2219铝合金厚板搅拌摩擦焊接温度场数值模拟_徐韦锋
摩擦焊接头温度场二维轴对称瞬态数值模拟
摩擦焊接头温度场二维轴对称瞬态数值模拟
李晓泉;于治水;周方明;段立宇
【期刊名称】《焊接学报》
【年(卷),期】1999(20)2
【摘要】采用交替方向隐式差分法对35号钢管摩擦焊接头二维轴对称瞬态温度场进行了数值模拟,利用热电偶测温技术对摩擦焊接头易测准部位的焊接热循环进行了计算机实时自动检测。
结果表明,所建立的数学模型及计算结果是合理的并有助于制订合理的焊接工艺规范。
【总页数】6页(P139-144)
【关键词】摩擦焊;温度场;有限差分;数值模拟;焊接接头
【作者】李晓泉;于治水;周方明;段立宇
【作者单位】镇江华东船舶工业学院;西安西北工业大学
【正文语种】中文
【中图分类】TG453.9;TG402
【相关文献】
1.注入井井筒二维瞬态温度场的数值模拟 [J], 李世贵;李晓平;刘竟成;李倩;杨磊
2.摩擦液柱成形初始阶段的二维轴对称数值模拟 [J], 陈家庆;焦向东;邱宗义;张宝生;周灿丰;陈忠海
3.搅拌摩擦焊瞬态温度场的数值模型 [J], 刘其鹏;王忠旭;杨鑫华;高月华
4.强激光辐照下生物组织二维瞬态温度场分布数值模拟 [J], 单宁;战仁军;夏烈祥
5.摩擦提升滑动时衬垫瞬态温度场数值模拟 [J], 彭玉兴;朱真才;陈国安
因版权原因,仅展示原文概要,查看原文内容请购买。
2219铝合金搅拌摩擦焊焊接接头的疲劳性能

2007年8月第2卷 第3期失效分析与预防August,2007Vol .2,No .3[收稿日期] 2006年12月14日 [修订日期] 2007年3月10日[基金项目] 江西省科技厅工业发展项目(BC200201014)[作者简介] 周曙君(1981年-),男,硕士研究生,主要从事材料加工方面的研究。
2219铝合金搅拌摩擦焊焊接接头的疲劳性能周曙君1,邢 丽1,柯黎明1,杨学勤2,李成刚2(1.南昌航空工业学院材料学院,南昌 330063;2.上海航天局805研究所,上海 201108)[摘 要] 通过疲劳寿命试验、断口和金相组织观察,研究了2219铝合金搅拌摩擦焊接头的疲劳断裂特征,分析讨论了搅拌摩擦焊焊接过程中产生的焊缝根部“吻接”缺陷对其疲劳性能的影响。
结果表明,焊缝根部“吻接”缺陷是影响搅拌摩擦焊接头疲劳行为的主要因素。
无“吻接”缺陷试样断裂于焊缝前进边侧,疲劳裂纹起源于焊缝底部,接头具有较高疲劳寿命;有“吻接”缺陷试样断裂于焊核中心,疲劳裂纹起源于“吻接”处,接头疲劳寿命较短。
[关键词] 铝合金;搅拌摩擦焊;疲劳;“吻接”缺陷[中图分类号] T U973+254 [文献标识码] A [文章编号] 167326214(2007)0320020205Fa ti gue Properti es for 2219A lu m i n u m A lloy Fr i cti on Sti r W eldsZHOU Shu 2jun 1,X I N G L i 1,KE L i 2m ing 1,Y ANG Xue 2qin 2,L I Cheng 2gang2(1.N anchang Institute of A eronautical Technology,N anchang 330034,China;2.805Research Institutes of Shanghai Space A gency,Shanghai 201108,China )Abstract:Thr ough the fatigue test,m icr ostructure and characteristics analysis,the fatigue fracture characteristic of the fricti on stir welded j oint of the 2219alu m inu m all oy was studied,and the effect of the r oot fla w “kissing -bonds ”defect on the fatigue p r operties was discussed .The results show that the r oot fla w “kissing -bonds ”defect is maj or fact or of affecting fricti on stir welding fatigue behavi or .The sa mp le without “kissing -bonds ”defect in the advanced side fractured at the bott om weld and had l ong fatigue life .The sa mp le with “kissing -bonds ”defect fractured in the center of the weld,and the fatigue crack started at the “kissing -bonds ”defect .The s pacing of the fatigue striati on reflected the fatigue life .Key words:alu m inu m all oy;fricti on stir welds;fatigue;“kissing -bonds ”defect1 引言2219铝合金具有比强度高,低温和高温力学性能好,断裂韧度高,抗应力腐蚀性能好等特点,在航天和航空得到广泛的应用。
2219铝合金搅拌摩擦焊结构ECA评定
2219铝合金搅拌摩擦焊结构ECA评定曹学敏;田志杰;熊林玉;马核;张彦华【摘要】基于含缺陷结构断裂评定的COD设计曲线与净截面屈服失效判据,对2219铝合金搅拌摩擦焊结构进行了工程临界评定(ECA).分析了2219铝合金搅拌摩擦焊接头焊核区、热机影响区、热影响区和母材区的临界裂纹尺寸,确定了不同载荷水平下2219铝合金搅拌摩擦焊结构的表面缺陷容限,并对特定内压下2219铝合金运载火箭贮箱筒段搅拌摩擦焊纵缝进行了ECA评定,为2219铝合金搅拌摩擦焊结构的断裂控制提供了参考.研究结果表明,纵向前进边热影响区为2219铝合金搅拌摩擦焊接头断裂控制的关键区域,特定内压条件下给定的表面缺陷可以接受.【期刊名称】《宇航材料工艺》【年(卷),期】2019(049)002【总页数】6页(P66-71)【关键词】2219铝合金;搅拌摩擦焊;ECA评定;贮箱【作者】曹学敏;田志杰;熊林玉;马核;张彦华【作者单位】北京航空航天大学机械工程及自动化学院,北京100191;首都航天机械公司,北京100076;首都航天机械公司,北京100076;北京航空航天大学机械工程及自动化学院,北京100191;北京航空航天大学机械工程及自动化学院,北京100191【正文语种】中文【中图分类】TG40 引言2219 铝合金是可热处理强化的Al-Cu-Mn 系析出强化型合金,具有较高的室温强度及良好的高温和超低温性能[1],是运载火箭贮箱的常用材料[2]。
搅拌摩擦焊工艺与传统熔焊方法相比,具有无烟尘、无气孔、无飞溅、无需添加焊丝、焊接时不需使用保护气体、焊后接头焊缝晶粒细小、残余应力小以及变形小等优点,广泛用于铝合金材料的焊接[3-4]。
2219 铝合金搅拌摩擦焊接头是贮箱结构的薄弱环节,接头的断裂直接导致贮箱结构的失效。
为了保障贮箱结构完整性,对2219 铝合金搅拌摩擦焊结构进行工程临界评定(Engineering Critical Assessment,ECA)是断裂控制的重要环节。
2219O铝合金的搅拌摩擦焊接

图 5" 接头各区微观组织
#$%& 5" 6$-()*.(7-.7(,* )0 4)$/.
机械变形的过程, 但受到焊接热循环的作用, 晶粒组 织发生粗化。 5& 5" 接头拉伸性能和应变分布 图 95 为不同焊接工艺参数下接头的拉伸试验 结果。从图中可以看出, 在转速为 %&& ’ ( )*+, 焊接 速度在 #&& : ,&& )) ( )*+ 之间时, 接头的抗拉强度 为 ;<$ 1=5, 与母材等强度, 此时接头的延伸率 较 高, 达到 ;!> %? , 相当于母材的 @!? 。当焊接速度
, 并
铝合金搅拌摩擦焊温度场的数值模拟

