不良品柏拉图分析
车间不良统计分析图__柏拉图(例)

不良数量
不良数量(根/批次)
4102 35
8
8
8
20
7
6
4
8
8
7
6
4
4
3
32
0
0
A
A
B
C
D
E
F
G
H
B
C
不D良现象
E
F
G
数量 (根/批次)
不良项
累计百分比(%)
从上述统计分析可以看出,目前车间产品质量损失主要集中在封口工序上,表现为封口处钢丝头外露
环与管口边缘不良,给产品造成潜在的质量隐患。那么根据80/20法则,接下来我们要用80%的精力来解
4
3
2
5.48 93.15
4.11 97.26
2.74 100
36
35
12302
车间产柏品拉图不良统计分析图
87.67
93.15
97.26
10208
79.45
93.15
97.26
69.87
87.67
24
79.45
80 58.91 69.87
20
58.91
60
47.95
16
47.95
100
数量 累计百分比(
问题。
制表:李 坤 日 期:2011/ 11/17
合计 73 100
累计百分比(%)
97.26
100 100
90
100
80
70
60
数量 (根/批50次) 累计百分比(%)
40
30
20
2
10
0
H
现为封口处钢丝头外露及封口 们要用80%的精力来解决前两项
完备的不良分析统计图表(柏拉图模版哦)

0 0.00% 53 0.21%
0 0.00% 82 0.29% 20 0.17% 40 0.22% 12 0.09% 207 0.18% 41 0.16%
0 0.00% 99 0.34% 25 0.37% 169 0.87% 13 0.11% 347 0.32%
0 0.00% 0 0.00% 97 0.33% 22 0.11% 119 0.13% 0 0.00% 0 0.00% 43 0.15% 0 0.00% 55 0.25% 0 0.00% 98 0.10% 0 0.00% 127 0.50% 0 0.00% 114 0.60% 15 0.28% 256 0.34% 18 1.30% 2 0.01% 152 0.53% 2 0.02% 46 0.22% 8 0.10% 228 0.27% 56 0.39% 8 0.07% 139 0.46% 0 0.00% 61 0.29% 20 0.20% 284 0.29% 9 0.06% 42 0.33% 0 0.00% 10 0.11% 113 0.59% 45 0.64% 219 0.31% 0 0.00% 0 0.00% 0 0.00% 2 0.02% 32 0.16% 0 0.00% 0 0.00% 34 0.05% 0 0.00% 0 0.00% 2 0.02% 32 0.16% 11 0.07% 45 0.06% 0 0.00%
0 2051
170 658 223 396
0 1447
0 123 1058 343 544
0 2068 1851
91 1645
186 481
0 4254 2026
138 119 178 449
0 2910
334 71
143 133 371
柏拉图制作举例(1)
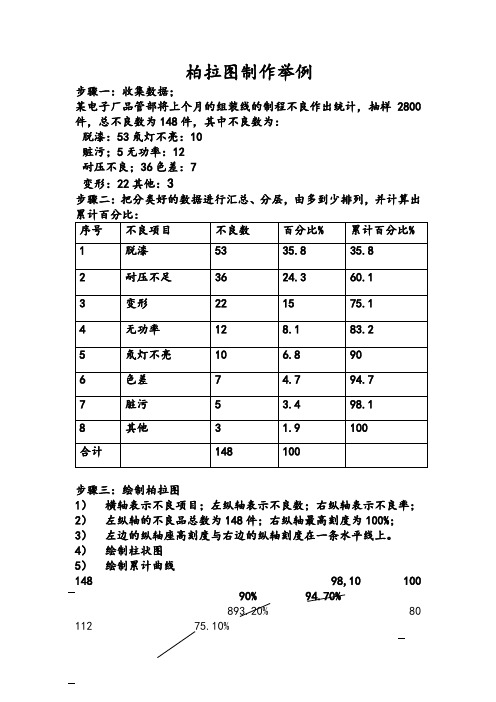
柏拉图制作举例步骤一:收集数据;某电子厂品管部将上个月的组装线的制程不良作出统计,抽样2800件,总不良数为148件,其中不良数为:脱漆:53氖灯不亮:10赃污;5无功率:12耐压不良;36色差:7变形:22其他:3步骤二:把分类好的数据进行汇总、分层,由多到少排列,并计算出序号不良项目不良数百分比% 累计百分比%1 脱漆53 35.8 35.82 耐压不足36 24.3 60.13 变形22 15 75.14 无功率12 8.1 83.25 氖灯不亮10 6.8 906 色差7 4.7 94.77 脏污 5 3.4 98.18 其他 3 1.9 100合计148 100步骤三:绘制柏拉图1)横轴表示不良项目;左纵轴表示不良数;右纵轴表示不良率;2)左纵轴的不良品总数为148件;右纵轴最高刻度为100%;3)左边的纵轴座高刻度与右边的纵轴刻度在一条水平线上。
