焊接记录表格
焊接工作记录表

工程名称临沂金锣文瑞高低温车间制冷设备配件维修分项工程名称氨制冷系统安装日期2015.5.12 管线号G0105-350 焊接方法氩弧焊打底,手工电弧焊盖面设备名称压力管道环境温度25℃相对湿度40%所用焊接工艺文件焊接作业指导书、焊接工艺评定报告焊口编号焊材焊接电源焊接电流(A)电弧电压(V)焊接速度(cm/min)施焊焊工牌号规格编号种类极性G0105 -B1 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B2 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B3 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B4 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B5 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B6 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B7 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B8 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申备注:注:焊缝返修亦用此表。
PE管焊接施工记录表格

Байду номын сангаас电压(V)
电熔时间(min)
冷却时间(min)
焊接日期
审核:制表:
PE管焊缝表面质量检验表
编号:JL-28-XX
年月日
建设单位
单位工程名称
安装单位
分部(分项)
工程名称
管线名
称规格
材质
外观检
验方法
序号
焊缝编号
焊工姓名
焊接日期
间隙
错位量
综合评定
检验员:
PE管焊接前检查表
编号:JL-26-XX
年月日
建设单位
单位工程名称
安装单位
分部(分项)
工程名称
操作者姓名
焊接位置
焊口数量
序号
焊缝编号
接口表面检查
母材检查
PE管内检查
检验员:审核:
PE管焊接施工记录表
编号:JL-27-XX
年月日
建设单位
单位工程名称
安装单位
分部(分项)
工程名称
管线名称规格
焊缝编号
焊缝号
【工程表格模板】钉(栓钉)焊接工程检验批质量验收记录表
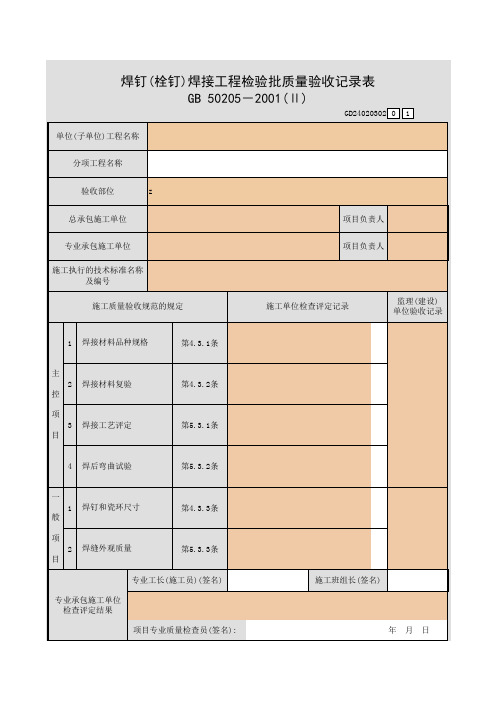
GD24020302 0 单位(子单位)工程名称 分项工程名称 验收部位 总承包施工单位 专业承包施工单位 施工执行的技术标准名称 及编号 施工质量验收规范的规定 施工单位检查评定记录 监理(建设) 单位验收记录 z 项目负责人 项目负责人 1
1
焊接材料品种规格
第4.3.1条
