ISO 25239-5 2020 搅拌摩擦焊 铝 质量和检验要求(中文版)
ISO25239-1搅拌摩擦焊-铝合金:术语
搅拌摩擦焊-铝合金-第一部分:术语范围此部分ISO25239定义了搅拌摩擦焊的术语与定义。
在此标准中,术语“铝”涉及铝及其合金。
术语与定义针对此文件的用途,适用于下列各项术语与定义。
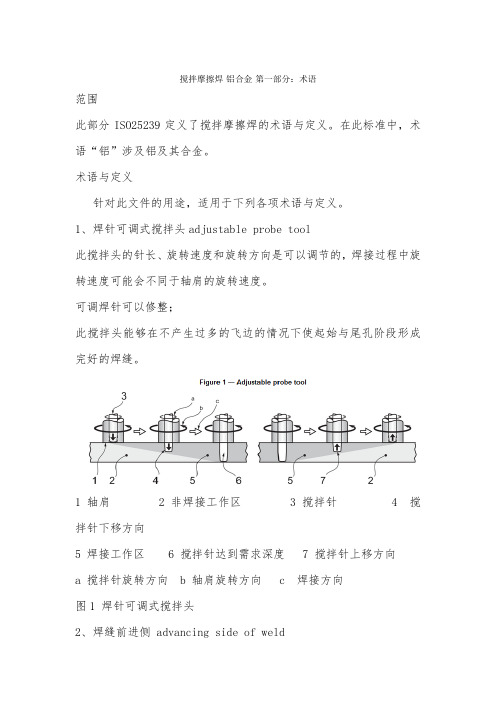
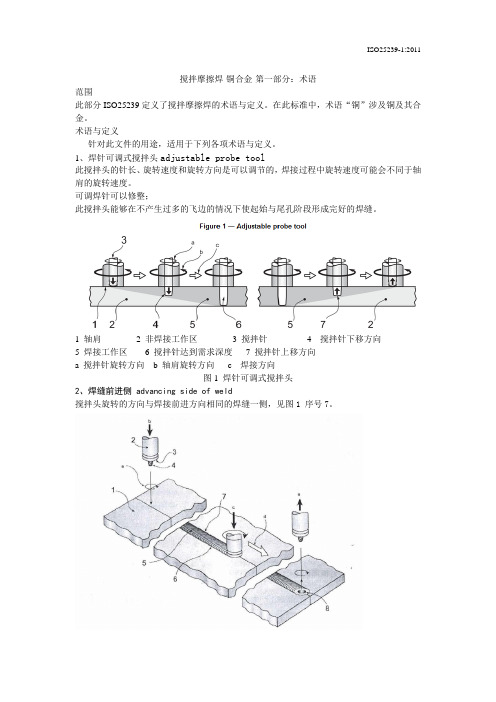
1、焊针可调式搅拌头adjustable probe tool此搅拌头的针长、旋转速度和旋转方向是可以调节的,焊接过程中旋转速度可能会不同于轴肩的旋转速度。
可调焊针可以修整;此搅拌头能够在不产生过多的飞边的情况下使起始与尾孔阶段形成完好的焊缝。
1 轴肩2 非焊接工作区3 搅拌针4 搅拌针下移方向5 焊接工作区6 搅拌针达到需求深度7 搅拌针上移方向a 搅拌针旋转方向b 轴肩旋转方向c 焊接方向图1 焊针可调式搅拌头2、焊缝前进侧 advancing side of weld搅拌头旋转的方向与焊接前进方向相同的焊缝一侧,见图1 序号7。
1 工件2 搅拌头3 轴肩4 搅拌针5 焊缝表面6 后退侧7 前进侧 8 尾孔a 搅拌工具旋转方向b 搅拌工具向下运动c 轴向力d 焊接方向e 搅拌头向上运动图2 搅拌摩擦焊的基本原理3、轴向力 axial force沿着搅拌头旋转轴作用于工件的作用力,见图1 序号c。
4、双轴肩搅拌头 bobbin tool搅拌头由固定长度的搅拌针和两个分离的轴肩组成,见图2。
5、结束停留时间 dwell time at end of weld从搅拌针在焊接前进方向停止行走,至搅拌针开始离开焊缝的这段时间。
6、起始停留时间 dwell time at start of weld从搅拌针扎入材料后,至搅拌针开始向焊接方向运动的这段时间。
7、尾孔 exit hoe在焊接结束部位,搅拌头移走后留下的孔,见图1 序号11。
8、接合面faying surface一个接头中一个工件与另一个工件的接触面9、固定搅拌针fixed probe伸出轴肩固定长度的搅拌针,焊接中旋转方向、速度均与轴肩相同。
10、压力控制force control焊接过程中使搅拌头维持所需压力的措施。
铝及铝合金质量检验标准定稿
I
Q/9S 103—2004
前言
本标准是根据国防科工委预研课题搅拌摩擦焊工艺技术研究项目的要求和搅拌摩擦焊技术特点及 质量控制要求制定的。
目前(2004年6月),国内尚无铝合金搅拌摩擦焊质量检验的统一标准。本标准的颁布,将为中国 搅拌摩擦焊中心及与其合作的相关院校、厂所在铝及铝合金搅拌摩擦焊质量控制方面提供依据。
铝及铝合金搅拌摩擦焊质量检验标准给出了上述系列铝合金产品搅拌摩擦焊接头质量技术要求,包 括:焊缝表面质量、内部质量、焊接接头力学性能、焊接缺陷的修补、质量检验规则和方法以及资料性 附录零件焊接质量检验记录表等内容。
本标准由北京航空制造工程研究所中国搅拌摩擦焊中心提出。 本标准由北京航空制造工程研究所批准。 本标准由北京航空制造工程研究所标准化技术委员会归口。 本标准起草单位:北京航空制造工程研究所中国搅拌摩擦焊中心。 本标准主要起草人:栾国红、马翔生、孙成彬、柴鹏、季亚娟。
焊接塌陷
当δ≤10 当δ>10
≤0.2 ≤1.0
≤1.0 或 0.1δ ≤1.5
≤1.5 或 0.15δ ≤2.0
备注:1.δ为焊件厚度 2.两个数取其较小值
ISO 25239-2 2011 搅拌摩擦焊 铝 焊接接头的设计(中文版)
ISO 25239-2:2011搅拌摩擦焊—铝第2部分::焊接接头的设计狮子十之八九译目录前言引言1 范围2 引用标准(略)3 名词和术语4 设计的要求4.1 文件4.2 接头的设计4.3 附加的信息ISO(国际标准化组织)是一个世界范围内的国家标准学会(ISO成员组织)的联合体。
制定国际标准的工作经由ISO技术委员会归口负责。
每个成员组织开发一个项目,由此便形成一个技术委员会,此成员组织有权代表该技术委员会。
国际组织、政府与非政府机构协同ISO共同参与工作。
ISO针对于电工标准化所有事宜和国际电工委员会(IEC)紧密合作。
本文件的起草符合ISO/IEC 指令中第2部分的相关规则。
由技术委员会通过国际标准草案提交成员国投票表决,需要得至少75%参加表决的成员国的同意,才能作为国际标准正式发布。
ISO25239-2是由国际焊接学会制订的,国际焊接学会已被ISO理事会批准为焊接领域的国际标准化机构。
ISO25239(总的的题目:搅拌摩擦焊—铝)系列标准有以下部分组成:——第1部分:术语——第2部分:焊接接头的设计——第3部分:焊接操作工的资质——第4部分:焊接工艺评定——第5部分:质量和检验的要求对于ISO25239的本部分的任何官方问题,应通过您所在国家标准委员会递交给ISO秘书处。
焊接广泛应用于工程结构制造。
在第二十世纪后半叶以来,熔化焊接工艺(其中熔化指母材和通常是填充金属的熔化),主导了大量结构的焊接。
在1991年,韦恩托马斯(Wayne Thomas)在TWI发明的摩擦搅拌焊接(FSW),其原理是固相连接技术(不熔化)。
随着FSW应用日益增加,产生了制订国际标准的需求,以确保其能以最有效的方式进行焊接,并在所有的操作方面进行合理的控制。
本国际标准着重于铝的搅拌摩擦焊,因为在出版时,搅拌摩擦焊的大多数商业应用与铝有关。
例如轨道车辆、消费品、食品加工设备、航空航天结构和船舶。
本系列标准包括以下部分:第1部分:规定了FWS的术语第2部分;规定了铝焊接接头的设计要求第3部分:规定了焊接操作工的资质的要求第4部分:规定了铝的焊接工艺评定的要求。
焊培哈尔滨工大ISO25239-3搅拌摩擦焊-铜合金:焊接操作员的资格评定

