管理 中央財會
倉庫編碼原則
企
划
主流程
庫存主檔維護
庫存開帳數
NT$10/PC A12(P) QPA=2 A11 (M) QPA=1
@ë q æ ¤ ¯ ³
¦X ¬ ³ º Å ù q æû @
@ë q æ û @ ¤ ¯ ³ º Å
] Ë æ ò » ê Æû @ ¥ ¸ ³ ° ¥ ¸ ®º Å Xf ææYÉ ¥ ³ ³ ³ ÀÀ: ] Ë ê ÆÉ ¥ ¸ ¸ ®À
â ¬ ¦¡ ¥ ³ ¨ q Xf @q P f ¤ ¬ ¦¡ ¾ ³
p ©q æ ¦E Ê ³ (¦X ¬ ) ù
¦¨ ¥ ± ¥ ³ © æø ó ] w £ ~ ² æê Æ£ ~ È á ê Æ ² « É ® ¸ ® ,² « « ¤ ¸ ® Bé ¹ ¿ ¦a  ¸ ® , ³ ¸ ® I ê Æ q æê Æ È á ÁYê Æ] Ë è « ¤ ³ À ¸ ® ,¥ ¸ ¤ ¦¡ ¸ ® ê Æ Èá DÉê Æ « ¤ ¥ À¸ ®
TIPTOP生产管理系统
TIPTOP生产管理系统尊敬的用户,感谢您使用TIPTOP生产管理系统。
本文档将为您提供关于TIPTOP系统的详细介绍,以及系统的各项功能和使用方法。
请详细阅读以下内容。
一、系统介绍TIPTOP生产管理系统是一款专为制造业企业设计的智能生产管理软件。
该系统致力于提高生产效率、优化生产资源配置、降低生产成本,以及实现全面的生产数据分析和监控。
二、系统特点1. 生产计划管理a) 新建生产计划b) 生产计划调整c) 生产计划执行监控2. 生产工艺管理a) 工艺流程设计b) 工艺版本控制c) 工艺参数配置3. 生产任务管理a) 任务派发b) 任务执行监控c) 任务进度查询4. 物料管理a) 物料清单管理b) 物料库存管理c) 物料采购计划5. 质量管理a) 质检计划制定b) 质检任务执行c) 质检结果录入和分析6. 设备管理a) 设备信息管理b) 设备故障监控c) 设备维护计划及执行7. 数据分析与报表a) 生产数据统计分析b) 生产报废率分析c) 生产效率评估报表三、使用说明1. 登录与注销用户可以通过输入用户名和密码登录系统,完成任务后请及时注销以保障信息安全。
2. 主界面功能导航用户可以通过主界面的菜单栏快速访问系统的各项功能。
3. 数据录入与修改用户可以根据自身的权限,在相应模块中进行数据录入和修改操作。
4. 数据查询与导出用户可以通过系统提供的查询功能,获取所需的生产数据,并支持将数据导出为Excel表格文件。
四、附件本文档无附件。
五、法律名词及注释1. 生产计划:制定和管理企业的生产计划,包括生产任务的派发、执行和监控等。
2. 工艺流程:生产过程中所需要经过的工艺步骤和顺序。
3. 物料库存:企业存储和管理的物料数量。
4. 质检计划:制定和执行质量检测任务的计划。
5. 设备维护:对设备进行定期保养和检修,以保证其正常运转和稳定性。
感谢您阅读本文档,如有任何疑问或需要进一步帮助,请随时联系我们的客户支持团队。
TIPTOP系统功能
库存管理系统 (原材料 半成品 原材料,半成品 原材料 半成品) Inventory
成本会计 Cost Accounting
应收帐款 Accounts Receivable
固定资产 Fixed Assets
销售管理 Sales Management
料件基本数据 (成品 成品) 成品 Information Materials
TIPTOP系统重要管理功能 TIPTOP系统重要管理功能
-库存管理
•仓库弹性规划管理 仓库弹性规划管理
多工厂,多仓库,多储位,多批号, 多工厂,多仓库,多储位,多批号,多单位
•库存异动追踪稽核 库存异动追踪稽核 •库存异常检核 库存异常检核
库存过高、不足, 库存过高、不足,过去及未来呆滞 存货周转率, 存货周转率,有效期限管制
制程结构 制程和工作站 Bill Of Routing
应付帐款 Accounts Payable 保税管理 TAX Management 票据现金 Note Cash (AP/AR) 总账管理 General Ledger 媒体申报管理 Value Added Tax
主生产排程 Master Production Scheduling
生产管理 Manufacturing (工令发料 工令发料) 工令发料
料件需求 Material Requirements Planning
采购管理 Purchasing
生产管理 Shop Floor Control 现场管理 产品成本 Products Cost
库存管理系统 (成品 成品) 成品 Inventory
公司别,银行别, 公司别,银行别,多币别
计 划 性 产 品 结 构 ... 结 构 品 产 件 一 般 性 产 品 结 构 ... 组 格 ... 规 产品族群 集合料件
Tiptop生产管理介绍
Tiptop生产管理介绍简介Tiptop是一种先进的生产管理系统,旨在提升生产效率和管理水平。
该系统采用了最新的技术和方法,帮助企业实现高效、精确和可持续的生产运作。
本文将介绍Tiptop生产管理系统的关键功能和优势。
