GB射线照相检测术语
什么是 NDT
什么是 NDT ?NDT 是无损检测的英文(Non-destructive testing)缩写。
NDT 是指对材料或工件实施一种不损害或不影响其未来使用性能或用途的检测手段。
通过使用 NDT,能发现材料或工件内部和表面所存在的缺欠,能测量工件的几何特征和尺寸,能测定材料或工件的内部组成、结构、物理性能和状态等。
NDT 能应用于产品设计、材料选择、加工制造、成品检验、在役检查(维修保养)等多方面,在质量控制与降低成本之间能起最优化作用。
NDT 还有助于保证产品的安全运行和(或)有效使用。
NDT 包含了许多种已可有效应用的方法,最常用的 NDT 方法是:射线照相检测、超声检测、涡流检测、磁粉检测、渗透检测、目视检测、泄漏检测、声发射检测、射线透视检测等。
由于各种 NDT 方法,都各有其适用范围和局限性,因此新的 NDT 方法一直在不断地被开发和应用。
通常,只要符合 NDT 的基本定义,任何一种物理的、化学的或其他可能的技术手段,都可能被开发成一种 NDT 方法。
在我国,无损检测一词最早被称之为探伤或无损探伤,其不同的方法也同样被称之为探伤,如射线探伤、超声波探伤、磁粉探伤、渗透探伤等等。
这一称法或写法广为流传,并一直沿用至今,其使用率并不亚于无损检测一词。
在国外,无损检测一词相对应的英文词,除了该词的前半部分——即 non-destructive 的写法大多相同外,其后半部分的写法就各异了。
如日本习惯写作 inspection,欧洲不少国家过去曾写作 flaw detection、现在则统一使用 testing,美国除了也使用 testing 外,似乎更喜欢写作 examination 和 evaluation。
这些词与前半部分结合后,形成的缩略语则分别是 NDI、NDT 和 NDE,翻译成中文就出现了无损探伤、无损检查(非破坏检查)、无损检验、无损检测、无损评价等不同术语形式和写法。
实际上,这些不同的英文及其相应的中文术语,它们具有的意义相同,都是同义词。
钢结构焊缝射线照相检验实施细则
***公司钢构作业指导书钢结构焊缝射线照相检验文件编号:版本号:编制:批准:生效日期:主题钢结构焊缝射线照相检验实施细则生效日期钢结构焊缝射线照相检验实施细则1. 检测依据1.1 GB50205-2001钢结构工程施工质量验收规范1.2 JGJ81-2002建筑钢结构焊接技术规程1.3 TB10212-2009铁路钢桥制造规范1.4 JTG/T F50-2011公路桥涵施工技术规范1.5 GB/T3323-2005金属熔化焊焊接接头射线照相2. 适用范围:适用于2~50厚材厚度的碳钢,低合金钢、不锈钢、铝及铝合金、钛及钛合金材料对接焊接、钢管对接、焊缝的X射线探伤。
3.设备仪器X射线机(型号)具备有足够的穿透力4. 检测技术要求4.1按照GB50205-2001规范中第5.2.4条的规定,当超声波探伤不能对缺陷作出判断时,应采射线探伤,其检验等级及缺陷分级按表1执行。
表14.2按照TB10212-2009规范中第4.9.14条的规定,对于母材厚度小于或等于30mm(不等厚对接时,按薄板计)的主要杆件受拉的横向、纵向对接缝除按表2的规定进行超声探伤外,还应按接头数量的10%(不少于一个焊接接头)射线照相检验。
探伤范围为焊缝两端各250~300mm,焊缝长度大于1200mm,中部加探250~300mm。
对表面余高不需磨平的十字交叉(包括T字交叉)对接焊缝应在十字交叉中心的120~150mm范围内进行100%射线照相检验。
射线透照技术等级采用B级(优化级),焊缝内部质量达应到II级。
4.3按照JTG/T F50-2011规范中第19.6条的规定,射线探伤的质量分级、检验方法、检验部位和等级应符合表2的规定表25.检测前的准备5.1 仪器准备: X射线机按操作规程训机5.2 材料准备:适用合格中胶片、增感屏、暗袋、像质计,配制相应要求的显、定影液、准备好各类铅字、箭头、中心标记,搭接标记、贴片框及防散射的铅垫板。
常用无损检测国家标准
常用无损检测国家标准1. GB/T 33232019《金属材料熔化焊焊接接头射线照相检测》该标准规定了金属材料熔化焊焊接接头射线照相检测的基本要求、技术要求和检测方法。
适用于碳素钢、低合金钢、不锈钢、钛合金、镍基合金等金属材料的焊接接头射线照相检测。
2. GB/T 15002018《金属覆盖层厚度测量方法》该标准规定了金属覆盖层厚度测量的基本要求、技术要求和测量方法。
适用于电镀、热浸镀、喷镀等金属覆盖层的厚度测量。
3. GB/T 234552009《无损检测超声检测通用技术条件及等级分类》该标准规定了超声检测的基本要求、技术要求和等级分类。
适用于金属材料、非金属材料、复合材料等超声检测。
4. GB/T 77052008《无损检测渗透检测》该标准规定了渗透检测的基本要求、技术要求和操作方法。
适用于金属材料、非金属材料、复合材料等渗透检测。
5. GB/T 6417.12005《无损检测磁粉检测》该标准规定了磁粉检测的基本要求、技术要求和操作方法。
适用于金属材料、非金属材料、复合材料等磁粉检测。
6. GB/T 16825.12011《无损检测术语》该标准规定了无损检测领域的术语及其定义。
适用于无损检测技术、设备、方法、标准等方面的术语统一。
7. GB/T 113452013《无损检测渗透检测技术条件》该标准规定了渗透检测技术的基本要求、技术要求和检测方法。
适用于金属材料、非金属材料、复合材料等渗透检测。
8. GB/T 12604.12010《无损检测术语》该标准规定了无损检测领域的术语及其定义。