主 2 控 项 3 目 焊接工艺评定 第5.3.1条 焊接材料复验 第4.3.2条
4
ቤተ መጻሕፍቲ ባይዱ
焊后弯曲试验
第5.3.2条
一 1 般 项 2 目 专业工长(施工员)(签名) 专业承包施工单位 检查评定结果 项目专业质量检查员(签名): 年 月 日 施工班组长(签名) 焊缝外观质量 第5.3.3条 焊钉和瓷环尺寸 第4.3.3条
监理(建设)单位 验收结论
专业监理工程师(签名): (建设单位项目专业技术负责人签名):
年
月
日
焊接记录表格范本

焊接记录表格范本
焊接记录表格范本
项目名称:XXXXX工程
焊接记录表
焊接件名称:
焊接材料规格:
焊接方式:
焊接电流/电压:
焊接日期:
次数
焊缝号
焊接位置
焊接工艺
焊接材料
焊接电流/电压
电极型号及直径
焊接后尺寸(检测前)
焊接后尺寸(检测后)
焊工编号及签名
说明:
1. 每条焊缝都需要填写焊接记录表,冠以相同的焊接件名称。
2. 焊接位置要详细的表明,不允许有遗漏。
3. 焊接工艺应当按照设计要求来选择,并注明工艺名称。
(例如:手工电弧焊、埋弧焊、气保焊等)
4. 焊接电流/电压需严格按照工艺数据来设置,不得超过工艺文书规定的范围。
5. 电极型号及直径应根据工艺文书中规定的内容来选用,一旦选择即不能随意更改。
6. 检测前和检测后的焊接后尺寸需要详细记录,并用尺子进行测量。
7. 焊接后,需让焊工在规定的栏位中签字,以便于追溯。
采购商签署:_____________________ 日期:
_______________________
质检员签署:_____________________ 日期:
_______________________
焊工签署:_____________________ 日期:
_______________________。
焊接操作人员焊绩记录表
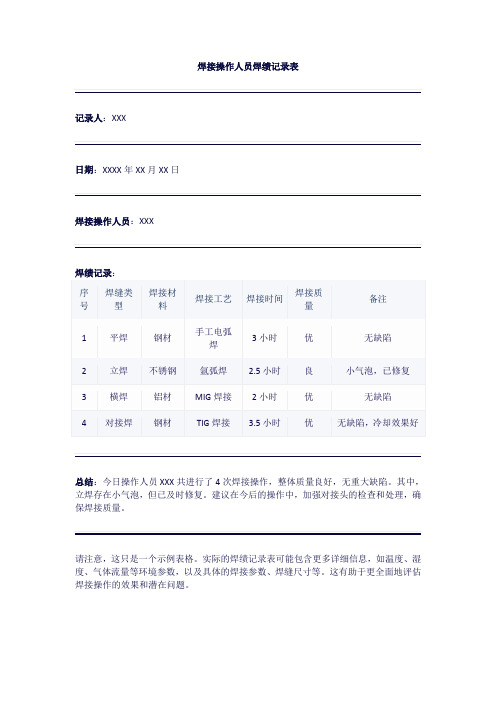
记录人:XXX
日期:XXXX 年 XX 月 XX 日
焊接操作人员:XXX
焊绩记录:
序 焊缝类
号
型
焊接材 料
焊接工艺 焊接时间 焊接质 量
备注
1 平焊
钢材Βιβλιοθήκη 手工电弧 焊3 小时
优
无缺陷
2
立焊 不锈钢
氩弧焊 2.5 小时
良
小气泡,已修复
3 横焊
铝材
MIG 焊接 2 小时
优
无缺陷
4 对接焊 钢材
TIG 焊接 3.5 小时
优
无缺陷,冷却效果好
总结:今日操作人员 XXX 共进行了 4 次焊接操作,整体质量良好,无重大缺陷。其中, 立焊存在小气泡,但已及时修复。建议在今后的操作中,加强对接头的检查和处理,确 保焊接质量。
请注意,这只是一个示例表格。实际的焊绩记录表可能包含更多详细信息,如温度、湿 度、气体流量等环境参数,以及具体的焊接参数、焊缝尺寸等。这有助于更全面地评估 焊接操作的效果和潜在问题。