功能特点1. 订单管理Tiptop提供了全面的订单管理功能,包括订单创建、跟踪、修改和取消等。
通过该系统,生产计划和订单状态可以实时更新,确保生产线上的工作始终与订单信息一致。
同时,该系统还能够自动处理订单优先级,减少人工干预。
2. 原材料管理Tiptop允许用户跟踪和管理原材料的库存情况。
通过与供应商和仓库的实时连接,该系统可以自动更新库存信息,提醒用户及时进行采购和补货。
此外,用户可以设置警戒线,确保库存量不会低于安全水平。
3. 生产计划Tiptop的生产计划功能可以预测生产线的生产能力,并根据订单需求自动生成合理的生产计划。
用户可以实时查看生产进度和资源利用率,及时调整计划以满足需求变化。
此外,系统还能够自动处理生产线上的任务分配,提高生产效率。
4. 质量管理Tiptop提供了全面的质量管理功能,包括原材料质检、制程检验和成品检验等。
该系统可以自动记录质检结果,并生成相应的报告。
通过该功能,用户可以追溯产品的质量问题,并及时采取纠正措施,提高产品质量和客户满意度。
5. 设备维护Tiptop可以帮助用户管理和维护生产设备。
用户可以记录设备的维护历史、保养计划和维修记录等。
系统会根据设备使用情况自动生成维保计划,并提醒用户进行维护和保养。
这样可以提高设备的稳定性和可靠性,减少设备故障的发生。
优势1. 提高生产效率Tiptop通过自动化和智能化的功能帮助企业提高生产效率。
订单管理、生产计划和设备维护等功能的集成,可以减少生产线上的人为错误和延误。
同时,实时更新和自动生成的功能,可以更好地利用资源,提高生产效率。
2. 降低生产成本Tiptop在原材料管理和生产计划等方面的功能,可以帮助企业降低生产成本。
ERP TIPTOP系统操作手册
TIPTOP 使用手冊品質管制系統品質管制系統使用手冊(USER MANUAL)目錄頁次一產品介紹1.1 1.2 1.3 1.4 前言.......................................................目的.......................................................系統介面...................................................系統架構表.................................................1-11-21-31-4二系統簡介2.1 程式總覽................................................... 2-1-12.2 檔案總覽................................................... 2-2-12.4 操作說明...................................................2-4-12.4.1 功能鍵說明............................................. 2-4-22.4.2 目錄類作業的操作方式................................... 2-4-42.4.3 參數設定類作業的操作方式............................... 2-4-52.4.4 單檔單行建檔作業的操作方式............................. 2-4-72.4.5 雙檔多行建檔作業的操作方式............................. 2-4-122.4.6 異動資料建檔作業的操作方式............................. 2-4-152.4.7 查詢類作業的操作方式................................... 2-4-162.4.8 報表類作業的操作方式....................................2-4-18 三參數設定品管系統參數設定.............. .................(aqcs101). 3-1四建檔作業一般檢驗水準樣本代碼資料建立作業................(aqci100).特殊檢驗水準樣本代碼資料建立作業................(aqci101).不良原因資料維護作業........... ..... ..........(aqci102).C=0檢驗水準樣本代碼資料建立作業 ..... ..........(aqci103).單次抽樣計劃資料維護作業........................(aqci110).料件檢驗項目AQL設定作業.........................(aqci120).站別料件檢驗項目AQL設定作業.....................(aqci121).材料類別檢驗項目AQL別設定作業...................(aqci122).料件檢驗條件設定作業............................