4)绘制柱状图5)绘制累计曲线148 98,10 10090% 94.70%893.20% 80 112 75.10%60.10% 60 8435.80% 40 5620 28脱漆耐压不良变形无功率奈灯不亮色差脏污其他步骤四:记入必要事项1)总检查数:2800件;2)总不良数:148件;3)不良率;5.28%;4)检验者:罗信波;5)绘图者:邓敏;步骤五:分析柏拉图1)图中可见:脱漆/耐压不良/变形占总不良率碧绿的75.1%,判为重点改进项目;2)应确定改善责任人及完成期限,争取9月份降低如上指标到目标;3)改善前后的柏拉图进行比较;改善前。
CABEL 制程不良柏拉图分析

生産總數不良總數搖擺不良成型不飽模開路磁環髒污短路鐵殼見銅無顯示成型縮水鐵殼壓傷成型壓線磁環不飽模外模髒污外模刮傷USB本體沖高鐵殼壓傷外模黑點/白點線材刮傷絕緣縫隙大本體下陷錯位USB鐵殼尺寸短成型流汶USB外模脫69240544713341008920518271233211188180104102918454323120181911465324.5%43.0%59.9%69.4%74.4%78.6%82.5%86.0%89.3%91.2%93.1%94.7%96.3%97.3%97.9%98.4%98.8%99.1%99.5%99.7%99.7%99.9%99.9%100.0%纍計不良率從以上柏拉圖可以看出目前困擾制程的不良現象主要為以下三點:1.搖擺不良:1)原因分析:a.公母實配存在配合上的干涉,工程在 進一步的驗證改良中;b. 公端Pin 下陷,接觸不到位;c. 測試母座磨損,造成接觸不良.2)改善對策:A.暫時對策:a.測試不良暫時區分隔離,待工程驗證改良后再作決議;b.廠商在進一步的配合改良中;c.更換新的測試母座.B. 長期對策:工程進一步的驗證設變改良中 .2.成型不飽模:1)原因分析:a. 模具自身原因;b. 機台發生變異,由於新進作業人員未及時發現不良,導致不良發生以至流出;c. 成型制程由於機台更換有混料現象.2)改善對策:A.:暫時對策a.不良Sorting 重工;b.作業人員提高自檢意識,品管落實巡檢;c.機台更換之後需清洗乾淨之後方可正常作業B. 長期對策:a. 修模改善;b. 新進人員需教育訓練之後方可上崗作業;c. 機台更換之後需品管確認首件之後方可進行正常作業.3.開路:1)原因分析:a. 焊接不良,導致成型内模沖斷甚至壓斷焊接點;b. 成型過程作業未放到位導致成型過程沖斷焊線;c. 成型過程力求外觀,以致成型條件充足,壓力過大導致開路現象.2)改善對策:A.:暫時對策a.不良Sorting 重工;b.作業人員明確作業方式,品管落實巡檢;c.依SOP標準作業,避免壓力過大.B. 長期對策:a. 焊接人員需專業熟練的作業人員作業,針對Mini 8Pin CONN 焊接有一定難度與技巧;b. 新進人員需教育訓練之後方可上崗作業;c. 品管制訂外觀允收限度樣板供自檢及巡檢人員作業參考.。
如何通过柏拉图判断生产中是否有缺陷
如何通过柏拉图判断生产中是否有缺陷
柏拉图(Pareto Chart),又称为排列图,柏拉图是一种横条图,其中水平轴表示所关注的类别,类别通常是缺陷(不良品),通过从大到小排列条形。
柏拉图可帮助确定哪些地缺陷组成“少数重要”,哪些缺陷为“多数琐碎”,累积百分比线条帮助判断每种类别所加入的贡献,柏拉图可帮助用户选择差重改进能获得最大收益的方面,如占缺陷总比例为80%的前几项。
案例数据
假设您所在的公司生产一电子元件,您要降低有缺陷的电子元件所产生的品质成本,在检验过程中,有一定数量的电子元件遭到拒收,并记录了缺陷的类型,向称为“缺陷名称”的工作表列中输入缺陷的名称,并向称为“缺陷数量”的列中输入相应的计数,通过集中处理造成大部分拒收的缺陷,可以节省大部分费用,柏拉图将帮助您确定导致大部分问题的是哪些缺陷。
以下是通过太友SPC软件自动生成的柏拉图输出图形:
结果解释:
由于75%左右的缺陷都是由于A1、A2缺陷造成的,所以应该重点改善这两类缺陷,对于大部分公司产品的缺陷分析,一般主要集中对前三项缺陷进行改善,从而提升产品的品质。
如何利用图表分析不良原因

The End
Luxshare Co.,Ltd.