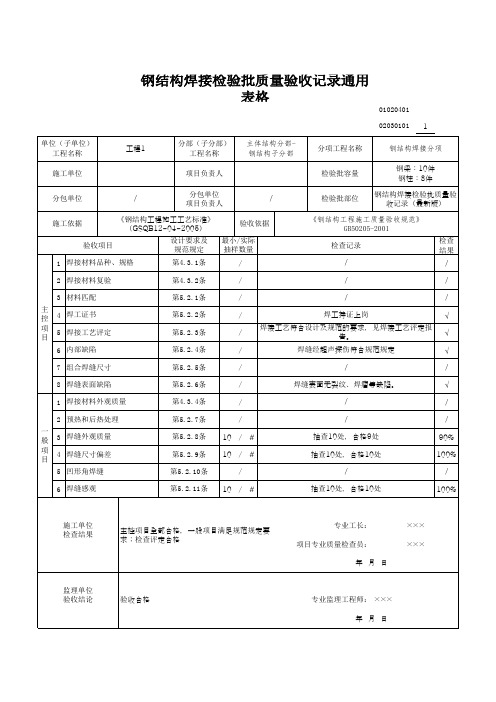
钢结构焊接检验批质量验收记录通用表格
项 目
5 焊接工艺评定
6 内部缺陷
第5.2.1条 第5.2.2条 第5.2.3条 第5.2.4条
/
/
/
/
焊工持证上岗
√
/
焊接工艺符合设计及规范的要求,见焊接工艺评定报 告。
√
/
焊缝经超声探伤符合规范规定
√
7 组合焊缝尺寸
第5.2.5条
/
/
/
8 焊缝表面缺陷
第5.2.6条
/
焊缝表面无裂纹、焊瘤等缺陷。
第5.2.11条 10 / #
抽查10处,合格10处
100%
施工单位 检查结果
监理单位 验收结论
主控项目全部合格,一般项目满足规范规定要 求;检查评定合格
验收合格
专业工长: 项目专业质量检查员:
年月日
××× ×××
专业监理工程师: ××× 年月日
施工依据
《钢结构工程施工工艺标准》 (GSQB12-04-2005)
验收依据
验收项目
设计要求及 最小/实际
规范规定
抽样数量
1 焊接材料品种、规格
第4.3.1条
/
《钢结构工程施工质量验收规范》 GB50205-2001
检查记录
/
检查 结果
/
2 焊接材料复验
第4.3.2条
/
/
/
3 材料匹配
主 控 4 焊工证书
钢结构焊接检验批质量验收记录通用
表格
01020401
02030101 1
单位(子单位) 工程名称
工程1
分部(子分部) 工程名称
主体结构分部钢结构子分部
分项工程名称
钢结构焊接分项
焊接记录表
/
单位工程:低温甲醇洗(706)
规
格
坡口形式、角度
外观 检查
无损检验 方法 报告号
φ33.7×4.5
V型坡口60°±5
°
焊 工 号
评定 结论
合格 RT 706-RT-827 1540 合格
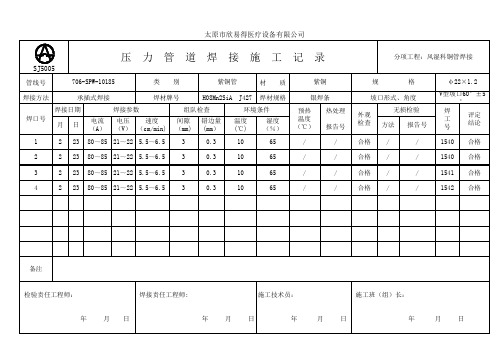
太原市欣易得医疗设备有限公司
SJ5005 管线号
压力管道焊接施工记录
706-SPW-10185
类别
紫铜管
材质
紫铜
太原市欣易得医疗设备有限公司
SJ5005 管线号
压力管道焊接施工记录
706-SPW-10185
类别
紫铜管
材质
紫铜
焊接方法
承插式焊接
焊材牌号
H08Mn2SiA J427 焊材规格
焊口号
焊接日期 月日
焊接参数
电流 电压 速度 (A) (V) (cm/min)
组队检查
间隙 错边量 (mm) (mm)
环境条件
年 月日
年月日
年
月日
年
月日
太原市欣易得医疗设备有限公司
SJ5005 管线号
压力管道焊接施工记录
706-SPW-10185
类别
紫铜管
材质
紫铜
焊接方法
承插式焊接
焊材牌号
H08Mn2SiA J427 焊材规格
银焊条
焊口号
焊接日期 月日
焊接参数
电流 电压 速度 (A) (V) (cm/min)
组队检查
间隙 错边量 (mm) (mm)
焊接方法
承插式焊接