ISO 25239-3-2018摩擦搅拌焊—铜.第3部分:焊接操作员的资格评定1范围本标准规定了金属材料机械化和自动化焊接操作工技能评定的要求。
本标准不适用于仅执行装卸操作的人员。
本标准适合由合同或应用标准要求进行的操作和设置人员技能评定。
ISO14555对螺柱焊接操作工技能评定要求进行了规定。
但技能评定和延期要按照本标准。
附录 A焊接装备的应用知识附录 B焊接理论知识附录 C给出了证书范本和参考文献2标准参考下面的参考标准是必不可少的。
注明日期的,只能用引用的,没有注明日期的,依据最新标准(包括所有修正)。
ISO3834‐2 ISO3834‐3 ISO9609‐1~5 ISO4063 ISO14555 ISO15609‐1~5 ISO15613 ISO15614‐1、2、5~8、11~133定义和术语为了更好执行本标准,给出下面的术语和定义。
3.1自动焊automatic welding:在焊接过程中所有操作不需要焊接操作者介入完成的焊接。
注意 1:在焊接期间手工调整焊接参数是不可能的。
3.2机械化焊接 mechanized welding:由机械或电子来控制焊接参数的连续性,在焊接期间手工调整焊接参数是有可能的。
3.3预生产焊接试验pre‐production welding test:与焊接工艺评定功能相同,但基于非标准的试件,模拟出生产条件的焊接试验。
3.4生产试验 production test:实际生产环境中执行的焊接试验,主要特征是试验过程再现了正常的生产条件。
3.5产品抽样试验production sample testing:从连续生产的焊接产品中抽样。
3.6 编程programming:将 WPS 和/或焊接装备的规定动作一起编入一下焊接程序中的过程。
3.7设定set‐up:在焊接之前正确调整焊接装备的过程,必要时可输入机器人程序。
3.8焊接操作工 welding operator:控制和调整机械化或自动化焊接参数的人员。
ISO25239-4搅拌摩擦焊-铝合金:焊接工艺规程及评定电子教案

搅拌摩擦焊一铝合金一第四部分:焊接工艺规程及评定1范围ISO 25239 +的本部分规定了阴及铝合金搅拌摩擦焊(对)的焊接L艺观程及评定的要求.此标准中,术语样偌”指的是瘩及其合金。
ISO 25239中的此部分不适用于搅拌摩擦点焊,注*辅助要求、材料或制造条fl凹以进行比ISO 25239中规定要求更全面的测试占2参考标准下列标准是本标准应用过程中不可或缺的部分.注明日期的参考标准’只引用该版本* 未注明日期的参芍标准,以最新版本〔包括修订版)为由抵ISO 209.铝及铝合金-化学成分ISO S57-1,焊接和相关工艺-术语-第1部分;金属焊按匚艺ISO2W7.铝及铝合金-锻造产品-锻造设计ISO 3]34 (所有部分),轻金属及其合金术语和定义ISO 4136,金底材料焊接的硼邱性试验-横向拉伸试验ISO 5173,金属材料焊接的破坏性试验-弯曲试验ISO 6520-1,焊接利相关1.艺-金属材料中几何城陷的分类-第1部分:燃焊ISO 9017,金属材料焊接的破坏性试验-断裂试验ISO L0042,焊接-铝及其合金的电瓠焊接接头-缺陷质量等级ISO 13916,焊接预热温度、侦间温度及预热锥持温度的测精指南[SO 14175,焊接材料-电弧焊接与切割用保护气体[SO 15607:2003.金属材料焊接工艺规程及评定一般原蛔[SO 15613,金属材料焊接工艺规程及评定-基于预牛产焊接试验的评定ISO 15611 2,金腐材料焊接「艺规程及评定书接工艺评定试法第2部分:铝及铝合金电弧岸接ISO 17637,焊缝外观检验-慵化焊接头的外观检睑ISO 17639,金属材料怦缝破坏性试验■焊缝宏戏和微观检脸ISO/ TR 17671-1焊接-金属材利焊接的建议-第1部分:孤焊通用指南ISO 25239-1:201b搅持•摩擦焊-铝-第1部分:术语TSO 25239-5:20IE搅拌摩擦焊-铝-第5部分t质量检骑段求ISO 80000-1:2009,最纲和单位第1部分:总则3术语及定义ISO 209-L, ISO 857-1, ISO 3134,150 6520 b ISO 1004% ISO 15607, ISO 15613*ISO 15614-2, ISO/ PR 17671-1和ISO 252的T中的术语及定义适用于本交件-4符号及纯写术倍焊接工艺规程的符号和缩写术语参考ISO 15607: 2003表L5埠接应用及工艺规程5, 1概述焊接生产前应进行焊接工艺验证.生产商应利用以往产品的经脍和焊接技术上的基本知识,做好适用于实际生产的预焊接工艺规程(pWPS). ”pWP冏作为建立焊橙T艺评定报告(WPQR)的基础来进行删试.测试方法按照第6条。
ISO 25239系列标准2020版更新简介
狮子十之八九ISO 25239系列标准2020版(搅拌摩擦焊—铝)更新简介20201. 概述焊接工艺广泛应用于工程结构的制造中。
在二十世纪后半叶,熔化焊工艺主要用于大型结构的焊接,其中熔合是通过熔化母材和填充金属获得的。
1991年,TWI的Wayne Thomas发明了搅拌摩擦焊(FSW),它完全是在固相(不熔化)下进行的。
FSW的使用越来越多,因此ISO 25239系列标准应运而生,以确保以最有效的方式进行FSW的焊接,并对操作的各个方面进行适当的控制。
本系列标准的重点是铝的搅拌摩擦焊,因为在出版时,搅拌摩擦焊的大多数商业应用都涉及铝,例如铁路车厢、消费品、食品加工设备、航空航天结构和海洋船舶。
本系列标准的出版在2011年,基于应用条件和技术的不断发展,2020年本系列标准进行了更新。
本文为标准更新的概要,标准翻译版将在后续提供。
