无铅化挑战组装和封装材料
电子元器件封装无铅化及其发展趋势

【 关键字1 元器 封装;无 件; 铅化; 焊料; 胶 导电
06 月1 1 、电子元器件无铅化势在必行 不惜 二次 污 染 ,是 包括 铅 在 内的 有 害 在2 0 年的7 号前实施无铅工艺,
所 所 有 的出 口产 品也 就 要 达 到 欧 I 关 * H 焊 料 的 使用 历 史悠 久 ,从 古 罗马 物 的 重 要 来 源 。 图 1 示 为 铅 的 一 系 指令的标准 。但是 ,我国在无铅焊接 用铅锡焊接 水管引水,到现代 电予工 列污 染 问题 “。 业 中 元器 件 的焊接 封 装 ,均 离 不 开 焊 为此,世界各 国已制定法律来控 技 术 及 其材 料 的研 究方 面还 较 落 后 , 料 的 使 用 。据 统 计 , 全 世 界 每 年 有 制 铅 等 有 毒 物 质 的 使 用 , 欧 盟 于 虽然 已在进行相关研究,但基本是处 02 0 E E W s e 1 200 ̄铅 用 于 电子 行业 ,其 中 铅 锡 2 0 年 1 月 完 成 的 W E ( a t E 一 于 采 用 国外 材 料 和 工 艺技 术 的应 用 性 0 0, 焊 料 中的铅 是较 大 片 项 。 j
(}S) 金 同 时 具 有 低 成 本 与 适 当 }一 n合 ) ] 性 质 , P— n 锡 合 金 一 直 被 用 于 焊 NhomakorabeabS 焊
(e t it o a a d u S b t n e R s r c f H z r o s u sa c ,
策划和组织 。面临 曰本 、美 国和欧
系统 紊乱、神经和 身体发育迟缓 ,会
在世 贸组 织 原 则下 ,市场 准 入 门
做 了 大量 的 准 备 工作 ,相 对 来说无 铅
对 肾脏形成中毒性 肾病 、对血红蛋 白 槛 的环保法令将直接影 响各 国的产品 元器件是 目前无铅化 比较薄弱的一个 指 qo6 形成障碍 ,最后导致贫血,铅 中毒特 进 出 口额 。欧 盟 的 《 令 》 ̄ 2o 年 环 节 ,随 着 世界 电子 制 造 业 向 中 国 的
应对无铅挑战,2006汉高电子组装材料新产品发布会在深圳成功举行

它 的抗 潮 能力好 ,在 暴露在 温度
为2 。 、 相 对湿 度 为8 %的环 境 7C 0 超过 8 \ 的情 况下 ,它 的聚 合 能 4时
铅化 组装 已成 为 电子行 业 的主流 , 更 小 的 电路板和 元件 :一些 高水平
、
在 镍 / 表 面 、 浸 锡 、 浸 银 和 金
要 新 的 低 成 本 合 金 材 料 , S 0 0 开 始 大 规 模 用 到 生 产 中 AC 3 7
:
OS 铜表 面等 大部 分表 面涂 敷层上 P
焊 接活性 优 良。不 同于 市场 上 的其
34 对焊 点有 出 59
更 苛刻 的无铅化 生产工 艺 :工艺 他 产 品 Mut oe L 2 G l r ⑧ F3 8 B A i c 焊点低 空洞 配 方的特 点可 以非 常有
7
、 j
搠 0 , t :
, 三二 z
箨
6 2 月 2日 , 汉 高 电 子 组
效 地 提 高 生 产 效 率 ,可 以
帮 助 降 低 生 产 成 本 ,
装材 料部 在 深圳 举 行 2 0 年 06 应 对无 铅 挑 战 的 新产 品 发 布 会 ,此次 新 产 品 发布 会 旨在
施加较 小 印刷压 力 、最 大 限度地降 低 了 电路 板 的变形 :L 3 8 F 2 的粘接 力极好 ,在 高速贴 片时 能够防止 元 器件 发生位移 。” 这 种 新 焊 锡 膏 的 焊 接 能 良好
,
粉 已经走 出实验 室 ,开 始在生 产 中 出现 :更便 宜 的材 料 :随着金 属价
色 的 抗 机 械 压 力 等 保 护 作 用 ;在 1 0 C时 的固化 时 间只 有一 分钟 。 。 5
电子产品的无铅化组装技术(1)

一、环保与铅二、无铅化焊料三、无铅化电子组装技术概述四、无铅化波峰焊接工艺五、无铅化手工焊接工艺六、无铅化回流焊接工艺七、无铅电子产品的长期可靠性八、无铅制程的导入九、绿色设计一、环保与铅1. 铅的毒性铅是一种可以在人体内累积的有毒金属元素,人体吸收过量会导致铅中毒,少量吸收也会影响人的认识能力,甚至损伤人的神经系统。
铅已经被是国际癌症研究协会(IARC)列为2B级的危险物质,即可能有致癌性。
