注塑机射胶量的计算方法
注塑机射胶量的计算方法
注塑机射胶量的计算方法注塑机的射胶量是指在一定时间内注塑机射出的塑料材料的重量。
计算注塑机射胶量的方法有很多,下面将详细介绍几种常用的计算方法。
1.根据注射液位计算射胶量:这种方法是通过注射液位的变化来计算射胶量。
首先需要测量注射液位的初始值,然后在一定时间内测量注射液位的变化。
通过计算液位的差值,可以得到注射液的体积变化。
最后,将注射液的体积变化转换成质量,即可得到射胶量。
2.根据注射缸压力计算射胶量:这种方法是通过测量注射缸的压力来计算射胶量。
首先需要测量注射缸的初始压力,在一定时间内测量注射缸的压力变化。
通过计算压力的差值,可以得到注射缸内塑料材料的体积变化。
最后,将体积变化转换成质量,即可得到射胶量。
3.根据螺杆行程计算射胶量:这种方法是通过测量螺杆行程来计算射胶量。
首先需要根据注射机的规格和厂家提供的数据计算出螺杆的容积。
然后,在一定时间内测量螺杆的行程变化。
通过计算行程的差值,可以得到螺杆的体积变化。
最后,将体积变化转换成质量,即可得到射胶量。
需要注意的是,以上的计算方法都是近似的方法,只能给出一个大致的数值。
实际的射胶量还受到多个因素的影响,如温度、压力、塑料材料的熔点等。
因此,在进行射胶量计算时,还需要考虑这些因素的影响,并进行相应的修正。
另外,对于一些更为精确的射胶量计算,可以使用专业的注塑模拟软件,通过建立注塑过程的模型来进行计算。
这种方法可以考虑更多的因素,并给出更为准确的结果。
综上所述,注塑机射胶量的计算方法有多种,可以根据实际情况选择合适的方法进行计算。
射胶量的准确计算对于注塑过程的控制和质量的保证非常重要。
注塑机射胶量的计算方法
通常工厂在购买注塑机的时候都是根据自己产品的重量来选择相适应的射出量注塑机。
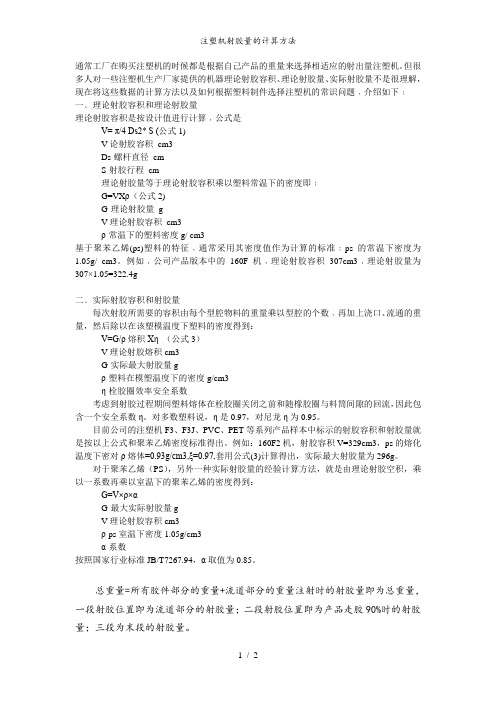
但很多人对一些注塑机生产厂家提供的机器理论射胶容积、理论射胶量、实际射胶量不是很理解,现在将这些数据的计算方法以及如何根据塑料制件选择注塑机的常识问题﹐介绍如下﹕一﹑理论射胶容积和理论射胶量理论射胶容积是按设计值进行计算﹐公式是V= π/4 Ds2* S (公式1)V-论射胶容积cm3Ds-螺杆直径cmS-射胶行程cm理论射胶量等于理论射胶容积乘以塑料常温下的密度即﹕G=VXρ(公式2)G-理论射胶量gV-理论射胶容积cm3ρ-常温下的塑料密度g/ cm3基于聚苯乙烯(ps)塑料的特征﹐通常采用其密度值作为计算的标准﹕ps的常温下密度为1.05g/ cm3。
例如﹐公司产品版本中的160F机﹐理论射胶容积307cm3﹐理论射胶量为307×1.05=322.4g二﹑实际射胶容积和射胶量每次射胶所需要的容积由每个型腔物料的重量乘以型腔的个数﹐再加上浇口、流通的重量,然后除以在该塑模温度下塑料的密度得到:V=G/ρ熔积Xη (公式3)V-理论射胶熔积cm3G-实际最大射胶量gρ-塑料在模塑温度下的密度g/cm3η-栓胶圈效率安全系数考虑到射胶过程期间塑料熔体在栓胶圈关闭之前和随橡胶圈与料筒间隙的回流,因此包含一个安全系数η。
对多数塑料说,η是0.97,对尼龙η为0.95。
目前公司的注塑机F3、F3J、PVC、PET等系列产品样本中标示的射胶容积和射胶量就是按以上公式和聚苯乙烯密度标准得出。
例如:160F2机,射胶容积V=329cm3,ps的熔化温度下密对ρ熔体=0.93g/cm3,ξ=0.97,套用公式(3)计算得出,实际最大射胶量为296g。
对于聚苯乙烯(PS),另外一种实际射胶量的经验计算方法,就是由理论射胶空积,乘以一系数再乘以室温下的聚苯乙烯的密度得到:G=V×ρ×αG-最大实际射胶量gV-理论射胶容积cm3ρ-ps室温下密度1.05g/cm3α-系数按照国家行业标准JB/T7267.94,α取值为0.85。
注塑工艺计算公式

注塑工艺计算公式注塑工艺计算是指在注塑加工过程中,根据产品的尺寸、材料性能等参数,计算出合适的注塑工艺参数,以保证注塑制品的质量和生产效率。
注塑工艺计算涉及到诸多因素,包括模具设计、材料性能、工艺参数等。
下面以注塑工艺计算常用的几个公式进行详细介绍。
1.射出速度公式射出速度(mm/s)= 泵送速度(cm3/s)/ 斯托克斯容积(cm3)其中,泵送速度是注射机输出塑料的速度,单位为cm3/s;斯托克斯容积是注塑机射嘴的最大容积,单位为cm32.射嘴截面积公式射嘴截面积是指注塑机射嘴的截面面积,用来计算射出速度的公式如下:射嘴截面积(cm2)= 泵送速度(cm3/s)/ 射出速度(mm/s)3.成型周期公式成型周期是指从射出完塑料到取出成型品的整个过程所需时间。
成型周期的计算公式如下:成型周期(s)=射出时间(s)+封闭时间(s)+冷却时间(s)+塑化时间(s)+压力保持时间(s)+模具开合时间(s)其中,射出时间是指塑料充填和压实的时间,通常按照注射机注射过程的90%计算;封闭时间是指模具封闭的时间,通常按照注射机封闭过程的80%计算;冷却时间是指冷却器让模具降温的时间,通常按照塑件壁厚的2倍计算;塑化时间是指塑料从固态到熔融的时间,通常按照注射机注塑机的空转时间计算;压力保持时间是指确定塑料充满模腔的时间,通常按照注射机注射过程的10%-20%计算;模具开合时间是指模腔开合的时间,通常按照注射机开模时间计算。