焊材牌号
H08Mn2SiA J427 焊材规格
焊口号
焊接日期 月日
焊工登记表
焊工登记表焊工登记表是一种非常重要的文档,它记录了焊工和他们的技能和经验。
这个表格可以帮助公司和工厂管理焊工和焊接项目,以确保每个项目都得到了高质量的焊接。
在这篇文章中,我们将深入探讨焊工登记表的作用和重要性,以及如何创建一个有效的焊工登记表。
焊工登记表的作用和重要性焊工登记表是一种记录焊工技能和经验的文档。
对于任何公司或工厂来说,这个表格都非常重要。
以下是焊工登记表的几个作用:1. 了解焊工的技能和经验焊工登记表可以帮助公司和工厂了解焊工的技能和经验。
这可以帮助他们安排焊工参与适当的项目和任务。
查看焊工登记表时,可以了解焊工是否有足够的技能和经验来应对特定的焊接任务。
2. 根据适当的级别安排焊工焊工通常根据他们的技能和经验分为不同的级别。
焊工登记表可以帮助管理层知道哪个焊工适合哪个级别的任务。
这将确保每个任务都由最合适的焊工执行。
3. 帮助管理焊接项目焊工登记表还可以帮助管理层管理焊接项目。
查看焊工登记表时,他们可以了解哪个焊工可以参与某个项目的特定部分。
这将确保每个项目的质量得到保证,并有助于提高效率。
4. 记录疏散情况焊工登记表还可以用于记录焊工的疏散情况。
这可以在事故或紧急情况下帮助管理层快速确定哪些焊工安全。
此外,在疏散演习时,这可以用于确定缺少哪些关键角色。
如何创建一个有效的焊工登记表要创建一个有效的焊工登记表,您需要考虑以下几点:1. 列出所需的信息首先,您需要列出需要在焊工登记表中包含的信息。
这可能包括焊工的姓名,级别,证书,工作经验等。
2. 使用易于使用的格式要使焊工登记表易于使用,您应该使用易于使用的格式。
您可能希望使用电子表格或表格来放置数据,这样就可以更轻松地筛选和排序。
3. 记录更新您应该确保焊工登记表保持最新。
当焊工完成培训或获得新的证书时,他们的信息应更新。
这可以帮助确保焊工表中的信息始终准确。
4. 定期审查与更新类似,您应该定期审查焊工登记表以确保信息正确。
如果焊工不再是团队的一部分,他们的信息应该从登记表中删除。
焊工档案表格(整理).pptx

学海无 涯
焊 工 档案
姓 名: 性 别: 年 龄: 所在部门: 编号: 建 档 人: 日期 :
焊 工 资 历 登记
姓名 出生年月 考前工种 技术等级 焊工证号
性别 文化程度 焊接工龄 焊工钢印 发证部门
1
学海无 涯
从 事 焊 接 工 作 经 历
焊 工 培 训 记 录
免 试 记 载
备 注
考核持证项目记录
序号
项目代号
考试日期
学海无 涯
焊接质量事故登记表
质量事故内容
检验员
检验部门
1. 该表记录在生产过程中因焊工操作技能不佳而导致报废和焊工施焊后的设备出厂后
说
发生的事故。
明
2. 质量事故应由检验责任工程师、焊接责任工程师、质量保证工程师签署意见的处理
报告作依据。