铝合金搅拌摩擦焊温度场的数值模拟张培磊;赵勇;严铿;蒋成禹【摘要】为了研究搅拌摩擦焊在焊接过程中温度场的变化情况,文中根据摩擦学原理,建立了搅拌摩擦焊热输入的数学模型,利用ANSYS有限元分析软件计算出瞬态温度场分布,并得到了试板上任意一点温度随时间的变化曲线.通过将计算结果与实验值比较,验证了计算结果的正确性.结果表明:搅拌摩擦焊是一种固态焊接方法,而且搅拌头前面的高温区域要比后方窄;在板厚方向上,温度是由表面向底面依次降低的;对于与焊缝中心等距离的点,后方比前方达到的温度最高值要稍高.【期刊名称】《江苏科技大学学报(自然科学版)》【年(卷),期】2005(019)006【总页数】4页(P88-91)【关键词】搅拌摩擦焊;温度场;有限元【作者】张培磊;赵勇;严铿;蒋成禹【作者单位】江苏科技大学材料科学与工程学院,江苏,镇江,212003;江苏科技大学材料科学与工程学院,江苏,镇江,212003;江苏科技大学材料科学与工程学院,江苏,镇江,212003;江苏科技大学材料科学与工程学院,江苏,镇江,212003【正文语种】中文【中图分类】TG4530 引言搅拌摩擦焊FSW(Friction Stir Welding)是一种新型的固态塑化连接方法,与传统熔化焊相比,搅拌摩擦焊具有接头晶粒细小,性能良好、无飞溅、无烟尘、内应力小、变形小等许多优点[1]。
从1991年问世至今,已经引起了极大关注,且在航空、航天、车辆及造船等行业得到应用[2]。
目前关于搅拌摩擦焊的研究主要是针对铝合金及其他金属材料的焊接工艺、微观组织以及焊接工具和设备的开发研究,对其机理如温度场的研究正逐步成为一个研究热点[3]。
搅拌摩擦焊温度场对于焊接接头的力学性能、残余应力、流场变化以及微观组织都有着很大的影响[4]。
基于温度场的重要性,很多国内外学者对搅拌摩擦焊温度场都作了深入的研究,得到了较为精确的数学模型[5-7],但是在模型中还存在着很多的不足:如没有考虑探针的产热和认为轴肩的摩擦全部转化为热量[8],这都是不准确的。
7075铝合金搅拌摩擦焊接过程数值模拟研究

学校代码:10406分类号:TG456 学号:************南昌航空大学硕士学位论文(硕士研究生)7075铝合金搅拌摩擦焊接过程数值模拟研究硕士研究生:李成重导师:张坚郭正华申请学位级别:硕士学科、专业:机械工程所在单位:航空制造工程学院答辩日期:2011年12月授予学位单位:南昌航空大学Numerical Simulation Research on Friction Stir Welding of 7075 Aluminum AlloyA DissertationSubmitted for the Degree of MasterOn mechanical Engineeringby Li ChengzhongUnder the Supervision ofProf. ZhangJian and Guo ZhenghuaSchool of Aeronautical Manufacturing EngineeringNanchang Hangkong University, Nanchang, ChinaDecember, 2011, 12, 16摘要搅拌摩擦焊获得的焊缝接头具有变形小、强度高等特点,故其能在航空航天、船舶及汽车等制造工业中得到广泛应用。
然而,搅拌摩擦焊接是一个多因素交互作用下的高度非线性的复杂塑性成形过程,如何明晰其过程中温度场、材料流动等变化规律,以及焊接参数对焊缝材料温度及迁移的作用机理,已成为亟待解决的关键基础问题。
为此,本文主要采用有限元模拟并结合理论分析,对上述问题进行系统深入的研究,对于搅拌摩擦焊接理论扩充及实践指导有着重要的意义。
基于ABAQUS软件,建立了锥面带倾角的搅拌头的搅拌摩擦焊接过程热力耦合三维有限元模型,并验证模型可靠。
发现等效塑性应变与材料流动速度的最大值均位于工件上表面与轴肩边缘接触处,并且随着焊接过程的进行而基本保持不变。
等效塑性应变区主要位于搅拌头后方,而材料流动则主要分布在搅拌头周围,并且区域较狭窄。
厚板铝合金搅拌摩擦焊温度场的检测与分析

2008年第27卷9月第9期机械科学与技术M echanical Science and Technol ogy f or Aer os pace Engineering Sep tember Vol .272008No .9收稿日期:20070929作者简介:徐韦锋(1982-),博士研究生,研究方向为铝合金搅拌摩擦焊接工艺和数值模拟,x wf198216@徐韦锋厚板铝合金搅拌摩擦焊温度场的检测与分析徐韦锋1,刘金合1,栾国红2,董春林2,唐建宇1,李 光2(1西北工业大学摩擦焊接陕西省重点实验室,西安 710072;2中国搅拌摩擦焊接中心,北京 100024)摘 要:在焊缝中埋入热电偶,检测了厚板铝合金搅拌摩擦焊缝不同特征点的温度变化曲线,获得了厚板铝合金搅拌摩擦焊温度分布的规律。
检测结果表明:旋转速度ω和焊接速度v 的比值(ω/v )越大,特征点峰值温度越高,同一位置前进侧的特征点峰值温度高于后退侧15℃左右。
焊缝厚度方向温度曲线在升温过程中,65s 前曲线的斜率基本相同,65s 后上表面的曲线斜率最大。
在降温过程中,上表面的降温快于下表面,130s 后上表面温度低于下表面。
关 键 词:搅拌摩擦焊;温度检测;热电偶中图分类号:TG439.8 文献标识码:A 文章编号:100328728(2008)0921159204Te mperature M easur i n g and Analysis for Fri cti on 2sti r W elded Thi ck Pl ateXu W eifeng 1,L iu J inhe 1,Luan Guohong 2,Dong Chunlin 2,Tang J ianyu 1,L i Guang2(1Shaanxi Key Laborat ory of Fricti on W elding Technol ogies,North western Polytechnical University,Xi ′an 710072;2China FS W Center,Beijing 100024)Abstract:By means of e mbedding ther mocoup le in the welding sea m ,the te mperature of thick alu m inum p late is measured .The varying temperature curves in the welding thick p lates are obtained,and the app r oxi m ate la w of te mperature field distributi on is deter m ined .The measured results indicates that the greater the rati o of r otary s peed t o the s peed of welding travel (ω/v )is,the higher the te mperature of characteristic point is .The peak te mperature in the advancing side is 15℃higher than that in the retreating side .During te mperature increasing,the sl ope of the te mperature curve al ong the thickness directi on before 65s is si m ilar,while after 65s,the sl ope of the up side te m 2perature curve is the highest .Te mperature of the up side decreases more quickly than that of the bott om and after 130s,the te mperature of the up 2surface is l ower than that of the down 2surface .Key words:fricti on stir welding (FS W );te mperature measuring;ther mocoup le 搅拌摩擦焊接(fricti on stir welding,FS W )是英国焊接研究所1991年发明的一种新型的连接技术。
2219铝合金厚板搅拌摩擦焊接温度场数值模拟
2219铝合金厚板搅拌摩擦焊接温度场数值模拟
徐韦锋;刘金合;朱宏强
【期刊名称】《焊接学报》
【年(卷),期】2010(031)002
【摘要】通过已建立的数学模型利用ANSYS软件,对14 mm厚2219铝合金搅拌摩擦焊接过程(搅拌头插入阶段和焊接稳定阶段)中的温度场进行数值模拟,并与在焊缝相应位置埋人热电偶检测结果进行对比分析.试验发现,搅拌头插入阶段焊缝的温度变化与焊接速度无关,开始阶段升温速率最大;焊接稳定阶段,沿板厚度方向呈现上宽下窄、上高下低的温度梯度分布趋势.两个阶段都是旋转频率越高,焊缝的峰值温度越高.结果表明,温度场模拟与试验检测结果基本吻合,数学模型正确.
【总页数】5页(P63-66,78)
【作者】徐韦锋;刘金合;朱宏强
【作者单位】西北工业大学,材料学院,西安,710072;西北工业大学,材料学院,西安,710072;西北工业大学,材料学院,西安,710072
【正文语种】中文
【中图分类】TG453
【相关文献】
1.7022铝合金搅拌摩擦焊接全过程温度场的数值模拟 [J], 董学伟;黎向锋;左敦稳;汪洪峰;王吉胜;董春林;李光
2.2219铝合金搅拌摩擦焊温度场的三维实体耦合数值模拟 [J], 杜岩峰;白景彬;田
志杰;李劲松;张彦华
3.搅拌摩擦焊接过程温度场数值模拟 [J], 王希靖;韩晓辉;郭瑞杰;李晶
4.异种不锈钢搅拌摩擦焊接温度场数值模拟 [J], 刘坡;郭国林;邱型宝;吴柯寒
5.双轴肩搅拌摩擦焊接头温度场和流场数值模拟分析 [J], 吴东; 李文亚; 温泉; 刘西畅; 高彦军; 杨君
因版权原因,仅展示原文概要,查看原文内容请购买。
2219铝合金搅拌摩擦焊接头组织与力学性能的不均匀性