适用于无损检测技术、设备、方法、标准等方面的术语统一。
9. GB/T 126062010《无损检测磁粉检测技术条件》该标准详细规定了磁粉检测技术的基本要求、技术要求和操作方法。
适用于铁磁性材料如碳钢、合金钢、铸铁等的表面和近表面缺陷的检测。
10. GB/T 50972018《无损检测超声波探伤》该标准适用于金属材料和部分非金属材料的超声波探伤,规定了超声波探伤的基本要求、技术要求和操作方法。
无损检测射线照相底片的评定

底片质量要求
3.影像识别要求 底片上所显示的像质计、定位标记、识别标 记、等符号,必须位臵正确类别齐全、数量 足够,且不掩盖被检焊缝影像并离焊缝5mm。 4.不允许的假缺陷 在底片评定区域内不应有妨碍底片评定的假 缺陷。如:灰雾、水迹、化学污斑、暗室处 理条纹、划痕、指纹、静电痕迹、黑点、撕 裂和增感屏不好造成的假缺陷。
射线照相底片的评定
评片工作的基本要求
缺陷是否能够通过射线照相而被检出,取决于若干环 节。 首先,必须使缺陷在底片上留下足以识别的影象,这 涉及到照相质量方面的问题。 其次,底片上的影象应在适当条件下得以充分显示, 以利于评片人员观察和识别,这与观片设备和环境条 件有关。 第三,评片人员对观察到的影象应能作出正确的分析 与判断,这取决于评片人员的知识、经验、技术水平 和责任心。 按以上所述,对评片工作的基本要求可归纳为三个方 面: 即底片质量要求,设备环境条件要求和人员条件要求。
焊接热影响区不同温度范围与钢状态图的关系 (图中TG一晶粒长大温度) a)焊接热影响区各部分的组织分布 b)铁碳状态图(低碳钢部分) c)焊接热
与评片基本要求的相关知识
1)熔化区: 它的温度处于固相线和液相线之间,是焊缝金属和 基本金属发生焊接的一段,紧邻焊缝,该处母材的 晶粒部分熔化,由于晶粒传热性能不同,各晶粒熔 化不一致,所以在显微镜下,也很难辨认熔化线。 2)过热区: 该区的温度处在1100一1490℃,在固相线以下。 在这样高的温度下,奥氏体晶粒剧烈的长大,冷却 后得到的是粗大的过热组织。 3)完全重结晶区: 加热温度处于1100℃到Ac3以上的区域。金属在此 温度下全部变成奥氏体,在空气中冷却后得到的是 热处理正火相同的效果。
无损检测标准一览表

49.JB/T 8428—2006 无损检测 超声检测用试块
50.JB/T 9218—2007 无损检测 渗透检测
51.JB/T 10658—2006 无损检测 基于复平面分析的焊缝涡流检测
52.JB/T 10814—2007 无损检测 超声表面波检测
24.GB/T 17455—2008 无损检测 表面检测的金相复型技术
25.GB/T 18694—2002 无损检测 超声检验 探头及其声场的表征
26.GB/T 18851.1—2005 无损检测 渗透检测 第1部分:总则
27.GB/T 18851.2—2008 无损检测 渗透检测 第2部分:渗透材料的检验
39.GB/T 19803—2005 无损检测 射线照相像质计 原则与标识
40.GB/T 19937—2005 无损检测 渗透探伤装置 通用技术要求
41.GB/T 19938—2005 无损检测 焊缝射线照相和底片观察条件 像质计推荐型式的使用
42.GB/T 19943—2005 无损检测 金属材料X和伽玛射线照相检测 基本规则
20.GB/T 15822.2—2005 无损检测 磁粉检测 第2部分:检测介质
21.GB/T 15822.3—2005 无损检测 磁粉检测 第3部分:设备
22.GB/T 15830—2008 无损检测 钢制管道环向焊缝对接接头超声检测方法
23.GB/T 16544—2008 无损检测 伽玛射线全景曝光照相检测方法
61.JB/T 10661—2006 无损检测 锻钢材料超声检测 万向节的检测
62.JB/T 10662—2006 无损检测 聚乙烯管道焊缝超声检测
5677-85铸钢件射线照相及底片等级分类方法

GB/T 5677-85铸钢件射线照相及底片等级分类方法中华人民共和国国家标准GB/T 5677-85铸钢件射线照相及底片等级分类方法本标准规定了厚度为5~300mm铸钢件的X射线、γ射线照相方法及射线底片等级分类方法。
1 射线照相方法1.1 射线照相方法的要求1.1.1 铸钢件表面必须清理干净,经外观检查合格后才能进行射线照相。
1.1.2 工件表面应采用永久性或半永久性标记作为对每张射线底片重新定义的依据。
不适合打印标记时,应采用透视部位详细草图或其他标记方法。
1.1.3 探伤人员必须具备有关射线基本理论和操作技术,应该了解被探工件的铸造工艺和使用条件,并取得有关无损检测人员资格鉴定机关的射线探伤资格证书。
1.2 射线照相灵敏度1.2.1 射线照相灵敏度用下式表示:K=[d/t]×100式中:K--以百分数表示的射线照相灵敏度,%;d--射线照相底片上可辨认到的最细钢线直径,mm;t--铸钢件被透照处的厚度,mm。
1.2.2 射线照相灵敏度分为A级(普通灵敏度级)和B级(高灵敏度级)。
A级射线照相灵敏度K A≤2.0%;B级射线照相灵敏度K B≤1.5%。
但透照厚度小于10mm时,底片上必须读出直径为0.2mm的象质计钢线。
1.3 射线源的选择X射线管电压的选择按图1,其他射线源可根据透照厚度和灵敏度级别按表1选择。
图1 管电压与透照厚度关系制的前屏及后屏。
1.4 胶片的选择在适当曝光时间内应根据铸钢件厚度,照相灵敏度和增感方式选择胶片种类。
A级方法应使用3型或者粒度更小的胶片;B级方法应使用2型或1型胶片。