(aqci130).料件供應商檢驗資料維護作業......................(aqci140).管制圖管制因數表維護作業........................(aqci600). 五異動作業IQC品質記錄維護作業.............................(aqct110).品質記錄不良原因維護作業........................(aqct111).品質記錄備註維護................................(aqct112).聯產品資料維護作業..............................(aqct403).FQC品質記錄維護作業.............................(aqct410).Run Card FQC品質記錄維護作業....................(aqct411).PQC品質記錄維護作業.............................(aqct510). 4-1 4-3 4-5 4-7 4-9 4-11 4-13 4-15 4-17 4-19 4-21 5-1 5-5 5-7 5-9 5-11 5-135-15頁次五異動作業(續)Run Card PQC品質記錄維護作業....................(aqct511). 5-17 Xbar-R管制數據維護作業..........................(aqct600). 5-19 六查詢作業品質記錄測量值查詢作業..........................(aqcq112).廠商品質履歷查詢作業............................(aqcq310).料件品質履歷查詢作業............................(aqcq311).料件品質狀態彙總查詢............................(aqcq312).廠商料件品質狀態查詢............................(aqcq313).供應商品質狀態查詢..............................(aqcq314).廠商績效評比查詢................................(aqcq315).廠商品質履歷明細查詢............................(aqcq316).料件品質履歷明細查詢............................(aqcq317).FQC品質履歷查詢.................................(aqcq410).FQC出貨品質狀態查詢.............................(aqcq411).FQC品質記錄查詢(BY客戶).........................(aqcq412).FQC品質記錄查詢(BY料號).........................(aqcq413).FQC品質記錄彙總查詢.............................(aqcq414).FQC品質記錄彙總查詢(BY產品).....................(aqcq415).FQC料件品質履歷明細查詢.........................(aqcq416).Run Card FQC品質履歷查詢........................(aqcq450).Run Card FQC品質狀態查詢........................(aqcq451).Run Card FQC品質記錄查詢(BY客戶)................(aqcq452).Run Card FQC品質記錄查詢(BY料號)................(aqcq453).Run Card FQC品質記錄彙總查詢....................(aqcq454).Run Card FQC品質記錄彙總查詢(BY產品)............(aqcq455).Run Card FQC料件品質履歷明細查詢................(aqcq456).PQC品質履歷查詢.................................(aqcq510).PQC品質狀態查詢.................................(aqcq511).PQC品質狀態查詢(BY工單).........................(aqcq512).PQC品質記錄查詢(BY料號).........................(aqcq513).PQC品質記錄彙總查詢.............................(aqcq514).PQC品質記錄彙總查詢(BY料號).....................(aqcq515).PQC料件品質履歷明細查詢.........................