铅的具体危害如下:a.对肾脏具有损伤b.胎儿或发育期儿童,受铅中毒将严重损害其智力发育及神经系统c.儿童血液中的铅含量过高,将会阻碍血红蛋白的合成,导致贫血d.血液中的铅含量过高将导致低智商e. 对人体的血液系统、中枢神经系统、肾、再生系统和免疫系统具有毒副作用f. 对人体的中枢神经系统造成严重危害2. 铅的危害途径随着信息时代的到来,电子产品层出不穷,这些电子产品在造福人类的同时,也日益污染人类的身体健康和生态环境, 这是因为传统的电子产品中都含有各种有害物质,难于解决的问题在于产品废弃时如何处理其中的有害物。
电子产品中的铅高度分散在元件芯片、引脚镀层、PCB保护层、元件焊点等上面,这给回收造成很大困难。
目前在处理废弃电子产品时,在拆分到印制板级别时,通常做法是作为工业垃圾埋入地下,但随着酸雨的浸蚀,埋入地下的工业垃圾在弱酸环境下,其中的铅会析出并溶入地下水,最终造成饮用水污染。
3. 铅在电子产品中的应用使用铅及其化合物的主要工业产品如右表所列,全世界每年的铅消耗量已经由1970年的450万吨增加到2000年的700万吨,其中80%以上用于蓄电池行业,电子产品中使用的铅约占总消耗量的0.5%。
全球每年废弃的电子产品数目庞大,以日本为例,1995年的官方数据表明,每年废弃的家用电器超过2000万台,以每台含铅约10克计算,当年废弃的铅就高达200万吨。
若在制造电子产品时,不使用含铅的有害物质,那么在废弃时就不会对环境造成污染和危害,因此,无铅化电子组装开始得到广泛重视。
满足互连要求的无铅化工艺和材料

丢 弃 铅 一这 条信 息 是在 9 年 代 后 期 从 日本 发 出 0 的 , 目前 己经 在 欧 盟 (uo e nUn n简 称 E ) 过 E rp a i o U 通
1 、关于 无 铅 化 的 最 后期 限
在 经 过 了多 年 谈 判 协 商 和 多 个 提 案 ,2 个 欧 盟 5 成 员发表 声 明 目前 己经 完成 立法 ,要 取缔 在 电子 产 品 中 的铅 。 到2 0 年7 1 06 月 日,在 欧 洲 市 场上 的几 乎 所 有 的 电子 产品 必须是 无铅 的产 品。 这包括 信 息和通 讯 技 术 方 面 的 设 备 、 消 费 类 电子 产 品 、 家 用器 具 、 工 具 、照 明设备和 其 它等 等。 对于 用于服 务器 、存 储器和 存 储器 配置 系统 ,以
E 的 无 铅 化 法 规 将 对 全 球 范 围 的 电 子 行 业 产 生 u
影 响 ,其 中一部 分是 因为全 球化 的供应 链 ,但是 也是
因 为 这 项 法 规 是 一 项 基 础 法 规 ,其 它 国 家 也 推 出 了相
似 的法 规。 举例 来说 ,我 国推荐 采 用相似 的 法规来 禁 止 同样 的 物 质 ,最 后 期 限也 是 设 定 在 2 0 年 7 1 06 月
日。
现在 ,在迈 向无铅 化 的道路 上 ,为 了能够 满足倒 装芯片和晶圆级封装、S MT以及 波 峰 焊 接 的 需 要 ,
要 求 对各种 各样 的材 料和 工艺 方案进 行研 究。 为 了能
够满 足 电路板 上 的倒 装芯 片和 芯 片规模 封装 技术 ,人 们正在 不 断的探 究合 适的材 料和 工艺 技术。
E 指 令 在 限 制 确 切 危 险 的 物 质 上 面 (例 如 u
无铅化挑战组装和封装材料
无铅化挑战组装和封装材料用镂板印刷或电镀制作的晶圆凸点,显示了无铅在倒装芯片和芯片级封装和组装领域的可行性。
无铅是90年代末期发自日本的信息,而今已经被欧洲联盟以严格的法律加以响应。
铅的毒性已经广为人知,人们虽然仍在争论电子元件中的铅是否真的对人类和环境造成威胁,但人们已经更为关注废弃的电子器件垃圾中铅的渗透并产生的污染。
另外,含铅器件的再利用过程中有毒物质的扩散也是一个关注的热点。
大多数可行的替换方案并不是类似于铅毒性的威胁,而是对环境的其它负面影响,例如,高熔点意味的高能耗。
当然,使用先进的设备和新的回流焊温度设置在某种程度上也许有可能得到高熔点低能耗的效果。
另外,如果用含银的材料来替代铅锡焊料,会产生另一个负面的对生态环境的影响,那就是需要大量开采和加工贵重的金属矿石。
立法规定最后期限历经了数年的磋商和议论之后,现在有25个欧洲联盟成员国,已经在执行禁止在电子器件中使用铅的法律。
2006年7月1月开始,所有用于欧洲市场的电子产品必须是无铅的,包括信息和通讯技术设备、消费类电子、家用电器等等。