2 ISO 25239系列标准的组成现行有效的标准包括以下5个部分,即:ISO 25239-1:2020 搅拌摩擦焊—铝第1部分:术语ISO 25239-2:2020 搅拌摩擦焊—铝第2部分:焊接接头的设计ISO 25239-3:2020 搅拌摩擦焊—铝第3部分:焊接操作工的资格考试ISO 25239-4:2020 搅拌摩擦焊—铝第4部分:焊接工艺评定ISO 25239-5:2020 搅拌摩擦焊—铝第5部分:质量和检验要求3 主要更新内容简介3.1 ISO 25239-1:2020 搅拌摩擦焊—铝第1部分:术语与上一版相比,主要变化如下:—增加了接头区变形、操作者、插入阶段、根部缺陷、固定台肩工具和温度控制的新定义;—删除了未焊透、多道焊、生产焊接试验和单道焊的定义。
3.2 ISO 25239-2:2020 搅拌摩擦焊—铝第2部分:焊接接头的设计与上一版相比,主要变化如下:—考虑了半搭接接头;—图2得到了改进。
3.3 ISO 25239-3:2020 搅拌摩擦焊—铝第3部分:焊接操作工的资格考试与上一版相比,主要变化如下:—参照ISO 25239-5的验收等级,对焊接操作工的资格进行了变更;—焊缝的检验和验收等级的定义更新;—焊接操作工的资格考试时,NDT不再被接受作为弯曲试验的替代方法;—焊接操作工资格有效期已延长至三年,并可能再延长三年;—对附录A进行了重新编写,重点介绍了焊接装置及其操作的知识;—对附录B进行了重新编写,重点是焊接技术知识;—附件C已修改,以适应资格有效期的延长。
ISO 25239-4 2011搅拌摩擦焊 铝 焊接工艺评定(中文版)
ISO 25239-4:2011搅拌摩擦焊—铝第4部分:焊接工艺评定狮子十之八九译目录前言引言1 范围2 引用标准(略)3 名词和术语4 符号和缩写5 焊接工艺评定及过程5.1 概述5.2 pWPS中技术内容6 基于焊接工艺试验的评定6.1 概述6.2 试件6.3 试件的检验和试验6.4 认可范围6.5 焊接工艺评定报告7 基于预生产试验的评定7.1 概述7.2 试样7.3 试件的检验和试验7.4 认可范围7.5 焊接工艺评定报告附录A(信息)预备焊接工艺评定附录B(信息)非破坏试验附录C(信息)搭接接头的锤击S弯曲试验附录D(信息)焊接工艺评定报告格式文献(略)ISO(国际标准化组织)是一个世界范围内的国家标准学会(ISO成员组织)的联合体。
制定国际标准的工作经由ISO技术委员会归口负责。
每个成员组织开发一个项目,由此便形成一个技术委员会,此成员组织有权代表该技术委员会。
国际组织、政府与非政府机构协同ISO共同参与工作。
ISO针对于电工标准化所有事宜和国际电工委员会(IEC)紧密合作。
本文件的起草符合ISO/IEC 指令中第2部分的相关规则。
由技术委员会通过国际标准草案提交成员国投票表决,需要得至少75%参加表决的成员国的同意,才能作为国际标准正式发布。
ISO25239-4是由国际焊接学会制订的,国际焊接学会已被ISO理事会批准为焊接领域的国际标准化机构。
ISO25239(总的的题目:搅拌摩擦焊—铝)系列标准有以下部分组成:——第1部分:术语——第2部分:焊接接头的设计——第3部分:焊接操作工的资质——第4部分:焊接工艺评定——第5部分:质量和检验的要求对于ISO25239的本部分的任何官方问题,应通过您所在国家标准委员会递交给ISO秘书处。
焊接广泛应用于工程结构制造。
在第二十世纪后半叶以来,熔化焊接工艺(其中熔化指母材和通常是填充金属的熔化),主导了大量结构的焊接。
在1991年,韦恩托马斯(Wayne Thomas)在TWI发明的摩擦搅拌焊接(FSW),其原理是固相连接技术(不熔化)。
搅拌摩擦焊搭接hook缺陷研究现状
作者简介:张方元(1987-),男,吉林长春人,本科,主要从事铝合金及其加工工艺研究。
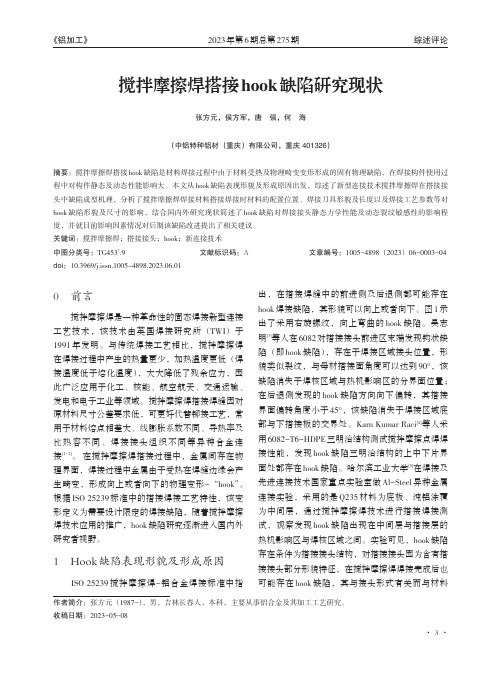
收稿日期:2023-05-08搅拌摩擦焊搭接hook 缺陷研究现状张方元,侯方军,唐强,何海(中铝特种铝材(重庆)有限公司,重庆401326)摘要:搅拌摩擦焊搭接hook 缺陷是材料焊接过程中由于材料受热及物理畸变变形形成的固有物理缺陷,在焊接构件使用过程中对构件静态及动态性能影响大。
本文从hook 缺陷表现形貌及形成原因出发,综述了新型连接技术搅拌摩擦焊在搭接接头中缺陷成型机理,分析了搅拌摩擦焊焊接材料搭接焊接时材料的配置位置、焊接刀具形貌及长度以及焊接工艺参数等对hook 缺陷形貌及尺寸的影响,结合国内外研究现状简述了hook 缺陷对焊接接头静态力学性能及动态裂纹敏感性的影响程度,并就目前影响因素情况对后期该缺陷改进提出了相关建议。
关键词:搅拌摩擦焊;搭接接头;hook ;新连接技术中图分类号:TG453+.9文献标识码:A文章编号:1005-4898(2023)06-0003-04doi:10.3969/j.issn.1005-4898.2023.06.010前言搅拌摩擦焊是一种革命性的固态焊接新型连接工艺技术,该技术由英国焊接研究所(TWI )于1991年发明。
与传统焊接工艺相比,搅拌摩擦焊在焊接过程中产生的热量更少,加热温度更低(焊接温度低于熔化温度),大大降低了残余应力,因此广泛应用于化工、核能、航空航天、交通运输、发电和电子工业等领域。
搅拌摩擦焊搭接焊缝因对原材料尺寸公差要求低,可更好代替铆接工艺,常用于材料熔点相差大、线膨胀系数不同、导热率及比热容不同、焊接接头组织不同等异种合金连接[1-2]。
在搅拌摩擦焊搭接过程中,金属间存在物理界面,焊接过程中金属由于受热在焊缝边缘会产生畸变,形成向上或者向下的物理变形-“hook ”。
根据ISO 25239标准中的搭接焊接工艺特性,该变形定义为需要设计限定的焊接缺陷,随着搅拌摩擦焊技术应用的推广,hook 缺陷研究逐渐进入国内外研究者视野。
基于ISO 25239-4标准搅拌摩擦焊工艺评定的应用