(aqcq516).Run Card PQC品質履歷查詢........................(aqcq550).Run Card PQC品質狀態查詢........................(aqcq551).Run Card PQC出貨品質狀態查詢(BY工單)............(aqcq552).Run Card PQC品質記錄查詢(BY料號)................(aqcq553).Run Card PQC品質記錄彙總查詢....................(aqcq554).Run Card PQC品質記錄彙總查詢(BY料號)............(aqcq555).Run Card PQC料件品質履歷明細查詢................(aqcq556). 七列印作業進料檢驗報告....................................(aqcr100).FQC 檢驗報告....................................(aqcr200).進料檢驗報告....................................(aqcr300).料件品質履歷報告.................... ...........(aqcr301).廠商品質履歷報告............... ................(aqcr302).IQC不良原因分析表(BY廠商).......................(aqcr320).IQC不良原因分析表(BY料號).......................(aqcr321). 6-1 6-3 6-5 6-7 6-9 6-11 6-13 6-15 6-17 6-19 6-21 6-23 6-25 6-27 6-29 6-316-33 6-35 6-37 6-39 6-41 6-43 6-45 6-47 6-49 6-51 6-53 6-55 6-57 6-59 6-61 6-63 6-65 6-67 6-69 6-71 6-737-1 7-3 7-5 7-7 7-9 7-11 7-13頁次七列印作業(續)FQC檢驗報告......................................(aqcr340). PQC檢驗報告......................................(aqcr350). FQC品質不合格明細表列印..........................(aqcr410). FQC品質不合格明細表列印(BY客戶)..................(aqcr411). FQC品質不合格明細表列印(BY產品)..................(aqcr412). FQC料件品質履歷報告..............................(aqcr413). FQC不良原因分析表(BY部門)........................(aqcr420). FQC不良原因分析表(BY產品)........................(aqcr421). Run Card FQC品質不合格明細表列印.................(aqcr450). Run Card FQC品質不合格明細表列印(BY客戶).........(aqcr451). Run Card FQC品質不合格明細表列印(BY產品).........(aqcr452). Run Card FQC不良原因分析表(BY部門)...............(aqcr453). Run Card FQC不良原因分析表(BY產品)...............(aqcr454). Run Card FQC檢驗報告.............................(aqcr455). Run Card FQC料件品質履歷報告.....................(aqcr456). PQC不良原因分析表(BY作業編號)....................(aqcr520). PQC不良原因分析表(BY產品編號)....................(aqcr521). PQC料件品質履歷報告..............................(aqcr523). Run Card PQC不良原因分析表(BY作業編號)...........(aqcr550). Run Card PQC不良原因分析表(BY料號)...............(aqcr551). Run Card PQC檢驗報告.............................(aqcr552). Run Card PQC料件品質履歷報告.....................(aqcr553). Xbar-R管制數據表.................................(aqcr600). 柏拉圖統計數據表.................................(aqcr610). 7-15 7-17 7-19 7-21 7-23 7-25 7-27 7-29 7-31 7-33 7-35 7-37 7-39 7-41 7-43 7-45 7-47 7-49 7-51 7-53 7-55 7-57 7-59 7-61TIPTOP 使用手冊品質管制系統(一)產品介紹一、產品介紹1.1 前言「TIPTOP」品質管制系統,利用品管的抽樣理論與實施技巧,提供品質歷史記錄,作為不良原因分析與料件及供應商品質履歷評分的依據,達到改善經營績效與廠商評鑑之目的。