该项法律也规定了多项例外。
用于服务器、存储器、以及特种网络设施的焊料,到2010前仍然可以含铅。
另外,含铅量超过85%的焊料也不在此项规定之列。
欧洲委员会还在启动一项针对更多免责的评估,比如用于高端PC处理器的倒装芯片封装的互连中的含铅焊料。
大多数这种互连是将高度含铅的C4焊球。
欧盟关于铅等危险物的限制原则是尽量替换铅,只有在“技术上无法替换”时才可以使用铅。
指令的适用范围有时定义得也不太明确。
例如,消费电子不可以用铅,而汽车电子可以,那么,汽车内的收音机怎么办?目前允许汽车收音机含铅,但是还有些类似情况仍然有待进一步裁决。
欧联的无铅法律将影响全球的电子产业,一来是由于供应链的全球化,再者也是由于在其它国家已经开始有类似的法律。
例如,中国已经提出了禁止同样物质的类似法律,而且最后期限也设定为2006年7月1日。
电子封装互连无铅钎料及其界面问题研究
电子封装互连无铅钎料及其界面问题研究1. 本文概述随着电子科技的飞速发展,电子封装互连技术在现代电子产品中发挥着至关重要的作用。
钎料作为实现电子器件之间以及器件与基板之间连接的关键材料,其性能直接影响到电子产品的质量和可靠性。
传统的钎料中往往含有铅元素,铅是一种有毒物质,对环境和人体健康造成了严重威胁。
研究和开发无铅钎料已成为电子封装领域的重要课题。
本文旨在探讨无铅钎料在电子封装互连中的应用及其界面问题。
我们将对无铅钎料的发展历程和现状进行概述,分析无铅钎料的主要类型和特点。
我们将深入探讨无铅钎料与电子器件、基板之间的界面问题,包括界面结构、界面反应、界面性能等方面。
本文还将对无铅钎料在电子封装中的可靠性进行评估,以便为实际应用提供指导。
2. 无铅钎料的基本性质无铅钎料是电子封装互连中的关键材料,随着环境保护法规的日益严格和对人类健康的关注,无铅钎料逐渐取代含铅钎料成为行业标准。
无铅钎料的基本性质主要包括以下几个方面:熔点:无铅钎料的熔点通常高于含铅钎料,这意味着在焊接过程中需要更高的温度。
熔点的提高可能会对电子组件的热敏感性造成挑战。
润湿性:润湿性是指钎料在固体基底上的铺展能力,它是评价钎料性能的重要指标。
无铅钎料的润湿性通常不如含铅钎料,这可能会影响焊接质量和可靠性。
机械性能:无铅钎料的机械性能,包括抗拉强度和延展性,通常较含铅钎料有所下降。
这要求在设计和制造过程中对材料选择和工艺参数进行优化。
热稳定性:无铅钎料需要具备良好的热稳定性,以保证在电子设备的使用过程中不会因温度变化而发生性能退化。
热稳定性的提高有助于延长产品的使用寿命。
化学稳定性:无铅钎料在使用过程中应不易发生化学变化,以避免导致焊接接头的腐蚀或断裂。
化学稳定性是确保电子封装长期可靠性的重要因素。
环境适应性:无铅钎料应具有良好的环境适应性,能够在不同的环境条件下保持性能稳定,包括湿度、温度变化和机械振动等。
3. 电子封装互连技术概述电子封装互连技术是电子工程领域中的一个关键环节,它涉及到芯片、元器件、电路板和系统之间的电气连接和物理固定。
集成电路封装与封装技术进展与挑战
集成电路封装与封装技术进展与挑战集成电路封装与封装技术是现代电子产业中至关重要的一环,它对电路性能的稳定性、可靠性和尺寸紧凑性等方面都起到了关键作用。
随着科技的不断发展,封装与封装技术也在不断进步与演变,同时也面临着一些挑战。
一、集成电路封装的发展20世纪70年代,集成电路封装技术处于起步阶段,常见的封装形式是DIP(Dual Inline Package)和TO(Transistor Outline)等形式。
这些封装方式体积庞大,占据大量的空间,制约了集成电路的发展。
在80年代初,芯片的集成度不断提高,对封装技术也提出了更高的要求。
为了解决封装体积大的问题,引入了PLCC (Plastic Leaded Chip Carrier)和PGA(Pin Grid Array)等新型封装技术。
这些技术不仅能够以更小的尺寸实现更高的集成度,而且还能够提高电路的可靠性和耐热性能。
到了90年代,为了满足半导体工艺短板和市场需求的不断提高,传统二维封装开始不再适应集成电路的发展需求。
于是开始出现三维封装技术的研究,如BGA(Ball Grid Array)和CSP(Chip Scale Package)等封装技术应运而生。
这些封装方式不仅实现了电路更高的集成度和更小的体积,而且还提高了电路的散热和信号传输能力。
进入21世纪,人们对集成电路封装技术提出了更高的要求。
