冷轧薄钢板和钢带专业技术标准
冷轧钢板和钢带的尺寸、外形、重量及允许偏差

冷轧钢板和钢带的尺寸、外形、重量及允许偏差冷轧钢板和钢带是广泛应用于建筑、机械制造、汽车工业等领域的重要材料。
它们的尺寸、外形、重量以及允许的偏差对于保证产品质量和使用效果至关重要。
下面将从几个方面来介绍冷轧钢板和钢带的相关特点。
首先,冷轧钢板和钢带的尺寸通常根据用户需求而定。
常见的标准尺寸有厚度0.2-4.0毫米、宽度600-2000毫米,长度根据具体要求定制。
这些尺寸可以满足不同行业的需求,如建筑领域需要较厚的钢板来支撑结构,而汽车领域则需要较薄、较宽的钢带用于车身制造。
其次,冷轧钢板和钢带的外形也有一定的要求。
一般来说,它们的表面应平整光滑,没有明显的划痕和凹陷。
同时,边缘应整齐无毛刺,不允许有裂纹和折叠现象。
外形的完美有助于提高产品的美观度和使用寿命。
重量是冷轧钢板和钢带的另一个重要指标。
在生产过程中,通过严格控制材料的厚度和宽度,可以有效地控制钢材的重量。
同时,在市场上,通常以公斤或吨为单位出售,因此重量的准确计算对于确定产品的价格和出售数量非常重要。
最后,允许的偏差是冷轧钢板和钢带生产过程中的常见情况。
由于生产过程中涉及到多个环节,如热轧、冷轧、切割等,难免会导致尺寸上的偏差。
根据国际标准,冷轧钢板和钢带的尺寸偏差通常在公差范围内。
生产企业在出厂前会经过严格的质量检验,以确保产品的质量达到标准要求。
总之,冷轧钢板和钢带的尺寸、外形、重量以及允许的偏差直接影响产品的质量和使用效果。
了解这些指标的要求能够帮助生产厂家和用户更好地选择适合自己需求的钢材,并确保使用过程中的安全性和稳定性。
同时,生产企业也应严格把控生产过程,提高产品的一致性和可靠性,为用户提供优质的冷轧钢板和钢带产品。
冷轧薄钢板、钢带的硬度检测

按以下公称厚度/mm
>=0.25 0.25<0.40 0.40<0.60 0.60<1.0 1.0<1.6 1.6<2.5 >=2.5
SPCC
(270)
(32)
(34)
36
37
(38)
39
5 号试样轧制方
SPCD
270
34
36
38
39
40
ቤተ መጻሕፍቲ ባይዱ41
向
SPCE
270
36
38
40
41
42
43
表三:标准调质和退火的钢板、钢带的硬度值。
调质区分
符号
退火
A
标准调质
S
硬度最大
HRB
HV
57
105
65
115
注:厚度小于 0.6mm 的钢板和钢带,原则上不进行拉伸试验。 表四:1/8 硬、1/4 硬、1/2 硬和全硬材料的拉伸试验值勤。
调质区分
符号 抗拉强度/MPa 伸长率/%最小
1/8 硬
8
294~410
25
1/4 硬
4
370~490
10
冷轧薄钢板、钢带的硬度检测
冷轧薄钢板,简称冷轧钢板、冷轧薄板、冷轧板、冷板等。它还包括不锈钢板、弹簧钢板、硬钢片、镀锌
板、镀锡板、镀铝板等。冷轧薄钢带,简称冷轧钢带、冷轧带钢、钢带、带钢、薄钢带、冷轧卷等。还包
括不锈钢带、镀锌钢带、镀锡钢带等。 冷轧薄钢板、钢带(以下简称冷轧薄板)主要用于零件的冲压加工,而冷轧薄板的力学性能十分重要,它
1/2 硬
2
440~590
——
硬
1
钢板(带)技术要求及验收规范(试行)
钢板(带)技术要求及验收规范(试行) Q/SY 三一集团有限公司企业标准Q/SY 074 203-2009钢板(带)技术要求及验收规范 Technical requirements and inspection specifications for steel plates and stripes(试行)2009-11-30发布 2009-12-01实施发布三一集团有限公司Q/SY 074 203-2009前言本标准主要参考了国家标准和宝钢企业标准,对三一集团用各种钢板的要求以及采购、验收时所要检验的内容和依据等进行了规定。
本标准将作为三一集团在商务采购、质保验收钢板时的依据,并可作为设计人员设计使用钢板的参考。