TIPTOP生产管理系统
TIPTOP生产管理系统TIPTOP生产管理系统1.引言TIPTOP生产管理系统是一款全面的企业资源计划(ERP)软件,旨在帮助企业高效管理其生产过程。
本文档旨在提供一个详细的指南,以帮助用户了解和使用TIPTOP生产管理系统。
2.系统概览2.1 系统介绍:本章节会介绍TIPTOP生产管理系统的基本信息,包括系统功能、特点和优势等。
2.2 系统架构:本章节将详细说明TIPTOP生产管理系统的整体架构,包括前端和后端组件以及它们之间的交互方式。
3.安装与配置3.1 硬件要求:本章节将提供TIPTOP生产管理系统的硬件要求,以帮助用户选择合适的服务器和设备。
3.2 软件要求:本章节将介绍TIPTOP生产管理系统的软件要求,包括操作系统、数据库和相关的第三方软件等。
3.3 安装指南:本章节将提供详细的安装步骤,以帮助用户正确地安装和配置TIPTOP生产管理系统。
4.1 用户权限:本章节将介绍如何设置和管理用户权限,以确保不同角色的用户可以访问和操作合适的功能模块。
4.2 用户账号:本章节将说明如何创建和维护用户账号,包括添加新用户、禁用和删除用户账号等。
5.产品管理5.1 产品基本信息:本章节将介绍如何录入和维护产品的基本信息,包括产品名称、规格、单位等。
5.2 产品类别:本章节将说明如何建立产品的分类体系,以便更好地组织和管理产品信息。
5.3 产品库存管理:本章节将介绍如何跟踪和管理产品的库存数量,包括入库、出库和盘点等操作。
6.生产计划管理6.1 订单管理:本章节将说明如何创建和管理订单,包括订单、修改和取消等操作。
6.2 生产计划:本章节将介绍如何制定和管理生产计划,以确保按时交付客户订单。
6.3 产能分析:本章节将说明如何进行产能分析,以便更好地配置资源并确保生产计划的合理性。
7.1 供应商管理:本章节将介绍如何添加和管理供应商信息,包括联系人、地质和付款方式等。
7.2 采购管理:本章节将说明如何进行采购流程,包括采购申请、采购订单和采购收货等环节。
TIPTOP_ERP_操作手册

a
40
a
41
a
42
6.3.2 在单身输入FQC单号、工单编号、入库数量,点击确认 (注:在单身操作时按回 管理
6.3.3 FQC 单号查询路径: 质量控制系统 FQC品管系统 FQC质量记录维护作业
a
44
6.3.4 工单完工入库单生成后,进行审核即可,此张工单完工入库单已完成.
a
10
2.2 首先录入工单超领退料单,见录入画面信息
a
11
2.3 退料单号:对应的单据性质
• a) M13 厂内退料单 • b) M14 委外退料单 • c) M18 超耗退料单 • 2.3.1 超领退料需输入退料工单号码、选择退料单别、制造部门, 选择好后点击确认即可,
见图(1),图(2)画面信息
接点击运行即可。
a
5
1.4 工单录入信息: 1.4.1 录入画面,先点击录入选项激活单头。
a
6
1.5 发料单号:对应的单据性质
• a) M07 • b) M08 • c) M09 • d) M10 • e) M11 • f) M12
套料领料单 厂内补料单 超耗领料单 委外领料单 委外补料单 委外超耗领料单
a
45
a
28
a
29
a
30
4.3.2 在单身输入工单单号、下阶料号、退料数量,点击确认.(注:在单身操作时需按回
车键进行操作)
a
31
4.3.3 一般退料工单生成后,进行审核即可,此张一般退料工单已完成.
a
32
五、工单下阶料报废作业
5.1 程序路径: 生产管理系统 工单发料作业 工单下阶料报废作业
a
a
tiptop操作
4.快捷键使用说明 快捷键使用说明
义 说 明 备 注
更改数据选项,修改此笔数据使用。 无效数据选项,设定此笔数据无效或还原。 双文件输入单身选项,有单头与单身进入单 身之使用 复制数据选项,将数据复制成另一笔数据使 用。 打印数据选项,打印此范围数据使用 系统作业说明选项,说明此操作程序之作业 Help 说明 于系统作业操作时,欲跳至另一执行程序使 用键。查询目前使用程序之版本及修订日期 。
i 维护作业 m 目录选单 p 批次处理 q 查询作业 r s t u 报表作业 参数设定 交易处理 辅助工具
例子:aimi100 ( 料件基本资料维护作业)
1.主画面基本操作及功能说明 主画面基本操作及功能说明 整体功能介绍 整体功能介绍
2.建档基本操作说明 建档基本操作说明
• 单档 • 双档
TIPTOP 基础操作及功能 基础操作及功能 介绍
1. 2. 3. 4. 5.