在追求更高集成度和更小体积的同时,还要保证封装的可靠性和可制造性。
为此,现代集成电路封装技术不仅在封装材料、封装工艺和封装结构上做了大量的创新和研究,还开始引入了新的封装材料和封装工艺,如无铅封装技术、微机电系统封装技术等,以满足不同应用领域的需求。
二、集成电路封装技术的挑战尽管集成电路封装技术取得了巨大的发展,但仍面临着一些挑战。
首先,封装技术需要不断适应集成电路的快速发展。
集成度和功耗的不断增加意味着封装在制造工艺和材料上要有更高的要求。
如何实现更高的集成度和更小的体积,同时保证封装的可靠性和可制造性,是一个重要的挑战。
无铅化电子组装-环保时代的挑战与机遇
电子产品 CD Player 硬盘 录音机 显像管
铅溶出量 (mg/l) 124 161 23 40
无铅化电子组装的发展历程
•
1991年 美国参议院Reid Bill
S.391 the Lead Exposure Reduction Act
•
1992年 H.R.3554 the Lead Exposure Act
注:WEEE ---- Directive on Waste Electrical and Electronic Equipment RoHS ---- Directive on Restriction of the Use of Certain Hazardous Substances in Electrical and Electronic Equipment
无铅化电子组装
---- 环保时代的挑战与机遇
• 日本学术振兴会特别研究员 • 亿铖达工业有限公司副总经理、总工程师 • 美国焊接学会会员
第一部分
无铅化电子组装的时代迫切性与国际形势
1. 欧盟WEEE和RoHS指令正式生效及其影响 2. 铅的毒性与环保时代的世界发展趋势 3. 无铅化电子组装的发展历程 4. 无铅化电子组装潮流的国际先锋 ---- 日本的发展
无铅化电子组装的发展历程
---- 3个重要的Roadmap
遗憾的是,中国目前还没有推出自己的无铅化电子组装Roadmap
1.美国IPC Roadmap: A guide for
assembly of Lead-free electronics. Draft IV, 2000
2.欧洲Second European Lead-free
第一个实现无铅化的海外工厂: 最后一个实现无铅化的海外工厂:
电子组装用无铅钎料的研究现状及发展趋势

电子组装用无铅钎料的研究现状及发展趋势一、无铅钎料的研究现状1、无铅钎料的概念和特点无铅钎料也叫无铅焊料,是一种含有少量或者不含有铅的钎焊材料。
相对于传统的铅锡合金,无铅钎料的优点主要体现在环保和健康方面。
无铅钎料在生产和使用过程中不会产生有害的铅蒸汽,对环境、工人和消费者的健康都能造成较小的危害。
目前,国内外对无铅钎料的研究已经取得了一定的进展。
研究方向主要包括:无铅钎料的基本物理性能研究、无铅钎料的制备工艺研究、无铅钎料在电子组装中的应用研究等。
在无铅钎料的基本物理性能研究方面,国内外学者已经取得了较多的成果,包括钎料的物理性能、热学性能、热力学性能等。
在无铅钎料的制备工艺研究方面,也有很多学者对不同的无铅钎料制备工艺进行了研究。
在无铅钎料在电子组装中的应用研究方面,一些学者也进行了相关的实验和成果总结。
3、无铅钎料的应用领域目前,无铅钎料主要在电子产品组装中得到应用。
由于电子产品的使用场景广泛,无铅钎料在电子产品的制造和组装过程中的应用前景广阔。
特别是在高端电子产品领域,人们对产品的环保和健康要求更加严格,无铅钎料的应用前景更加广阔。
二、无铅钎料的发展趋势1、环保法规的导向随着环保法规的不断完善和执行,对于含铅材料的使用将越来越受到限制。
在这样的环境下,无铅钎料的应用将会得到更多的推广。
2、绿色制造的趋势3、材料科学的进步随着材料科学的不断进步,无铅钎料的物理性能和工艺性能将不断得到提升。
未来,无铅钎料有望不仅仅在电子产品组装中得到应用,在其他领域也将会有更广泛的应用。
杰尔系统突破性封装新材料克服无铅障碍
杰尔系统突破性封装新材料克服无铅障碍杰尔系统((杰尔系统Systems, NYSE: AGR.A, AGR.B)日前宣布,该公司的工程师已经找到了半导体封装材料成分的新组合,使半导体行业能够成功地实现无铅封装。
该公司创新的方法可在封装过程中去除铅,并消除了在推出无铅封装产品时存在的潜在缺陷。