教育培训基于ISO25239-4标准搅拌摩擦焊工艺评定的应用赵海燕,冯宽,张楠,邓义刚(机械工业哈尔滨焊接技术培训中心,黑龙江哈尔滨150046)摘要:文中以高速动车组车钩面板搅拌摩擦焊为例,按ISO25239-4标准进行焊接工艺评定,在制定pWPS时应选择与实际产品相匹配的接头形式、母材组别及母材厚度。
焊后按标准进行外观检验、拉伸试验、弯曲试验、宏观试验,合格后出具WPQR,并以此为依据颁布用于生产的WPS#ISO25239-4标准中无母材、接头类型及厚度的覆盖范围,实际生产时严格按照WPS中的各项参数进行焊接。
WPS中的参数有任何变化需重新进行焊接工艺评定。
关键词:铝合金;搅拌摩擦焊;ISO25239-4;焊接工艺评定中图分类号:TG47Application of procedure qualification for friction stir welding based on ISO25239-4Zhao Haiyan,Feng Kuan,Zhang Nan,Deng Yigang%Harbiy Welding Training Institute,Harbin150046,Heilongiang,China)Abstract:In this aaicle,the friction stia welding of the couplea panel of the high-speed EMU was taken as an example.The welding procedura was qualified according ta ISO25239-4standard.When prepaang the pWPS, the joint foam,base materiai group and base materiai thickness should be selected ta match the actuai product.Afteo welding,tlie visual test,tensile test,bending test and macroscopic test were corried out according to tlie standard,and WPQR was issued after meeting C c standard,and WPS for production was issued based on this.Thera was no coveraae range of bass material,joint type,or thickness in ISO25239-4standard.In actual production,welding was corned out in sted accordanco with the parametera in WPS.A new welding procedure qualificotion muss be corried out for any changes ta tie parametera in WPS.Key words:aluminum aioy;friction sti welding;ISO25239-4;welding procedura qualification0前言搅拌摩擦焊%Friction ste welding,FSW)是英国焊接研究所于1991年发明的一项固态连接技术[1]#与传统熔焊相比,搅拌摩擦焊在焊接时无焊接烟尘、无污染、热输入低、变形量小、易实现自动化等优点,已成功应用于航空航天、船舶工业、汽车领域、轨道交通等领域(2[3)#特别是在轨道交通领域,搅拌摩擦焊已大量应用于车体及各组成部件,如地铁地板,轻轨侧墙、车顶、裙板,高速列车车钩座板〕等,涉及到的材料有5系、6系、7系铝合金[5]#任何一种焊接方法在应用于生产时必须有合理的焊接工艺规程%Welding procedure specification, WPS)焊接生产,焊接产品#在制WPS之前,焊接工艺需经过工艺验证,以确保焊接接头性能能够满足设计规范或生产需求#焊接工艺评定%Welding procedure qualificotion,WPQ)就是验证焊接工艺的合理性,是对焊接工艺的综合评判,也是评价焊接企业能否生产出符合相应规范的焊接接头的重要依据[6"7打进行焊接工艺评定时,企业可教育培训自行按照标准或规范出具焊接工艺评定报告%Welding procedure qualificetion record,WPQR),也可找第出具WPQR。
搅拌摩擦焊中外标准分析及国家标准解读
搅拌摩擦焊中外标准分析及国家标准解读赵慧慧;尹玉环;夏佩云;胡蓝;许辉;高嘉爽【摘要】搅拌摩擦焊无需焊接填充材料,热输入及焊接变形小,接头力学性能良好,在航空航天、船舶、汽车、轨道交通及电子等行业制造领域具有重要地位.在铝合金搅拌摩擦焊技术领域,引进和转化国际先进标准,制定我国国家标准,使得实际生产过程和管理过程更加具体、更加规范、更具可操作性,具有重要的实际意义.本研究从标准适用范围、搅拌摩擦焊工艺规范、铝合金搅拌摩擦焊质量与检测要求等方面对中外标准进行分析,解读国家标准,对实际焊接生产具有重要的指导意义.