4.塑料收缩率公式塑料收缩率是指注塑成型后塑料零件与注射模腔的形状差。
常用的塑料收缩率公式如下:塑料收缩率(%)=(注射前尺寸-成型后尺寸)/注射前尺寸*100%其中,注射前尺寸是指塑料注射之前的尺寸,成型后尺寸是指注射成型后塑料零件的尺寸。
5.充填时间公式充填时间是指塑料充填到模腔所需的时间。
常用的充填时间公式如下:充填时间(s)= 模腔体积(cm3)/ 注塑机射入量(cm3/s)其中,模腔体积是指模腔的体积,注塑机射入量是指注塑机单位时间内射入模腔的塑料量。
注塑常用计算公式方案
5.射出速度S CM/SEC
S=Q/A
S:射出速度cm/sec
Qr:泵浦吐出量(每回轉/cc)cc/rev
A:射出油缸有效面積cm² Q=Qr*RPM/60 (每分鐘/L
Q:泵浦吐出量RPM: 馬達回轉數/每分鐘
例:馬達轉速1000RPM泵浦吐出量85 CC/REV
射出油缸有效面積140 cm²
S=85*1000/60/140=10.1 cm/sec
舉例說明:某注塑機在24秒週期內可生產6件注塑件,每件注 塑件及進料流道的重量分別為14克及12克,因此射料量是 (6*14)+12=96克,然後利用下列公式計算出加料量(Q), 即每小時的塑膠消耗量(kg/h)為
Q=總射料量g×3600)÷(1000×週期時間S)
Q=(96×3600)÷(1000×24)=14.4kg/h
2.射出壓力Pi kg/cm² 公式Pi=P*A/Ao Pi:射出壓力P;泵浦壓力A;射出油缸有效面積 Ao:螺杆截面積. A= π*D2/4 D;直徑 π:圓周率3.14159 例1:已知泵浦壓力 求射出壓力? 泵浦壓力=75 kg/cm²射出油缸有效面積=150cm² 螺杆截面積=15.9cm²(∮45) Pi=75*150/15.9=707 kg/cm²
射料缸滯留時間 t=(射料缸額定料量g×週期時間S)÷(射料量g×300)
人有了知识,就会具备各种分析能力, 明辨是非的能力。 所以我们要勤恳读书,广泛阅读, 古人说“书中自有黄金屋。 ”通过阅读科技书籍,我们能丰富知识, 培养逻辑思维能力; 通过阅读文学作品,我们能提高文学鉴赏水平, 培养文学情趣; 通过阅读报刊,我们能增长见识,扩大自己的知识面。 有许多书籍还能培养我们的道德情操, 给我们巨大的精神力量, 鼓舞我们前进。
注塑机计算方法及一些应用方法
注塑机计算方法及一些应用方法注塑机是一种用于将熔融塑料注入模具中制作成所需产品的设备。
在注塑过程中,计算是十分重要的,包括注塑机的射出量、射出速度、射出压力、注塑时间等参数的计算,以及模具设计和产品质量控制等方面的计算。
一、注塑机参数的计算1.射出量的计算射出量是指单位时间内从注塑机射出的熔融塑料的重量,一般以克/秒或克/分钟为单位。
计算射出量的公式为:Q=V×ρ其中,Q为射出量,V为每次射出熔融塑料的体积,ρ为熔融塑料的密度。
2.射出速度的计算射出速度是指塑料熔体由射嘴射出的速度,一般以mm/秒为单位。
计算射出速度的公式为:V=Q/S其中,V为射出速度,Q为射出量,S为射出时间。
3.射出压力的计算射出压力是指塑料熔体由射嘴射出时所需的压力,一般以MPa为单位。
计算射出压力的公式为:P=F/A其中,P为射出压力,F为射出力,A为射嘴的有效面积。
4.注塑时间的计算注塑时间是指从射出开始到模具封闭结束的时间,一般以秒为单位。
计算注塑时间的公式为:T=Tc+Tp其中,T为注塑时间,Tc为冷却时间,Tp为注塑周期。
二、模具设计的计算模具设计是注塑过程中的重要环节,包括模具的尺寸设计、模腔的布置、流道的设计等。
在模具设计中,需要进行一些计算。
1.模腔的数目和尺寸的计算根据产品的形状和尺寸,可以确定模腔的数目和尺寸。
一般情况下,模腔的数目越多,注塑机的生产效率越高。
模腔的尺寸应该符合产品的要求,同时考虑到注塑机设备和模具的限制。
2.流道的设计流道是连接注塑机和模腔的通道,用于将熔融塑料输送到模腔中。
流道的设计需要考虑到熔融塑料的流动性、注塑机的射出压力和射嘴的尺寸等因素。
三、产品质量控制的计算在注塑过程中,通过一些计算可以控制产品的质量,包括产品的尺寸、壁厚、重量等。
1.尺寸的控制通过模具的尺寸和注塑机的参数的计算,可以控制产品的尺寸。
一般情况下,模具的尺寸应该与产品的尺寸保持一致,同时考虑到熔融塑料的收缩率和模具的加工精度等因素。
注塑成型调校的主要参数

注塑成型调校的主要参数注塑加工上讲的调机是指根据某一具体模具、原材料不断的调整注塑机的各种参数及其它辅助参数,直到生产出合格的塑胶件的一系列调校方案,称为调机。
注塑机的主要参数有如下一些:1 综合参数1.1 容模尺寸:宽×高×厚1.2 最大射胶量:即为注塑机所能射出的最大胶量,重量一般用克(g )或安士(oz)表示(1oz=28.4g),由于各种胶料比重不同,一般都是以PS(比重约为1)来作参照的,啤作其它胶料时进行换算,所啤胶件的啤总重(包括水口)必须小于(或等于)最大射胶量的80%,同时不能小于最大射胶量的15%,否则会影响注塑效益。
