表面粗糙度对照表
表面粗糙度对照表
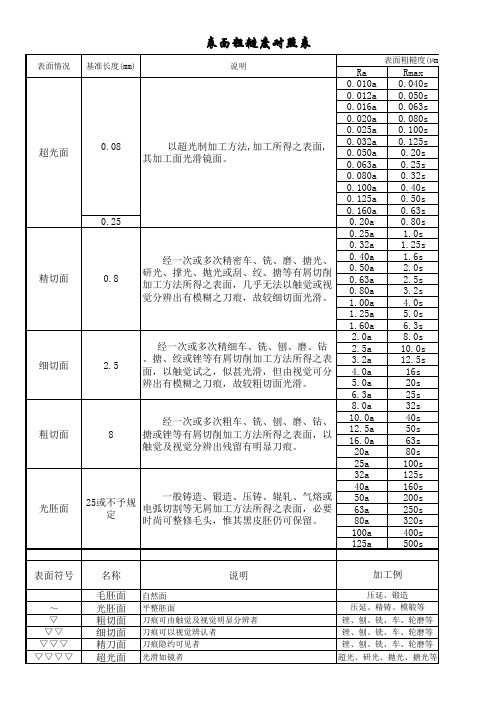
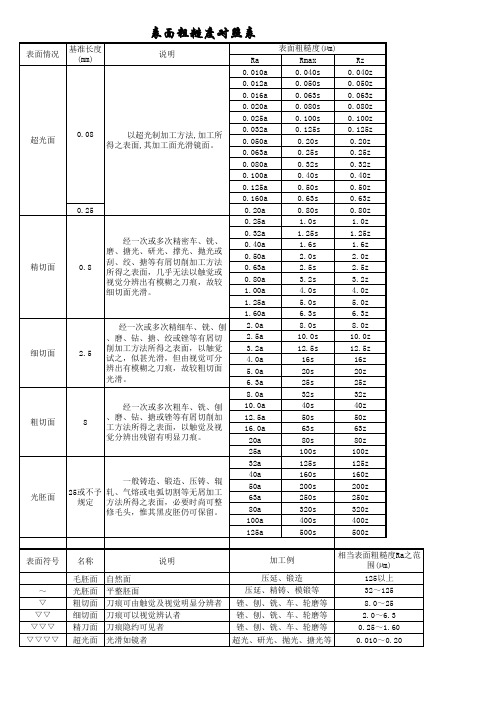
表面情况 基准长度(mm) 说明 表面粗糙度(µm)
超光面
0.08
以超光制加工方法,加工所得之表面, 其加工面光滑镜面。
0.25
精切面
0.8
经一次或多次精密车、铣、磨、搪光、 研光、撑光、抛光或刮、绞、搪等有屑切削 加工方法所得之表面,几乎无法以触觉或视 觉分辨出有模糊之刀痕,故较细切面光滑。
表面符号 ~ ▽ ▽▽ ▽▽▽ ▽▽▽▽
名称 毛胚面 光胚面 粗切面 细切面 精刀面 超光面
说明
自然面 平整胚面 刀痕可由触觉及视觉明显分辨者 刀痕可以视觉辨认者 刀痕隐约可见者 光滑如镜者
加工例
压延、锻造 压延、精铸、模锻等 锉、刨、铣、车、轮磨等 锉、刨、铣、车、轮磨等 锉、刨、铣、车、轮磨等 超光、研光、抛光、搪光等
125以上 32~125 8.0~25 2.0~6.3 0.25~1.60 0.010~0.20
细切面
2.5
经一次或多次精细车、铣、刨、磨、钻 、搪、绞或锉等有屑切削加工方法所得之表 面,以触觉试之,似甚光滑,但由视觉可分 辨出有模糊之刀痕,故较粗切面光滑。
粗切面
8
经一次或多次粗车、铣、刨、磨、钻、 搪或锉等有屑切削加工方法所得之表面,以 触觉及视觉分辨出残留有明显刀痕。
光胚面
一般铸造、锻造、压铸、辊轧、气熔或 25或不予规 电弧切割等无屑加工方法所得之表面,必要 定 时尚可整修毛头,惟其黑皮胚仍可保留。
Ra 0.010a 0.012a 0.016a 0.020a 0.025a 0.032a 0.050a 0.063a 0.080a 0.100a 0.125a 0.160a 0.20a 0.25a 0.32a 0.40a 0.50a 0.63a 0.80a 1.00a 1.25a 1.60a 2.0a 2.5a 3.2a 4.0a 5.0a 6.3a 8.0a 10.0a 12.5a 16.0a 20a 25a 32a 40a 50a 63a0s 0.063s 0.080s 0.100s 0.125s 0.20s 0.25s 0.32s 0.40s 0.50s 0.63s 0.80s 1.0s 1.25s 1.6s 2.0s 2.5s 3.2s 4.0s 5.0s 6.3s 8.0s 10.0s 12.5s 16s 20s 25s 32s 40s 50s 63s 80s 100s 125s 160s 200s 250s 320s 400s 500s
表面粗糙度等级对照表

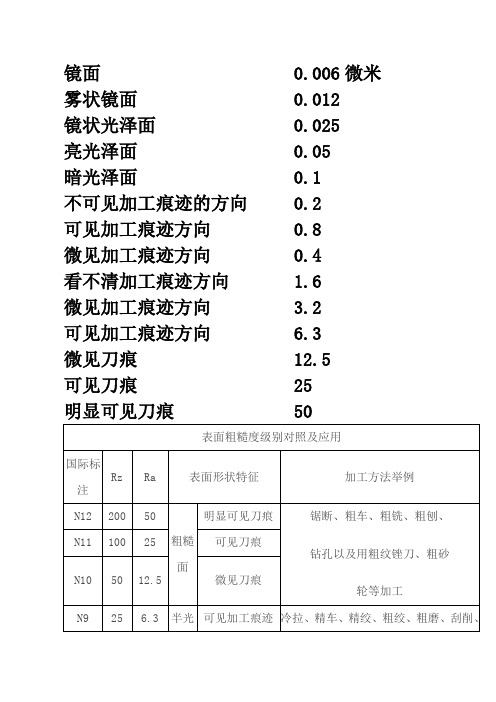
镜面0.006微米雾状镜面0.012镜状光泽面0.025亮光泽面0。
05暗光泽面0.1不可见加工痕迹的方向0.2可见加工痕迹方向0。
8微见加工痕迹方向0.4看不清加工痕迹方向1。
6微见加工痕迹方向3。
2可见加工痕迹方向6。
3微见刀痕12。
51级Ra值不大于\μm=100表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工的表面,如粗车、粗刨、切断等表面,用粗镗刀和粗砂轮等加工的表面,一般很少采用2级Ra值不大于\μm=25、50表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工后的表面,焊接前的焊缝、粗钻孔壁等3级Ra值不大于\μm=12.5表面状况=可见刀痕加工方法=粗车、刨、铣、钻应用举例=一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重孔眼表面4级Ra值不大于\μm=6.3表面状况=可见加工痕迹加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿应用举例=不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖等的端面。
紧固件的自由表面,紧固件通孔的表面,内、外花键的非定心表面,不作为计量基准的齿轮顶圈圆表面等5级Ra值不大于\μm=3.2表面状况=微见加工痕迹加工方法=车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿应用举例=和其他零件连接不形成配合的表面,如箱体、外壳、端盖等零件的端面。
要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作表面。
不重要的紧固螺纹的表面.需要滚花或氧化处理的表面6级Ra值不大于\μm=1。
6表面状况=看不清加工痕迹加工方法=车、镗、刨、铣、铰、拉、磨、滚压、刮1~2点/cm^2铣齿应用举例=安装直径超过80mm的G级轴承的外壳孔,普通精度齿轮的齿面,定位销孔,V 型带轮的表面,外径定心的内花键外径,轴承盖的定中心凸肩表面7级Ra值不大于\μm=0。
8表面状况=可辨加工痕迹的方向加工方法=车、镗、拉、磨、立铣、刮3~10点/cm^2、滚压应用举例=要求保证定心及配合特性的表面,如锥销与圆柱销的表面,与G级精度滚动轴承相配合的轴径和外壳孔,中速转动的轴径,直径超过80mm的E、D级滚动轴承配合的轴径及外壳孔,内、外花键的定心内径,外花键键侧及定心外径,过盈配合IT7级的孔(H7),间隙配合IT8~IT9级的孔(H8,H9),磨削的齿轮表面等8级Ra值不大于\μm=0.4表面状况=微辨加工痕迹的方向加工方法=铰、磨、镗、拉、刮3~10点/cm^2、滚压应用举例=要求长期保持配合性质稳定的配合表面,IT7级的轴、孔配合表面,精度较高的齿轮表面,受变应力作用的重要零件,与直径小于80mm的E、D级轴承配合的轴径表面、与橡胶密封件接触的轴的表面,尺寸大于120mm的IT13~IT16级孔和轴用量规的测量表面9级Ra值不大于\μm=0。
表面粗糙度对照表(Surfaceroughnesscomparisontable)