4
学海无 涯
焊接材料检验批质量验收记录通用表格

焊接材料检验批质量验收记录通用表格
工程1
分部(子分部) 主体结构分部工程名称 铝合金结构子分部
分项工程名称
02060101 1 铝合金焊接分项
施工单位
项目负责人
检验批容量
25件
分包单位 施工依据
/
分包单位 项目负责人
ห้องสมุดไป่ตู้
/
《铝合金结构工程施工工艺标准》 (GSQB12-13-2013)
验收依据
检验批部位
焊接材料检验批质量验收 记录(最新版)
《铝合金结构工程施工质量验收规范》 GB50576-2010
验收项目
设计要求及 规范规定
最小/实际 抽样数量
检查记录
检查 结果
主
1
焊接材料的品种、规格、 性能
控
项
目
2
重要铝合金结构采用焊接 材料进行抽样复验
第4.3.1条 第4.3.2条
/
焊接材料的品种、规格和性能等符合国家现行 有关产品标准和设计要求。
√
/
/
/
一 般 项 目
焊条外观不应有药皮脱落、 1 焊芯生锈等缺陷,焊剂不应
受潮结块
第4.3.3条 10 / 10
抽查10处,合格10处
100%
施工单位 检查结果
主控项目全部合格,一般项目满足规范规 定要求;检查评定合格
专业工长:
×××
项目专业质量检查员:
×××
年月日
监理单位 验收结论
验收合格
专业监理工程师: ××× 年月日
焊接工艺评定表格模板
预热温度
保护气体种类
喷嘴直径(mm)
钨极直径(mm)
层次
焊接
方法
填充材料
电源种类
电压
(V)
焊接速度(cm/min)
热输入
(KJ/mm)
正面气体流量(L/min)
背面气体流量
(L/min)
层间温度(℃)
牌号
规格
极性
电流(A)
外观检测记录表
焊接工艺评定编号
检验员
日期
审核人
日期
焊缝正面余高
单面焊根部未焊透
版本:A版
焊接工艺评定
编号:XXXXXXX
编制:
审核:
批准:
XXXXXXX有限公司
1、预焊接工艺规程
2、试件取样位置图
3、焊评试验施焊记录表
4、外观检验表
焊评试验施焊记录表
焊接工艺评定编号
焊工
钢印
检验员
记录者
母材
钢号
规格
批号
证书编号
其它
焊材
牌号
规格
炉批号
烘头型式简图:
焊接设备
焊缝正面余高差
单面焊根部未熔合
焊缝背面余高
单面焊根部凹陷
焊缝背面余高差
焊脚
表面裂纹
焊脚差
表面气孔
弧坑
咬边
夹渣
焊缝正面宽度
焊缝正面宽度差
焊缝背面宽度
焊缝背面宽度差
焊缝棱角度
其他
压力管道焊接现场施工检查记录表格模板
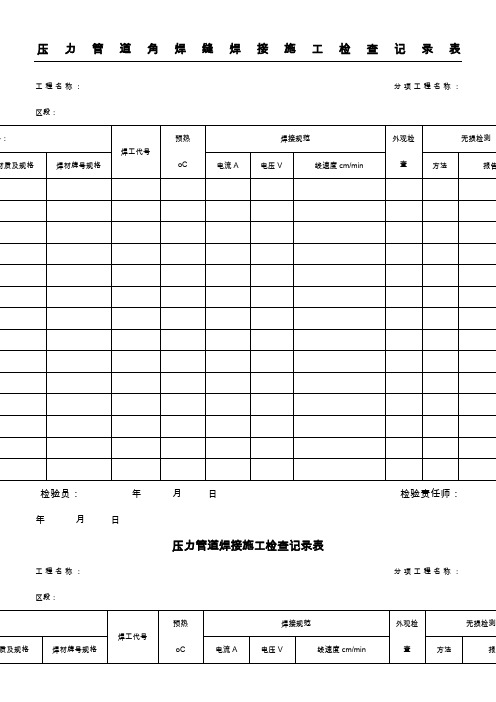
压力管道角焊缝焊接施工检查记录表工程名称:分项工程名称:区段:
检验员:年月日检验责任师:年月日
压力管道焊接施工检查记录表
工程名称:分项工程名称:区段:
检验员:年月日检验责任师:年月日
压力管道组对工序交接卡
工程名称:
分项工程名称:
区段:
记录人:年月日审核人:年月日
压力管道焊接自检记录
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日
压力管道角焊缝组对工序交接卡
工程名称:分项工程名称:区段:
记录人:年月日审核人:
年月日
压力管道角焊缝焊接自检记录
工程名称:分项工程名称:区段:
记录人:年月日审核人:年月日。
焊接产品过程质量记录表(压缩空气)

规格:D80*43
是口
否 口
108
28
0.6
7
形状
外观
1
1
形状
外观
1
1
形状
外观
1
1
/
55
汽油管道
材料:
不锈钢无缝管
规格:D80*43
是口
否 口
112
28
0.8
9
形状
外观
1
1
形状
外观
1
1
形状
外观
1
1
/
56
汽油管道
材料:
不锈钢无缝管
规格:D80*43
是口
否 口
115
32
0.9
8
形状
外观
1
1
形状
是口
否 口
110
32
0.8
9
形状
外观
1
1
形状
外观
1
1
形状
外观
1
1
/
28
压缩空气管道
材料:
镀锌无缝管
规格:D150*4.53
是口
否 口
120
35
0.9
11
形状
外观
1
1
形状
外观
1
1
形状
外观
1
1
/
29
压缩空气管道
材料:
镀锌无缝管
规格:D150*4.53
是口
否 口
105
30
0.7
8
形状
外观
1
1
形状
外观
1
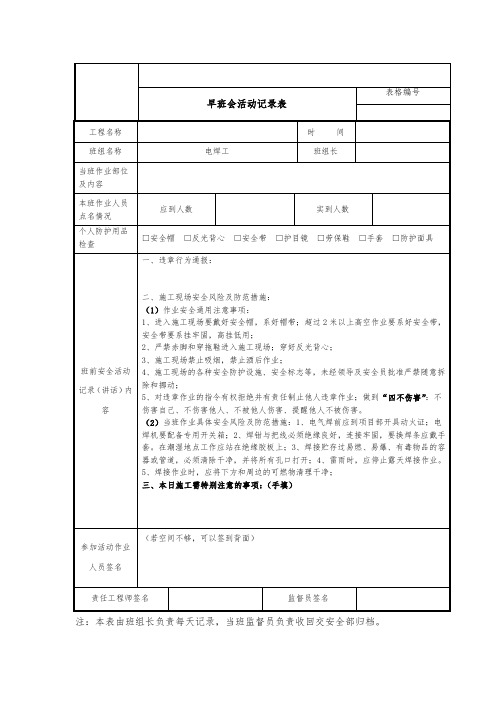
电焊工早班会活动记录表
(若空间不够,可以签到背面) 参加活动作业
人员签名
责任工程师签名
监督员签名
注:本表由班组长负责每天记录,当班监督员负责收回交安全部归档。
早班会活动记录表
表格编号
工程名称
时
间
班组名称
电焊工
班组长
当班作业部位 及内容
本班作业人员 点名情况
个人防护用品 检查
应到人数
实到人数
□安全帽 □反光背心 □安全带 □护目镜 □劳保鞋 □手套 □防护面具 一、违章行为通报:
班前安全活动 记录(讲话)内
容
二、施工现场安全风险及防范措施: (1)作业安全通用注意事项: 1、进入施工现场要戴好安全帽,系好帽带;超过 2 米以上高空作业要系好安全带, 安全带要系挂牢固,高挂低用; 2、严禁赤脚和穿拖鞋进入施工现场;穿好反光背心; 3、施工现场禁止吸烟,禁止酒后作业; 4、施工现场的各种安全防护设施、安全标志等,未经领导及安全员批准严禁随意拆 除和挪动; 5、对违章作业的指令有权拒绝并有责任制止他人违章作业;做到“四不伤害”:不 伤害自己、不伤害他人、不被他人伤害、提醒他人不被伤害。 (2)当班作业具体安全风险及防范措施:1、电气焊前应到项目部开具动火证;电 焊机要配备专用开关箱;2、焊钳与把线必须绝缘良好,连接牢固,要换焊条应戴手 套。在潮湿地点工作应站在绝缘胶板上;3、焊接贮存过易燃、易爆、有毒物品的容 器或管露天焊接作业。 5、焊接作业时,应将下方和周边的可燃物清理干净; 三、本日施工需特别注意的事项:(手填)