2219铝合金搅拌摩擦焊接头组织与力学性能的不均匀性白景彬 1 杜岩峰1 田志杰1 张彦华2(1.首都航天机械公司,北京,100076; 2.北京航空航天大学,北京,100083)摘要:搅拌摩擦焊过程中局部材料经历了剧烈塑性变形和高速率粘性流动迁移,由此形成的接头组织结构和力学性能具有较大的变异性。
本文研究了2219铝合金搅拌摩擦焊接头的组织和力学性能,重点分析了接头区组织结构特征以及与之对应的硬度分布、冲击韧性和强度的不均匀性。
试验结果表明,FSW接头非平衡的组织结构导致接头性能的力学不均匀性,FSW 接头断裂呈韧性,焊核区断裂韧性最好,热机影响区和热影响区次之,但均高于母材的断裂韧性。
关键词:搅拌摩擦焊,组织结构,力学性能,不均匀性0 前言搅拌摩擦焊过程中局部材料在极端摩擦力热耦合作用下经历了剧烈塑性变形和高速率粘性流动迁移,这种局部化强瞬态能量耗散必将引起材料微结构状态发生非平衡不可逆热力学变化,导致搅拌摩擦焊接头的组织结构和力学性能具有较大的不均匀性。
尽管搅拌摩擦焊接头在许多方面优于普通熔焊接头,但是其组织和性能的不均匀性也是要对结构的整体性能构成影响。
因此,在搅拌摩擦焊被广泛应用的同时,也必须重视对搅拌摩擦焊接头组织和力学性能的不均匀问题的研究。
铝合金搅拌摩擦焊接头的组织结构和力学性能一直是国内外的研究热点。
Sato等[1-2]研究了6063铝合金微观组织与接头拉伸强度及硬度之间的关系。
Heinz 等[3]将微观组织与FSW接头力学性能联系起来考虑。
W. B. Lee[4]研究A356Al合金FSW接头拉伸性能。
Mahoney[5]通过拉伸试验、断口分析及微观组织分析等手段研究了7075-T651铝合金FSW焊接接头的性能。
国内有关单位对铝合金搅拌摩擦焊接头的组织结构开展了研究工作[6-9],但是对搅拌摩擦焊接头组织和力学性能的不均匀问题尚缺乏深入的认识。
本论文根据实际应用的需要,重点研究了2219铝合金搅拌摩擦焊接头组织结构和力学性能,深入认识搅拌摩擦焊接头的不均匀性问题,为2219铝合金搅拌摩擦焊的质量控制提供基础。
不同倾角下2219铝合金搅拌摩擦焊接头的组织及力学性能

1.3 焊接试验方法
在 FSW-5M 型搅拌摩擦焊试验设备上常规的搅
拌头进行搅拌头不同倾角试验, 采用试片对接试验。
采用搅拌头的倾角分别为 0°, 1°, 3°, 4°, 5°, 搅拌
头倾角具体如图 1 所示, 其他焊接工艺参数保持一
致: 焊接速度为 200 mm/min, 转速为 500 r/min, 压
中图分类号: TG457.14; TG453.9
文献标志码: B
DOI:10.13846/12-1070/tg.2019.09.004
0 引言 搅拌摩擦焊作为一种新型的焊接技术, 具有无
烟尘、 无弧光、 焊接接头性能高等优点, 但是其对 焊前装配情况及焊接条件要求却较为严格 , [1-2] 比如 在对接焊中对接间隙较大会产生未熔合、 沟槽等缺 陷, 搅拌头倾角较大会产生沟槽等缺陷 , [3-4] 同时由 于在实际生产中, 受到实际生产条件等影响, 不可 能做到 100%地按照其要求进行焊接, 需要寻找参数 的边界条件, 以避免在实际生产中过度超过边界条 件, 形成焊接缺陷甚至是对产品毁灭性的破坏。 我 国对搅拌摩擦焊焊接参数 (进给速度、 旋转速度) 的研究比较多, 但对工艺倾角的研究很少, 国内仅 有一些研究表明, 搅拌头的倾角对接头的组织结构 及性能也有着非常重要的影响[5], 因此文中采用搅拌 摩擦焊方法对 2219CS 铝合金进行了焊接试验, 完成 搅拌头不同倾角对 2219CS 铝合金焊接接头的影响研 究及实际生产中搅拌摩擦焊倾角的边界条件确定。
Welding Technology Vol.48 No.9 Sep. 2019 文 章 编 号 :1002-025X(2019)09-0013-04
·试验与研究· 13
不 同 倾 角 下 2219 铝 合 金 搅 拌 摩 擦 焊 接 头 的 组 织 及 力 学 性 能
铝合金搅拌摩擦焊接技术的研究进展

铝合金搅拌摩擦焊接技术的研究进展
曹丽杰
【期刊名称】《电子工艺技术》
【年(卷),期】2009(030)002
【摘要】搅拌摩擦焊接技术是一种利用高速旋转的搅拌探头与工件摩擦产生的热量使被焊材料局部塑化的新型固相连接工艺,发明搅拌摩擦焊接技术最初是用于航空、航天工业铝及其合金的焊接,焊接时铝合金材料不熔化,减少各种熔焊方法带来的复杂的冶金反应.对铝合金搅拌摩擦焊接技术特性进行分析,讨论铝合金搅拌摩擦焊接过程材料的流动行为和工艺参数对焊接质量的影响,分析搅拌摩擦焊接缺陷的特征和影响因素,总结了不同铝合金搅拌摩擦焊缝的力学性能.
【总页数】5页(P99-103)
【作者】曹丽杰
【作者单位】上海工程技术大学,上海,201620
【正文语种】中文
【中图分类】TG439.8
【相关文献】
1.铝合金搅拌摩擦焊接数值模拟技术的研究进展 [J], 梁奕清;罗日明;冷文兵;吴锡坤;罗铭强;龚刚
2.表面冲击改善铝合金搅拌摩擦焊接头应力腐蚀抗力的研究进展 [J], 张福林; 张体明; 邓云发; 樊浩; 熊涛寰; 陈玉华
3.超声冲击对高强铝合金搅拌摩擦焊接接头疲劳机制影响的研究进展 [J], 李辉; 付
磊; 林莉; 黄新杰; 罗云蓉; 李秀兰; 范琪; 谌理飞
4.铝合金搅拌摩擦焊接接头腐蚀疲劳研究进展 [J], 李娜
5.铝合金及铝金属基复合材料搅拌摩擦焊接工艺的研究进展 [J], John VICTOR CHRISTY;Abdel-Hamid ISMAIL MOURAD;Muhammad
M.SHERIF;B.SHIVAMURTHY
因版权原因,仅展示原文概要,查看原文内容请购买。
2024_铝合金水下搅拌摩擦焊热力耦合仿真分析

第15卷第12期精密成形工程2023年12月JOURNAL OF NETSHAPE FORMING ENGINEERING27 2024铝合金水下搅拌摩擦焊热力耦合仿真分析王熙婷1,高海涛2(1.湖南师范大学物理与电子科学学院,长沙 410000;2.中南大学轻合金研究院,长沙 410083)摘要:目的优化搅拌摩擦焊接工艺参数,以提高接头的力学性能。
方法基于ABAQUS软件建立了热力耦合有限元模型,使用耦合欧拉-拉格朗日方法对典型的航空航天用板材2024铝合金的水下搅拌摩擦焊接过程进行了仿真研究。
分析了搅拌摩擦焊接过程中板材的温度场分布和材料变形情况,同时研究了前进侧和后退侧相应位置材料的流动特征,进一步讨论了搅拌头冷却速度和摩擦因数对焊接温度和材料流变场的影响。
结果当摩擦因数较小时,针对焊接过程的有限元模拟将会失败;前进侧和后退侧材料变形和流动差异显著;焊接温度和等效应变随摩擦因数的增大而升高,随冷却速度的增大而降低。
结论当摩擦因数为0.8时,能较好地完成焊接。
相对于空冷,水冷能明显缩短高温持续时间。
关键词:水下搅拌摩擦焊;热力耦合模型;材料流变场;温度场DOI:10.3969/j.issn.1674-6457.2023.12.004中图分类号:TG146.2+1 文献标识码:A 文章编号:1674-6457(2023)12-0027-07Thermal-mechanical Coupling Simulation Analysis on UnderwaterFriction Stir Welding of AA2024WANG Xi-ting1, GAO Hai-tao2(1. School of Physics, Hunan Normal University, Changsha 410000, China;2. Light Alloy Research Institute, Central South University, Changsha 410083, China)ABSTRACT: The work aims to optimize the friction stir welding process parameters to improve the mechanical properties of joints. Based on ABAQUS software, a thermal-mechanical coupled finite element model was established, and the underwater friction stir welding process of 2024 aluminum alloy, a typical aerospace plate, was simulated with the coupled Euler Lagrange method. The temperature field distribution and material deformation of the plate in the friction stir welding process were ana-lyzed, and the flow characteristics of the materials at the corresponding positions of the forward side and the retreating side were studied. The effects of cooling rate and friction coefficient of stirring head on welding temperature and rheological field of mate-rials were further discussed. When the friction coefficient was small, the finite element analysis of the welding process failed.There was a significant difference in material deformation and flow between the forward and retreating sides. The welding tem-perature and equivalent strain increased with the increase of friction coefficient, and decreased with the increase of cooling rate.The research results indicate that when the friction coefficient was 0.8, welding can be effectively completed. Compared to air cooling, water cooling significantly reduced the duration of high temperature.KEY WORDS: underwater friction stir welding; thermal-mechanical coupling model; material rheological field; temperature field收稿日期:2023-08-02Received:2023-08-02基金项目:国家自然科学基金(51674303)Fund:The National Natural Science Foundation of China (51674303)引文格式:王熙婷, 高海涛. 2024铝合金水下搅拌摩擦焊热力耦合仿真分析[J]. 精密成形工程, 2023, 15(12): 27-33.WANG Xi-ting, GAO Hai-tao. Thermal-mechanical Coupling Simulation Analysis on Underwater Friction Stir Welding of AA2024[J]. Journal of Netshape Forming Engineering, 2023, 15(12): 27-33.28精密成形工程 2023年12月铝合金具备低密度和高比强度等优点,已成为制备航空航天装备的重要材料之一[1-2]。
1-2219铝合金搅拌摩擦焊接头弱连接缺陷微观表征及分析