表面粗糙度对照表(Surface roughness comparison table)United States surface roughness control chartChina's old standard (finish)New Chinese standard (roughness) RaAmerican Standard (micron) RaAmerican Standard (micro inches), RaAt 4Six point threeEightThree hundred and twentySix point three zeroTwo hundred and fiftyAt 5Three point twoFiveTwo hundredFourOne hundred and sixty Three point two zeroOne hundred and twenty-five At 6One point sixTwo point five zeroOne hundredTwoEightyOne point six zeroSixty-threeAt 7Zero point eightOne point two fiveFiftyOneFortyZero point eight zeroThirty-twoAt 8Zero point fourZero point six threeTwenty-fiveZero point five zeroTwentyZero Point Four ZeroSixteenDomestic surface roughness and surface roughness Ra and Rz conversion tables (unit: m)Surface finishAt 1At 2At 3At 4At 5At 6At 7surface RoughnessRaFiftyTwenty-five Twelve point five Six point three Three point two One point six zeroZero point eight zero RzTwo hundredOne hundredFiftyTwenty-fiveTwelve point fiveSix point threeSix point three Surface finishAt 8At 9At 10At 11At 12At 13At 14surfaceRoughnessRaZero Point Four ZeroZero point two zeroZero point one zero zero Zero point zero five zero Zero point zero two five Zero point zero one two -RzThree point twoOne point six zeroZero point eight zeroZero Point Four ZeroZero point two zeroZero point one zero zeroZero point zero five zeroAttached: the roughness of the new and old standard parameters change performance contrast, TR200 roughness instrument according to the new standards change the list of parameters as follows, if there are problems, by the Time Inc responsible for explanation. This table also applies to the company's TR1 series roughness tester. The total number of measurable parameters has not changed after modification, but it is still 13 parameters. It is only displayed in different standards. That is to say, the time roughness instrument product parameter covers the old and new standard parameters! (see table for details)New standard (ISO)Old standard (ISO)ExplainRaRaStandard general parametersRzShown in the Japanese standard JISRzRyParameter definition has been modified. The original Ry is still displayed in the Japanese standard JIS and the German standard DIN.RqRqNo changeRpRpNo changeRvRmSymbol modification, parameter definition unchangedRtNo changeR3zShown in the Japanese standard JIS, the parameter has not changedRmaxIt is shown in German standard DIN and American Standard ANSIRSkSkSymbol modification, definition is not changedRSSSymbol modification, definition is not changedRSmSmSymbol modification, definition is not changedRmrTPIs there a definition of symbol change?Attached: surface roughness international standard processing methodsStandard grade codeSurface roughnessMachining tools (Methods)Requirements for processing materials and hardnessPhotometric descriptionCoarse