Thanks
对结果造成的影响; 环境(Environment):作业环境之温度&湿度&光照亮度等
原因造成对结果的影响。
Luxshare Co.,Ltd.
第三章 特性要因圖
设备 治具改善不及时
治具定位不稳定 治具设计不合理
治具保养不当
灯光光线不足
环境
材料
人员
品管人员检查不落实
责任心不强
产线未做好自主检查 为
操作技能不够
2. 点检用查检表: 主要功用是为要确认作业实施、机械设备的
实施情形,或为预防发生不良或事故,确保安全时 使用.这种点检表可以防止遗漏或疏忽造成缺失 的产生.
Luxshare Co.,Ltd.
第一章 数据与查检表 设备保养表
項目
日期
各部位油量是否正常
1 2 3 4 5 6 7 8 9 1不 良 88 数
66
82 46.50%
64%
不良柏拉图
77%
88%
44 31
22
23
19
第二章 柏拉图
94%
不良数 不良影响度 100% 100.00%
90.00%
80.00%
70.00%
60.00% 不 良
50.00% 影 响
40.00% 度
30.00%
20.00%
11
10
10.00%
132
110
不 良 88 数
66
82 46.50%
64%
不良柏拉图
77%
88%
94%
不良数 不良影响度 100% 100.00%
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
尺寸超差
粗糙度超 差 4
4 4 2
4 OK
共
页
第
页
33
PJ1043-11-M
辅助压紧钉2
45
2
OK
共
页
第
页
34 35 36 37 38 39 40 41
PJ1126-02-16 PJ1126-02-17
压板 压板1
45 45 合计
2 4 261 120 50 47 22
OK OK
合格率50%
不良品分析柏拉图
毛刺 240
210 180
尺寸超差
粗糙度超差
其他 1 100%
91% 0.8
71% 150 不良数
累计不良率 0.6
不良品柏拉图
42 43 44 45 46
120
90
120
50% 0.4
次数
累计百分比
60 30
0 0 毛刺
50
47 22
0.2
0 尺寸超差 粗糙度超差 其他
外协加工质量明细表
加工厂家 序 号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 图号 PJ1216-05 PJ1216-09-01 PJ1216-09-02 PJ1216-09-03 PJ1216-09-04 PJ1216-10 PJ1216-11 PJ1216-12 PJ1216-13 PJ1216-15 PJ1216-16 PJ1216-17 PJ1216-19 PJ1216-23 PJ1216-24 PJ1216-27 PJ1135-09/10 PJ1126-02-19 PJ1126-02-20 PJ1215-11 PJ1215-32 PJ1215-33 PJ1117-M-06 PJ1215-29 PJ1215-30 PJ1215-34 PJ1215-35 PJ1117-M-01 PJ1117-M-02 PJ1126-04 JH-S-120314 PJ1215-07 上海XX 制表人 名称 定位块 圆心定位基座 斜切 连接杆 滑块 支撑缸底板 压板2 压板4 压板6 压板1 压板3 支撑钉 侧向推杆 支撑钉2 导向杆座 挡板 垫片1/2 圆锥销座1 圆锥销座2 转台底板连接件 防屑板 防屑板一 35-杠杆缸压板 连接螺母 连接螺母 压板-44-1422 压板-44-1015 圆柱销0327 菱形销0327 油路垫块 偏心轴 尾架 定位轴 何文 编制日期 材料 Cr12 GCr15 GCr15 40Cr T10 45 45 45 45 5 45 GCr15 GCr15 GCr15 45 A3 A3 45 45 45 A3 A3 45 45 45 45 45 Cr12 Cr12 45 GCr15 Cr12 数 量 4 4 4 4 21 2 2 2 4 2 2 16 8 10 4 3 40 12 5 8 4 4 5 18 40 14 4 1 1 2 1 2 14 4 OK OK OK OK OK 5 18 18 18 OK 40 5 OK OK OK OK 4 OK 2 OK OK OK OK 2 2 OK 4 21 21 21 21 位置度超差 OK 2012年5月17日 检验员 备注 其他 1 椭圆 不合格描述
不良项目
共
页
第
页