1.3 锁模力:即是模具合模后所能受的最大分开力,一般啤机均有一个额定的锁模力,调得太大易使机器或模具产生变形。
锁模力的大小与啤件投影面积大致成正比例关系,粗略计算方法如下:锁模力(吨)=型腔的投影面积(cm 2 )×材料压力系数÷额定锁模力的90%2 温度参数注塑加工中涉及到温度限制有以下几方面:- 烘料干燥温度- 炮筒温度- 模具温度2.1 烘料干燥温度啤作时需要将原料中的水份含量干燥到一定百分比以下称之为焗料,因为原料水分含量过高会引起汽花、剥层、脱皮、发脆等缺陷。
2.2 炮筒温度螺杆从进料口到螺杆头可分为输送段、压缩段、计量段、每段对应的炮筒温度一般是由低到高分布;另:炮嘴温度通常略高于计量末端之温度,而加长射嘴则稍高于计量末端之温度。
2.3 模具温度模具温度指模腔表面温度,根据模具型腔各部分的形状不同,一般是难走胶的部位,模温要求高一点,前模温度略高于后模温度,当各部位设定温度后,要求其温度波动小,所以往往要使用模具恒温机,冷水机等辅助设备来调节模温。
3 位置参数3.1 低压锁模位置:低压锁模位置要在高压位置前30 mm左右,压力一般设定为0,(以刚好够力将前后模贴合为宜)时间不要超过1秒,要求当模具有杂物时能在设定时间内自动反弹开模。
成型调机指南
町洋有限公司机电(中国) 町洋有限公司机电(中国)
DINKLE ELECTRIC MACHINERY(CHINA)CO.,LTD.
调机指南概述
开模速度用:MO 开模速度用:MO1、MO2、MO3表示,一般为前后模面分开 时采用慢速,所以模板不同的模具在设置有差异。两板模一 般设置:慢、快、慢;三板模一般设置:中、慢、慢。 锁模速度用:MC 锁模速度用:MC1、MC2、MC3表示,一般为前后模面接触时 采用慢速,所以两板模设置:中、快、慢;三板模设置:中、 慢、慢。 5.5 顶针速度(EJ SPEED): 顶针速度(EJ SPEED): 顶针顶出胶件的速度称之为顶针速度。不同结构的胶件 其设置不同,一般采用中速。 时间参数(t): 六、时间参数(t): 6.1 局料时间: 不同的胶料所需的时间不同。
调机指南概述
到保护。锁模低压一般是有行位的模具比没行位的模具大一 些,取值:10些,取值:10-20kg/cm2. 4.5 锁模高压(MOLD CONTACT PRESS): 锁模高压(MOLD PRESS): 亦称锁模压力,当合模使前后模面贴合后,锁模力自动 由低压转成高压, 由低压转成高压,目的是前后模面贴合时有一定的压力,从而 使模具的行位移动到位。锁模压力不能太高,太高会压伤模 面;调节时,使前后模面有一定的压力即可,一般取80面;调节时,使前后模面有一定的压力即可,一般取80100kg/cm2.(一般锁模全程状态:慢速 .(一般锁模全程状态:慢速 高速 低压低速 高压合模)。 高压合模) 4.6 顶针压力: 注射机施加于模具顶针板后面的顶出力,大小为能顶落 塑胶件为宜。
町洋有限公司机电(中国) 町洋有限公司机电(中国) 町洋有限公司机电(中国) 町洋有限公司机电(中国) DINKLE ELECTRIC
注塑机计算公式
注塑机计算公式注塑机在塑料加工行业中可是个重要角色,它的工作原理和相关计算公式那是相当关键的。
咱先来说说注塑量的计算。
注塑量就是注塑机一次能注射塑料的最大容量。
这可关系到咱们能不能一次性生产出足够数量、质量合格的塑料制品。
计算公式是:注塑量(cm³)= 螺杆直径(cm)的平方×螺杆行程(cm)×0.7854×注射系数。
就拿我之前遇到的一个事儿来说吧。
有一次,工厂接到一个订单,要生产一批塑料杯子。
我们根据杯子的体积和数量,计算出需要的注塑量。
结果一开始,因为计算错误,选用的注塑机注塑量不足,生产出来的杯子不是缺料就是有瑕疵。
这可把大家急坏了,老板那脸拉得老长,大家都赶紧重新核算,更换合适的注塑机,才顺利完成了订单。
再来说说注塑压力的计算。
注塑压力是指注塑时施加在塑料上的压力,它得足够大,才能把塑料充分填充到模具里。
计算公式是:注塑压力(MPa)= 注射油缸压力(MPa)×注射油缸截面积(cm²)÷螺杆截面积(cm²)。
还有锁模力的计算也不能马虎。
锁模力得足够大,才能保证模具在注塑过程中不会被撑开。
计算公式是:锁模力(kN)= 投影面积(cm²)×型腔压力(MPa)÷1000。
我记得有一回,新来了个技术员,在计算锁模力的时候,没考虑到塑料制品的复杂结构,结果算小了。
模具在注塑的时候差点就撑开了,幸好及时发现,调整了参数,才避免了一场大麻烦。
注塑时间的计算也有讲究。
注塑时间太长或太短都会影响产品质量。
计算公式是:注塑时间(s)= 注塑量(cm³)÷注塑速度(cm³/s)。
总之,这些注塑机的计算公式就像是一道道数学题,得认真算,仔细琢磨,一个小错误都可能导致大问题。
在实际操作中,咱们可得多留心,多积累经验,才能让注塑机乖乖听话,生产出满意的产品。
关于注塑机的计算公式,咱今天就先聊到这儿。
注塑常用计算公式
注塑常用计算公式
以下是注塑常用的计算公式:
1.注塑产品尺寸计算公式
产品尺寸 = 模板尺寸 + 环道尺寸 + 浇口尺寸 + 割口尺寸