grind grit sizeFinishing grit sizeDiamond PolishSPI (A1)Ra0.005S13654HRCVery high finish, mirror effectEight thousand four hundred and seven 52HRCSPI (A2)Ra0.01DF-258HRCLow finish, no sandpaperXW-1060HRCSPI (A3)Ra0.02S136300HBLower finish, but no sandpaper718SUPREME300HBSPI (B1)Ra0.05Without brightness, there is a slight 3000# sandpaper patternSPI (B2)Ra0.1Without brightness, there is a slight 2000# sandpaper patternSPI (B3)Ra0.2Without brightness, there is a slight 1000# sandpaper pattern that does not identify the direction of the machined tracesRa0.4Finishing: fine car, finishing milling, grinding and scraping, and hingeThe direction of micro machining tracesRa0.8Finishing: fine car, finishing milling, grinding and scraping, and hingeThe direction of a machined markRa1.6Ra3.2Ra6.3Ra12.5Ra25Ra50The surface roughness is Ra, Rz, Ry, according to GB 3505 excerpt:The surface roughness parameter and its numerical value (Surface Roughness Parameters and their Values) are 3 commonly used ones:轮廓算数平均偏差(RA)——轮廓算术平均偏差;微观不平度十点高度(RZ)——违规点高度;轮廓最大高度(RY)——轮廓最大高度。
表面粗糙度等级对照表

【表面粗糙度等级】表面特征表面粗糙度(Ra)数值加工方法举例明显可见刀痕Ra100、Ra50、Ra25、粗车、粗刨、粗铣、钻孔微见刀痕Ra12.5、Ra6.3、Ra3.2、精车、精刨、精铣、粗铰、粗磨看不见加工痕迹,微辩加工方向Ra1.6、Ra0.8、Ra0.4、精车、精磨、精铰、研磨暗光泽面Ra0.2、Ra0.1、Ra0.05、研磨、珩磨、超精磨、抛光镜面0.006微米雾状镜面0.012镜状光泽面0.025亮光泽面0.05暗光泽面0.1不可见加工痕迹的方向0.2可见加工痕迹方向0.8微见加工痕迹方向0.4看不清加工痕迹方向1.6微见加工痕迹方向3.2可见加工痕迹方向6.3微见刀痕12.51级Ra值不大于\Rm=100表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工的表面,如粗车、粗刨、切断等表面,用粗镗刀和粗砂轮等加工的表面,一般很少采用2级Ra值不大于Um=25、50表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工后的表面,焊接前的焊缝、粗钻孔壁等3级Ra值不大于Um=12.5表面状况=可见刀痕加工方法=粗车、刨、铣、钻应用举例=一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重孔眼表面4级Ra值不大于Um=6.3表面状况=可见加工痕迹加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿应用举例=不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖等的端面。
紧固件的自由表面,紧固件通孔的表面,内、外花键的非定心表面,不作为计量基准的齿轮顶圈圆表面等5级Ra值不大于Um=3.2表面状况=微见加工痕迹加工方法=车、镗、刨、铣、刮1〜2点/cm。
、拉、磨、锉、滚压、铣齿应用举例=和其他零件连接不形成配合的表面,如箱体、外壳、端盖等零件的端面。
要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作表面。
不重要的紧固螺纹的表面。
需要滚花或氧化处理的表面6级Ra值不大于Um=1.6表面状况=看不清加工痕迹加工方法=车、镗、刨、铣、铰、拉、磨、滚压、刮1〜2点/cmA2铣齿应用举例=安装直径超过80mm的G级轴承的外壳孔,普通精度齿轮的齿面,定位销孔,V型带轮的表面,外径定心的内花键外径,轴承盖的定中心凸肩表面7级Ra值不大于Um=0.8表面状况=可辨加工痕迹的方向加工方法=车、镗、拉、磨、立铣、刮3〜10点/cmA2、滚压应用举例=要求保证定心及配合特性的表面,如锥销与圆柱销的表面,与G级精度滚动轴承相配合的轴径和外壳孔,中速转动的轴径,直径超过80mm的E、D级滚动轴承配合的轴径及外壳孔,内、外花键的定心内径,外花键键侧及定心外径,过盈配合IT7级的孔(H7),间隙配合IT8〜IT9级的孔(H8,H9),磨削的齿轮表面等8级Ra值不大于Um=0.4表面状况=微辨加工痕迹的方向加工方法=铰、磨、镗、拉、刮3〜10点/cmA2、滚压应用举例=要求长期保持配合性质稳定的配合表面,IT7级的轴、孔配合表面,精度较高的齿轮表面,受变应力作用的重要零件,与直径小于80mm的E、D级轴承配合的轴径表面、与橡胶密封件接触的轴的表面,尺寸大于120mm的IT13〜IT16级孔和轴用量规的测量表面9级Ra值不大于Um=0.2【表面粗糙度等级】表面状况=不可辨加工痕迹的方向加工方法=布轮磨、磨、研磨、超级加工应用举例=工作时受变应力作用的重要零件的表面。
表面粗糙度对照表
1.
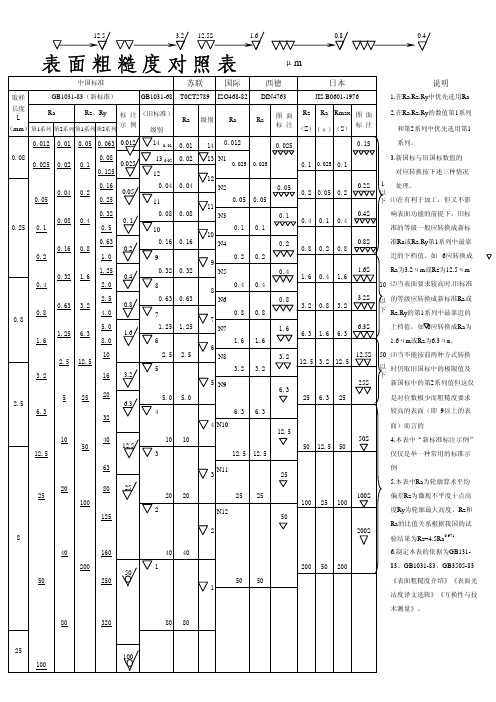
在Ra.Rz.Ry 中优先选用Ra 2.