2219铝合金搅拌摩擦焊接头弱连接缺陷微观表征及分析陈华斌1,王继锋2,郑德根1,林涛1,陈善本1(1.上海交通大学材料科学与工程学院,上海200240;2.上海市特种设备监督检验技术研究院,上海200333)摘要:针对铝合金搅拌摩擦焊弱连接缺陷(Residual Oxide Discontinuities,ROD)的微观形成机理表征,开展了2219铝合金搅拌摩擦焊接头的近表面残余氧化膜、S线缺欠的分布特征、缺欠取向及类型的研究。
为进一步探讨2219铝合金弱连接缺欠的微观形成机制,对2219铝合金试板焊前进行了阳极化处理并进行搅拌摩擦焊接,通过光学显微镜(OM)、X射线衍射(XRD)和透射电镜(TEM)对焊核区的氧化铝颗粒进行微观表征。
结果表明:初始阳极化处理的Al2O3氧化膜,经过搅拌、摩擦进入焊核区,形成近表面Al2O3颗粒阵列和焊核区“S形”的黑色迹线,主要是无定形Al2O3晶体结构,同时伴有少量弥散分布的第二相粒子Al2Cu,而Al2O3颗粒最终影响搅拌摩擦焊接头的综合力学能。
关键词:搅拌摩擦焊;弱连接缺陷;氧化铝中文分类号:TG409文献标识码:A1前言2219铝合金属于Al-Cu-Mn系可热处理强化合金,由于其在低温和高温力学性能、断裂韧性、焊接以及抗应力腐蚀等方面具有明显的优势,广泛应用于航空、航天等领域。
与传统熔焊相比,搅拌摩擦焊(Friction Stir Welding,FSW)具有许多明显优点[1-2]。
针对FSW产热机制、焊缝金属塑性流动模型、接头缺陷表征及分析开展了诸多研究。
FSW接头弱连接缺陷形成机制和有效表征,如“焊核区洋葱环”、“S”线等缺欠尚缺乏明确的物理学和冶金学解释。
显然,FSW焊缝缺陷在一定程度上会对产品的安全性和服役的性能产生较大影响。
围绕铝合金焊前表面氧化膜对最终FSW接头综合性能的影响一直是研究的热点问题,近表面残余氧化膜阵列缺欠和贯穿整个焊核区的黑色“S”迹线究竟对接头力学性能,如,抗拉强度、弯曲和疲劳特性等产生多大程度影响,还存在一定认识偏差[3]。
铝合金搅拌摩擦焊接参数对温度场的影响

铝合金搅拌摩擦焊接参数对温度场的影响
苏晓莉;王快社;周俊杰;王训宏
【期刊名称】《轻合金加工技术》
【年(卷),期】2006(034)002
【摘要】检测搅拌摩擦焊过程中铝合金薄板上各特征点在不同焊接参数下的温度变化规律,研究搅拌摩擦焊接参数对焊接过程温度场的影响.试验结果表明,在搅拌头旋转速度一定时,各特征点的温度峰值随焊接速度的增加而降低;在焊接速度一定时,特征点的温度峰值随搅拌头旋转速度的增加而升高.
【总页数】4页(P40-42,53)
【作者】苏晓莉;王快社;周俊杰;王训宏
【作者单位】西安建筑科技大学,陕西,西安,710055;西安建筑科技大学,陕西,西安,710055;西安交通大学,陕西,西安,710048;西安建筑科技大学,陕西,西安,710055;西安建筑科技大学,陕西,西安,710055
【正文语种】中文
【中图分类】TG146.21
【相关文献】
1.工艺参数对6 mm厚5052铝合金板搅拌摩擦焊接头的影响 [J], 宋东福;王海艳;戚文军;蔡畅;农登;周楠
2.焊接参数对7A04铝合金搅拌摩擦焊接头组织与力学性能的影响 [J], 郑小茂;张大童;张文;邱诚
3.铝合金搅拌摩擦焊接工艺参数对焊接温度的影响 [J], 赵维刚;陈吉;王宇晗;郭聪
聪
4.焊接参数对5A06铝合金搅拌摩擦焊接头性能的影响 [J], 李小欣;郑延召;徐仲勋;王晓贞
5.调修次数对6082-T6铝合金搅拌摩擦焊接头疲劳性能的影响 [J], 刘国田;段泽斌;刘凯;陈海宽;李永印
因版权原因,仅展示原文概要,查看原文内容请购买。
2A12铝合金搅拌摩擦焊温度场及接头组织分析

2A12铝合金搅拌摩擦焊温度场及接头组织分析万夫伟;郭新芳;赵明;卢新生;罗瑞霞【摘要】为了获得2A12铝合金搅拌摩擦焊(FSW)焊接过程中焊接温度场的动态演变和焊接热循环曲线的变化规律,探索焊接热作用过程与接头微观组织的内在联系,利用ANSYS软件,建立了搅拌摩擦焊接传热过程的有限元数值分析模型,对6 mm厚2A12铝合金FSW焊接过程进行了数值分析,观察了焊核区、热力影响区、热影响区和母材的显微组织,分析了接头不同区域所经历的热作用和机械作用.结果表明,焊核区实质为焊接过程中温度超过了母材实际再结晶温度的区域;焊核区上部、焊核区下部、热力影响区、热影响区的显微组织特征与各自所经历的热-力复合作用具有密切的内在联系.%In order to get temperature filed dynamic evolution and the change rule of welding thermal cycle curve of 2A12 aluminum alloy during friction stir welding(FSW) process, explore the inner link between welding thermal effect and welded joint microstructure, a finite element numerical analysis model of FSW heat transfer process was established by using ANSYS. It carried out numerical analysis for 6 mm thickness 2A12 aluminum alloy FSW process, the microstructures in weld nugget zone (WNZ), thermo-mechanical affected zone (TMAZ), heat affected zone (HAZ) and base metal were observed, and the thermal effect and mechanical effect in different zones of welded joint were analyzed.The results showed that the weld nugget zone is the region within which the temperature during welding is higher than the re-crystallization temperature of the base metal, and the microstructure features of the upper and lower part of WNZ, TMAZ, and HAZ are related to differentthermal and mechanical combined actions which have been experienced in the welding process.【期刊名称】《焊管》【年(卷),期】2016(039)009【总页数】6页(P13-18)【关键词】焊接;2A12铝合金;搅拌摩擦焊;温度场;焊核区;数值模拟【作者】万夫伟;郭新芳;赵明;卢新生;罗瑞霞【作者单位】中国电建集团核电工程公司, 济南 250100;中国电建集团核电工程公司, 济南 250100;中国石油大学(华东) 机电工程学院, 山东青岛 266580;中国电建集团核电工程公司, 济南 250100;中国电建集团核电工程公司, 济南 250100【正文语种】中文【中图分类】TG4072A12属于Al-Cu-Mg系高强度硬铝合金,广泛应用于航空航天、船舶等工业领域[1-2],但2A12铝合金对热输入敏感,焊接性能差,比如采用钨极氩弧焊工艺,焊缝容易产生热裂纹、气孔、夹渣等缺陷,且接头变形大、抗拉强度低[2-3]。
2219铝合金厚板搅拌摩擦焊接温度场数值模拟