杰尔系统的半导体封装新技术可提高芯片的可靠性和性能,并完全去除目前在芯片中广泛使用的有害成分-铅。
虽然欧盟强制使用无铅半导体封装至今仅有一年的时间,但这项限制未来将会被推广至全世界的每种半导体封装,这将影响到总市值达1660 亿美元的半导体产业中之数万亿颗芯片。
每家制造或使用芯片的电子产品厂商都正努力寻找适合的的材料组合,以使其产品能销售至欧洲以及其它制定类似法律的国家。
杰尔系统此项研究成果即解决了工艺变更中时遇到的各种潜在问题。
与业界大多数厂商一样,杰尔系统致力于研究正确的封装材料组合,希望借此制造出可靠的无铅产品。
杰尔系统的发现主要归功于其在出货前评估产品品质时,充分考虑到了客户的需求。
目前,大多数芯片封装都会在铜金属上覆盖一层锡与铅材料。
在封装行业向无铅封装转移时时,许多封装将仅在铜表面覆上一层锡,并且通过电子设备制造商以远高于封装内部铅材料熔点的温度下进行生产。
杰尔系统的研究成果显示:铜上覆锡的封装能通过现今许多专为含铅组件所制定之产业标准测试。
然而,当以客户的角度来使用这些组件时,杰尔系统发现在量产铜上覆锡的封装时会形成“锡须”,从而导致电子短路或断线,并造成其它系统错误。
JEDEC 固态科技协会的三项测试加上美国国家电子制造业创进会(MEMI, National Electronics Manufacturing Initiative)的技术指南,能更有效。
倒装芯片的高速度、低成本、无铅化挑战
级散 热片进行热粘 附 , 以便进一步提高性能 。
对提 高 F O C F热耗散 的一种方 法 已进行 了评定 ,
结果也可应用于从倒装 片到印刷 电路板 。 采用7 %充满 0
铝环氧树脂 , “ 把 线轴”型散热片粘附到 I c的裸 背部 , 并测量 蜀a 。把 蜀a 7  ̄/ 降低到 6 ℃ 。热 通孑 从 4cW 5 L
维普资讯
第 6卷 , 9期 第
V l o 6. N O 9
电
子
与
封
装
总 第 4 期 l
20 06年 9月
ELECTRONI CS & P ACKAGI NG
封 装 、 组 装 与 测 试
倒 装 芯 片 的高 速 度 、低 成 本 、 无 铅 化 挑 战
(C F OF) 比, 相 可看 出 C FI O C的背部在机械和热状况 下与金 属加强板相连 。 这是一种高效率 的散热片 。 倒装 片I c的背部裸 露在外 ,如果没有很强 的空气移动 ,那 么I c会运作得更热 。 O C F的金属加强板能较易地 与下
一2 高Biblioteka 度应用 各种互连技术的 电及热特性 比较 和部 分优缺点如
也对芯片封装提 出了更大 的挑战。
芯片 ( OF)或微 型焊球 阵列 ( BGA C o倒装 片
还具有最低 的 电阻路径 。在极高速度 的应用 中 ,使用
倒装片的电优越性挑 战 ,诸如 1 G /及更高 的纤维光 0 bs
导无线 电收发机 ,就是 为了把热从 I c中消除 。 与挠 曲基 板上芯 片 ( 1) 图 和挠 曲基板 上倒装片
由表 1可看 出 ,由于较 低 的 电感 和 电容 ,倒装
无铅无卤素:PCB制造的挑战

品—— 高 多层 用Hg g无 卤素 F 一 ,新开 发的Hg ih T R4 ih T ,无 卤素F 一 S 7 0 H g R 4D 一 4 2 代替 以往 溴系难燃料 ,适
用 了反应性引继难燃剂 ,受到在场人士 的一致认可。
电子组 装行业 机构正 在制定 一 些指 引 ,许 多消 费
了他 们 的新规定 ,要 求供 货厂商提供无 卤化 配件 。
业 内调 研 ,为 一 些 相 关 标 准 做 了更 新 。 本 次 大 会 上 , lC 培 训 经 理 杨 蕾 公 布 了 IC J S D一 0 标 P的 P — T 7 9
准 更 新 ,内容 主 要 围绕 无 卤素 电子 元件 和 组件 材 料
燃 剂 ,氯 化 阻 燃剂 或 聚 氯 乙烯 的均 质 材 料 中 ,较 高
含 量 的溴 和 氯是 允许 的。 斗 山电子先任 研究 员 申周 浩介 绍 了该 公司 的新产
组 装质 量挑 战 、可 靠 性 评 估 方 法和 产 品 可 靠 性 的挑
战 、高可靠性产品无铅 化面临 的挑 战等。 从这 些专 家的演讲 中可 以看 出P 行业 将要 面临 CB 的不 只是 电子制造 业 的寒冬 ,也不 只是 电子产 品更新 换代 对科技 的需求 带给 P B电路 板 的挑 战 ,还 要 面对 C 未来 市场 变化 的学 控和 绿色环 保 的重大责任 。虽 然各 家 巨头 厂商都 提供 了一 些解决 方案 ,但规模 较小 或正 在成 长 中的 中小企业 ,无 论是 法规动态 的信 息掌握 ,