在Ra.Rz.Ry 的数值第1系列
和第2系列中优先选用第
1 系列。
3.新国标与旧国标数值的 对应转换按下述三种情况
处理。
⑴在有利于加工,但又不影
响表面功能的前提下,旧标准的等级一般应转换成新标
准Ra 或Rz.Ry 第1系列中最靠近的下档值。
如 6应转换成
Ra 为3.2чm 或Rz 为12.5чm ⑵当表面要求较高时.旧标准
的等级应转换成新标准Ra 或Rz.Ry 的第1系列中最靠近的
上档值,如 6应转换成Ra 为1.6чm 或Rz 为6.3чm。
⑶当不能按前两种方式转换时仍取旧国标中的极限值及新国标中的第2系列值但这仅
是对位数极少而粗糙度要求较高的表面(即 9以上的表
面)而言的
4.本表中“新标准标注示例”
仅仅是举一种常用的标准示例
5.本表中Ra 为轮廓算术平均
偏差Rz 为微观不平度十点高
度Ry 为轮廓最大高度,Rz 和Ra 的比值关系根据我国的试验结果为Rz=4.5Ra 0.9716.制定本表的依据为GB131-83。
GB1031-83,GB3505-83《表面粗糙度介绍》《表面光洁度译文选辑》《互换性与技术测量》。
表 面 粗 糙 度 对 照 表
说明
μm。
表面粗糙度对照表
、磨、钻、搪、绞或锉等有屑切
2.5
削加工方法所得之表面,以触觉 试之,似甚光滑,但由视觉可分
辨出有模糊之刀痕,故较粗切面
光滑。
经一次或多次粗车、铣、刨
8
、磨、钻、搪或锉等有屑切削加 工方法所得之表面,以触觉及视
觉分辨出残留有明显刀痕。
光胚面
一般铸造、锻造、压铸、辊 25或不予 轧、气熔或电弧切割等无屑加工
1.0s 1.25s 1.6s 2.0s 2.5s 3.2s 4.0s 5.0s 6.3s 8.0s 10.0s 12.5s
16s 20s 25s 32s 40s 50s 63s 80s 100s 125s 160s 200s 250s 320s 400s 500s
Rz 0.040z 0.050z 0.063z 0.080z 0.100z 0.125z 0.20z 0.25z 0.32z 0.40z 0.50z 0.63z 0.80z
锉、刨、铣、车、轮磨等
0.25~1.60
超光、研光、抛光、搪光等
0.010~0.20
表面粗糙度对照表
表面情况
基准长度 (mm)
说明
超光面
0.08
以超光制加工方法,加工所
得之表面,其加工面光滑镜面。
0.25
精切面
经一次或多次精密车、铣、
磨、搪光、研光、撑光、抛光或
0.8
刮、绞、搪等有屑切削加工方法 所得之表面,几乎无法以触觉或
视觉分辨出有模糊之刀痕,故较
细切面光滑。
细切面 粗切面
பைடு நூலகம்
经一次或多次精细车、铣、刨
1.0z 1.25z 1.6z 2.0z 2.5z 3.2z 4.0z 5.0z 6.3z 8.0z 10.0z 12.5z
表面粗糙度等级对照表

N4 1.6 0.2 不可辨加工痕迹的方向N3 0.8 0.1 最光面暗光泽面
精磨、研磨、抛光、超精磨、
镜面磨削等 N2 0.4 0.05
亮光泽面
N1 0.2 0.025 镜状光泽面
0.1 0.012 雾状镜面
0.05
镜面
表面特征表面粗糙度(Ra)数值加工方法举例
明显可见刀痕 Ra100、Ra50、Ra25、粗车、粗刨、粗铣、钻孔
微见刀痕 Ra12.5、Ra6.3、Ra3.2、精车、精刨、精铣、粗铰、粗磨
看不见加工痕迹,微辩加工方向 Ra1.6、Ra0.8、Ra0.4、精车、精磨、精铰、研磨暗光泽面 Ra0.2、Ra0.1、Ra0.05、研磨、珩磨、超精磨、抛光
镜面0.006微米
雾状镜面0.012 镜状光泽面0.025 亮光泽面
0.05 暗光泽面0.1 不可见加工痕迹的方向0.2 可见加工痕迹方向0.8 微见加工痕迹方向0.4 看不清加工痕迹方向 1.6 微见加工痕迹方向
3.2 可见加工痕迹方向 6.3 微见刀痕12.5 可见刀痕
25 明显可见刀痕50。
表面粗糙度对照表

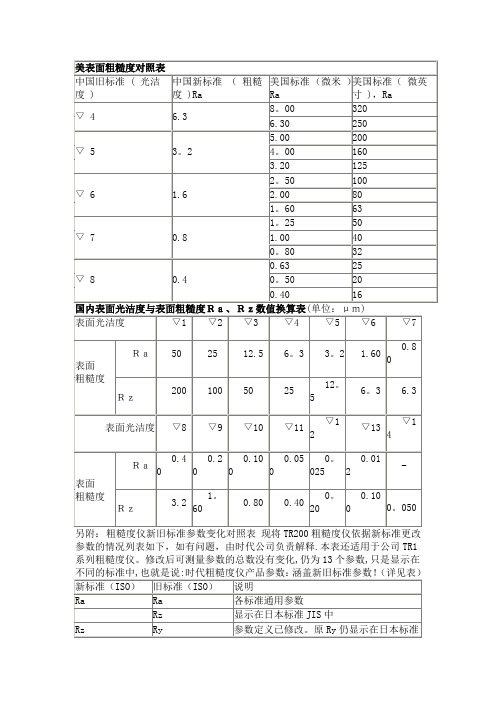
中美表面粗糙度对照表中国旧标准( 光洁度 )中国新标准( 粗糙度 )Ra美国标准(微米 )Ra美国标准( 微英寸),Ra▽ 4 6.3 8.00 320 6.30 250▽ 5 3.2 5.00 200 4.00 160 3.20 125▽ 6 1.6 2.50 100 2.00 80 1.60 63▽ 7 0.8 1.25 50 1.00 40 0.80 32▽ 8 0.4 0.63 25 0.50 20 0.40 16国内表面光洁度与表面粗糙度Ra、Rz数值换算表(单位:μm) 表面光洁度▽1 ▽2 ▽3 ▽4 ▽5 ▽6 ▽7表面粗糙度Ra50 25 12.5 6.3 3.2 1.60 0.80Rz200 100 50 25 12.5 6.3 6.3 表面光洁度▽8 ▽9 ▽10 ▽11 ▽12 ▽13 ▽14表面粗糙度Ra0.40 0.20 0.1000.0500.0250.012 -Rz 3.2 1.60 0.80 0.40 0.20 0.100 0.05 另附:粗糙度仪新旧标准参数变化对照表现将TR200粗糙度仪依据新标准更改参数的情况列表如下,如有问题,由时代公司负责解释。
本表还适用于公司TR1系列粗糙度仪。