" !!
焊" 接" 学" 报
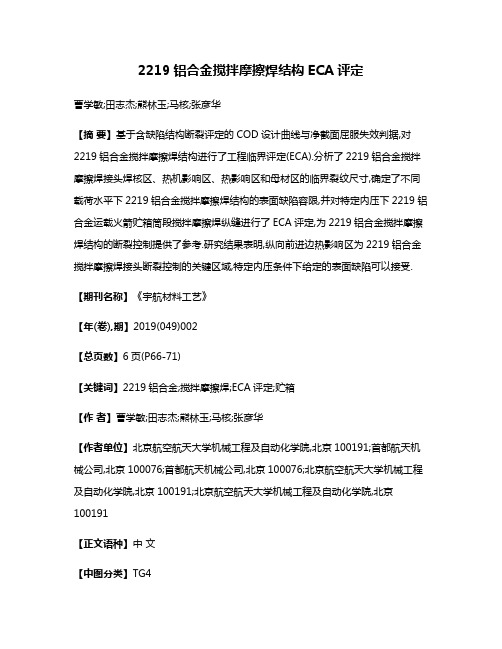
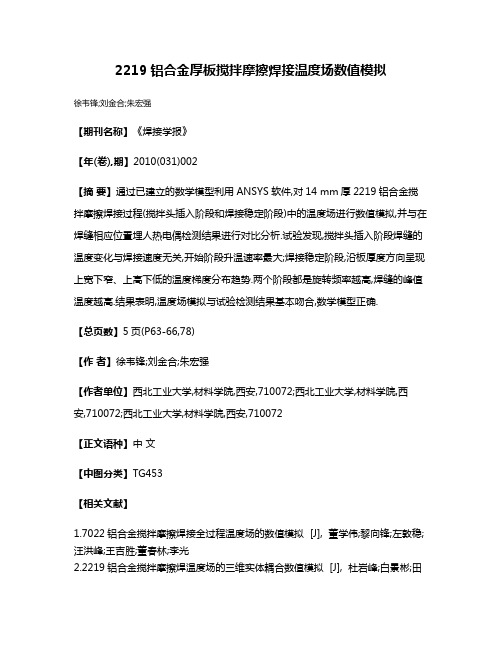
$’’ ( ) *+,, 焊接速度 #’ ** ) *+, 时, 焊接稳定阶段 -’ . 时焊缝横截面温度分布云图和不同位置特征点 温度曲线 ( ! 为离焊缝中心的距离; ! / ’ ** 表示焊 缝横截面中心; " 为焊缝下表面上的距离) 0 焊缝上 当 ! / ’ 时, 沿板厚度 表面的最高温度为 %120 1 3 , 方向 " / ! ** 最 高 温 度 为 1$#0 # 3 , " / $ ** 为 1420 # 3 , " / # ** 为 1-20 1 3 , " / "! ** 时 为 1#"5 % 3 0 离焊缝中心距离越远, 温度越低0 离焊缝 中心距离相同的特征点温度沿厚度方向的温度从下 表面向上逐渐升高, 形成了上宽下窄和上高下低的 温度梯度分布0 这主要是由于搅拌头在板厚度方向 的热输入不均匀造成的, 与直径较大且产热较多的 轴肩相接触的材料吸收了大部分搅拌头摩擦产生的 热量, 同时通过热传递和热传导向周围进行热传递, 而与直径较小且产热少的搅拌针接触的材料得到摩 擦热量相对较少0 再加上焊缝底面与充当 “ 冷却池” 的钢制垫板进行热传导散热, 因此焊缝横截面沿板 厚度方向形成了上宽下窄和上高下低的温度分布0 远离焊缝中心得到搅拌头的直接搅拌摩擦作用较 图 % 为搅拌头的轴向压力 !! ’’’ 6, 旋转频率 %%’ ( ) *+,, 焊接速度 #’ ** ) *+, 时, 焊接稳定阶段 -’ . 时焊缝横截面温度分布云图和各特征点温度分 布曲线0 焊缝的最高温度为 2#"0 4 3 , 曲线的分布 趋势和实际检测结果基本相同0 与图 2 相比较可 知, 旋转频率越高, 焊缝的特征点温度越高0 因为在 搅拌头轴向压力和焊接速度相同的条件下, 旋转频 率越高, 搅拌头形成的搅拌摩擦热量越多, 焊缝的热 输入越高, 材料经受较高的热循环, 峰值温度升高0 图 $ 为 789 稳定阶段特征点温度模拟结果与 试验检测结果的对比分析曲线0 搅拌针外侧特征点 ! / $ ** 和 " / "! ** 时的最高温度达到了 2’#0 ! 3, 升温时间 !% ., 与实测最高温度 2’"0 ! 3 基本相
2A21铝合金厚板搅拌摩擦焊接头组织与分层性能研究