%Friction stir welding is a welding method without welding filler material,low heat input and small welding deformation,great joint mechanical performances.The method has played an important role in aerospace,ship,automobile,rail transportation and electronics industry.In the field of friction stir welding of aluminum alloy,the introduction and transformation of international advanced standards and the development of national standards will make the actual production process and management process more specific,more standardized and more operable,which has an important significance.In this paper,the standard applicable ranges,friction stir welding process specifications,aluminum alloy friction stir welding quality and testing requirements are analyzed between national and international standards.The national standards are interpreted.The paper has played an important guiding significance on the actual welding productions and processes.【期刊名称】《电焊机》【年(卷),期】2018(048)003【总页数】6页(P37-42)【关键词】标准对标;搅拌摩擦焊;国家标准【作者】赵慧慧;尹玉环;夏佩云;胡蓝;许辉;高嘉爽【作者单位】上海航天设备制造总厂有限公司,上海200245;上海航天设备制造总厂有限公司,上海200245;上海航天设备制造总厂有限公司,上海200245;上海航天设备制造总厂有限公司,上海200245;上海航天设备制造总厂有限公司,上海200245;上海航天设备制造总厂有限公司,上海200245【正文语种】中文【中图分类】TG457.1;TG4560 前言在经济全球化、贸易国际化的大趋势下,国际标准越来越受到世界各国的重视,在世界经济、科学技术发展中发挥着越来越重要的作用。
铝合金型材对搭接搅拌摩擦焊接头中Hook缺陷的安全评定
Electric Welding Machine·26·Electric Welding Machine本文参考文献引用格式:冯浩,刘泽鹏,张红霞,等. 铝合金型材对搭接搅拌摩擦焊接头中Hook 缺陷的安全评定[J]. 电焊机,2021,51(4):26-30.铝合金型材对搭接搅拌摩擦焊接头中Hook 缺陷的安全评定0 前言 6005A-T6铝合金具有良好的强度、可成形性和耐腐蚀性能,因其挤压成形性能优异而被应用于型材构件的生产,是标准动车组列车车体型材的主要选择。
这种型材铝合金的连接工艺主要包括铆接、熔化焊、压力焊等[1],若进行铆接,可以保证连接强度,但是由于加入了除母材外的新材料,车身质量增加,不利于轻量化。
若进行普通的熔化焊焊接,铝合金大的线膨胀系数会带来气孔、夹渣及热裂纹等缺陷,明显降低接头强度和服役下的疲劳性能。
搅拌摩擦焊接(Friction Stir Welding,FSW )作为一种新型固相连接技术,能较好地避免上述问题,可应用于所有主要系列铝合金的焊接,是铝合金优先选择的焊接方法[2]。
使用单轴肩搅拌摩擦焊焊接型材构件时,如采收稿日期:2021-01-18基金项目:国家自然科学基金青年项目(51505321)作者简介:冯 浩(1996—),男,硕士,主要从事搅拌摩擦焊的研究。
E-mail:*********************。
通讯作者:董 鹏,博士,副教授,主要从事焊接结构的疲劳与断裂和功能材料的微纳连接方面的研究。
E-mail:*****************.cn。
用对接形式,需要在背部增加支撑垫板,过程较为繁琐且易导致焊接不稳定,因此设计了一种对搭接接头形式[3],型材自带支撑搭接垫板。
但由于搭接面过长,在搅拌针的搅拌下,一部分搭接面焊接形成焊核区,一部分则不能完全焊接,被称作Hook 缺陷[4](也称吊钩缺陷),减小了上板的有效焊接厚度,相当于在搅拌区中形成了潜在的裂纹扩展路径[5]。
ISO焊接相关标准目录(2020年标准)(202010更新)

marking of equipment for air filtration -- Part 2: Requirements for testing and
ISO 22688:2020
marking of separation efficiency 钎焊—金属材料钎焊的质量要求
Brazing — Quality requirements for brazing of metallic materials
ISO 17927-2:2020
Part 1: Process specification 航空航天产品焊接—金属部件熔化焊—第 2 部分:验收标准
Welding for aerospace applications — Fusion welding of metallic components —
ISO 21904-2:2020
marking of equipment for air filtration -- Part 1: General requirements 焊接及相关工艺中的健康和安全—空气过滤设备的要求、试验和标记—第 2 部分: 分离效率测试和标记要求
Health and safety in welding and allied processes -- Requirements, testing and
1.6
ISO 25.160.50 软钎焊和硬钎焊相关标准,包括硬钎焊和软钎焊合金和设备