修改后可测量参数的总数没有变化,仍为13个参数,只是显示在不同的标准中,也就是说:时代粗糙度仪产品参数:涵盖新旧标准参数!(详见表)新标准(ISO) 旧标准(ISO) 说明Ra Ra 各标准通用参数Rz 显示在日本标准JIS中Rz Ry 参数定义已修改。
原Ry仍显示在日本标准JIS、德国标准DIN中。
Rq Rq 没变化Rp Rp 没变化Rv Rm 符号改,参数定义没改Rt Rt 没变化R3z 显示在日本标准JIS中,参数没变化Rmax 显示在德国标准DIN、美国标准ANSI中RSk Sk 符号改,定义没改RS S 符号改,定义没改RSm Sm 符号改,定义没改Rmr tp 符号改,定义没另附:表面粗糙度国际标准加工方法标准等级代号表面粗糙度加工工具(方法)加工材料及硬度要求光度描述粗研磨砂粒粒度精研磨砂粒粒度钻石膏抛光SPI(A1) Ra0.005S136 54HRC 光洁度非常高,镜面效果8407 52HRCSPI(A2) Ra0.01 DF-2 58HRC 光洁度较低,没有砂纸纹XW-10 60HRCSPI(A3) Ra0.02 S136 300HB 光洁度更低一级,但没有砂纸纹718SUPREME300HBSPI(B1) Ra0.05 没有光亮度,有轻微3000#砂纸纹SPI(B2) Ra0.1 没有光亮度,有轻微2000#砂纸纹SPI(B3) Ra0.2 没有光亮度,有轻微1000#砂纸纹不辨加工痕迹的方向Ra0.4 精加工:精车\精刨\精铣\磨\铰\刮微辨加工痕迹的方向Ra0.8 精加工:精车\精刨\精铣\磨\铰\刮可辨加工痕迹的方向Ra1.6Ra3.2Ra6.3Ra12.5Ra25Ra50表面粗糙度有Ra,Rz,Ry 之分,据GB 3505摘录:表面粗糙度参数及其数值(Surface Roughness Parameters and their Values)常用的3个分别是:轮廓算数平均偏差(Ra)--arithmetical mean deviation of the profile;微观不平度十点高度(Rz)--the point height of irregularities;轮廓最大高度(Ry)--maximum height of the profile。
表面粗糙度对照表
参数的情况列表如下,如有问题,由时代公司负责解释.本表还适用于公司TR1系列粗糙度仪。
修改后可测量参数的总数没有变化,仍为13个参数,只是显示在表面粗糙度有Ra,Rz,Ry 之分,据GB 3505摘录:表面粗糙度参数及其数值(Surface Roughness Parameters and their Values)常用的3个分别是:轮廓算数平均偏差(Ra)--arithmetical mean deviation of the profile;微观不平度十点高度(Rz)-—the point height of irregularities;轮廓最大高度(Ry)—-maximum height of the profile。
Ra-—在取样长度L内轮廓偏距绝对值的算术平均值。
Rz——在取样长度内5个最大的轮廓峰高的平均值与5个最大的轮廓谷深的平均值之和。
Ry-—在取样长度L内轮廓峰顶线和轮廓谷底线之间的距离.如果图面没标注粗糙度选用Ra /Rz /Ry 的情况下默认为Ra.表面粗糙度是指加工表面具有的较小间距和微小峰谷不平度。
其两波峰或两波谷之间的距离(波距)很小(在1mm以下),用肉眼是难以区别的,因此它属于微观几何形状误差。
表面粗糙度越小,则表面越光滑.表面粗糙度的大小,对机械零件的使用性能有很大的影响,主要表现在以下几个方面:①表面粗糙度影响零件的耐磨性。
表面越粗糙,配合表面间的有效接触面积越小,压强越大,磨损就越快.②表面粗糙度影响配合性质的稳定性。
对间隙配合来说,表面越粗糙,就越易磨损,使工作过程中间隙逐渐增大;对过盈配合来说,由于装配时将微观凸峰挤平,减小了实际有效过盈,降低了联结强度。
③表面粗糙度影响零件的疲劳强度。
粗糙零件的表面存在较大的波谷,它们像尖角缺口和裂纹一样,对应力集中很敏感,从而影响零件的疲劳强度。
④表面粗糙度影响零件的抗腐蚀性。
粗糙的表面,易使腐蚀性气体或液体通过表面的微观凹谷渗入到金属内层,造成表面腐蚀.⑤表面粗糙度影响零件的密封性。
表面粗糙度对照表
研磨、金刚石车刀的精车、精绞、冷拉、拉刀加工、抛光等 精磨、研磨、抛光、超精磨、 镜面磨削等
表面粗糙度级别对照及应用
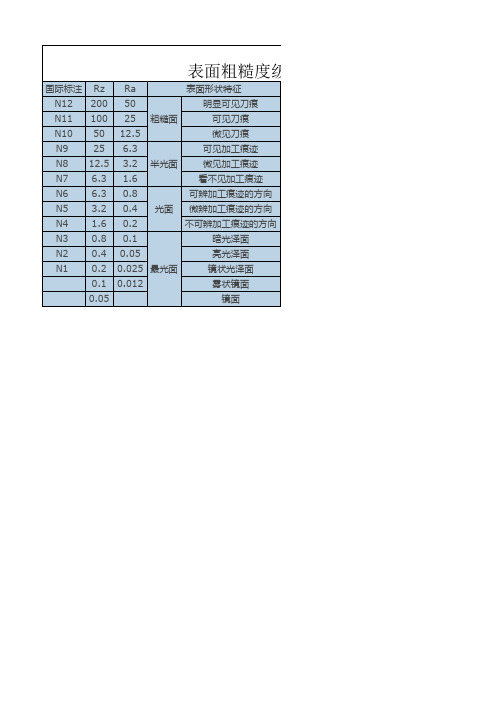
国际标注 N12 N11 N10 N9 N8 N7 N6 N5 N4 N3 N2 N1 Rz 200 100 50 25 12.5 6.3 6.3 3.2 1.6 0.8 0.4 0.2 0.1 0.05 Ra 50 25 12.5 6.3 3.2 1.6 0.8 0.4 0.2 0.1 0.05 0.025 最光面 0.012 光面 半光面 粗糙面 表面形状特征 明显可见刀痕 可见刀痕 微见刀痕 可见加工痕迹 微见加工痕迹 看不见加工痕迹 可辨加工痕迹的方向 微辨加工痕迹的方向 不可辨加工痕迹的方向 暗光泽面 亮光泽面 镜状光泽面 雾状镜面 镜面
表面粗糙度等级对照表