2A21铝合金厚板搅拌摩擦焊接头组织与分层性能研究王鹏飞;赵勇;严铿;刘川【摘要】Nineteen mm-thick 2A21 aluminum alloy was welded by friction stir welding.After welding process, the microstructure of different zones of joint had been observed and analyzed.The tensile test and measurement of microhardness were conducted to evaluate the properties of joint.The results show that it contains fine and equi-axed grains in the shoulder affected zone and weld nugget zone.Near the bottom of the nugget zone on the retrea-ting side,it contains grains of different sizes in the partial recrystallization zone.The maximum tensile strength lo-cates at thetop,which is 348 MPa.The strength is 76.5% of that of the base metal and the fracture occurs at the boundary between the shoulder affected zone and thermo-mechanical affected zone on the retreating side.The minimum strength locates at the bottom and the fracture is found in the partial recrystallization zone.The micro-hardness curve shows a “W”shape,in which the maximum value lies in the nugget and the minimum value lies in HAZ.Through out the thickness microhardness at the top is greater than that at the bottom.%采用搅拌摩擦焊焊接19 mm 的2A21铝合金,焊后观察并分析了接头不同区域的微观组织,通过接头的拉伸试验和显微硬度测试评定接头的力学性能.结果表明:轴肩影响区和焊核区组织均为细小致密的等轴晶,在靠近焊核区底部的后退侧出现了晶粒大小不一的部分重结晶区;拉伸试验表明上层接头的抗拉强度最高,为348 MPa,达到母材强度的76.5%,断裂位置在后退侧轴肩影响区和热机械影响区分界处;下层接头的抗拉强度最低,断裂位置在部分重结晶区;接头横截面显微硬度分布整体成“W”状,焊核硬度值最高,热影响区硬度值最低,焊缝上部硬度高于焊缝下部.【期刊名称】《江苏科技大学学报(自然科学版)》【年(卷),期】2017(031)001【总页数】5页(P31-34,39)【关键词】搅拌摩擦焊;厚板铝合金;微观组织;力学性能【作者】王鹏飞;赵勇;严铿;刘川【作者单位】江苏科技大学先进焊接技术省级重点实验室,镇江 212003;江苏科技大学先进焊接技术省级重点实验室,镇江 212003;江苏科技大学先进焊接技术省级重点实验室,镇江 212003;江苏科技大学先进焊接技术省级重点实验室,镇江 212003【正文语种】中文【中图分类】TG456.9随着国防工业的发展,厚板铝合金已成为国防应用中不可缺少的材料,广泛应用于轻型战车、战舰和兵器之中[1].当采用传统的熔焊方法焊接铝合金厚板时,由于铝合金导热系数高,容易出现未熔合等焊接缺陷,焊后接头会存在较大的焊接变形和残余应力[2].搅拌摩擦焊作为一种新型的固相连接技术,能避免熔焊时所产生的焊接缺陷,特别适用于铝及铝合金的焊接[3-6].文献[7]研究了AA7050铝合金厚板FSW 接头不同区域晶粒大小、显微硬度和残余应力的变化.文献[8]重点研究了搅拌头形状对厚板铝合金FSW过程中缺陷的产生和影响.文献[9]采用氩气的保护方式成功地消除了6063铝合金厚板FSW过程中产生的S曲线.文献[10]针对20 mm厚的2219铝合金搅拌摩擦焊接头进行了低周疲劳试验研究, 探讨了热力耦合和工艺参数对接头低周疲劳变形行为的影响.虽然国内外学者就铝合金厚板搅拌摩擦焊进行了相关研究,但是,厚板铝合金在搅拌摩擦焊接过程中,沿板厚方向存在着较大的温度梯度和不均匀的塑性流动,会导致焊缝微观组织和性能在焊缝厚度方向上存在较大差异,关于这方面的研究报道较少.文中采用搅拌摩擦焊焊接19 mm厚的2A21铝合金,研究焊接接头不同厚度上的组织和性能,为厚板铝合金搅拌摩擦焊接工艺参数的优化提供试验及理论依据.试验材料为2A21铝合金,尺寸规格为300 mm×100 mm×19 mm,化学成分如表1.试验中搅拌头的轴肩直径为35 mm,搅拌针为圆锥螺纹型,其中搅拌针根部直径为12 mm,端部直径为8 mm,针长为18.5 mm.焊接工艺参数:搅拌头的旋转速度为500 r/min,焊接速度为150 mm/min,下压量0.2 mm,搅拌头与工件倾角2.5°,接头连接形式为对接.焊前对工件表面进行清理,去除油污以及氧化膜.焊后沿焊缝横截面截取金相试样,经磨制、抛光后用Keller试剂进行腐蚀,时间为15~20 s,借助光学显微镜观察接头不同部位的微观组织.在板厚方向上分3层截取接头的拉伸试样,其中上层拉伸试样厚度为4 mm,中层拉伸试样厚度为7 mm,下层拉伸试样厚度为8 mm.采用显微硬度计分别测试接头不同部位的硬度值,其中上层测量点距上表面3 mm,中层测量点距上表面9 mm,下层测量点距上表面15 mm,试验中设定载荷为100 g,压头停留时间为5 s.2.1 焊核形貌及组织上高下低和上宽下窄的温度梯度使得厚板铝合金搅拌摩擦焊焊后焊核形貌在焊缝厚度上存在着较为明显的差异性,如图1,其中AS表示前进侧,RS表示后退侧.焊核的形成主要与塑性金属的流动有关,搅拌摩擦焊过程中,塑性金属主要以绕搅拌针的水平圆周运动和沿搅拌针做轴向运动这两种方式流动.在轴肩影响区(A),轴肩与工件表面接触并发生强烈摩擦,大量的塑性金属发生水平环向流动,进而在轴肩的挤压和搅拌针表面螺纹的带动下向焊缝厚度上移动,随着距离焊缝上表面的加大,轴肩作用区域逐渐减小,从图中可以看出轴肩影响区的最低点并不在焊缝中心线上而是偏向后退侧,这主要是由前进侧迁移的塑性金属在后退侧“塞积”导致的.在焊核区(B),金属塑性流动的驱动力主要来自于搅拌针,在搅拌针的旋转过程中,塑化金属一方面在搅拌针摩擦作用下进行水平迁移,另一方面在搅拌针表面螺纹的驱动下进行厚度方向上的迁移.在靠近搅拌针端部的后退侧存在着一特殊区域,由于锥形搅拌针的直径在减小,搅拌针摩擦产热不足,因而这一区域温度较低,塑性金属流动不畅,被搅拌针打碎的晶粒没有足够的热量和时间进行完全再结晶,只发生了部分再结晶,所以称这一特殊区域为部分重结晶区(C),越靠近底部,温度越低,热量越少,在图上表现为部分重结晶区宽度越大.焊核总体形貌呈前进侧和后退侧不对称结构,后退侧较为复杂.图2(a)~(f)分别为图1中标记a~f的微观组织,其中图2(a)和(b)分别为轴肩影响区和焊核区的微观组织,这两个区域的组织都经历了较为彻底的动态再结晶过程,形成细小的等轴晶晶粒,具有致密均匀的组织结构和牢固的结合强度.从图中可以看出,轴肩影响区的晶粒尺寸在10 μm左右,而焊核区的晶粒尺寸大约只有4 μm,造成这一现象的主要原因是由于轴肩产热远大于搅拌针产热,使得轴肩影响区温度较高、高温停留时间较长,再结晶晶粒有足够的时间长大,因而轴肩影响区的晶粒尺寸较大且晶界清晰可见.图2(c)是部分重结晶区的微观组织,这一区域再结晶过程不完全,只有部分金属发生了再结晶形成了等轴晶,还有部分金属没有发生再结晶,因而这一区域晶粒大小不一,组织分布不均匀,晶粒间的结合强度不高.此外在部分重结晶区的底部发现了如图2(d)所示的S曲线,S曲线是FSW接头中一种特殊的根部缺陷,它与热输入以及材料的塑性流动有关,在搅拌针底部,热输入不足导致塑性金属流动不畅,对接面上残留的氧化膜无法与基体冶金结合,黑色的Al2O3颗粒聚集在一起形成了连续的“S”形曲线[11].在焊接时应当尽量避免这类缺陷的产生.图2(e)和图2(f)分别为轴肩影响区和热机械影响区分界处的微观组织以及焊核区和热机械影响区分界处的微观组织,从图中可以看出,界面两侧的晶粒取向存在着明显的差异,热机械影响区的组织由于受到剪切力的作用发生了不同程度的弯曲变形,越靠近焊核,晶粒变形程度越大.经比较发现,轴肩影响区和热机械影响区的组织过渡较为平滑,这主要是由于在轴肩作用下,摩擦产热较多,温度较高,促使分界处变形组织发生了部分再结晶,并发生了充分的塑性流动,而在焊核区和热机械影响区的分界处,搅拌针摩擦产热较少,温度较低,金属软化程度不足,组织突变更为严重,在塑性金属的刚性挤压下晶粒弯曲弧度大,甚至在界面处局部区域形成了白色箭头所示的“裂纹状”缺陷,影响接头的使用性能.2.2 接头分层力学性能当旋转速度为500 r/min、焊接速度为150 mm/min时,焊后接头分层拉伸结果如图3,分层位置如右上角小图,上层焊接接头的抗拉强度最高,为348 MPa,达到了母材强度的76.5%,断裂发生在后退侧轴肩影响区和热机械影响区分界处;中层焊接接头的抗拉强度为325 MPa,相比上层强度值略有减小,断裂在后退侧焊核区和热机械影响区之间;下层焊接接头强度值的下降趋势较为明显,强度值只有224 MPa,仅为母材强度的49.4%,断裂发生在部分重结晶区.