2.注塑产品重量计算公式
产品重量 = 材料密度 ×产品体积
3.注塑产品周期时间计算公式
周期时间 = 注塑时间 + 冷却时间 + 顶出时间
4.注塑机理论射出量计算公式
机理论射出量 = 料缸容积 ×料缸有效推进量
5.注塑机实际射出量计算公式
实际射出量 = 理论射出量 ×效率
6.注塑机锁模力计算公式
锁模力 = 产品投影面积 ×产品所需保压力 + 模具片数 ×模具投影面积 ×模具保压力
7.注塑机所需功率计算公式
所需功率 = 锁模力 ×机器行程 ×机器速度 ÷ 7500
8.注塑加工中心距计算公式
中心距 = 模腔间距 ×模具厚度 ÷ 2
9.注塑壁厚计算公式
壁厚 = (注塑机开模行程 ×注塑机速度 ×循环次数)÷1000000
10.注塑成本计算公式
成本 = 材料成本 + 劳动力成本 + 设备折旧费用 + 能耗费用 + 维护费用。
注塑计算公式范文
注塑计算公式范文注塑是一种常见的塑料加工工艺,其中注塑计算公式是帮助工程师计算注塑加工过程中各种参数的数学公式。
以下是1200字以上关于注塑计算公式的详细介绍:1.注塑机的计算公式:注塑机的计算公式主要包括射出速度、射出压力和注射时间的计算公式。
(1)射出速度的计算公式:射出速度是指塑料在注塑机射嘴中的流动速度。
一般情况下,射出速度的计算公式为:射出速度=注射器直径×π×射出速率其中,注射器直径是指注塑机射嘴的直径,射出速率是指每分钟流入模腔中的塑料体积。
(2)射出压力的计算公式:射出压力是指注塑机在注塑过程中对塑料的施加压力。
射出压力的计算公式为:射出压力=注射器压力×注射器直径其中,注射器压力是指注塑机在注射过程中施加在塑料上的压力。
(3)注射时间的计算公式:注射时间是指注塑机注射塑料的时间,也就是注射器的运转周期。
注射时间的计算公式为:注射时间=注射器容积/注射速度其中,注射器容积是指注塑机射嘴的容积,注射速度是指塑料从注射器流入模具的速度。
2.模具的计算公式:模具在注塑加工过程中起到了至关重要的作用,模具的计算公式主要包括模具尺寸、模腔容积和模具开合力的计算公式。
(1)模具尺寸的计算公式:模具尺寸是指模具的长度、宽度和高度。
模具尺寸的计算公式由产品设计要求和模具样品的尺寸决定。
(2)模腔容积的计算公式:模腔容积是指模具中可以容纳的塑料体积。
模腔容积的计算公式为:模腔容积=产品体积+塑料收缩率×产品体积其中,产品体积是指注塑产品的体积,塑料收缩率是指塑料在冷却过程中的体积收缩比例。
(3)模具开合力的计算公式:模具开合力是指模具在注塑加工过程中需要施加的开合力量。
模具开合力的计算公式为:模具开合力=施力面积×施力压力其中,施力面积是指模具中需要施加开合力的面积,施力压力是指每平方米需要施加在模具上的压力。
3.注塑产品的计算公式:注塑产品的计算公式主要包括产品尺寸、产品质量和产品收缩率的计算公式。
注塑机计算公式
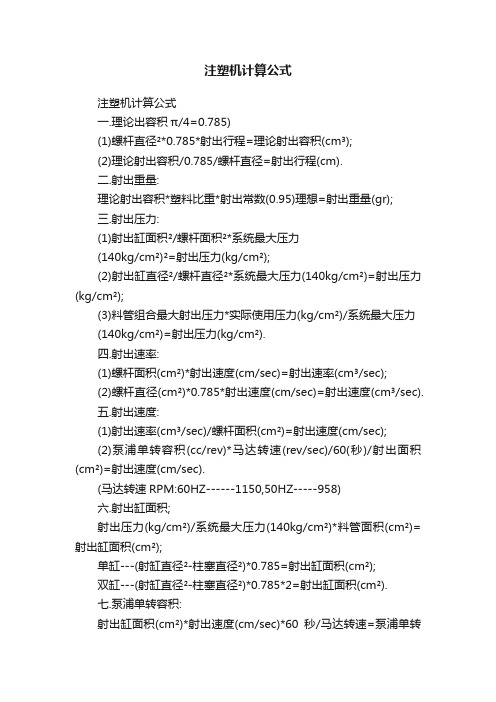
注塑机计算公式注塑机计算公式一.理论出容积π/4=0.785)(1)螺杆直径²*0.785*射出行程=理论射出容积(cm³);(2)理论射出容积/0.785/螺杆直径=射出行程(cm).二.射出重量:理论射出容积*塑料比重*射出常数(0.95)理想=射出重量(gr);三.射出压力:(1)射出缸面积²/螺杆面积²*系统最大压力(140kg/cm²)²=射出压力(kg/cm²);(2)射出缸直径²/螺杆直径²*系统最大压力(140kg/cm²)=射出压力(kg/cm²);(3)料管组合最大射出压力*实际使用压力(kg/cm²)/系统最大压力(140kg/cm²)=射出压力(kg/cm²).四.射出速率:(1)螺杆面积(cm²)*射出速度(cm/sec)=射出速率(cm³/sec);(2)螺杆直径(cm²)*0.785*射出速度(cm/sec)=射出速度(cm³/sec).五.射出速度:(1)射出速率(cm³/sec)/螺杆面积(cm²)=射出速度(cm/sec);(2)泵浦单转容积(cc/rev)*马达转速(rev/sec)/60(秒)/射出面积(cm²)=射出速度(cm/sec).(马达转速RPM:60HZ------1150,50HZ-----958)六.射出缸面积;射出压力(kg/cm²)/系统最大压力(140kg/cm²)*料管面积(cm²)=射出缸面积(cm²);单缸---(射缸直径²-柱塞直径²)*0.785=射出缸面积(cm²);双缸---(射缸直径²-柱塞直径²)*0.785*2=射出缸面积(cm²).七.泵浦单转容积:射出缸面积(cm²)*射出速度(cm/sec)*60秒/马达转速=泵浦单转容积(cc/sec).(马达转速RPM: 60HZ------1150,50HZ-----958)八.螺杆转速及油压马达单转容积:泵浦单转容积(cc/rec)*马达转速(RPM)/油压马达单转容积=螺杆转速;泵浦单转容积(cc/rec)*马达转速(RPM)/螺杆转速=油压马达单转容积.九.射出总压力;系统最大压力(kg/cm²)*射出缸面积(cm²)=射出总压力(kg);射出压力(kg/cm²)*螺杆面积(cm²)=射出总压力(kg).