标准号及版本 ISO 9453:2020 ISO 9454-2:2020
ISO 9455-5:2020 ISO 9455-9:2020 ISO 18496:2020
名称 软钎焊合金—化学成分与形态 Soft solder alloys -- Chemical compositions and forms 软钎焊钎剂—分类和要求—第 2 部分:性能要求 Soft soldering fluxes -- Classification and requirements -- Part 2: Performance requirements 软钎焊钎剂—试验方法—第 5 部分:铜镜试验 Soft soldering fluxes -- Test methods -- Part 5: Copper mirror test 软钎焊钎剂—试验方法—第 9 部分:氨含量的测定 Soft soldering fluxes -- Test methods -- Part 9: Determination of ammonia content 硬钎焊—硬钎焊焊剂—分类和技术供货条件 Brazing — Fluxes for brazing — Classification and technical delivery conditions
摩擦焊通用重点技术条件检验

---------摩擦焊通用技术条件检查--------
1焊接质量检查人员需经必要旳技术培训和考核,并要严格遵守检查操作规程,对旳掌握焊缝质量检查原则。
2焊件质量检查项目见表1。
如另有特殊检查规定期,应在工艺文献中注明。
表1摩擦焊接头质量检查
3焊后需进行热解决旳产品,拉伸、弯曲、冲击试样应与产品同炉热解决。
4当调节焊机、维修焊机、每次故障、参数报警等状况发生时要做质量检查(检查项目按工艺文献拟定)。
待质量合格后,方可继续生产。
5正常生产时,除进行百分之百旳外观检查外,每批焊件取一组试样进行破坏性检查(检查项目按工艺文献规定拟定,每批不超过1000件)。
检查成果如有某项不合格时,对该不合格项目做加倍复检;如果仍不合格,该批产品为不合格。
6外观检查
6.1焊件飞边大小适中,沿圆周方向均匀分布,焊缝金属封闭良好。
6.2焊件几何形状、尺寸应符合工艺文献规定(犹如轴度、直线度、圆度、长度和直径等)。
6.3焊件焊缝直径至少应比母材直径大0.5~1mm。
6.4去掉飞边后,焊件表面不容许有裂纹。
7管状焊件应按技术文献规定进行气压、水压和压扁等检查。
哈工大ISO25239-1搅拌摩擦焊-铜合金:术语
搅拌摩擦焊-铜合金-第一部分:术语范围此部分ISO25239定义了搅拌摩擦焊的术语与定义。
在此标准中,术语“铜”涉及铜及其合金。
术语与定义针对此文件的用途,适用于下列各项术语与定义。
1、焊针可调式搅拌头adjustable probe tool此搅拌头的针长、旋转速度和旋转方向是可以调节的,焊接过程中旋转速度可能会不同于轴肩的旋转速度。
可调焊针可以修整;此搅拌头能够在不产生过多的飞边的情况下使起始与尾孔阶段形成完好的焊缝。
1 轴肩2 非焊接工作区3 搅拌针4 搅拌针下移方向5 焊接工作区6 搅拌针达到需求深度7 搅拌针上移方向a 搅拌针旋转方向b 轴肩旋转方向c 焊接方向图1 焊针可调式搅拌头2、焊缝前进侧 advancing side of weld搅拌头旋转的方向与焊接前进方向相同的焊缝一侧,见图1 序号7。
1 工件2 搅拌头3 轴肩4 搅拌针5 焊缝表面6 后退侧7 前进侧8 尾孔a 搅拌工具旋转方向b 搅拌工具向下运动c 轴向力d 焊接方向e 搅拌头向上运动图2 搅拌摩擦焊的基本原理3、轴向力 axial force沿着搅拌头旋转轴作用于工件的作用力,见图1 序号c。
4、双轴肩搅拌头 bobbin tool搅拌头由固定长度的搅拌针和两个分离的轴肩组成,见图2。
5、结束停留时间 d well time at end of weld从搅拌针在焊接前进方向停止行走,至搅拌针开始离开焊缝的这段时间。
6、起始停留时间dwell time at start of weld从搅拌针扎入材料后,至搅拌针开始向焊接方向运动的这段时间。
7、尾孔 exit hoe在焊接结束部位,搅拌头移走后留下的孔,见图1 序号11。
8、接合面faying surface一个接头中一个工件与另一个工件的接触面9、固定搅拌针fixed probe伸出轴肩固定长度的搅拌针,焊接中旋转方向、速度均与轴肩相同。
10、压力控制force control焊接过程中使搅拌头维持所需压力的措施。
ISO 25239-3 2011 搅拌摩擦焊 铝 :焊接操作工的资格考试(中文版)
ISO 25239-3:2011搅拌摩擦焊—铝第3部分::焊接操作工的资格考试狮子十之八九译目录前言引言1 范围2 引用标准(略)3 名词和术语4 要求4.1 概述4.2 焊接操作工的资格4.3 基本变量和认可范围4.4 试件的试验4.5 试验记录5 认证5.1 概述5.2 有效期附录A(标准)焊接设备单元的基本知识附录B(信息)焊接专业知识附录C(信息)FSW操作工的资格证书文献(略)ISO(国际标准化组织)是一个世界范围内的国家标准学会(ISO成员组织)的联合体。
制定国际标准的工作经由ISO技术委员会归口负责。
每个成员组织开发一个项目,由此便形成一个技术委员会,此成员组织有权代表该技术委员会。
国际组织、政府与非政府机构协同ISO共同参与工作。
ISO针对于电工标准化所有事宜和国际电工委员会(IEC)紧密合作。
本文件的起草符合ISO/IEC 指令中第2部分的相关规则。
由技术委员会通过国际标准草案提交成员国投票表决,需要得至少75%参加表决的成员国的同意,才能作为国际标准正式发布。