分析认为,轴肩影响区和焊核区都经历了完全动态再结晶过程,晶粒为细小致密的等轴晶,强度较高,上中层切片均断裂在后退侧焊核与热机械影响区之间的原因是由于此区域的组织发生突变,晶粒取向也发生了较大的差异,这些因素导致此处容易产生应力集中,在拉伸过程中,裂纹沿着界面扩展消耗更少的能量,使裂纹扩展更容易进行,从而降低了强度.结合图2(d)可知在部分重结晶区底部存在着S曲线,氧化膜与基体间形成弱结合,当受到拉伸载荷时,此处往往是裂纹萌生的地方,且下层部分重结晶区组织结晶过程不完全,组织不均匀,仅靠搅拌针所提供的热量严重不足,塑性金属流动不畅,导致金属间的结合力较低,接头强度严重下降,因而带有S曲线的下层接头发生的是低应力断裂,断裂位置在部分重结晶区.2.3 接头显微硬度当旋转速度为500 r/min、焊接速度为150 mm/min时,焊后焊缝横截面在不同厚度上的显微硬度曲线如图4(a),从图中可以看出,上、中、下3层的硬度分布曲线趋势一致,其中焊核的硬度值最高且超过了母材,而热影响区的硬度值最低,每一层的硬度曲线总体趋于“W”形状,造成这种现象的原因是位于焊核的晶粒经过动态再结晶过程形成了细小致密的等轴晶,晶粒细化使得焊核组织发生了强化,硬度值得以提高,而热机械影响区和热影响区组织在搅拌摩擦焊的热作用下发生了软化,热机械影响区组织虽然也经过了塑性变形,但由于受到搅拌头的搅拌作用较小,加工硬化效果有限,不足以弥补软化所带来的硬度损失,热影响区组织由于仅经过了焊接热循环,软化程度最为严重,因而硬度最低.值得注意的是,在图4(a)标记的焊核区域内,下层后退侧硬度值相较前进侧明显减小,硬度值减小的区域正是部分重结晶区,结合图2(c)可知,由于结晶不完全,大小不一的晶粒混合在一起,细晶强化作用不明显,强度值偏低,这也从侧面反映了部分重结晶区强度较低的事实.图4(b)是焊核显微硬度在焊缝厚度方向上的变化曲线,随着远离上表面,硬度值在逐渐减小,其中距离上表面1~12 mm硬度值下降较为平缓,15~18 mm发生陡降,造成这种硬度值变化趋势的主要原因是由于上层轴肩影响区的金属在轴肩摩擦挤压和搅拌针强烈的搅拌双重作用下,焊缝金属塑性变形剧烈,加工硬化作用增强,所以焊缝上部的显微硬度较高,而靠近焊缝下表面的部分重结晶区温度较低,产热不足,这一区域的金属塑性变形较小,硬度值较低.(1) 轴肩影响区和焊核区的组织均为细小致密的等轴晶组织,由于动态再结晶过程不完全,部分重结晶区晶粒大小不一、组织不均匀.(2) 旋转速度500 r/min、焊接速度150 mm/min时,焊缝分层拉伸结果显示上层接头的抗拉强度值最高,为348 MPa,约为母材强度的76.5%,接头断裂在后退侧轴肩影响区和热机械影响区的分界处;中层焊接接头抗拉强度值为325 MPa,拉伸后接头断裂在后退侧焊核区和热机械影响区分界处;下层接头强度值最低,只有224 MPa,接头断裂在部分重结晶区.(3) 焊缝横截面硬度值分布呈“W”形状,焊核硬度最高,且高于母材,热影响区硬度最低;焊核沿焊缝厚度方向上的硬度分布为上高下底.*通信作者:严铿(1961—),男,教授,研究方向为焊接新工艺和搅拌摩擦焊工艺. E-mail:****************.cn【相关文献】[1] 张传臣,陈芙蓉.厚板高强铝合金焊接发展现状及展望[J].电焊机,2007,37(7):6-11. ZHANG Chuanchen,CHEN Furong.Present state and perspectives of thickness high-strength aluminum alloy welding [J].Electric Welding Machine,2007,37(7):6-11.(in Chinese)[2] 赵勇,付娟,张培磊,等.焊接方法对6061铝合金接头性能影响的研究[J].江苏科技大学学报(自然科学版),2006,20(1):90-94. ZHAO Yong, FU Juan,ZHANG Peilei, et al. Research on effect of welding ways on joint performance of aluminum alloy [J].Journal of Jiangsu University of Science and Technology(Natural Science Edition), 2006, 20(1):90-94. (in Chinese)[3] 夏罗生.高强铝合金的搅拌摩擦焊工艺参数研究[J].热加工工艺,2013,42(5):155-157. XIA Luosheng.Study on FSW process parameters of high strength aluminum alloy[J].Hot Working Technology,2013,42(5):155-157. (in Chinese)[4] 赵勇,卢学府,付娟,等.LF21铝合金厚板搅拌摩擦焊接接头微观组织研究[J].江苏科技大学学报(自然科学版),2009,23(2):117-120. ZHAO Yong,LU Xuefu,FU Juan,et al.Microstructure in friction stir welding of thick LF21 aluminum alloy[J].Journal of Jiangsu University of Science and Technology(Natural Science Edition),2009,23(2):117-120.(in Chinese)[5] 赵勇,杨刚,乐文凯,等.6063铝合金搭接接头搅拌摩擦焊工艺研究[J].江苏科技大学学报(自然科学版),2011,25(6):546-548,552. ZHAO Yong,YANG Gang,LE Wenkai,et p welding process of FSW for 6063 aluminum alloy[J].Journal of Jiangsu University of Science and Technology(Natural Science Edition),2011,25(6):546-548,552.(in Chinese)[6] 张培磊,赵勇,严铿,等.铝合金搅拌摩擦焊温度场的数值模拟[J].江苏科技大学学报(自然科学版),2005,19(6):88-91. ZHANG Peilei,ZHAO Yong,YAN Keng,et al.Numerical simulation of thermal field of friction stir welding for aluminum alloy[J].Journal of Jiangsu University of Science and Technology(Natural Science Edition),2005,19(6):88-91.(in Chinese)[7] CANADAY C T,MOORE M A.TANG W,et al. Through thickness property variations in a thick plate AA7050 friction stir welded joint[J].Materials Science & EngineeringA,2013,559(3):678-682.[8] ELANGOVAN K,BALASUBRAMANIAN V. Influences of pin profile and rotational speed of the tool on the formation of friction stir processing zone in AA2219 aluminiumalloy[J].Materials Science and Engineering:A,2007,459(1/2):7-18.[9] 贺地求,叶绍勇,汪建.20mm厚6063铝合金搅拌摩擦焊焊缝S曲线控制[J].焊接学报,2013,34(12):21-24. HE Diqiu,YE Shaoyong,WANG Jian.Elimination of lazy S defectin friction stir welded joint of 20 mm-6063 aluminum alloy[J].Transactions of the China Welding Institution,2013,34(12):21-24.(in Chinese)[10] 徐韦锋,刘金合,CHEN Daolun,等.厚板铝合金搅拌摩擦焊接头沿板厚方向低周疲劳性能不均匀性研究[J].金属学报,2015,51(5):587-596. XU Weifeng,LIU Jinhe,CHEN Daolun,et al.Study on nonhomogeneity of low-cycle fatigue properties along thickness direction of plate for friction stir welded aluminum alloy joint[J].Acta Metallurgica Sinica,2015,51(5):587-596. (in Chinese)[11] LI B, SHEN Y F, HU W Y. The study on defects in aluminum 2219-T6 thick butt friction stir welds withthe application of multiple non-destructive testing methods[J].Materials and Design,2011,32: 2073-2084.。
厚板铝合金搅拌摩擦焊接头显微组织与力学性能