十.盎司及相关单位换算:1盎司(oz)=28.375公克(gr);1磅(ib)=16盎司(oz);1公斤(kg)=2.2磅(ib);1磅(ib)=454公克(gr)=0.454公斤(kg).十一.关模力:曲手式:关模缸面积(cm²)*系统最大压力(140kg/cm²)/1000*曲手放大率(20-50)=关模力(Ton)单缸直压式:关模缸面积(cm²)*系统最大压力(140kg/cm²)/1000=关模力(Ton) 十二.道柱直径和关模力的公式:道柱直径²(cm²)*0.785*杨氏系数(scm4约1000kg/cm²)*4=关模力概值(Ton).十三.成品排列投影面积和关模力关系公式:成品排列投影面积(寸²)*标准厚度(1.5mm)/成品平均厚度(mm)*使用原料常数/PS原料常数(1)=关模力(Ton);成品排列投影面影以射入浇口为圆心,长边为半径计算出直径;排列直径²(寸²)*0.785=成品排列投影面积(寸²).使用原料常数,以概略经验值计算,以流动性良劣比PS好的列为1以下;比PS不好的列为1以上.如:ABS 1.05; AS 1.2; PMMA 1.3; PC 1.6; PBT 0.9;PP 0.7; PE 0.7-0.8;塑胶钢 0.8; NILON 0.7-0.9¨¨¨等.各种原料亦分不同等级,宜多了解只付参与.和射出从向的成品部份之要求,如杯子的高度部份大约以投影面积的30%计算即可.十四.托模力:托模缸面积(cm²)*系统最大压力(140kg/cm²)/1000=托模力(Ton) 十五.电力单位:1马力(HP)=0.754千瓦(KW);1千瓦(KW)=1.326马力(HP)=1000瓦(W);1千瓦(KW)=1度电计量单位(1KW/Hr).十六.泵浦大小和马力关系:P=最大最大使用压力(如:125kg/cm².140kg/cm²);Q=油泵浦一分钟吐出量(L/min);Q=油泵浦单转容积(cc/rec)*马达转速(RPM)/1000=油泵浦一分钟吐出量(L/min).适用马力:P*Q/540=HP;P*Q/612=KW.所配合马达可达不降速的最高压力(LP):HP*450/Q=LP;KW*612/Q=LP.十七.计算使用电力:(马达容量+电热容量+烘干机容量)*用电常数(约40%)=实际每小时用电量(度,KW/Hr).。
注塑过程中注射阶段射胶位置计算方法

2020年 第46卷·21·作者简介:陶永亮(1956-),男,教授级高级工程师,主要从事注塑模成型及加工工艺应用研究。
收稿日期:2020-03-11注塑成型过程一般需要经历合模、注塑、保压、冷却和开模等五个阶段[1]。
其中注塑过程对最终产品品质影响最大,在注塑阶段,射胶位置的设定是首当其中。
在射胶位置确定后,每一个射胶段里有射胶压力和射胶速度的设定,并根据塑件表面质量要求,必要对射胶压力和速度的调整。
注塑机射胶位置是基于电子控制技术和位移传感器的引入[2],一改过去一腔注塑满,很难进行工艺调整的局面、或者射胶位置设置多数人员都是凭多年的经验,在试模时慢慢设置,慢慢调整,最后射胶位置设定好了,结果是试模的废品一大堆,不符合企业成本管理。
本文结合案例简述注塑过程中注射阶段射胶位置计算方法,供现场注塑工艺人员分享。
1 前照灯配光镜基本概况1.1 产品介绍前照灯配光镜(也称灯罩外壳)产品是用于长安铃木雨燕微车YN5前灯组合的灯罩,它安装在车的前面,起着照明和装饰的作用,以美化整个汽车效果。
前灯配光镜用工程塑料PC 制作,其如图1所示。
PC 具有较好的透光率,折射率等优点和较好的机械性能是前灯配光镜的首选材料。
单件投影面积70 000 mm 2 样子。
厚度均为2~2.5 mm ,透光率不能低于90%,户外30 000 h (接近3.5年)后透光率不能低于85%,塑件具有良好耐温(-40~100 ℃), 耐酸,耐候性,在户外三万小时不变黄。
前照灯是在裸装着车上,经历刮风下雨,太阳高温日晒,酸雨等,环境相当恶劣,考虑在注塑产品件成型后进行镀膜处理,具体镀膜为镀硬膜和镀耐候膜。
图1 YN5前照灯配光镜示意图塑件表面质量很高,不准有发黄,有熔接痕,银丝,气泡,震纹,雾晕,白烟等缺陷,塑件还有进行镀膜处理,增加表面耐候性和硬度,塑件外表面比较大,形状呈异形状态,给成型带来了一定的难度。
1.2 材料选择配光镜用料是透明聚碳酸脂PC 料,聚碳酸酯是分子主链中含有—[O—R—O—CO]—链节的热塑性树脂,按分子结构中所带酯基不同,可分为脂肪族、脂环族、脂肪—芳香族型,其中具有实用价值的是芳香族聚碳酸酯,并以双酚 A 型聚碳酸酯为最重要。
塑料注射成型熔胶量的计算

速度 %
位置 mm
【开模】 减速
压力 bar
快速
慢速
缓冲
【调模】 压力Bar 速度%
调退
开锁模
调进
速度% 位置mm
塑料垫圈制品在生产过程中最大开模距离为180mm时, 即可方便的取出产品。请设置其开合模工艺参数。 注射成型
温度工艺参数设置 合模工艺参数设置 【开合模设定画面】
关模 /开模 /调模 【锁模】
3)成型时间:
注射成型
成型周期或总周期: 完成一次注射模塑过程所需的时间。
注射成型
• 注射成型方法成型生产塑料垫圈的步骤?