ISO25239-3是由国际焊接学会制订的,国际焊接学会已被ISO理事会批准为焊接领域的国际标准化机构。
ISO25239(总的的题目:搅拌摩擦焊—铝)系列标准有以下部分组成:——第1部分:术语——第2部分:焊接接头的设计——第3部分:焊接操作工的资质——第4部分:焊接工艺评定——第5部分:质量和检验的要求对于ISO25239的本部分的任何官方问题,应通过您所在国家标准委员会递交给ISO秘书处。
焊接广泛应用于工程结构制造。
在第二十世纪后半叶以来,熔化焊接工艺(其中熔化指母材和通常是填充金属的熔化),主导了大量结构的焊接。
在1991年,韦恩托马斯(Wayne Thomas)在TWI发明的摩擦搅拌焊接(FSW),其原理是固相连接技术(不熔化)。
随着FSW应用日益增加,产生了制订国际标准的需求,以确保其能以最有效的方式进行焊接,并在所有的操作方面进行合理的控制。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ISO 25239-5:2020搅拌摩擦焊—铝第5部分:质量和检验要求狮子十之八九译目录前言引言1 范围2 引用标准(略)3 名词和术语4 质量要求4.1 概述4.2 焊接人员4.3 检验和试验人员4.4 设备4.5 焊接工艺规程4.6 搅拌摩擦焊搅拌头4.7 焊接接头的准备与装配4.8 预热温度和道间温度的控制4.9 点固焊4.10焊接4.11焊后热处理4.12检验和试验4.13标识和可追溯性附录A(标准)缺欠、试验和检验、验收要求和ISO6520-1代码文献(略)ISO(国际标准化组织)是一个世界范围内的国家标准学会(ISO成员组织)的联合体。
制定国际标准的工作经由ISO技术委员会归口负责。
每个成员组织开发一个项目,由此便形成一个技术委员会,此成员组织有权代表该技术委员会。
国际组织、政府与非政府机构协同ISO共同参与工作。
ISO针对于电工标准化所有事宜和国际电工委员会(IEC)紧密合作。
本文件的制订和进一步修订程序在ISO/IEC 指令中第1部分中有描述,须特别注意针对不同类型的ISO文件,有不同的审批标准。
本文件的起草符合ISO/IEC 指令中第2部分的相关规则(/directives)。
请注意本文件有些部分可能涉及专利权。
ISO不识别这些专利权。
关于制订该文件所涉专利权的细节,见ISO 专利声明清单(见/patent)。
本文档中使用的任何商业名称都是为了方便用户而提供的信息,而不是一种认可。
关于标准的自愿性质、ISO特定术语的含义以及与符合性评估有关的表达的含义,以及关于ISO 在技术性贸易壁垒(TBT)中遵守世界贸易组织(WTO)原则的信息,见/iso/foreword.html。
ISO 25239-1由IIW国际焊接学会起草,该学会已被批准为国际标准化机构,第三委员会,电阻焊,固态焊接及相关连接工艺,在焊接领域,通过与欧洲标准化委员会(CEN)技术委员会CEN/TC 121《焊接及相关工艺》的合作,ISO理事会根据ISO与CEN之间的技术合作协议(维也纳协议)。
此第二版代替失效的第一版(ISO 25239-5:2011),此版本有技术性修改。
与上一版相比,主要变化如下:—附录A中增加了评估焊接质量的三种不同验收等级的定义;—表A.1中增加了以下缺欠:角度偏差、接头区域变形、表面破裂空腔、固体夹杂、接头残余和多重缺陷;—无损检测和目视检测人员的要求符合ISO 17637ISO 25239系列标准的所有部分可在ISO网页搜索。
对于本标准的任何官方问题,应通过您所在国家标准委员会递交给ISO/TC44/SC10的秘书处。
这些机构列表见。
焊接广泛应用于工程结构制造。
在第二十世纪后半叶以来,熔化焊接工艺(其中熔化指母材和通常是填充金属的熔化),主导了大量结构的焊接。
在1991年,韦恩托马斯(Wayne Thomas)在TWI发明的摩擦搅拌焊接(FSW),其原理是固相连接技术(不熔化)。
随着FSW应用日益增加,产生了制订国际标准的需求,以确保其能以最有效的方式进行焊接,并在所有的操作方面进行合理的控制。
本国际标准着重于铝的搅拌摩擦焊,因为在出版时,搅拌摩擦焊的大多数商业应用与铝有关。
例如轨道车辆、消费品、食品加工设备、航空航天结构和船舶。
1 范围本文件规定了制造商使用搅拌摩擦焊(FSW)工艺生产指定质量产品的能力的方法。
本文件规定了质量要求,但未针对特定产品进行明确规定。
本文件中,术语“铝”指铝及其合金。
ISO25239系列标准的本部分不适用与搅拌摩擦焊点焊,ISO 18785系列标准适用于搅拌摩擦焊点焊。
2 引用标准(略)3 名词和术语ISO/TR 25901系列, 和ISO 25239-1中的名词和术语适用于本标准。
4 质量要求4.1 概述这些要求仅涉及影响使用FSW焊接的产品质量的那些方面。
4.2 焊接人员4.2.1概述制造商应有足够的胜任人员根据规定要求计划、执行和监督FSW生产操作。
4.2.2焊接操作工焊接操作工应根据ISO25239-3获得资质。
质量记录应保持更新。
4.3 检验和试验人员4.3.1概述在使用搅拌摩擦焊接生产时,制造商应有足够的胜任人员根据规定要求来计划、执行和监督检验和试验操作。
4.3.2非破坏性检验人员(外观检验人员)非破坏性检验(包括外观检验员)和对最终结果的评估应由有资质和能力的人员执行。
建议该类人员具有符合ISO 9712或相关行业相应级别的同等标准的资质。
4.3.3破坏性试验人员进行破坏性试验的人员应针对这些试验方法进行培训。
4.4 设备4.4.1适合的设备设备应适合相应的应用领域。
焊接设备(例如机械设备和FSW搅拌头)应能生产满足附件A规定的验收要求的焊缝。
焊接设备应保持完好状态,当焊接操作员、检验人员或焊接责任人员配合下对设备的运行能力进行了的分析,并进行维修或调整。
4.4.2合格的机器焊接设置的重复性试验应进行重复性试验以证明焊接设备可重复生产,能生产出满足附件A中要求的焊缝。