胶片类型的选择见表2。
本标准中应使用金属和金属荧光增感屏。
金属屏的厚度可按表3选择。
100kV以下射线源,可不用前屏。
1.6 焦距的确定确定射线源到工件的最小距离(f),加上工件透照厚度(t)即为所需的焦距。
f值可按附录A(补充件)中的任意一种方法确定。
1.7 散射线的屏幕蔽1.7.1 为了提高射线照相灵敏度可采用如下几种方法屏蔽散射线:a. 在射线源的窗口加铅罩和滤光板;b. 工件非透照部位用厚铅板屏蔽;c. 暗盒后边垫壁厚大于2mm铅板屏蔽;d. 透照工作台用6mm厚铅板覆盖;e. 用铅丸、铁豆砂和补偿液屏蔽。
铸件 工业计算机射线照相检测-最新国标

目次1范围 (1)2规范性引用文件 (1)3术语和定义 (1)4符号 (4)5订货须知 (4)6计算机射线照相技术分级与补偿规则 (5)7 一般要求 (6)8 检测技术 (7)9 图像评定 (21)10 检测记录和报告 (21)附录A(资料性)环形铸件最少透照次数的确定 (23)附录B(规范性)图像最低像质值 (28)附录C(规范性)基本空间分辨率的确定 (31)附录D(规范性)归一化信噪比的确定 (35)附录E(规范性)最小灰度值的确定 (37)附录F(资料性)关于灰度值论述 (40)铸件工业计算机射线照相检测1 范围本文件规定了铸件采用存储磷光成像板(IP)的工业计算机X和γ射线照相检测技术分级和补偿规则、一般要求、检测技术、图像评定等。
本文件适用于钢、铁、铜及铜合金、镍及镍合金、镁及镁合金、铝及铝合金、钛及钛合金等材料的铸件,其它金属材料铸件也可参照使用。
2 规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GBZ 98 放射工作从业人员健康标准GBZ 117 工业探伤放射防护标准GB/T 5677 铸件射线照相检测GB/T 9445 无损检测人员资格鉴定与认证GB/T 12604.2 无损检测术语射线照相检测GB 18871 电离辐射防护与辐射源安全基本标准GB/T 21355 无损检测基于存储磷光成像板的工业计算机射线照相检测系统分类GB/T 23901.1 无损检测射线照相检测图像质量第 1部分: 丝型像质计像质值的测定GB/T 23901.2 无损检测射线照相检测图像质量第 2部分:阶梯孔型像质计像质值的测定GB/T 23901.5无损检测射线照相检测图像质量第5部分:双丝型像质计图像不清晰度的测定GB/T 23910 无损检测射线照相检测用金属增感屏GB/T 25758(所有部分)无损检测工业X射线系统焦点特性GB/T 39427 无损检测工业Ir192伽玛射线源尺寸测定方法3 术语和定义GB/T 12604.2界定的以及下列术语和定义适用于本文件。
射线检测三级培训教材 第7章 射线照相检验标准07(163~174)P12 T

第7章射线照相检验标准7.1 射线照相检验标准概述目前,国内外制订的射线检验方面的标准,按内容可分为射线照相检验技术(或方法)标准、射线照相检验质量控制标准、射线照相检验参考底片标准、射线照相检验的器材和术语方面的标准等。
对于一般的射线照相检验人员,需要深入理解和掌握的主要是关于射线照相检验技术标准及射线照相检验质量控制标准。
由于射线照相检验技术和射线照相检验质量控制的内容常常是连贯的,因此,在射线照相检验技术标准中总是包括了主要的质量控制内容,也已有一些射线照相检验标准,同时包含了质量控制标准的内容。
我国的射线照相检验技术标准主要可分为国家标准(GB)、国家军用标准(GJB)、行业(部门)标准、企业标准。
从目前的情况看,我国的射线检测标准系列正在不断完善过程中,近年,各方面的标准正在修订或制订,以适应射线检测技术的发展。
对我国影响较大的国外射线照相检验技术标准主要是国际标准化组织标准(ISO)、欧洲标准(EN)、德国标准(DIN)、英国标准(BS)、日本工业标准(JIS)、美国材料试验学会标准(ASTM)、美国机械工程师学会标准(ASME),此外还有美国军用标准(MIL)。
近几年,更重要的是欧洲标准和美国标准。
总的来说,美国材料试验学会标准制定较快,数量多,比较及时地反映了射线检测技术的发展。
欧洲标准构成了较完整的系统,更注重比较成熟的技术。
国际标准化组织标准,由于国际合作关系而受到重视,近年也在不断修订。
部分标准的目录见附录Ⅲ。
7.2 GJB 1187A—2001(射线检验)的主要规定7.2.1标准简介GJB 1187A—2001是GJB 1187—1991版(第一版)的修订版。
该标准规定了金属材料、非金属材料及其零部件X射线和γ射线照相检验的要求,也规定了对影响检验结果的主要因素的质量控制要求。
适用于军用产品生产和科研中使用的金属、非金属材料及其零部件和构件的X射线和γ射线照相检验。
这次修订的主要特点是:在技术内容的主要规定上,参考了近年国外较多重要标准的规定,如ISO5579:1998《无损检测金属材料X射线和γ射线照相检验通则》、欧洲标准EN 1435:1997《无损检测焊接检验—熔焊接头的射线照相检验》等。
钢熔化焊对接接头射线照相和质量分级

钢熔化焊对接接头射线照相和质量分级及使用说明1 引言1.1本标准规定2-200mm母材厚度钢熔化焊对接接头(以下称为焊缝)的x射线和γ射线照相方法以及焊缝的质量分级。
1.2照相质量等级、照相范围和焊缝的质量等级,应按产品技术条件和有关的规定,也可以由设计、制造和使用单位根据产品的具体使用情况决定。
2 人员的要求2.1从事射线照相检验的人员必须持有国家有关部门颁发的,并与其工作相适应的资格证书。