大纲 主画面基本操作及功能说明 建档基本操作说明 QBE查询功能 查询功能 快捷键使用说明 报表和数据的打印与导出
1.主画面基本操作及功能说明 主画面基本操作及功能说明
系统登陆(客户端)
1.主画面基本操作及功能说明 主画面基本操作及功能说明
4.快捷键使用说明 快捷键使用说明
义 说 明 备 往前插入 注
输入时插入一行。 输入时删除此行。 放弃输入或查询。 移动到上笔 移动到下笔
5.报表和数据的打印与导出 报表和数据的打印与导出
转到打印 5.报表和数据的打印与导出 报表和数据的打印与导出
直接汇出成 Excel档
点击转换 5.报表和数据的打印与导出 报表和数据的打印与导出
1.主画面基本操作及功能说明 主画面基本操作及功能说明
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
鼎新電腦股份有限公司 產品中心 VER6.50頁次壹. 系統操作...................................................... 1-1 貳. 如何新增使用者................................................ 2-1 參. 如何建置USERMENU.............................................. 3-1 肆. 多工廠環境介紹................................................ 4-1伍. 系統基本資料(一)系統參數設定作業(aoos010)................................ 5-1(二)公司名稱建立作業(p_zo)..................................... 5-2(三)部門資料維護作業(aooi030)................................ 5-3(四)員工資料維護作業(aooi040)................................ 5-4(五)區域資料維護作業(aooi100)...................................5-5(六)國別資料維護作業(aooi090)...................................5-6(七)單位資料維護作業(aooi101).................................5-7(八)單位換算資料維護作業(aooi102)...............................5-8(九)碼別代號說明資料維護作業(aooi080)...........................5-10(十)會計期間設定作業(aoos020)...................................5-12 (十一)週期期間產生作業(aoos030).................................5-13 (十二)稅別資料維護作業(aooi150).................................5-14 (十三)專案名稱資料維護作業(aooi200).............................5-15 (十四)交運資料維護作業(aooi160).................................5-16 (十五)幣別資料維護作業(aooi050).................................5-17 (十六)每月匯率維護作業(aooi060).................................5-18 (十七)每日匯率維護作業(aooi070).................................5-19陸、異常系統查詢作業一、編號連續檢查作業(aoou701)....................................6-1二、系統重要資料修改記錄查詢(aooq030)............................6-2三、程式使用率分析表(aoor010)..................................6-3頁次 柒、TRIGGER建置及啟動一、放置目錄區.................................................. 7-1二、Trigger啟動..................................................7-1三、檔案設定.....................................................7-2四、Trigger Log..................................................7-3附件系統功能鍵操作說明書一.基本按鍵SPACEBAR 在選擇功能選項時, 可以使用空白鍵來循環選擇功能選項FIRST 在選擇功能選項時, 可以直接按該選項的第一個字母直接CHARACTER 執行該功能, 如按A新增資料, Q查詢資料<ESC> 結束作業. 完成輸入或完成查詢條件輸入(QBE)<↑> 游標向上移動至上一個資料行。