本标准由三一集团有限公司研究总院和精益质量总部提出。
本标准由三一集团有限公司研究总院起草。
本标准由三一集团有限公司研究总院归口。
本标准主要起草人:杨军、熊亚军、李丰。
1Q/SY 074 203-2009钢板(带)技术要求及验收规范1 范围本标准规定了钢板(带)的通用技术要求、试验和验收方法、验收规则、标志、包装和贮存以及质量证明书等。
本标准适用于三一集团有限公司使用的所有钢板和钢带(以下简称钢板)。
当技术协议或合同规定与本标准规定不一致时,应以技术协议或合同规定为准。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 222 钢的成品化学成分允许偏差GB/T 223 钢铁及合金化学分析方法GB/T 228 金属材料室温拉伸试验方法GB/T 229 金属夏比缺口冲击试验方法GB/T 232 金属材料弯曲试验方法GB/T 247 钢板和钢带检验、包装、标志及质量证明书的一般规定GB/T 708 冷轧钢板和钢带的尺寸、外形、重量及允许偏差GB/T 709 热轧钢板和钢带的尺寸、外形、重量及允许偏差GB/T 711 优质碳素结构钢热轧厚钢板和宽钢带GB/T 912 碳素结构钢和低合金结构钢热轧薄钢板和钢带GB/T 2523 冷轧金属薄板(带)表面粗糙度和峰值数的测量方法GB/T 2975 钢及钢产品力学性能试验取样位置及试样制备GB/T 3274 碳素结构钢和低合金结构钢热轧厚钢板和钢带GB/T 4237 不锈钢热轧钢板GB/T 5027 金属材料薄板和薄带塑性应变比(r值)的测定GB/T 5766 摩擦材料洛氏硬度试验方法GB/T 8923 涂装前钢材表面锈蚀等级和除锈等级GB/T 11253 碳素结构钢和低合金结构钢冷轧薄钢板和钢带GB/T 20066 钢和铁化学成分测定用试样的取样和制样方法GB/T 24186 工程机械用高强度耐磨钢板Q/SY O74 021 金属材料疲劳实验方法EN 10029 3mm或以上厚度的热轧钢板——尺寸、形状、质量公差(Hot rolled steel plates 3mmthick or above-Tolerances on dimensions,shape and mass)JIS G 3193 热轧钢板、薄板及钢带的尺寸、质量及允许误差2Q/SY 074 203-20093 订货内容根据需要,订货时用户需提供包括足以说明所需材料的下述信息:a) 标准号;b) 牌号;c) 规格;d) 尺寸、外形精度(偏差);e) 交货状态;f)表面状态;g)重量;h) 用途;i) 其它特殊要求(如焊接修补要求、特殊热处理或表面处理等)。
Q_ASB_80-2004_优质碳素结构钢冷轧薄钢板和钢带
害缺陷。 6.3 力学性能
退火加平整的钢板和钢带的力学性能应符合表 2 的规定。
抗拉强度 Rm,MPa
牌号
Z
S和P
08Al
275~375
275~410
A08
275~410
275~410
20
355~470
335~490
45
-
a 取横向P04 试样。
540~665
6.4 工艺性能
表2
伸长率a 拉延级别
Z 34 34 27 -
8 检验规则
8.1 组批 钢板及钢带应成批验收,每批应由同一牌号、同一熔炼号、同一规格、同一表面状态及
同一热处理制度的钢板及钢带组成。
5
Q/ASB 80-2004 8.2 取样数量
钢板和钢带的取样数量按表 8 的规定执行。 8.3 取样位置
拉伸和弯曲试样取自钢板和钢带宽度的 1/4 处;杯突试样在距钢板和钢带边部 50mm 以上 取 3 点;其它试验试样取自钢板和钢带的任意处。 8.4 复验及判定
级。
6.6.2 带状组织
20 钢板和钢带的带状组织按 GB/T 13299 第 B 评级图评级,Z 级带状组织≤3 级。
6.6.3 脱碳层
45 钢板和钢带应检查表面脱碳层,全脱碳层(铁素体)深度(从实际尺寸算起),一面