据 悉 , 目前 国内有一 些企业 ,例 如联 想 ,也开始
要求 自身产品无 卤化 。因此预 期在未来1 年半 内保材 料
需求应可显著增加 ,估计 市场渗透率应可提升至3 %。 0 而 我 国的P B 业普遍 都是添 加 卤素 阻燃剂 的 , C行 因为它成本 非常低 ,效果 又很 好。然 而我 国P B 业 C行
电子封装面临无铅化的挑战

摘要:随着环境污染影响人类健康的问题已成为全球关注的焦点,电子封装业面临着向“绿色”无铅化转变的挑战,采用无铅封装材料是电子封装业中焊接材料和工艺发展的大势所趋。
本文主要介绍了电子封装无铅焊料以及其他辅助材料的研究现况,并对无铅BGA:~十装存在的可靠性问题进行了讨论,进而指出开发无铅材料及工艺要注意的问题和方向。
关键词:电子封装;无铅焊料及工艺;可靠中图分类号:TN305.94 文献标识码1 引言近年来,电子设备及系统正向轻、薄、短、小、低功耗、多功能、高可靠性等方向发展。
为了满足这些要求,一方面半导体集成电路技术本身正向超微细化方向进展,特征尺寸从亚微米、深亚微米到纳米领域,实现了集成电路芯片性能的飞速提高;另一方面则带动了电子封装向高密度、多引脚、高可靠性及多功能的方向迅速发展。
20世纪初,真空二极管的发明标志着电子时代的开始,电子封装先后经历了电子管安装时期、晶体管封装时期、元器件插装时期、表面贴装(SMT)时期,封装技术也经历了从插入式(DIP)到表面贴装(SMT)、从四边引脚(QFP)到平面陈列(BGA)的两次重大变革。
焊球阵列封装是目前电子封装领域广泛应用的一种新型表面贴装封装形式,其I /O端子以球形或柱形焊点按阵列形分布。
由于BGA封装引线间距大、长度短,消除了精细间距器件由于引线引起的共面度和翘曲问题,从而实现了封装的高I /O数、高性能、多功能及高密度化。
按封装基板材料来分,BGA有四种基本类型:PBGA、CBGA、CCGA和TBGA。
在此基础上,为满足多引脚、高散热能力、高频、低损耗、小型、薄形等特殊要求,派生出多种新型BGA形式——EBGA、S-MCP、FBGA、FCBGA等。
进入21世纪,电子封装技术正酝酿着第三次重大变革,正向超小型、超多端子、多芯片的高密度封装时期迈进,出现了高性能CSP芯片尺寸封装、倒扣FC封装、3D三维封装、WLP全硅圆片型封装、SoP/SiP系统级封装等先进封装形式,同时对封装材料及工艺也提出更高的要求。
无铅焊接中的材料与工艺问题
无铅焊接中的材料与工艺问题目前很多国家都在积极立法限制铅的使用以保护环境,这也推动了无铅电子组装的应用。
但各种新型合金的整合性和可靠性问题现在仍没有彻底解决,到底应选择何种合金已迫在眉睫。
本文对Sn/Ag、Sn/Ag/Cu和Sn/Cu合金进行研究,比较这些合金的可靠性试验结果和工艺上的一些问题。
无铅替代方案中现在提得较多的是用银或铜代替焊料中的铅,因此我们下面主要对锡与这几种金属组合所形成的合金进行讨论。
Sn/Ag合金Sn/Ag3.5~4.0在厚膜电路和电子装配中有着悠久的历史,因此业内人士认为用Sn/Ag焊料作为Sn/Pb替代品应该很方便,但是这种材料却有几个问题。
首先,该焊料的熔点(221℃)和回流焊峰值温度(240℃~260℃)相对于许多表面安装器件和工艺来说都太高;其次,它里面含有3.5%~4%的银,将会因成本过高而在某些领域受到限制;第三也是最重要的一点,这种焊料因为银相变化而无法通过可靠性试验,这主要是由于合金内不同区域冷却速率不同而造成。
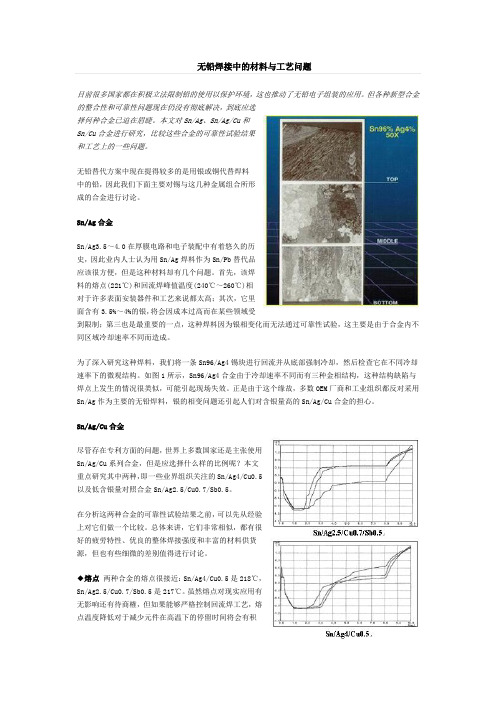
为了深入研究这种焊料,我们将一条Sn96/Ag4锡块进行回流并从底部强制冷却,然后检查它在不同冷却速率下的微观结构。
如图1所示,Sn96/Ag4合金由于冷却速率不同而有三种金相结构,这种结构缺陷与焊点上发生的情况很类似,可能引起现场失效。
正是由于这个缘故,多数OEM厂商和工业组织都反对采用Sn/Ag作为主要的无铅焊料,银的相变问题还引起人们对含银量高的Sn/Ag/Cu合金的担心。
Sn/Ag/Cu合金尽管存在专利方面的问题,世界上多数国家还是主张使用Sn/Ag/Cu系列合金,但是应选择什么样的比例呢?本文重点研究其中两种,即一些业界组织关注的Sn/Ag4/Cu0.5以及低含银量对照合金Sn/Ag2.5/Cu0.7/Sb0.5。