镜面0.006微米雾状镜面0.012镜状光泽面0.025亮光泽面0.05暗光泽面0.1不可见加工痕迹的方向0.2可见加工痕迹方向0.8微见加工痕迹方向0.4看不清加工痕迹方向 1.6微见加工痕迹方向 3.2可见加工痕迹方向 6.3微见刀痕12.51级Ra值不大于\μm=100表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工的表面,如粗车、粗刨、切断等表面,用粗镗刀和粗砂轮等加工的表面,一般很少采用2级Ra值不大于\μm=25、50表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工后的表面,焊接前的焊缝、粗钻孔壁等3级Ra值不大于\μm=12.5表面状况=可见刀痕加工方法=粗车、刨、铣、钻应用举例=一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重孔眼表面4级Ra值不大于\μm=6.3表面状况=可见加工痕迹加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿应用举例=不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖等的端面。
紧固件的自由表面,紧固件通孔的表面,内、外花键的非定心表面,不作为计量基准的齿轮顶圈圆表面等5级Ra值不大于\μm=3.2表面状况=微见加工痕迹加工方法=车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿应用举例=和其他零件连接不形成配合的表面,如箱体、外壳、端盖等零件的端面。
要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作表面。
不重要的紧固螺纹的表面。
需要滚花或氧化处理的表面6级Ra值不大于\μm=1.6表面状况=看不清加工痕迹加工方法=车、镗、刨、铣、铰、拉、磨、滚压、刮1~2点/cm^2铣齿应用举例=安装直径超过80mm的G级轴承的外壳孔,普通精度齿轮的齿面,定位销孔,V 型带轮的表面,外径定心的内花键外径,轴承盖的定中心凸肩表面7级Ra值不大于\μm=0.8表面状况=可辨加工痕迹的方向加工方法=车、镗、拉、磨、立铣、刮3~10点/cm^2、滚压应用举例=要求保证定心及配合特性的表面,如锥销与圆柱销的表面,与G级精度滚动轴承相配合的轴径和外壳孔,中速转动的轴径,直径超过80mm的E、D级滚动轴承配合的轴径及外壳孔,内、外花键的定心内径,外花键键侧及定心外径,过盈配合IT7级的孔(H7),间隙配合IT8~IT9级的孔(H8,H9),磨削的齿轮表面等8级Ra值不大于\μm=0.4表面状况=微辨加工痕迹的方向加工方法=铰、磨、镗、拉、刮3~10点/cm^2、滚压应用举例=要求长期保持配合性质稳定的配合表面,IT7级的轴、孔配合表面,精度较高的齿轮表面,受变应力作用的重要零件,与直径小于80mm的E、D级轴承配合的轴径表面、与橡胶密封件接触的轴的表面,尺寸大于120mm的IT13~IT16级孔和轴用量规的测量表面9级Ra值不大于\μm=0.2表面状况=不可辨加工痕迹的方向加工方法=布轮磨、磨、研磨、超级加工应用举例=工作时受变应力作用的重要零件的表面。
表面粗糙度等级对照表
镜面微米
雾状镜面
镜状光泽面
亮光泽面
暗光泽面
不可见加工痕迹的方向
可见加工痕迹方向
微见加工痕迹方向
看不清加工痕迹方向
微见加工痕迹方向
可见加工痕迹方向
微见刀痕
可见刀痕25
明显可见刀痕50
表面粗糙度级别对照及应用
国际标注
Rz
Ra
表面形状特征
加工方法举例
N12
200
50
粗糙面
明显可见刀痕
锯断、粗车、粗铣、粗刨、
N3
最光面
暗光泽面
精磨、研磨、抛光、超精磨、
镜面磨削等
N2
亮光泽面
N1
镜状光泽面
雾状镜面
镜面
表面特征
表面粗糙度(Ra)数值
加工方法举例
明显可见刀痕
Ra100、Ra50、Ra25、
粗车、粗刨、粗铣、钻孔
微见刀痕
、、、
精车、精刨、精铣、粗铰、粗磨
看不见加工痕迹,微辩加工方向
、、、
精车、精磨、精铰、研磨
钻孔以及用粗纹锉刀、粗砂
轮等加工
N11
100
25
可见刀痕
N10
50
微见刀痕
N925Biblioteka 半光面可见加工痕迹
冷拉、精车、精绞、粗绞、粗磨、刮削、粗拉刀加工等
N8
微见加工痕迹
N7
看不见加工痕迹
N6
光面
可辨加工痕迹的方向
研磨、金刚石车刀的精车、精绞、冷拉、拉刀加工、抛光等
N5
微辨加工痕迹的方向
N4
不可辨加工痕迹的方向
表面粗糙度等级对照表

表面粗糙度级别对照及使用国际标注Rz Ra表面形状特征加工方法举例N1220050粗糙面明显可见刀痕锯断、粗车、粗铣、粗刨、钻孔以及用粗纹锉刀、粗砂轮等加工N1110025可见刀痕N105012.5微见刀痕N9 25 6.3半光面可见加工痕迹冷拉、精车、精绞、粗绞、粗磨、刮削、粗拉刀加工等N8 12.5 3.2微见加工痕迹N7 6.3 1.6看不见加工痕迹N6 6.30.8光面可辨加工痕迹的方向研磨、金刚石车刀的精车、精绞、冷拉、拉刀加工、抛光等N5 3.20.4微辨加工痕迹的方向N4 1.60.2不可辨加工痕迹的方向N3 0.80.1最光面暗光泽面精磨、研磨、抛光、超精磨、镜面磨削等N2 0.40.05亮光泽面N1 