CC7焊接记录的表格模板
材料名称
牌号
规格
单位
数量
备注
QG/CC-7.0504-10-H.25编号:
材料复验通知单
资料名称
资料规格
材质
炉号
批号
复验号
复验要求
复验项目
备注
资料责任师:资料查验员:年月日
QG/CC-7.0504-10-H.26编号:
焊接资料入库/发放台帐
材料名称
牌号
规格
入/出库
日期
合
格
证
号
入
出生年代
工种
一般工龄
本岗工龄
级别
文化程度
健康状况
代号
钢印代号
所属单位
从事
锅炉
压力
容器
焊接
工作
简历
何
时
何
地
受
过
何
种
奖
励
QG/CC-7.0504-10-H.13编号:
焊工档案
考试
日期
钢材
类别
焊接
方法
试件分
类代号
考试
规范
合格证
发放单位
备注
(合格证号)
QG/CC-7.0504-10-H.14编号:
钢印代号
出生年代
焊接工龄
企业焊工考试委员会:
自己经过训练,现申请进行以下项目的考试,请批改。
序号
母材
焊接方法
焊接资料
焊接地点
牌号
规格
根层
其余层
根层
其它层
申请人:日期:
企业焊工考试委员会心见:
(盖印)日期:
QG/CC-7.0504-10-H.9编号:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊缝尺寸
符合GB/T2694中4.7.3Z4.7.4
要求
焊缝尺
有与角钢装配要求的组焊件 角度(如:塔脚靴板的90°角)
0+ 40'
角度尺
型钢及钢板平面(如塔脚底 板等)内的焊接挠曲度f
b < 80 1.3L/1000
b > 80 L/1000
卡尺
板尺
焊接构件平间内挠曲度
土材1.3L/1000
腹材1.5L/1000
角钢塔焊接件检验记录
工程名称:塔型:
制造单位
检测设备及状态
在检定有效期内
检验项目
允许偏差(mm
检测
工具
抽检样本及检测结果
材料规格尺寸偏差
技术协议
卡尺
孔径
非镀锌件:+0.8 , 0
镀锌件:+0.5 , -0.2
卡尺
孔数
图纸
目测
端距Sd
土3.0
卡尺
无孔节点板位移
土3.0
卡尺
跨焊缝的相邻两孔间距
土1.0
卡尺
整个平面L/1000
卡尺
板尺
检验结论
注:钢材规格尺寸按标准要求填写测量偏差值
操作工:
检验员:
检验时间:
相邻两组连接板间距
土2.0
ห้องสมุดไป่ตู้卷尺
不相邻两组连接板间距
土4.0
卷尺
搭接构件同心孔中心相对偏 差
1.0
卡尺
搭接间隙
b< 50
1.0
塞尺
b> 50
2.0
塞尺
T接板倾斜距离
有孔
土2.0
卡尺
板尺
无孔
土5.0
T接板位移
有孔
土1.0
卡尺
板尺
无孔
土5.0
焊缝外观
符合GB/T2694中4.7.2/
4.7.5Z4.7.6要求