在分析这两种合金的可靠性试验结果之前,可以先从经验上对它们做一个比较。
总体来讲,它们非常相似,都有很好的疲劳特性、优良的整体焊接强度和丰富的材料供货源,但也有些细微的差别值得进行讨论。
芯片级无铅CSP器件的底部填充材料(1)
芯片级无铅CSP器件的底部填充材料概述:晶片级器件底部填充作为一种新工艺仍需进一步提高及优化,其工艺为:在晶片级器件制作过程中,晶圆底部加填充材料,这种填充材料在芯片成型时一步到位,免掉了外封装工艺,这种封装体积小,工艺简单,可谓经济实惠。
然而,该新型封装器件面临一个严峻的考验,即:用于无铅焊接工艺。
这就意味着:即要保证器件底部填充材料与无铅焊料的兼容,又要满足无铅高温焊接要求,保证焊接点的可靠性及生产产量。
近期为无铅CSP底部填充研发了几种新型材料,这些填充材料滴涂到晶圆上,呈透明胶状(半液态)物质,经烘烤,呈透明状固态物质,这样分割晶圆时可保证晶片外形的完整性,不会出现晶片分层或脆裂。
在这篇文章中,我们探讨一下烘烤对晶圆翘曲度的影响?烘烤是否引发底部填充材料的脆裂?以及回流过程中底部填充物的流动引起的焊料拖尾问题?因为底部填充材料即要保证焊料不拖尾,又要保证焊点的可靠性,及可观察到的焊料爬升角度,同时,底部填充材料的设计必须保证烘烤阶段材料的流动,固化情况处于可控工艺窗口之内。
另外,底部填充材料与焊接材料的匹配标准在本文中也有讨论。
关键词语:晶片,底部填充,表面贴装技术,倒插芯片,CSP封装,无铅,烘烤背景:FC及CSP封装器件要求底部填充材料在焊接过程中能够与焊球、PCB完美结合,增加焊点的抗疲劳能力。
底部填充工艺方便、简单,将半液态填充材料施加在焊球与器件基板之间的间隙即可。
对于节点尺寸大、I/O接口多的器件,填充材料的填充高度必须一致,实践证明:底部填充非常耗时,尤其FC封装器件,是大批量生产的瓶颈。
晶片底部填充工艺(WLUF)首先是在大的晶圆上直接施加胶状(半液态)底部填充材料,然后大的晶圆经烘烤阶段(B-Stage)固化,使其失去粘性,最后,将大晶圆分割成晶片,切割好的晶片独立包装,即可发往客户。
器件在SMT装配过程中,被贴放于PCB上回流焊接,器件在该阶段,焊料经助焊剂挥发作用回流形成焊点,与此同时,底部填充材料也经过熔融,固化的步骤,对焊点的形成起帮助保护作用。
无铅化进程中的几个挑战

部分含铅和其他指定有 害物质( } , C , 汞 I 镉 d 六价 g 铬 C( I, r ) 多溴联苯 P B和多溴二苯醚 P D ) V B B E 的
元器件 , 准确地说是在一定 的含量 以下 , 镉最大 如 允许浓度为 1 pm, 0 p 其他的为 lop 然而, 0 oor  ̄. 减少
、 .5 N . 2 o6 No . v 2 彻
文章 编 号 :08—1o (o7o 10 42 2o }6—05 —0 84 3
无 铅 化 进 程 中 的 几 个 挑 战
汪 之 琦
( 海 交 通 大 学 微 电子 学 院 . 海 2O 3 ) 上 上 00O
摘
要 : 无铅化是整个电子行业绿色革命 中非常重要的一步 , 本文简单 阐述 了无铅化的产生背
景, 工艺难题 , 以及在改变过程 中出 现的可靠性 问题及其相 关的原理和研 究现状 , 并介 绍了全球 化 背景 下 , 国无铅 化 的发 展状 况 . 各
关 键词 : 无 铅化 ; 须 ; 锡 电迁移 ; 锡相 变 中图分 类号 i X 8 33 文 献 标识码 i A
随着家用 电子产品和个人电脑的普及 , 人们的
力的迅速增长 , 导致锡 原子沿 着 晶体边界进 行扩 散, 形成锡须 . 是这种应力可能是几种不 同因素 但 造成的 , 包括电镀化学 , 扩散到电镀层 中、 或镀层本 身的其他金属元素 , 连终端 的机械应力 , 互 外部的 热应力 , 物理损伤等等 . 大量 的研究试验表明 , 锡须增长主要取决于温 度和湿度 的变化 . 通常 , 温度是 5 ℃以上 , 0 相对湿 度 5 %以上 , 0 锡须 的产生几 率和速度都会明显加 大. 另外 , 焊料中锡含量也会影响锡须 的产生 . 锡纯 度越高 , 形成锡须 的机会就越大 . 所以, 目前对锡须 生长测试使用的试验方法很多 , 大多为温湿度相关 的环境试验 , 此处列 出了其中的 3 , 种 如表 1 所示 .