当出现下列情况时,应进行重复性试验:——安装新的或翻新的设备后;——设备的关键部件损坏、修理或更换;——设备未规定的要求移动或移走;——固定设备从一个位置移动到另一个位置。
对于设备,可重复性试验应按照生产中使用的WPS进行。
至少应进行三次试验,并取得满意结果。
4.4.4设备的维护制造商应有书面的设备维护计划。
该计划应确保对相关WPS中列出的控制变量进行检查。
维护计划可能限于那些对生产符合质量要求的焊缝必不可少的项点。
例如,这些项点如下:——导轨和机械夹具的状态;——用于焊接设备操作的仪表和量规的状态;——电缆、软管和接头的状态;——机械化或自动焊接设备控制系统的状态;——热电偶和其他温度测量仪器的情况;——地线夹、工装和夹具的状态。
焊接前,与工件接触的工装、夹具应清洁且无对焊缝产生有害影响的污染物(如油、油脂和污物)。
有缺陷的设备不能使用。
4.5 焊接工艺规程制造商应确保WPS能正确的指导生产。
4.6 搅拌摩擦焊搅拌头4.6.1标识生产中使用的FSW工具在使用前做永久性标识。
4.6.2搅拌摩擦焊搅拌头的检查正确的工具几何形状对于获得优质搅拌摩擦焊焊缝至关重要。
所以第一次使用时,FSW工具应经过清理,做到无污染(如油、油脂或灰尘),使其不会影响焊缝的质量。
因为搅拌头是易损件,应根据书面规程,定期对其磨损情况进行检查。
4.7 焊接接头的准备与装配4.7.1接头准备每个接头的边缘形状应按照WPS准备。
根部间隙应按照WPS准备。
4.7.2焊接清理焊前清理应按照WPS进行。
母材应经过清理,做到无污染(如油、油脂或灰尘),使其不会影响焊缝的质量。
4.8 预热温度和道间温度的控制应根据WPS控制预热温度和道间温度。
4.9 点固焊如果要求点固焊,点固焊应根据WPS完成。
4.10焊接焊接应根据WPS完成。
4.11焊后热处理如果要求焊后热处理,焊后热处理应根据WPS完成。
制造商应对焊后热处理的工艺规程和执行负完全责任(例如,固溶热处理、消除应力或时效处理)。
根据产品标准或规定要求,此工艺应适合母材、焊接接头和焊接部件。
应记录热处理过程中的数据。
记录应证明其符合本部分要求并能追溯到热处理部件。
4.12检验和试验4.12.1概述检验的位置和频次基于应用标准或产品结构形式。
4.12.2焊前的检验和试验焊接开始之前,需要检查下列要素:——适合的和有效的焊接操作工的资质——适合的WPS——母材及供货状态——接头准备(例如形状和尺寸)——接头的装配、夹紧和定位——根据WPS焊接参数的设定——预热和道间温度4.12.3焊中的检验和试验焊接期间,焊道顺序应定期或连续的监督。
4.12.4焊后的检验和试验4.12.4.1 概述焊接后,应确定其符合有关应用标准或相关要求:——外观检验——非破坏性检验——破坏性试验——焊接件的形状、角度和尺寸——焊后处理的结果和记录(例如焊后热处理和时效)4.12.4.2 外观检验外观检验根据ISO17637执行。
4.12.4.3 渗透检验渗透检验根据ISO3452-1执行。
4.12.4.4 射线检验射线检验根据ISO17636(所以部分)执行。
当设计规程或其它相关要求规定,可以使用超声波检验代替射线检验。
当要求使用射线检验检验搭接接头或部分熔透对接接头,设计规程应确定验收等级。
4.12.4.5 超声波检验超声波检验根据ISO17640执行。
当采用侵入式超声波或相控阵超声波检验时,设计规程或相关要求应确定适用的标准或要求。
4.12.4.6 型式试验当由设计规程或相关要求规定时,证明试验可结合或代替4.12.4.3(渗透检验)、4.12,4.4(射线检验)和4.12.4.5(超声波检验)中列出的检验方法使用。
4.12.4.7 拉伸试验拉伸试验试样的准备和拉伸试验应根据ISO4136执行。
4.12.4.8 弯曲试验弯曲试验试样的准备和弯曲试验应根据ISO 25239-4执行。
4.12.4.9 硬度试验硬度应根据ISO9015-1或ISO9015-2执行,如果要求。
4.12.4.10 断裂试验断裂应根据ISO9017执行。
4.12.4.11 其它破坏性试验ISO 25239这一部分中未规定的其它破坏性试验、工艺或技术(例如,冲击试验、疲劳试验或低倍金相检验和微观检验)可结合本标准所规定的试验使用。
如果要求一种或多种其它试验方法,则应根据相关国际标准执行。
4.12.5损坏和不合格焊缝如果受损焊缝的修复涉及焊接,则应按照WPS进行修复。
焊缝的返修应完全符合本标准的要求。
4.12.6正确的焊缝几何形状沿摩擦搅拌焊缝的边缘的焊趾凸起或其他突出的材料和过度渗透可能通过不降低母体金属性能的方法去除。
此操作应使焊缝和母材的厚度保持在公差范围内。
4.13标识和可追溯性焊缝与WPS和焊接操作者或操作者的之间的识别和可追溯性,应在整个制造过程中保持。
附录A(标准)缺欠、试验和检验、验收等级和ISO6520-1代码表A.1中的缺欠的描述是基于ISO 10042,结合搅拌摩擦焊的规定。
质量等级提供了基本的参考数据,但没有对特定产品进行规定。
这些数据是基于制造中的接头类型,而不是产品或组件本身。
通常情况下,通过指定一个质量等级,可以对特定焊接缺欠的尺寸进行限制。
某些情况下,对于同一焊接接头中的不同缺陷,有必要规定不同的质量等级。
产品质量等级的选择应基于设计、后续的加工工艺(例如表面加工)、承载情况(例如静载、动载),服役条件(例如温度、环境)和失效后果。
经济性因素也是十分重要的,这不仅仅指焊接本身,也包括检验、试验和返修。
表A.1缺欠、试验和检验、验收等级和ISO6520-1[3]代码表面过渡粗糙表面缺欠(会影响截面尺寸)延伸到表面的孔穴两个孔穴之间的距离小于两个孔穴中较小孔穴直径时,将其看做一个孔穴熔深没有达到要求值同一截面发现多个夹杂物,总和=l1+l2+……图纸中提及时使用文献(略)。