注射成型
复习提问
注射成型
• 注射成型的工艺过程包括: 、注射成 型、 。 • 注射成型前,在准备塑料材料时,是否要对塑料 材料进行干燥? • 清洗注射机机筒有几种方法: • 什么时候需要清洗注射机的料筒? • 注射成型中,对于有嵌件的制品,需要对嵌 件 ,其目的是 。 • 注射产品生产出来后,要对其进行 ,
压力 Bar
×
动模:78.3mm
射胶工艺参数设置
顶出工艺参数设置
快速
低速
低压
高压
快速锁模
开模限 270 mm
速度 %
位置 mm
【开模】 减速
压力Bar
快速
慢速
缓冲
【调模】 压力Bar 速度%
调退
开锁模
调进
速度% 位置mm
注射成型
复习
注射成型
1、简述注射成型工艺流程。 2、注射成型工艺控制因素有哪些?
×
【顶出设定画面】
进二 顶针形态 顶出延迟 顶出保持 顶出次数 S S 次
吹气使用
顶出距离的控制
计算公式
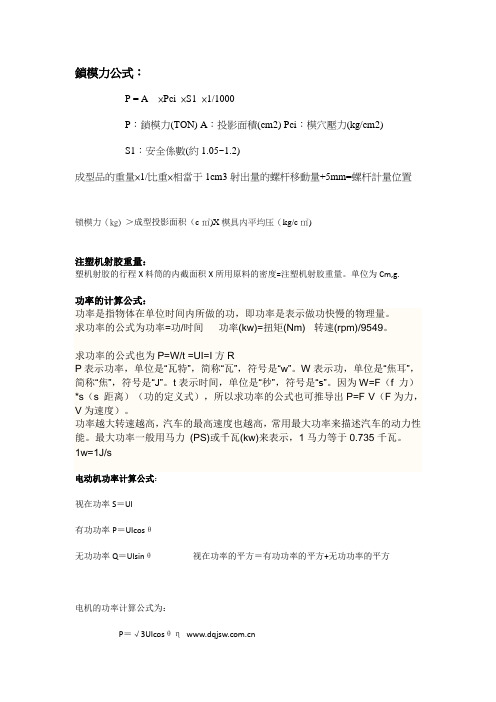
鎖模力公式:P = A×Pci ×S1 ×1/1000P:鎖模力(TON) A:投影面積(cm2) Pci:模穴壓力(kg/cm2)S1:安全係數(約1.05~1.2)成型品的重量×1/比重×相當于1cm3射出量的螺杆移動量+5mm=螺杆計量位置锁模力(kg) >成型投影面积(c㎡)X模具内平均压(kg/c㎡)注塑机射胶重量:塑机射胶的行程X料筒的内截面积X所用原料的密度=注塑机射胶重量。
单位为Cm,g.功率的计算公式:功率是指物体在单位时间内所做的功,即功率是表示做功快慢的物理量。
求功率的公式为功率=功/时间功率(kw)=扭矩(Nm) ×转速(rpm)/9549。
求功率的公式也为P=W/t =UI=I方RP表示功率,单位是“瓦特”,简称“瓦”,符号是“w”。
W表示功,单位是“焦耳”,简称“焦”,符号是“J”。
t表示时间,单位是“秒”,符号是“s”。
因为W=F(f 力)*s(s 距离)(功的定义式),所以求功率的公式也可推导出P=F·V(F为力,V为速度)。
功率越大转速越高,汽车的最高速度也越高,常用最大功率来描述汽车的动力性能。
最大功率一般用马力(PS)或千瓦(kw)来表示,1马力等于0.735千瓦。
1w=1J/s电动机功率计算公式:视在功率S=UI有功功率P=UIcosθ无功功率Q=UIsinθ视在功率的平方=有功功率的平方+无功功率的平方电机的功率计算公式为:P=√3UIcosθη其中P-电机的额定输出轴功率U-额定电压I-额定电流cosθ—电机的功率因数η—电机的效率cosθ功率因数是指电机消耗的有功功率占视在功率的比值。
η电机效率是指电机的输出功率占有功功率的比值。
内容来自电气自动化技术网比如一台电机消耗的有功功率为5千瓦,而由于电机的线圈有阻抗,所以要消耗电能而发热。
致使输出功率为4.5千瓦,那么它的效率就是4.5/5=0.9.注塑机用电量计算:.P(电功率)=√3×380(三相电压)×I(电流)×cosφ公式中cosφ为电感负载的无功损耗,保守一些取常数0.85即可:I=P(功率)/√3×380×0.85(cosφ)kwh=kw*时间电机耗电量计算:电能(量)W=功率P*时间h,单位kWh(度)!你说的那个例子:30kW*1h=30度功率的计算:实际功率=电机的实际电流*实际电压.。
注塑机的注射速率和塑化能力的计算公式

1.锁模力 F(TON)公式:F=Am*Pv/1000F:锁模力:TON Am:模腔投影面积:CM2Pv:充填压力:KG/CM2(一般塑胶材料充填压力在150-350KG/CM2)(流动性良好取较底值,流动不良取较高值)射出压力=充填压力/0.4-0.6例:模腔投影面积 270CM2 充填压力 220KG/CM2锁模力=270*220/1000=59.4TON2.射出压力 Pi(KG/CM2)公式:Pi=P*A/Ao即:射出压力=泵浦压力*射出油缸有效面积÷螺杆截面积Pi: 射出压力 P:泵浦压力 A:射出油缸有效面积Ao:螺杆截面积A=π*D2/4 D:直径π:圆周率3.14159例1:已知泵浦压力求射出压力?泵浦压力=75KG/CM2 射出油缸有效面积=150CM2螺杆截面积=15.9CM2(∮45mm)公式:2〒R2即:3.1415*(45mm÷2)2=1589.5mm2Pi=75*150/15.9=707 KG/CM2例2:已知射出压力求泵浦压力?所需射出压力=900KG/CM2 射出油缸有效面积=150CM2螺杆截面积=15.9CM2(∮45)泵浦压力P= Pi*Ao/A=900*15.9/150=95.4 KG/CM23.射出容积 V(CM3)公式:V= π*(1/2Do)2*ST即:射出容积=3.1415*半径2*射出行程V:射出容积 CM3 π:圆周率 3.1415 Do:螺杆直径 CMST:射出行程 CM例:螺杆直径 42mm 射出行程 165mmV= π*(4.2÷2)2*16.5=228.6CM34.