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
无铅化挑战组装和封装材料
用镂板印刷或电镀制作的晶圆凸点,显示了无铅在倒装芯片和芯片级封装和组装领域的可行性。
无铅是90年代末期发自日本的信息,而今差不多被欧洲联盟以严格的法律加以响应。
铅的毒性差不多广为人知,人们尽管仍在争论电子元件中的铅是否确实对人类和环境造成威胁,但人们差不多更为关注废弃的电子器件垃圾中铅的渗透并产生的污染。
另外,含铅器件的再利用过程中有毒物质的扩散也是一个关注的热点。
大多数可行的替换方案并不是类似于铅毒性的威胁,而是对环境的其它负面阻碍,例如,高熔点意味的高能耗。
因此,使用先进的设备和新的回流焊温度设置在某种程度上也许有可
能得到高熔点低能耗的效果。
另外,假如用含银的材料来替代铅锡焊料,会产生另一个负面的对生态环境的阻碍,那确实是需要大量开采和加工贵重的金属矿石。
立法规定最后期限
历经了数年的磋商和议论之后,现在有25个欧洲联盟成员
国,差不多在执行禁止在电子器件中使用铅的法律。
2006年7
月1月开始,所有用于欧洲市场的电子产品必须是无铅的,包括信息和通讯技术设备、消费类电子、家用电器等等。
该项法律也规定了多项例外。
用于服务器、存储器、以及特种网络设施的焊料,到2010前仍然能够含铅。
另外,含铅量超过85%的焊料也不在此项规定之列。
欧洲委员会还在启动一项针对更多免责的评估,比如用于高端PC处理器的倒装芯片封装的互连中的含铅焊料。
大多数这种互连是将高度含铅的C4焊球。
欧盟关于铅等危险物的限制原则是尽量替换铅,只有在“技术上无法替换”时才能够使用铅。
指令的适用范围有时定义得也不太明确。
例如,消费电子不能够用铅,而汽车电子能够,那么,汽车内的收音机如何办?目前同意汽车收音机含铅,然而还有些类似情况仍然有待进一步裁决。
欧联的无铅法律将阻碍全球的电子产业,一来是由于供应链的全球化,再者也是由于在其它国家差不多开始有类似的法律。
例如,中国差不多提出了禁止同样物质的类似法律,而且最后期限也设定为2006年7月1日。
为了实现无铅化,人们需要对倒装芯片封装、晶圆级封装、SMT和波峰焊进行广泛的材料研究和工艺评价。
我们差不多着手为板上倒装芯片和芯片级封装技术研究合适的材料和工艺。
镂板印刷制作凸点
在凸点制备工艺(图1)中,需要给凸点底层金属(UBM)覆盖上新的焊材。
印刷工艺之后,要在高于焊料熔点20℃的温度下进行回流,然后再进行清洗和凸点检查。
UBM必须与新的焊料相匹配,采纳化学镀镍工艺。
晶圆加工是在一序列的化学池中进行的,在焊点清洗之后,紧接着进行的工艺包括:锌酸盐处理,表面活性化处理,镍(5mm)的淀积,金层的生长。
该项工艺为Fraunhofer IZM与柏林技术大学合作开发。
采纳化学镀镍工艺的UBM稳定性好,良率高,已被广泛使用。
焊膏印刷需要使用小间距模板、能适应微细间距要求的焊膏,以及优化的印刷参数。
焊膏供应商差不多生产了几种无铅焊膏,包括SnAg3.5、SnAgBixx和SnCu0.9。
Sn95.5Ag4Cu0.5是共晶铅焊料的替代品,工艺良率成功通过了与SnPb的对比测试。
滚刷速度、模板剥离和检查条件将决定产量。
使用厚度为80mm 的模板,能实现~110mm的凸点高度。
使用SnAgCu0.5焊膏时,熔点温度由183上升到217℃,相
应的回焊炉的温度设置也需从~205 上升到 235℃,典型的回流焊环境是使用氮气,它能够将氧化降到最小程度。
同时,为了确保良好的工艺操纵,必须对凸点制备中的晶圆实施自动检测。
最新的研究显示对凸点实施非100%的测试也能满足对凸点质量进行操纵的要求,如此还能减少检测时刻。
SnA gCu凸点的光学检测由于其粗糙表面(与往常的SnPb焊膏的光亮表面相比)的阻碍实,施起来不太容易,因此,这一步显得更加关键,需要更加小心。
抛开某些特例,成本核算表明,在FCOB的大批量生产中,用SnAgCu00.5替代SnPb的话,凸点制备工艺的成本能够达到低于每晶圆50美金。
迄今为止,倒装芯片凸点技术仍然是技术的亮点。
小间距芯片级封装(>0.5 mm间距)的出现,使得使用镂板印刷方法,可能替代固体植球方法。
可靠性问题。