0.20.025镜状光泽面0.10.012雾状镜面0.05镜面表面特征表面粗糙度(Ra)数值加工方法举例明显可见刀痕Ra100、Ra50、Ra25、粗车、粗刨、粗铣、钻孔微见刀痕Ra12.5、Ra6.3、Ra3.2、精车、精刨、精铣、粗铰、粗磨看不见加工痕迹,微辩加工方向Ra1.6、Ra0.8、Ra0.4、精车、精磨、精铰、研磨暗光泽面Ra0.2、Ra0.1、Ra0.05、研磨、珩磨、超精磨、抛光镜面0.006微米雾状镜面0.012镜状光泽面0.025亮光泽面0.05暗光泽面0.1不可见加工痕迹的方向0.2可见加工痕迹方向0.8微见加工痕迹方向0.4看不清加工痕迹方向 1.6微见加工痕迹方向 3.2可见加工痕迹方向 6.3微见刀痕12.51级Ra值不大于\μm=100表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻使用举例=粗加工的表面,如粗车、粗刨、切断等表面,用粗镗刀和粗砂轮等加工的表面,一般很少采用2级Ra值不大于\μm=25、50表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻使用举例=粗加工后的表面,焊接前的焊缝、粗钻孔壁等3级Ra值不大于\μm=12.5表面状况=可见刀痕加工方法=粗车、刨、铣、钻使用举例=一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重孔眼表面4级Ra值不大于\μm=6.3表面状况=可见加工痕迹加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿使用举例=不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖等的端面。
表面粗糙度对照表

1.在Ra.Rz.Ry 中优先选用Ra
2.在Ra.Rz.Ry 的数值第1系列 和第2系列中优先选用第1 系列。
3.新国标与旧国标数值的 对应转换按下述三种情况 处理。
⑴在有利于加工,但又不影响表面功能的前提下,旧标准的等级一般应转换成新标准Ra 或Rz.Ry 第1系列中最靠近的下档值。
如 6应转换成Ra 为3.2чm 或Rz 为12.5чm ⑵当表面要求较高时.旧标准的等级应转换成新标准Ra 或Rz.Ry 的第1系列中最靠近的上档值,如 6应转换成Ra 为1.6чm 或Rz 为6.3чm。
⑶当不能按前两种方式转换时仍取旧国标中的极限值及新国标中的第2系列值但这仅是对位数极少而粗糙度要求较高的表面(即 9以上的表面)而言的
4.本表中“新标准标注示例”仅仅是举一种常用的标准示例
5.本表中Ra 为轮廓算术平均偏差Rz 为微观不平度十点高度Ry 为轮廓最大高度,Rz 和Ra 的比值关系根据我国的试验结果为Rz=4.5Ra 0.971
6.制定本表的依据为GB131-83。
GB1031-83,GB3505-83《表面粗糙度介绍》《表面光洁度译文选辑》《互换性与技技术测量》。
1说明
系列第1
不影旧标新标最靠换成
标准a或近的a为
转换值及这仅要求的表
例”准示
平均点高z和的试
31-5-83表面光性与技。
粗糙度对照表
没变化
Rp
Rp
没变化
Rv
Rm
符号改,参数定义没改
Rt
Rt
没变化
R3z
显示在日本标准JIS中,参数没变化
Rmax
显示在德国标准DIN、美国标准ANSI中
RSk
Sk
符号改,定义没改
RS
S
符号改,定义没改
RSm
Sm
符号改,定义没改
Rmr
tp
符号改,定义没改
2、国标中光洁度和粗糙度对照表:
表面光洁度
▽1
粗糙度对照表
机械加工行业都对表面粗糙度对照表比较关注,整理出几种常见的粗糙度对照表以供大家参考:
1、新旧ISO粗糙度标准的粗糙度对照表:
ISO新标准粗糙度
ISO旧标准粗糙度
说明
Ra
Ra
各标准通用参数
Rz
显示在日本标准JIS中
Rz
Ry
参数定义已修改。原Ry仍显示在日本标准JIS、德国标准DIN中。
Rq
60HRC
SPI(A3)
Ra0.02
S136
300HB
光洁度更低一级,但没有砂纸纹
718SUPREME
300HB
SPI(B1)
Ra0.05
没有光亮度,有轻微3000#砂纸纹
SPI(B2)
Ra0.1
没有光亮度,有轻微2000#砂纸纹
SPI(B3)
Ra0.2
没有光亮度,有轻微1000#砂纸纹
不辨加工痕迹的方向
▽2
▽3
▽4
▽5
▽6
▽7
表面
粗糙度
Ra
50
25
12.5
6.3
粗糙度对照表

中国旧标准(光洁度)
中国新标准(粗糙度)Ra
美国标准(微米)Ra
美国标准(微英寸),Ra
▽4
6.3
8
320
窗体底端
6.3
250
▽5
3.2
5
200
4
160
3.2
125
▽6
1.6
2.5
100
2
80
1.6
63
▽7
0.8
1.25
50
1
40
0.8
32
▽8
0.4
0.63
25
粗糙度对照表
机械加工行业都对表面粗糙度对照表比较关注,整理出几种常见的粗糙度对照表以供大家参考:
1、新旧ISO粗糙度标准的粗糙度对照表:
ISO新标准粗糙度
ISO旧标准粗糙度
说明
Ra
Ra
各标准通用参数
Rz
显示在日本标准JIS中
Rz
Ry
参数定义已修改。原Ry仍显示在日本标准JIS、德国标准DIN中。
Rq
XW-10
60HRC
SPI(A3)
Ra0.02
S136
300HB
光洁度更低一级,但没有砂纸纹
718SUPREME
300HB
SPI(B1)
Ra0.05
没有光亮度,有轻微3000#砂纸纹
SPI(B2)
Ra0.1
没有光亮度,有轻微2000#砂纸纹