2.2评片人员的视力应每年检查一次。
校正视力不得低于1.0并要求距离400mm能读出高为0.5mm,间隔为0.5mm的一组印刷体字母。
3 射线照相质量分级按所需要达到的底片影象质量,射线照相方法为A级(普通级)AB级(较高级)和B级(高级)。
选用B级时,焊缝余高应磨平。
4 表面状态焊缝及热影响区的表面质量(包括余高高度)应经外观检查合格。
表面的不规则状态在底片上的图象应不掩盖焊缝中的缺陷或与之相混淆,否则应做适当的修整。
5 射线源和能量的选择5.1管电压400kV以下的x射线透照焊缝时,不同透照厚度T A所允许的最高管电压(工作范围)见图1 。
5.2γ射线和高能x射线γ射线和1MeV以上的x射线透照母材厚度的范围见表1。
注:采用内透法(中心法或偏心法)时,母材厚度可为表1下限值的1/2。
图1 透照厚度和允许使用的最高管电压6 工业射线胶片和增感屏6.1胶片胶片按银盐颗粒度由小到大的顺序,分为J1、J2、J3三种,见表2。
可按象质级别由高而低的顺序选用。
6.2增感屏射线照相采用金属增感屏或不用增感屏,金属增感屏的选用见表3,在个别情况下,可使用萤光增感屏,但只限于A级。
6.3胶片和增感屏的接触胶片和增感屏在透照过程中应始终相互紧贴。
7 线型象设计象质计是用来检查透照技术和胶片处理质量的。
衡量该质量的数值是象质指数。
它等于底片上能识别出的最细钢丝的线编号。
7.1线型象质计的型号和规格线型象质计的型号和规格应符合GB5618-85《线型象设计》的规定。
火力发电厂金属监督五大常规无损检测的特点及应用范围
火力发电厂金属监督五大常规无损检测的特点及应用范围一、射线检测射线检测是五大常规无损检测方法之一,简称RT。
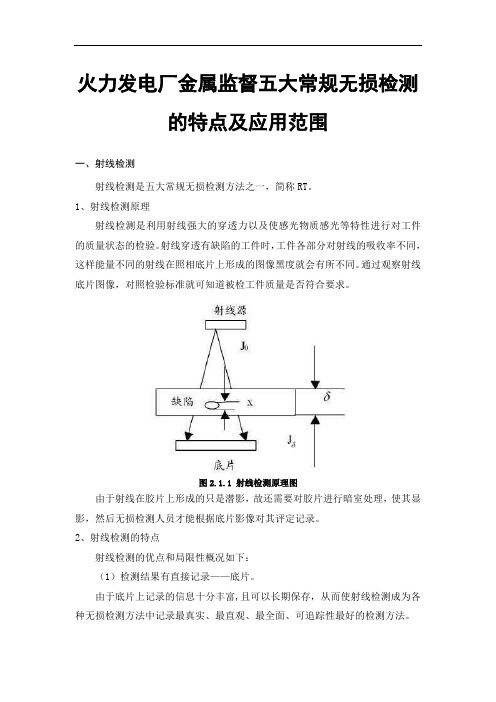
1、射线检测原理射线检测是利用射线强大的穿透力以及使感光物质感光等特性进行对工件的质量状态的检验。
射线穿透有缺陷的工件时,工件各部分对射线的吸收率不同,这样能量不同的射线在照相底片上形成的图像黑度就会有所不同。
通过观察射线底片图像,对照检验标准就可知道被检工件质量是否符合要求。
图2.1.1 射线检测原理图由于射线在胶片上形成的只是潜影,故还需要对胶片进行暗室处理,使其显影,然后无损检测人员才能根据底片影像对其评定记录。
2、射线检测的特点射线检测的优点和局限性概况如下:(1)检测结果有直接记录——底片。
由于底片上记录的信息十分丰富,且可以长期保存,从而使射线检测成为各种无损检测方法中记录最真实、最直观、最全面、可追踪性最好的检测方法。
(2)可以获得缺陷的投影图像,缺陷定性定量准确。
各种无损检测方法中,射线检测对缺陷定性是最准的。
在定量方面,对体积型缺陷(气孔、夹渣类)的长度、宽度尺寸的确定也很准,其误差大致在零点几毫米。
但对面积型缺陷(如裂纹、未熔合类),如缺陷端部尺寸(高度和张口宽度)很小,则底片上影像尖端延伸可能辨别不清,此时定量数据会偏小。
(3)体积型缺陷检出率很高。
而面积型缺陷的检出率受到多种因素影响体积型缺陷是指气孔、夹渣类缺陷。
一般情况下,射线检测大致可以检出直径在试件厚度1%以上的体积型缺陷,但在薄试件中,受人眼分辨率的限制,可检出缺陷的最小尺寸大致在0.5mm左右。
面积型缺陷是指裂纹、未熔合类缺陷,其检出率的影响因素包括缺陷形态尺寸、透照厚度、透照角度、透照几何条件、源和胶片种类、像质计灵敏度等。
由于厚工件影像细节显示不清,所以一般来说厚试件中的裂纹检出率较低,但对薄试件,除非裂纹或未熔合的高度和张口宽度极小,否则只要照相角度适当,底片灵敏度符合要求,裂纹检出率还是足够高的。
无损检测相关要求

⽆损检测相关要求⽆损检测相关要求⽬前,公司所施⼯的项⽬普遍存在的现象,⽆损检测制约着管道系统试压进度⼯作及交⼯资料整理⼯作。
所以,管道安装⼯程的⽆损检测⼯作需要加⼤⼒度做好管理⼯作。
⼀.⽆损检测内容:(⼀)射线检验(RT)射线检验(RT)按照射线源的不同分为X射线、γ射线。
其主要特点有:1、射线照相法⽤底⽚作为记录介质,可以直接得到缺陷的直观图象,且可以长期保存。
通过观察底⽚能够⽐较准确地判断出缺陷的性质、数量、尺⼨和位置。
2、射线照相法容易检出那些形成局部厚度差的缺陷。
对⽓孔和夹渣之类缺陷有很⾼的检出率,对裂纹类缺陷的检出率则受透照⾓度的影响。
3、射线照相法适⽤于⼏乎所有材料,它对试件的形状、表⾯粗糙度没有严格要求。
(⼆)超声波检验(UT)与射线检测⽅法相⽐,它具有成本低、操作⽅便、检测厚度⼤,对⼈体及环境⽆害的特点,特别对裂纹、未熔合等⾼危险性的⾯状缺陷有较⾼的检测灵敏度。
但也有判断缺陷不直观,难以定性和受操作者技术⽔平、经验、责任⼼的影响等缺点。
在焊接结构(产品)的质量检验与控制过程中,常常是射线与超声波配合使⽤,以提⾼检测结果的可靠性。
(三)磁粉检验(MT)磁粉检测是⽤来检查焊缝及热影响区的表⾯和近表⾯缺陷,磁粉检测仅适⽤于铁磁性材料,对于有⾊⾦属、奥⽒体钢、⾮⾦属不能采⽤。
(四)渗透检测(PT)渗透检测包括着⾊法和荧光法两种。
渗透检测是检查⼯件或材料表⾯缺陷的⼀种⽅法,它不受材料磁性的限制,除多孔材料外,⼏乎⼀切材料的表⾯缺陷都可以采⽤此法,但操作⼯序⽐较复杂。
⼆、与⽆损检测相关的规范及要求GB50235-1997《⼯业⾦属管道⼯程施⼯及验收规范》根据其7.4.3条要求:管道焊缝检验的射线检测数量应符合下列规定:(⼀)100%检测⽐例的对接焊缝,质量等级不低于Ⅱ级:1.输送剧毒液体的管道;2.输送设计压⼒≥10 Mpa或设计压⼒≥4Mpa且设计温度≥400℃的可燃流体、有毒流体的管道;3.输送设计压⼒≥10 Mpa且设计温度≥400℃的⾮可燃流体、⽆毒流体的管道;4.设计温度<-29℃的低温管道;5.设计⽂件要求进⾏的100%检测⽐例的管道。