射出重量 Vw(g)公式:Vw=V*η*δ即:射出重量=射出容积*比重*机械效率Vw:射出重量 g V:射出容积η:比重δ:机械效率例:射出容积=228.6CM3 机械效率=0.85 比重=0.92射出重量Vw=228.6*0.85*0.92=178.7G5.射出速度 S(CM/SEC)公式:S=Q/A即:射出速度=泵浦吐出量÷射出油缸有效面积S:射出速度 CM/SECA:射出油缸有效面积 CM2Q:泵浦吐出量 CC/REV公式:Q=Qr*RPM/60 (每分钟/L)即:泵浦吐出量=泵浦每转吐出量*马达回转数/每分钟Qr:泵浦每转吐出量(每回转/CC)RPM:马达回转数/每分钟例:马达转速 1000RPM/每分钟泵浦每转吐出量85 CC/RPM射出油缸有效面积 140 CM2S=85*1000/60/140=10.1 CM/SEC6.射出率 Sv(G/SEC)公式:Sv=S*Ao即:射出率=射出速度*螺杆截面积Sv:射出率G/SEC S:射出速度CM/SEC Ao:螺杆截面积例:射出速度=10CM/SEC 螺杆直径∮42面积=3.14159*4.2*4.2/4=13.85CM2Sv=13.85*10=138.5G/SEC。
注塑机吨位及射出量

克数=(螺杆的直径/2)² * π * 螺杆的最大后退距离* 0.85 * 塑料材料的密度
与吨位大体上是正向关系,但联系并不密切,因为小吨位的机器也可以装稍大一号的螺杆,或者为了提高注塑速度、压力换装小一号的螺杆。
大致上:
60T—100克
100T -- 150克
200T -- 500克
300T -- 800克
500T -- 2000克
700T -- 3200克
射出量
oz是符号ounce的缩写,中文称为“盎司”(香港译为安士)是英制计量单位,作为重量单位时也称为英两。
重量单位1oz=28.35g(克)
常衡盎司:重量单位。
整体缩写为oz.av。
1盎司=28.350克
1盎司=16打兰(dram)
16盎司=1磅(pound)
1、用料:根据射出量与射出速度,能换算出申户每月用料情况
2、加工费:目前快速机60—100T的,每天加工费在1800—2000仟。
100吨以
上的2500仟一天。
注塑机计算公式

注塑机计算公式一、注塑机相关公式1.理论射出容积(Cm3)=螺杆直径2×0.785x射出行程=螺杆截面积X射出行程2.射出重量(gr)=理论射出容积x0.85×比重3•射出缸有效截面积(Cm2)=(射出缸直径2-活塞杆直径2)×0.785x射出缸个数4.射出压力(kgf/Cm3)=射出缸有效截面积+螺杆截面积(或射出缸直径2÷螺杆直径2)×系统压力5射出速度(Cm/Sec)=泵浦单转容积(cc/rev)x电机转速(RPM)÷60÷射出缸有效截面积(cm2)6•射出效率(Cm3/sec)=螺杆截面积(Cm2)x射出速度(Cm/See)7•螺杆转速(RPM)=泵浦单转容积(cc/rev)x电机转速(RPM)÷液压马达单转容转(cc/rev)8•可塑化能力(Kg/Hr)=(螺杆直径2-螺杆计量段牙底直径2)x0.785X螺杆槽宽X螺杆转速x60X比重X塑化效率常数0.45二、锁模力相关公式1.以油压计算:(1)曲肘式:=锁模缸截面积(Cm2)x系统压力(kgf/Cm2)x曲手放大率(20~50倍)÷1000 (2)单缸直压式:=锁模缸截面积(Cm2)x系统压力(kgf∕Cm2)÷1000(3)四缸直压式:=锁模缸截面积(Cm2)x系统压力(kgf∕Cm2)x4÷10002•以哥林柱大小计算最大锁模力:(1)最大锁模力:=哥林柱直径2(Cm)Xo∙785x材料杨氏系数x4(SCM4红+字钢杨氏系数为lT∕cm3)(2)托模力(Ton)=托模缸截面积(Cm2)x系统核压力(kgf/Cm2)÷1000三、成品投影面积和所需锁模力:所需锁模力=成品投影面积(英寸2)x标准厚度L5(mm)÷成品厚度(mm)x塑料常数1.投影面积以成品对角线为直径计算。
2、与射出方向平行的纵面,约以三分之一计算为平面度。
注塑机射胶量的计算方法

通常工厂在购买注塑机的时候都是根据自己产品的重量来选择相适应的射出量注塑机。
但很多人对一些注塑机生产厂家提供的机器理论射胶容积、理论射胶量、实际射胶量不是很理解,现在将这些数据的计算方法以及如何根据塑料制件选择注塑机的常识问题﹐介绍如下﹕一﹑理论射胶容积和理论射胶量理论射胶容积是按设计值进行计算﹐公式是V= π/4 Ds2* S (公式1)V-论射胶容积cm3Ds-螺杆直径cmS-射胶行程cm理论射胶量等于理论射胶容积乘以塑料常温下的密度即﹕G=VXρ(公式2)G-理论射胶量gV-理论射胶容积cm3ρ-常温下的塑料密度g/ cm3基于聚苯乙烯(ps)塑料的特征﹐通常采用其密度值作为计算的标准﹕ps的常温下密度为1.05g/ cm3。