SPI(B3)
Ra0.2
没有光亮度,有轻微1000#砂纸纹
不辨加工痕迹的方向
▽2
▽3
▽4
▽5
▽6
表面粗糙度等级对照表
Ra0.2、Ra0.1、Ra0.01.6
看不见加工痕迹
N6
6.3
0.8
光面
可辨加工痕迹的方向
研磨、金刚石车刀的精车、精绞、冷拉、拉刀加工、抛光等
N5
3.2
0.4
微辨加工痕迹的方向
N4
1.6
0.2
不可辨加工痕迹的方向
N3
0.8
0.1
最光面
暗光泽面
精磨、研磨、抛光、超精磨、
镜面磨削等
N2
0.4
0.05
亮光泽面
N1
0.2
0.025
镜状光泽面
0.1
0.012
雾状镜面
0.05
镜面
表面特征
表面粗糙度(Ra)数值
加工方法举例
明显可见刀痕
Ra100、Ra50、Ra25、
粗车、粗刨、粗铣、钻孔
微见刀痕
Ra12.5、Ra6.3、Ra3.2、
精车、精刨、精铣、粗铰、粗磨
看不见加工痕迹,微辩加工方向
Ra1.6、Ra0.8、Ra0.4、
精车、精磨、精铰、研磨
国际标注
Rz
Ra
表面形状特征
加工方法举例
N12
200
50
粗糙面
明显可见刀痕
锯断、粗车、粗铣、粗刨、
钻孔以及用粗纹锉刀、粗砂
轮等加工
N11
100
25
可见刀痕
N10
50
12.5
微见刀痕
N9
25
6.3
半光面
可见加工痕迹
冷拉、精车、精绞、粗绞、粗磨、刮削、粗拉刀加工等
N8
12.5
3.2
微见加工痕迹
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
国内表面光洁度与表面粗糙度Ra、Rz数值换算表(单位:μm)
另附:粗糙度仪新旧标准参数变化对照表现将TR200粗糙度仪依据新标准更改参数的情况列表如下,如有问题,由时代公司负责解释。
本表还适用于公司TR1系列粗糙度仪。
修改后可测量参数的总数没有变化,仍为13个参数,只是显示在不同的标准中,也就是说:时代粗糙度仪产品参数:涵盖新旧标准参数!(详见表)
另附:表面粗糙度国际标准加工方法
表面粗糙度参数及其数值(Surface Roughness Parameters and their Values)常用的3个分别是:轮廓算数平均偏差(Ra)--arithmetical mean deviation of the profile;
微观不平度十点高度(Rz)--the point height of irregularities;
轮廓最大高度(Ry)--maximum height of the profile。
Ra--在取样长度L内轮廓偏距绝对值的算术平均值。
Rz--在取样长度内5个最大的轮廓峰高的平均值与5个最大的轮廓谷深的平均值之和。
Ry--在取样长度L内轮廓峰顶线和轮廓谷底线之间的距离。
如果图面没标注粗糙度选用Ra /Rz /Ry 的情况下默认为Ra。
表面粗糙度是指加工表面具有的较小间距和微小峰谷不平度。
其两波峰或两波谷之间的距离(波距)很小(在
1mm以下),用肉眼是难以区别的,因此它属于微观几何形状误差。
表面粗糙度越小,则表面越光滑。
表面粗糙度的大小,对机械零件的使用性能有很大的影响,主要表现在以下几个方面:
①表面粗糙度影响零件的耐磨性。
表面越粗糙,配合表面间的有效接触面积越小,压强越大,磨损就越快。
②表面粗糙度影响配合性质的稳定性。
对间隙配合来说,表面越粗糙,就越易磨损,使工作过程中间隙逐渐增大;对过盈配合来说,由于装配时将微观凸峰挤平,减小了实际有效过盈,降低了联结强度。
③表面粗糙度影响零件的疲劳强度。
粗糙零件的表面存在较大的波谷,它们像尖角缺口和裂纹一样,对应力集中很敏感,从而影响零件的疲劳强度。
④表面粗糙度影响零件的抗腐蚀性。
粗糙的表面,易使腐蚀性气体或液体通过表面的微观凹谷渗入到金属内层,造成表面腐蚀。
⑤表面粗糙度影响零件的密封性。
粗糙的表面之间无法严密地贴合,气体或液体通过接触面间的缝隙渗漏。
此外,表面粗糙度对零件的外观、测量精度也有影响。
粗糙度:0.012、0.025、0.050、0.100、0.20、0.40、0.80、1.6、3.2、6.3、12.5、25、50、100
6.3:半精加工表面。
用于不生要的零件的非配合表面,如支柱、轴、、支架、外壳、衬套、盖等的端面;螺钉、螺栓各螺母的自由表面;不要求定心和配合特性的表面,如螺栓孔、螺钉通孔、铆钉孔等;飞轮、带轮、离合器、联轴节、凸轮、偏心轮的侧面;平键及键槽上下面、花键非定心表面、齿顶圆表面;所有轴和孔的退刀槽;不重要的连接配合表面;犁铧、犁侧板、深耕铲等零件的摩擦工作面;插秧爪面等。
1、外观的光滑与摩擦是一个矛盾问题,总的来说,既要光滑美观,又要有相当的摩擦,
以方便安装,以下是常见的一些粗糙度数值:
2、粗糙度0.8以下:抛光
3、粗糙度0.8:用磨床加工的面
4、粗糙度1.6—3.2:车床、铣床加工面
5、粗糙度3.2—12.5:一般性的常规加工
6、一般而言,既要光滑美观,又要有相当的摩擦,以方便安装的话,粗糙度0.8可以,既显得美观高档,手感也可以的
7、如果手拧部分需要减低等级的话也可以的,建议选择粗糙度1.6—3.2,但是,好看吗?会不会影响外观的美感呢?
8、如果需要重视手拧的功能,最好是做滚花处理,滚花有“直纹”和“网纹”两种,图纸上的标注:网纹0.8(用箭头指明需要滚花的部位,再写上文字)
如有侵权请联系告知删除,感谢你们的配合!。