无损检测标准
无损检测标准1、通用基础GB5616-1985 常规无损探伤应用导则GB/T9445-1999 无损检测人员技术资格鉴定通则GB/T14693-1993 焊缝无损检测符号GB16357-1996 工业X射线探伤放射卫生防护标准JB4730-1994压力容器无损检测DL/T675-1999 电力工业无损检测人员资格考核规则GB3805-93 特低电压(ELV)限值2、射线检测GB3323-1987 钢熔化焊对接接头射线照相和质量分级GB5097-1985 黑光源的间接评定方法GB5677-1985 铸钢件射线照相及底片等级分类方法GB/T11346-1989 铝合金铸件X射线照相检验针孔(图形)分级GB/T11851-1996压水堆燃料棒焊缝X射线照相检验方法GB/T12469-1990 焊接质量保证钢熔化焊接头的要求和缺陷分类GB/T12604.2-1990 无损检测术语射线检测GB/T12605-1990 钢管环缝熔化焊对接接头射线透照工艺和质量分级GB/T16544-1996 球形储罐γ射线全景曝光照相方法GB/T16673-1996 无损检测用黑光源(UV-A)辐射的测量JB/T7902-1999 线型象质计JB/T7903-1999工业射线照相底片观片灯JB/T8543.1-1997泵产品零件无损检测泵受压铸钢件射线检测方法及底片的等级分类JB/T9215-1999 控制射线照相图像质量的方法JB/T9217-1999射线照相探伤方法DL/T541-1994 钢熔化焊角焊缝射线照相方法和质量分级DL/T821-2002钢制承压管道对接焊接接头射线检验技术规程JB/T 6440-92 阀门受压铸钢件射线照相检验3、超声波检测GB1786-1990 锻制圆饼超声波检验方法GB/T2970-1991 中厚钢板超声波检测方法GB/T3310-1999 铜合金棒材超声波探伤方法GB/T4162-1991锻轧钢棒超声波检验方法GB4163-1984 不锈钢管超声波探伤方法GB5193-1985 钛及钛合金加工产品超声波探伤方法GB/T5777-1996无缝钢管超声波探伤检验方法GB/T6402-1991钢锻件超声波检验方法GB6519-1986 变形铝合金产品超声波检验方法GB7233-1987 铸钢件超声探伤及质量评级方法GB7734-1987 复合钢板超声波探伤方法GB/T7736-2001钢的低倍组织及缺陷超声波检验法GB/T8361-2001冷拉圆钢表面超声波探伤方法GB8651-2002金属板材超声波探伤方法GB8652-1988 变形高强度钢超声波检验方法GB11343-89 接触式超声波斜射探伤方法GB11344-89 接触式超声波脉冲回波法测厚GB11345-89 钢焊缝手工超声波探伤方法和探伤结果分级GB/T12604.1-1990无损检测术语超声检测GB/T12969.1-1991钛及钛合金管材超声波检验方法GB/T13315-1991 锻钢冷轧工作辊超声波探伤方法GB/T13316-1991铸钢轧辊超声波探伤方法GB15830-1995钢制管道对接环焊缝超声波探伤方法和检验结果的分级GB/T18256-2000 焊接钢管(埋弧焊除外)用于确认水压密实性的超声波检测方法JB1152-1981锅炉和钢制压力容器对接焊缝超声波探伤JB/T1581-1996 汽轮机、汽轮发电机转子和主轴锻件超声波探伤方法JB/T1582-1996 汽轮机叶轮锻件超声波探伤方法JB3144-1982锅炉大口径管座角焊缝超声波探伤JB4008-1985 液浸式超声纵波直射探伤方法JB4009-1985 接触式超声纵波直射探伤方法JB4010-1985 汽轮发电机用钢制护环超声探伤方法JB/T7602-1994 卧式内燃炉T形接头超声波探伤GB11259-1999 超声波检验用钢制对比试块的制作与校验方法JB/T8428-1996 校正钢焊缝超声检测仪器用标准试块JB/T8467-1996 锻钢件超声波探伤方法JB/T8931-1999 堆焊层超声波探伤方法JB/T9214-1999 A型脉冲反射式超声波探伤系统工作性能测试方法JB/T9630.2-1999汽轮机铸钢件超声波探伤及质量分级方法ZBY230-1984 A型脉冲反射式超声波探伤仪通用技术条件ZBY231-1984 超声探伤用探头性能测试方法DL505-1992 汽轮机焊接转子超声波探伤规程DL/T542-1994 钢熔化焊T形接头角焊缝超声波检验方法和质量分级DL/T694-1999 高温紧固螺栓超声波检验技术导则DL/T714-2000 汽轮机叶片超声波检验技术导则DL/T717-2000 汽轮机发电机组转子中心孔检验技术导则DL/T718-2000 火力发电厂铸造三通、弯头超声波探伤方法DL/T820-2002 管道焊接接头超声波检验技术规程ZB J04 001-87 A型脉冲反射式超声波探伤系统工作性能测试方法YB/T144-1998 超声探伤信号幅度误差测量方法JB/T 6903-92 阀门锻钢件超声波检查方法4、磁粉检测GB4956-1985磁性金属基体上非磁性覆盖层厚度测量磁性方法GB9444-1988 铸钢件磁粉探伤及质量评级方法GB10121-1988 钢材塔形发纹磁粉检验方法GB/T12604.5-1990无损检测术语磁粉检测GB/T15822-1995磁粉探伤方法JB/T6061-1992焊缝磁粉检验方法和缺陷磁痕的分级JB/T6063-1992 