例如﹐公司产品版本中的160F机﹐理论射胶容积307cm3﹐理论射胶量为307×1.05=322.4g二﹑实际射胶容积和射胶量每次射胶所需要的容积由每个型腔物料的重量乘以型腔的个数﹐再加上浇口、流通的重量,然后除以在该塑模温度下塑料的密度得到:V=G/ρ熔积Xη (公式3)V-理论射胶熔积cm3G-实际最大射胶量gρ-塑料在模塑温度下的密度g/cm3η-栓胶圈效率安全系数考虑到射胶过程期间塑料熔体在栓胶圈关闭之前和随橡胶圈与料筒间隙的回流,因此包含一个安全系数η。
对多数塑料说,η是0.97,对尼龙η为0.95。
目前公司的注塑机F3、F3J、PVC、PET等系列产品样本中标示的射胶容积和射胶量就是按以上公式和聚苯乙烯密度标准得出。
例如:160F2机,射胶容积V=329cm3,ps的熔化温度下密对ρ熔体=0.93g/cm3,ξ=0.97,套用公式(3)计算得出,实际最大射胶量为296g。
对于聚苯乙烯(PS),另外一种实际射胶量的经验计算方法,就是由理论射胶空积,乘以一系数再乘以室温下的聚苯乙烯的密度得到:G=V×ρ×αG-最大实际射胶量gV-理论射胶容积cm3ρ-ps室温下密度1.05g/cm3α-系数按照国家行业标准JB/T7267.94,α取值为0.85。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
通常工厂在购买注塑机的时候都是根据自己产品的重量来选择相适应的射出量注塑机。
但很多人对一些注塑机生产厂家提供的机器理论射胶容积、理论射胶量、实际射胶量不是很理解,现在将这些数据的计算方法以及如何根据塑料制件选择注塑机的常识问题﹐介绍如下﹕
一﹑理论射胶容积和理论射胶量
理论射胶容积是按设计值进行计算﹐公式是
V= π/4 Ds2* S (公式1)
V-论射胶容积cm3
Ds-螺杆直径cm
S-射胶行程cm
理论射胶量等于理论射胶容积乘以塑料常温下的密度即﹕
G=VXρ(公式2)
G-理论射胶量g
V-理论射胶容积cm3
ρ-常温下的塑料密度g/ cm3
基于聚苯乙烯(ps)塑料的特征﹐通常采用其密度值作为计算的标准﹕ps的常温下密度为1.05g/ cm3。
例如﹐公司产品版本中的160F机﹐理论射胶容积307cm3﹐理论射胶量为307×1.05=322.4g
二﹑实际射胶容积和射胶量
每次射胶所需要的容积由每个型腔物料的重量乘以型腔的个数﹐再加上浇口、流通的重量,然后除以在该塑模温度下塑料的密度得到:
V=G/ρ熔积Xη (公式3)
V-理论射胶熔积cm3
G-实际最大射胶量g
ρ-塑料在模塑温度下的密度g/cm3
η-栓胶圈效率安全系数
考虑到射胶过程期间塑料熔体在栓胶圈关闭之前和随橡胶圈与料筒间隙的回流,因此包含一个安全系数η。
对多数塑料说,η是0.97,对尼龙η为0.95。
目前公司的注塑机F3、F3J、PVC、PET等系列产品样本中标示的射胶容积和射胶量就是按以上公式和聚苯乙烯密度标准得出。
例如:160F2机,射胶容积V=329cm3,ps的熔化温度下密对ρ熔体=0.93g/cm3,ξ=0.97,套用公式(3)计算得出,实际最大射胶量为296g。
对于聚苯乙烯(PS),另外一种实际射胶量的经验计算方法,就是由理论射胶空积,乘以一系数再乘以室温下的聚苯乙烯的密度得到:
G=V×ρ×α
G-最大实际射胶量g
V-理论射胶容积cm3
ρ-ps室温下密度1.05g/cm3
α-系数
按照国家行业标准JB/T7267.94,α取值为0.85。
总重量=所有胶件部分的重量+流道部分的重量注射时的射胶量即为总重量,一段射胶位置即为流道部分的射胶量;二段射胶位置即为产品走胶90%时的射胶量;三段为末段的射胶量。
一﹑理论射胶容积和理论射胶量
理论射胶容积是按设计值进行计算﹐公式是
V= π/4 Ds2* S (公式1)
V-论射胶容积 cm3
Ds-螺杆直径 cm
S-射胶行程 cm
理论射胶量等于理论射胶容积乘以塑料常温下的密度即﹕
G=VXρ(公式2)
G-理论射胶量 g
V-理论射胶容积 cm3
ρ-常温下的塑料密度g/ cm3
基于聚苯乙烯(ps)塑料的特征﹐通常采用其密度值作为计算的标准﹕ps的常温下密度为1.05g/ cm3。
二﹑实际射胶容积和射胶量
每次射胶所需要的容积由每个型腔物料的重量乘以型腔的个数﹐再加上浇口、流通的重量,然后除以在该塑模温度下塑料的密度得到:
V=G/ρ熔积Xη(公式3)
V-理论射胶熔积cm3
G-实际最大射胶量g
ρ-塑料在模塑温度下的密度g/cm3
η-栓胶圈效率安全系数
考虑到射胶过程期间塑料熔体在栓胶圈关闭之前和随橡胶圈与料筒间隙的回流,因此包含一个安全系数η。
对多数塑料说,η是0.97,对尼龙η为0.95。
对于聚苯乙烯(PS),另外一种实际射胶量的经验计算方法,就是由理论射胶空积,乘以一系数再乘以室温下的聚苯乙烯的密度得到:
G=V×ρ×α
G-最大实际射胶量g
V-理论射胶容积cm3
ρ-ps室温下密度1.05g/cm3
α-系数
按照国家行业标准JB/T7267.94,α取值为0.85。