<↓> 游標向下移動至下一個資料行。
<←> 在同一資料欄位向左移動一個字元, 但若游標本已停留在某資料欄位的第1字元,則按<←>會向上移動至上一個資料欄位<→> 在同一資料欄位向右移動一個字元, 但若游標本已停留在某 資料欄位的第1字元,則按<←>會向上移動至上一個資料欄位<F1> 在游標所在行之前插入一行空行<F2> 將游標所在行取消<F3> 翻下頁單身<F4> 翻上頁單身組合鍵:先按住<Ctrl>鍵,再按字母鍵既可;亦以<^A>代表<Ctrl-A>等。
<Ctrl-A> 在編輯資料時, 使用本鍵切換成插入或替換模式<Ctrl-D> 在編輯資料時, 使用本鍵取消游標目前所在位置開始至最尾端 為止資料<Ctrl-R> 重新顯示螢幕中資料<Ctrl-X> 在編輯資料時, 使用本鍵取消游標目前所在位置的資料<Ctrl-P> 在輸入資料時, 若該欄位提供查詢功能, 使用本鍵啟用 查詢功能<Ctrl-G> 在輸入資料時, 使用本鍵以開窗方式輸入所要執行的命 令。
<Ctrl-Y> 在輸入資料時, 若該欄位提供維護檔案能力時啟動該維 護作業<Ctrl-W> 在選擇功能選項時, 按此鍵會顯示目前所在選項說明<Ctrl-F> 在編輯資料時, 按此鍵顯示目前欄位說明二.目錄類作業的操作方式―主選單利用滑鼠點選所要執行各系統之項目―我的最愛在選單中,若有常用的程式或目錄可’加入最愛’以方便執行 ―佈告欄可透過佈告欄來公告一些重要事項三.參數設定類作業的操作方式-'U.更改' 做更改參數的動作。
-<ESC>表示更改結束。
-<DEL>放棄所有的更改。
-<^F>做欄位說明查詢。
-<^W>做整項作業說明的查詢。
-'H.說明' 顯示作業說明。
-'Esc.結束' 結束本項作業。
四. 單檔單筆資料維護類作業的操作方式-'A.新增', 可由上而下, 由左而右的在各資料欄位輸入資料。
<↑>游標向上移動至上一個資料欄位。
<↓>游標向下移動至下一個資料欄位。
<←>在同一資料欄位向左移動一個字元, 但若游標本已停留在某 資料欄位的第1字元,則按<←>會向上移動至上一個資料欄位<→>在同一資料欄位向右移動一個字元, 但若游標本已停留在某 資料欄位的第1字元,則按<←>會向上移動至上一個資料欄位<^F>查看該資料欄位的欄位說明, 該欄位說明會以視窗方式呈現 出來。
<^W>查看本作業的作業說明。
<^P>若該資料欄位輸入之值必須存在另一檔案內, 例如編號類或 代碼類的資料欄位, 則按<^P>可立即開啟一個視窗, 以多行 方式查詢另一檔案的已存在資料,查詢到資料可按<Cr> 將之 擷取過來。
<^Y>若該資料欄位輸入之值必須存在另一檔案, 例如編號類或代 碼類的資料類的資料欄位, 但另一檔案的資料尚未輸入, 則 此時可按<^Y>去執行該檔案的建檔作業。
<^G>在本作業不中斷的情況下, 再執行另一支作業。
<Esc>輸入正確, 結束儲存資料, 且離開"輸入"功能。
<DEL>放棄正在輸入的資料, 離開"輸入"功能。
-'Q.查詢'後,各資料欄位輸入查詢條件, 條件輸入完畢後,系統會根據所輸入的條件將資料調出來並顯示在螢幕上。
在各資料欄位輸入條件時, 您可使用下列方式賦予條件。
* : 表示任何符合的字元, 例:*A*,限制:僅可在文字欄位使用。
? : 表示任一符合的字元, 例:A?, 限制:僅可在文字欄位使用。
= : 表示該欄為空白。
>n: 表示大於數值n, 例:>100。
<n: 表示小於數值n, 例:<100。
n:m 表示介於n與m之間, 例:100:200。
x|y 表示值為X或為Y, 例A|B, 50|60。
[a-i]*: 表示第一字元為由 a 到 i 的任一字母開頭的資料。
<Esc> 條件輸入正確, 系統會根據輸入的條件尋找資料並顯示。
<DEL> 放棄輸入的條件, 離開查詢。
-'N.下筆' 顯示下一筆資料-'P.上筆' 顯示上一筆資料-'U.更改', 允許使用的功能鍵與"A.新增"輸入時完全相同。
-'X.無效', 以便將畫面上的資料設定無效。
鎖住該筆資料後, 系統將出現下列問句:若確定無效, 則請輸入'Y'.已設定無效的資料, 將可再由選擇'X.無效'將之再設定為有效, 而再使用之。
-'R.取消', 以便將畫面上的資料於資料庫中取消之。
鎖住該筆資料後, 系統將出現下列問句:若確定取消, 則請輸入'Y'.取消掉的資料將永遠從電腦中去除, 無法回復。
-'C複製', 將畫面上的資料複製成另外一筆資料。
複製成功後游標回到"環狀選擇項目"畫面上將顯示回原來的資料 , 例如將資料A 複製出另一筆資料B 後, 畫面上將顯示回A。
-'O.列印', 將剛才所查詢出的所有資料列印出簡表格式。
產生報表後, 系統將顯示下列問句:您可選擇您所希望的處理方式。
五.雙檔多行資料維護類作業的操作方式-'A.新增',輸入一筆單頭及多筆單身資料(一張單據)。
單頭輸入同單檔單筆資料"A.新增"輸入。
單身輸入請參考'B.單身' 操作方式。