磁粉探伤用磁粉技术条件JB/T6065-1992 磁粉探伤用标准试片JB/T6066-1992 磁粉探伤用标准试块JB/T6439-1992阀门受压铸钢件磁粉探伤检验JB/T6912-1993泵产品零件无损检测----磁粉探伤JB/T8290-1998 磁粉探伤机JB/T8468-1996 锻钢件磁粉检验方法JB/T9628-1999汽轮机叶片磁粉检验方法JB/T9630.1-1999汽轮机铸钢件磁粉探伤及质量分级方法5、渗透检测GB9443-88 铸钢件渗透探伤及缺陷显示迹痕的评级方法GB/T12604.3-1990 无损检测术语渗透检测JB/T6062-92 焊缝渗透检验方法和缺陷迹痕的分级JB/T6064-92 渗透探伤用镀铬试块技术条件JB/T8543.2-1997泵产品零件无损检测渗透检测JB/T9216-1999 控制渗透探伤材料质量的方法JB/T9218-1999 渗透探伤方法JB/T 6902-92 阀门铸钢件液体渗透检查方法6、涡流检测GB4957-1985 非磁性金属基体上非导体覆盖层厚度测量涡流方法GB5126-1985 铝及铝合金冷拉薄壁管材涡流探伤方法GB5248-1985 铜及铜合金无缝管涡流探伤方法GB/T7735-1995钢管涡流探伤检验方法GB/T11260-1996 圆钢穿过式涡流探伤检验方法GB/T12604.6-1990无损检测术语涡流检测GB/T12968-1991 纯金属电阻率与剩余电阻比涡流衰减测量方法GB/T112969.2-1991 钛及钛合金管材涡流检验方法GB/T14480-1993 涡流探伤系统性能测试方法YB/T143-1998涡流探伤信号幅度误差测量方法YB/T145-1998钢管探伤对比试样人工缺陷尺寸测量方法7、声发射检测GB/T12604.4-1990 无损检测术语声发射检测GB/T18182-2000 金属压力容器声发射检测及结果评价方法JB/T6916-1993 在役高压气瓶声发射检测与评定方法JB/T7667-1995 在役压力容器声发射检测评定方法JB/T8283-1999 声发射检测仪器的性能测试方法8、其它检测GB/T12604.7-1995无损检测术语泄漏检测GB/T12604.8-1995 无损检测术语中子检测GB/T12604.9-1996无损检测术语红外检测GB/T12606-1990钢管及圆棒的漏磁探伤方法承压设备无损检测(JB/T4730.1~4730.6-2005)石油天然气钢质管道无损检测(SY/T4109-2005)常规无损探伤应用守则(GB5616-85)石油天然气工业承压钢管无损检测方法(SY/T6423.1~6423.7-1999)钢熔化焊对接接头射线照相和质量分级(GB/T3323-2005)钢制承压管道对接焊接接头射线检验技术规程(DL/T821-2002)铸钢件射线照相及底片等级分类方法(GB5677-85)钢管环缝熔化焊接头射线透照工艺和质量分级(GB/T12605-90)射线照相探伤方法(ZBJ04004-87)焊缝无损检测符号(GB/T14693-93)X射线探伤机(JJG40-2001)钢焊缝手工超声波探伤方法和探伤结果分级(GB/T11345-1989)电力建设施工及验收技术规范(管道焊缝超声波检验篇)(DL/T820-2002) 火力发电厂铸造三通、弯头超声波探伤方法(DL/T718-2000)管道焊接接头超声波检验技术规程(DL/T820-2002)锅炉大口径座角焊缝超声波探伤(JB/T3144-1982)钢的低倍组织及缺陷超声波检验法(GB/T7736-2001)高温紧固螺栓超声波检验技术导则(DL/T694-1999)电力建设施工及验收技术规范(管道焊缝超声波检验篇)(SDJ67-1987)无缝钢管超声波探伤检验方法(GB/T5777-1996)钢制管道对接环焊缝超声波探伤方法和检验结果的分级(GB/T15830-1995) 石油天然气钢质管道对接环焊缝全自动超声检测(SY/T0327-2003)A型脉反射式超声波探伤系统工作性能测试方法(ZBJ04001-87)常压钢质油罐焊缝超声波探伤(JB/T9212-99)钢锻件超声波检验方法(GB/T6402-1991)锻轧钢棒超声波检验方法(GB/T4162-91)磁粉探伤用磁粉技术条件(JB/T6063-92)常压钢制焊接储罐及管道磁粉检测技术标准(SY/T0443-98) 管道、储罐渗透检测方法(SY/T4080-95)铸钢件磁粉探伤及质量评级方法(GB944-88)钢材塔形发纹磁粉检验方法(GB10121-88)磁粉探伤方法(JB/T15822-1995)焊缝磁粉检验方法和缺陷磁痕的分级(JB/T6061-92)磁粉探伤用标准试片(JB/T6065-92)锻钢件磁粉检验方法(JB/T8468-96)磁粉探伤机(JB/T8290-95)常压钢制焊接储罐及管道渗透检测技术标准(SY/T0443-98) 焊缝渗透检验方法和缺陷痕迹的分级(JB/T6062-92)渗透探伤用镀铬试块技术条件(JB/T6064-92)控制渗透探伤材料质量的方法(ZBJ04003-87)渗透探伤方法(ZBJ04005-87)铸钢件渗透探伤及缺陷显示迹痕的评级方法(GB9443-88) 无损检测术语声发射检测(GB/T12604.4-90)金属压力容器声射检测及结果评价方法(GB/T18182-2000) 在役压力容器声发射检测评定方法(JB/T7667-95)Welcome To Download欢迎您的下载,资料仅供参考!。
2015最新射线检测工艺规程..