厚板铝合金搅拌摩擦焊接头显微组织与力学性能徐韦锋;刘金合;栾国红;董春林【期刊名称】《金属学报》【年(卷),期】2008(44)11【摘要】对14 mm厚板铝合金搅拌摩擦焊(FSW)接头焊核区微观组织、整体和分层切片力学性能进行了研究。
结果表明,当旋转速度为400 r/min,焊接速度为60—100 mm/min时,接头抗拉强度σ_b、屈服强度σ_(0.2)和延伸率δ随焊速的升高而降低。
焊缝分层切片的σ_b,σ_(0.2)和δ上部最高,分别达到了186.7 MPa,100.3 MPa和14.1%;下部最低,分别为157.5 MPa, 80.2 MPa和10.1%。
微观断口中存在大量的网状韧窝,切片上部韧窝最深,焊缝根部可见沿晶界的二次裂纹和浅韧窝。
显微硬度分布为焊缝上部高于下部,沿焊缝中心呈不对称分布.焊核区上部等轴再结晶晶粒尺寸大于焊缝下部.焊核区上部的第二相粒子相对下部更均匀和细小,强化作用增强.【总页数】5页(P1404-1408)【关键词】搅拌摩擦焊接;厚板铝合金;微观组织;力学性能【作者】徐韦锋;刘金合;栾国红;董春林【作者单位】西北工业大学材料学院,西安710072;中国搅拌摩擦焊接中心,北京100024【正文语种】中文【中图分类】TG146.2【相关文献】1.搅拌摩擦焊异种AA6061-AA5086铝合金接头的显微组织与力学性能 [J], M.ILANGOVAN;S.RAJENDRA BOOPATHY;V.BALASUBRAMANIAN2.搅拌摩擦焊AA7075-T651铝合金厚板的显微组织和力学性能 [J], T SRINIVASA RAO;G MADHUSUDHAN REDDY;S R KOTESWARA RAO3.铝合金搅拌摩擦焊异种焊接头的显微组织和力学性能 [J], 王丙军;康博;朱西伟;葛继平4.搅拌摩擦焊异种AA6061-AA5086铝合金接头的显微组织与力学性能(英文)[J], M.ILANGOVAN;S.RAJENDRA;BOOPATHY;V.BALASUBRAMANIAN;5.搅拌摩擦焊AA7075-T651铝合金厚板的显微组织和力学性能 [J],T.SRINIVASA RAO;G.MADHUSUDHAN REDDY;S.R.KOTESWARA RAO;因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊%
接%
学%
报
6789 ! " %
)79 #
&’()*(+&,-)* -. &/0 +/,)( 1023,)4 ,)*&,&5&,-)
.:;<=>&l铝合金厚板搅拌摩擦焊接温度场数值模拟
% % % % % % % 徐韦锋, % 刘金合, % 朱宏强
第 #$ 卷
同, 比实测升温时间 %& ’ 缩短了 $# ( ’ 图 !( ) , 模拟 曲线升温速率明显的较快) 离焊缝中心距离 ! * $& ++, " * $, ++ 的特征点数值模拟最高温度为 #!%) ! -, 升温时间为 ,! ’, 而实际检测中最高温度只有 #,#) , - , 升温时间 .$ ’, 此时的温差相对较大) 这 是因为在实际温度检测中, 使用的热电偶本身固有 的动态相应误差, 对温度信号响应有一定的延迟现 象, 而在温度数值模拟过程中认为没有延迟, 结果导 致温度曲线的斜率有差别) 焊缝中 ! * $& ++ 的特 征点位于搅拌头轴肩 ( 半径 $% ++ ) 外, 热输入主要 为搅拌头产生的摩擦热传导, 模拟过程中一些条件 理想化的假定 ( 例如不考虑热辐射、 热损失考虑得 较少等) , 使得热传导效率较高, 因此特征点温度较 高) 总体来说温度数值模拟结果与实际检测结果基 本符合, 使用的有限元数学模型模拟厚板铝合金 /01 温度场是正确的, 模拟计算过程是可行的)
轴肩的热输入功率为 ’ OS7=8Q:< T !! OS7=8Q:< T # !!"$ ! ( #" A #! #) !
式中: ! 为角速度, ! T # !(9 搅拌针旋转产生的扭矩为
) # $ #! * +M>N") ! UKNOKQ: " # !"( $
’
Q+ # !"$) " L7O" !L7O"
% % % % % % % % % % % ( 西北工业大学 材料学院,西安% C"$$C# ) 摘% 要:通过已建立的数学模型利用 ()*D* 软件, 对 "E FF 厚 ##"@ 铝合金搅拌摩擦 焊接过程 ( 搅拌头插入阶段和焊接稳定阶段) 中的温度场进行数值模拟, 并与在焊缝相 应位置埋入热电偶检测结果进行对比分析9 试验发现, 搅拌头插入阶段焊缝的温度变 化与焊接速度无关, 开始阶段升温速率最大; 焊接稳定阶段, 沿板厚度方向呈现上宽下 窄、 上高下低的温度梯度分布趋势9 两个阶段都是旋转频率越高, 焊缝的峰值温度越 高9 结果表明, 温度场模拟与试验检测结果基本吻合, 数学模型正确9 关键词:搅拌摩擦焊接; ##"@ 铝合金;温度场模拟 中图分类号:&4EG!% % 文献标识码:(% % 文章编号: $#G! A !H$I (#$"$) $# A $$H! A $G
密接触工件表面之间摩擦的热输入, 即
收稿日期: #$$@ A $B A "$ 基金项目:中国机械工程学会焊接学会创新思路预研奖学金资助 项目
# !"
焊# 接# 学# 报 系, 如表 % 所示&
第 $% 卷
或多个合适的单元类型& 对 ’() 温度场分布的模 拟, 选择可用于三维稳态或瞬态热分析的 * 节点 ! 面 体, 且具有三维热传导能力的 (+,-./0 单元& 图 % 为模拟过程中所用模型的有限元划分网 采用非均匀网 格& 在对三维实体模型划分网格时, 格& 在焊缝及其附近区域采用加密的网格, 这样既 考虑了焊缝处温度变化较大等因素, 保持精度的同 时又能减少计算量, 提高效率&
表 !" 不同温度时铝合金与搅拌头之间的摩擦系数 84<*) !" #2$3($1’ 31)00$3$)’( 4( /$00)2)’( ()+:)24(.2)
温度 ! 3 4 摩擦系数 15 0& !% %00 0& 5% 100 0& 1% $00 0& 0/ "00 0& "/ 500 0
56 =" 边界条件 初始条件主要是焊接之前的温度, 假定工件及 其周围环境的温度 !0 6 10 4 , 焊接过程中产生的搅 拌摩擦热量, 使工件与周围环境之间有了温度差, 发 生热传导& 忽略焊接过程中的热辐射, 这样在温度 场的模拟分析中要考虑的边界条件为热传导和热对 流& 取空气的热传导为 $0 , 垫板 ( 钢) 的热传导为 %00& 焊接时工件的六个面均与外界物质接触, 上表
[ G] 属之间的摩擦热输入包括 : 搅拌头的轴肩与其紧
#% 模拟过程
!$ "% 几何条件 模拟中采用的铝板尺寸为 #$$ FF V B$ FF V "E FF, 接头形式为对接9 搅拌头形状简化为圆柱轴 肩和表面光滑 ( 不带螺纹) 的圆锥体搅拌针, 轴肩半 搅拌针根部半径为 H FF, 端部半径为 径为 "E FF, !9 B FF, 搅拌针长度为 "!9 H FF9 !$ !% 单元和网格 对任何类型的有限元分析, 单元类型决定附加的 自由度 (位移、 温度等) , 须在单元类型库中选择一个
[ ", #] 维稳态温度场进行研究 , 国内进行了 ! FF 厚 [ !] , 对焊接稳 2D"# 完整准确的三维瞬态温度场模拟 [ E] 定阶段摩擦产热与散热机制的数值模拟分析 等9
# "
# " # ! "
! OS7=8Q:< "
##
$ (# ’Q! " ’#!$"% Q% " #!" !
##
& #! #)
$’’ ( ) *+,, 焊接速度 #’ ** ) *+, 时, 焊接稳定阶段 -’ . 时焊缝横截面温度分布云图和不同位置特征点 温度曲线 ( ! 为离焊缝中心的距离; ! / ’ ** 表示焊 缝横截面中心; " 为焊缝下表面上的距离) 0 焊缝上 当 ! / ’ 时, 沿板厚度 表面的最高温度为 %120 1 3 , 方向 " / ! ** 最 高 温 度 为 1$#0 # 3 , " / $ ** 为 1420 # 3 , " / # ** 为 1-20 1 3 , " / "! ** 时 为 1#"5 % 3 0 离焊缝中心距离越远, 温度越低0 离焊缝 中心距离相同的特征点温度沿厚度方向的温度从下 表面向上逐渐升高, 形成了上宽下窄和上高下低的 温度梯度分布0 这主要是由于搅拌头在板厚度方向 的热输入不均匀造成的, 与直径较大且产热较多的 轴肩相接触的材料吸收了大部分搅拌头摩擦产生的 热量, 同时通过热传递和热传导向周围进行热传递, 而与直径较小且产热少的搅拌针接触的材料得到摩 擦热量相对较少0 再加上焊缝底面与充当 “ 冷却池” 的钢制垫板进行热传导散热, 因此焊缝横截面沿板 厚度方向形成了上宽下窄和上高下低的温度分布0 远离焊缝中心得到搅拌头的直接搅拌摩擦作用较 图 % 为搅拌头的轴向压力 !! ’’’ 6, 旋转频率 %%’ ( ) *+,, 焊接速度 #’ ** ) *+, 时, 焊接稳定阶段 -’ . 时焊缝横截面温度分布云图和各特征点温度分 布曲线0 焊缝的最高温度为 2#"0 4 3 , 曲线的分布 趋势和实际检测结果基本相同0 与图 2 相比较可 知, 旋转频率越高, 焊缝的特征点温度越高0 因为在 搅拌头轴向压力和焊接速度相同的条件下, 旋转频 率越高, 搅拌头形成的搅拌摩擦热量越多, 焊缝的热 输入越高, 材料经受较高的热循环, 峰值温度升高0 图 $ 为 789 稳定阶段特征点温度模拟结果与 试验检测结果的对比分析曲线0 搅拌针外侧特征点 ! / $ ** 和 " / "! ** 时的最高温度达到了 2’#0 ! 3, 升温时间 !% ., 与实测最高温度 2’"0 ! 3 基本相
# # % ( ! ## ! * ! # ! ) M>N " * ) M>N " )
圆锥体搅拌针侧面的热输入功率为 ’ UKNOKQ: T !! UKNOKQ: T # !"$! ! ( ## A #! !) !OKN"
到目前为止, 对厚板铝合金温度场的模拟研究鲜有 报道, 因此文中对 "E FF 厚 ##"@ 铝合金 .*1 过程 中的温度场进行数值模拟, 并与试验检测结果进行 对比分析, 验证模拟结果的准确性9
$# 模拟结果与分析
76 !" 搅拌头插入阶段模拟结果与分析 搅拌头插入阶段搅拌头轴向压力 10 000 7 时, 旋 转 频 率 !00 8 3 9:;,不 同 焊 接 速 度( !0 ,*0 99 3 9:;) 和时刻条件下, 焊缝上表面温度分布云图 见图 $& 搅拌头完全插入的时间定为 15 <, 搅拌头插 入 % < 时, 焊缝的最高温度为 105& * 4 ; $ < 时, 最高 温度为 1*%& * 4 ; 5 < 时, 最高温度为 $15& $ 4 ; %0 < 时, 最高温度为 $2"& 2 4 , %5 < 时, 最高温度为 ""0 4, 10 < 时, 最高温度为 "/$& 5 4 , 15 < 时, 最高温度 为 500 4 & 由图 $ 可以看出不同焊接速度条件下, 焊缝温度分布云图相同& 因为在搅拌头插入阶段, 搅拌头沿 " 轴方向的运动为静止状态, 焊缝温度最 高值的变化与焊接速度没有关系, 这与前面的温度 检测结果相吻合& 还可以得出两个不同相邻时刻之 间温度 上 升 速 率 分 别 为 $* , 1%& 2 , %$& 2 , 2, !& / 和 5= $5 4 3 <, 刚开始阶段焊缝的升温速率最快, 随后 慢慢减小, 搅拌头完全插入时最小& 这是因为焊接 刚开始阶段, 整个待焊板的温度均为环境温度 ( 10 4) , 根据温度越低, 材料的摩擦系数越大, 此时搅 拌头与焊缝金属之间的摩擦系数最大, 生成的搅拌 摩擦热量较多& 随着搅拌头的插入, 不断向周围进 行热传递, 焊件的温度升高和软化, 摩擦系数减小, 单位时间生成的摩擦热量减少, 升温速率减慢& 76 5" 焊接稳定阶段模拟结果与分析 图" 为搅拌头的轴向压力 11 000 7 , 旋转频率