3引用标准及规程GB/T 12604.2 无损检测术语射线照相检测TSG Z8001-2013 特种设备无损检测人员资格考核与监督管理规则GB/T 11533 标准对数视力表NB/T47013.1-2015 承压设备无损检测第1部分:通用要求NB/T47013.2-2015 承压设备无损检测第2部分:射线检测GB/T 19802 无损检测工业射线照相观片灯最低要求GB/T 23901.2 无损检测射线照相底片像质GBZ 117 工业 X 射线探伤放射卫生防护标准GBZ 132 工业γ射线探伤放射防护标准JB/T 5075 无损检测射线照相检测用金属增感屏JB/T 7902 射线照相用线型像质计GB/T 19348.1 无损检测工业射线照相胶片第 1 部分:工业射线胶片系统的分类GB/T 19348.2 无损检测工业射线照相胶片第 2 部分:用参考值方法控制胶片处理GB 18871 电离辐射防护及辐射源安全基本标准TSG G0001-2012 锅炉安全技术监察规程GB/T 16507-2013 锅壳锅炉GB/T 16508-2013 水管锅炉TSG R0004-2009 固定式压力容器安全技术监察规程TSG R0005-2011 移动式压力容器安全技术监察规程GB 150-2011 压力容器4术语和定义4.1透照厚度 W射线照射方向上材料的公称厚度。
多层透照时,透照厚度为通过的各层材料公称厚度之和。
4.2工件至胶片距离b沿射线束中心测定的工件受检部位射线源侧表面与胶片之间的距离。
4.3射线源至工件距离 f沿射线束中心测定的射线源与工件受检部位近源侧表面之间的距离。
4.4焦距 F沿射线束中心测定的射线源与胶片之间的距离。
4.5射线源尺寸 d射线源的有效焦点尺寸4.6圆形缺陷长宽比不大于 3 的气孔、夹渣和夹钨等缺陷。
4.7条形缺陷长宽比大于 3 的气孔、夹渣和夹钨等缺陷。
4.8透照厚度比 K一次透照长度范围内射线束穿过母材的最大厚度和最小厚度之比。
JB-T4730.2标准要点

33.一次透照长度应以透照厚度比 K 进行控制。
表 3 允许的透照厚度比 K
射线检测技术级别
A 级,AB 级
B级
纵向焊接接头
K≤1.03
K≤1.01
环向焊接接头
K≤1.11)
K≤1.06
1) 对 100mm<D0≤400mm 的环向对接焊接接头(包括曲率相同的曲面焊接接头),A 级、AB 级允许采用 K≤1.2。
A 级: 1.5≤D≤4.O: AB 级: 2.0≤D≤4.0; B 级: 2.3≤D≤4.O。 用 x 射线透照小径管或其他截面厚度变化大的工件时,AB 级最低黑度允许降至 1.5;B 级最低黑度可降至 2.0。 采用多胶片方法时,单片观察的黑度应符合以上要求。双片叠加观察仅限于 A 级,叠加观察时,单片的黑度应不低于 1.3。 对评定范围内的黑度 D>4.0 的底片,如有计量检定报告证明所用观片灯在底片评定范围内的亮度能够满足 4.10.3 的要求, 允许进行评定。 51.底片的像质计灵敏度
表 5 像质计灵敏度值——单壁透照、像质计置于源侧
应识别丝号 (丝径.mm) 18 (0.063) 17 (0.080) 16 (0.100) 15 (0.125) 14 (0.160) 13 (0.20) 12 (0.25) 11 (0.32) 10 (0.40) 9 (0.50) 8 (0.63) 7 (0.80) 6 (1.00) 5 (1.25) 4 (1.60) 3 (2.00) 2 (2.50)
GBT 20801.5-2006 压力管道规范 工业管道 第5部分:检验与试验
随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本规
范达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新
版本适用于本规范。
GB/T20801.1-2006
压力管道规范——工业管道 第 1 部分 总则
GB/T20801.2-2006
压力管道规范——工业管道 第 2 部分 材料
a)接头的制备和清洗; b)预热; c)连接前的装配、连接间隙以及内侧对准; d)连接工艺规定的变素,包括填充材料、焊接位置等; e)焊接清理后的根部焊道(包括外侧和可及内侧)状况,当工程设计有规定时,可辅之以磁 粉检测或渗透检测; f)焊渣的清除和焊道间焊缝情况; g)完工后接头外观。 5.4.2 检查方法
应由独立于制造、制作、安装的部门担任,并由具备相关专业技能和资质的专职人员从 事检查工作。
检查人员应通过检查和试验作好记录并提出评价结果,妥善保存以备检验人员评审。
4 检查要求
1
4.1 一般规定 在进行检查前,管道的安装,每个组成件和制作、加工工艺文件应按本规范第 4 章有关
要求进行检查。任何工程设计要求的附加检查以及验收标准均应予以规定。 a) 规范第 2 部分(GB/T20801.2-2006)表 A-1 所列铬钼合金钢管道的检查应在全部热处
1)公称压力不大于 PN50 的碳钢(本规范要求冲击试验)管道; 2) 公称压力不大于 PN110 的奥氏体不锈钢管道。 c) 下列管道的检查等级应不低于Ⅱ级: 1) 公称压力大于 PN50 的碳钢(本规范要求冲击试验)管道; 2) 公称压力大于 PN110 的奥氏体不锈钢管道; 3)低温含镍钢、铬钼合金钢、双相不锈钢、铝及铝合金管道; d) 下列管道的检查等级应不低于Ⅰ级: 1)钛及钛合金、镍及镍基合金、高铬镍钼奥氏体不锈钢管道; 2)公称压力大于 PN160 的管道。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
GB/T 12604.2—2005/ISO 5576:1997《无损检测术语
射线照相检测》
1 范围
本标准界定了工业射线照相检测的术语。
2 术语和定义
2.1 吸收 absorption
2.2 活度 activity
2.3 老化灰雾 ageing fog
2.4 阳极 anode
2.5 阳极电流 anode current
2.6 伪像(假显示) artefact ( false indication )
2.7 衰减 attenuation
2.8 衰减系数 attenuation coefficient
μ
2.9 平均梯度 average gradient
2.10 背散射 back scatter
背散射线 back scattered radiation
2.11 射束角 beam angle
2.12 电子回旋加速器 betatron
2.13 遮挡介质 blocking medium
2.14 累积因子 build-up factor
2.15 暗盒 cassette
暗袋
2.16 阴极 cathode
2.17 已校验的阶梯密度片 calibrated density step wedge
2.18 (胶片的)特性曲线 characteristic curve ( of a film )
2.19 清澈时间 clearing time
2.20 准直 collimation
2.21 准直器 collimator
2.22 康普顿散射 Compton scatter
2.23 计算机层析成像 computerized tomography ( CT )
2.24 恒电势电路 constant potential circuit
2.25 连续谱 continuous spectrum
2.26 对比度 contrast
2.27 反衬介质 contrast medium
2.28 对比灵敏度(厚度灵敏度) contrast sensitivity ( thickness sensitivity ) 2.29 衰减曲线 decay curve
2.30 密度计 densitometer
2.31 (胶片或相纸的)显影 development ( of a film or paper )
2.32 衍射斑纹 diffraction mottle
2.33 剂量计 dosemeter ( dosimeter )
2.34 剂量率计 dose rate meter
2.35 双焦点管 dual focus tube
2.36 双线像质计 duplex wire image quality indicator
双丝像质计
双线图像质量指示器
2.37 边缘遮挡材料 edge-blocking material
2.38 均值过滤器(射线束致平器) equalizing filter ( beam flattener ) 2.39 等效X射线电压 equivalent X-ray voltage
2.40 曝光 exposure
2.41 曝光计算器 exposure calculator
2.42 曝光曲线 exposure chart
2.43 曝光宽容度 exposure latitude
2.44 曝光时间 exposure time
2.45 片基 film base
2.46 胶片梯度 film gradient
G
2.47 观片灯(观察屏) film illuminator ( viewing screen )
2.48 胶片处理 film processing
2.49 胶片系统速度 film system speed
2.50 滤光板 filter
2.51 定影 fixing
2.52 探伤灵敏度 flaw sensitivity
2.53 荧光增感屏 fluorescent intensifying screen
2.54 金属荧光增感屏 fluorometallic intensifying screen
2.55 荧光透视 fluoroscopy
2.56 焦点 focal spot
2.57 焦点尺寸 focal spot size
2.58 焦距 focus-to-film-distance
ffd
2.59 灰雾度 fog density
2.60 伽玛射线照相 gamma radiography
2.61 伽玛射线 gamma rays
γ射线
2.62 伽玛射线源 gamma-ray source
2.63 伽玛射线源容器 gamma-ray source container 2.64 几何不清晰度 geometric unsharpness
2.65 颗粒性 graininess
2.66 颗粒度 granularity
2.67 半衰期 half life
2.68 半价层 half value thickness
HVT
2.69 光源 illuminator
观片灯
2.70 图像对比度 image contrast
2.71 图像清晰度 image definition
2.72 图像增强 image enhancement
2.73 图像增强器 image intensifier
2.74 像质 image quality
图像质量
2.75 像质计 image quality indicator
图像质量指示器
IQI
2.76 像质值 image quality value
图像质量值
IQI灵敏度 IQI sensitivity
2.77 入射射线束轴线 incident beam axis
2.78 工业放射学 industrial radiology
2.79 固有过滤 inherent filtration
2.80 固有不清晰度 inherent unsharpness
2.81 增感因子 intensifying factor
2.82 增感屏 intensifying screen
2.83 潜影 latent image
2.84 直线电子加速器 linear electron accelerator ( LINAC ) 2.85 屏蔽 masking
2.86 金属屏 metal screen
2.87 微焦点射线照相 microfocus radiography
2.88 调制传递函数 modulation transfer function
MTF
2.89 运动不清晰度 movement unsharpness
2.90 工件对比度 object contrast
2.91 工件至胶片距离 object-to-film distance
2.92 周向曝光 panoramic exposure
2.93 透度计 penetrameter
2.94 压痕 pressure mark
2.95 初始射线 primary radiation
2.96 投影放大率 projective magnification
2.97 投影放大技术 projective magnification technique
2.98 (射线束)质量 quality ( of a beam of radiation )
2.99 照射对比度 radiation contrast
2.100 辐射源 radiation source
2.101 射线照相底片/照片 radiograph
2.102 射线照相胶片 radiographic film
2.103 射线照相 radiography
2.104 放射性同位素 radioisotope
2.105 射线透视 radioscopy
2.106 棒阳极管 rod anode tube
2.107 散射线 scattered radiation
2.108 增感型胶片 screen type film
2.109 源固定器 source holder
2.110 源尺寸 source size
2.111 源至胶片距离(sfd) source-to-film distance ( sfd ) 2.112 空间分辨力 spatial resolution
2.113 比活度 specific activity
2.114 阶梯楔块 step wedge
2.115 立体射线照相 stereo radiography
2.116 靶 target
2.117 管子光阑 tube diaphragm
2.118 管头 tube head
2.119 管罩 tube shield
2.120 管子遮光器 tube shutter
2.121 管子窗口 tube window
2.122 管电压 tube voltage
2.123 未密封源 unsealed source
2.124 不清晰度 unsharpness
2.125 有效密度范围 useful density range 2.126 真空暗盒 vacuum cassette
2.127 观察屏蔽 viewing mask
2.128 可视对比度 visual contrast
2.129 X射线 X-rays
2.130 X射线胶片 X-ray film
2.131 X射线管 X-ray tube。