不得大于钢板实际厚度的 2.5%,两面不得大于 4%。
4
Q/ASB 80-2004
钢板及钢带初验不合格时,可从同一批中再取双倍数量的试样进行该不合格项目的复验, 复验结果(包括该项目试验所要求的所有指标)合格,则该批钢板及钢带为合格。复验结果 (包括该项目试验所要求的所有指标)不合格则该批钢板及钢带不应验收、交货。 8.5 数值修约
材料标准新旧更替
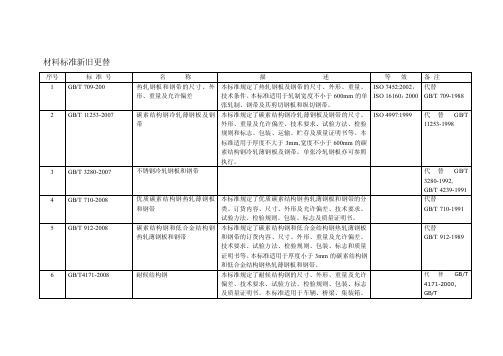
200mm 的热轧方钢;厚度为 3mm~60mm,宽度为
10mm~200mm,截面为矩形的一般用途热轧扁钢;对
边距离为 8mm~70mm 的热轧六角钢和对边距离为
16mm~40mm 的热轧八角钢;厚度为 4mm~100mm,
宽度为 10mm~310mm,截面为矩形的热轧工具钢扁 钢。
12 GB/T 706-2008
36 DIN_EN
10083-1:1991
ASTM B144 37 ASTM B23 38 ISO 16162:2000 39 GB/T 704-1988
40 GB/T 707-1988
41 GB/T 9787-1988、
42 GB/T 9788-1988
43 GB/T 9437-2009 无此版本
ASTM A 系列 黑色金属 标准
2003
26 ASTM A235
锻钢
ASTM A 系列 黑色金属 标准
27 ASTM A296
防腐铸钢
ASTM A 系列 黑色金属 标准
28 ASTM A53&A53M - 黑色和热浸镀锌焊接及无缝 ASTM A 系列 黑色金属 标准
2002
钢管规范
29 ASTM A106&A106M 高温用无缝碳素钢管
ASTM A 系列 有色金属 标准 ASTM A 系列 有色金属 标准
热轧扁钢尺寸、外形、重量 及允许偏差 热轧槽钢尺寸、外形、重量 及允许偏差 热轧等边角钢 尺寸、外形、 重量及允许偏差 热轧不等边角钢 尺寸、外 形、重量及允许偏差 耐热铸铁件
锅炉和压力容器用钢板
本标准规定了耐热铸铁件技术要求、试验方法、检验 规则、标志和质量证明书、防锈、包装和贮存等要求。 本标准规定了锅炉和压力容器用钢板的尺寸、外形、 技术要求、试验方法、检验规则、包装、标志及质量
冷轧钢板国标
冷轧钢板国标摘要:一、冷轧钢板的概述二、冷轧钢板的国标标准三、冷轧钢板的种类和应用四、冷轧钢板与热轧钢板的区别五、不锈钢冷轧钢板和钢带的国家标准六、众涌鑫不锈钢制品公司的介绍正文:一、冷轧钢板的概述冷轧钢板是指通过冷轧工艺生产的钢板,这种工艺通常用于生产小规格的钢和尺寸精确的薄板。
冷轧钢板具有较高的精度和光洁度,通常用于汽车、电子、家电等领域。
二、冷轧钢板的国标标准在我国,冷轧钢板的国标标准主要包括以下几个方面:1.GB13237-91《优质碳素结构钢冷轧薄钢板和钢带》:该标准规定了牌号为08F/08/10/15F/15/20/25/30/35/40/45/50 等十二种优质碳素结构钢冷轧薄钢板和钢带的尺寸、外形、重量、允许偏差、表面质量、力学性能等技术要求。
2.GB/T3280-2009《不锈钢冷轧钢板和钢带》:该标准规定了不锈钢冷轧钢板和钢带的分类、尺寸、外形、重量、允许偏差、表面质量、力学性能等技三、冷轧钢板的种类和应用冷轧钢板的种类繁多,根据不同的用途和要求,可以分为以下几类:1.优质碳素结构钢冷轧薄钢板和钢带:主要用于汽车、电子、家电等领域。
2.不锈钢冷轧钢板和钢带:主要用于石油、化工、医疗、食品、轻工、机械仪表等工业输送管道以及机械结构部件等。
3.耐热钢板:主要用于锅炉、压力容器、化工设备等高温环境下的结构件。
四、冷轧钢板与热轧钢板的区别冷轧钢板和热轧钢板在生产工艺、性能、应用等方面存在较大差异,具体表现在以下几点:1.生产工艺:热轧钢板是通过高温熔融后的钢材经过轧制、冷却等过程形成的;而冷轧钢板是在常温下,通过轧制、退火、除鳞等过程形成的。
2.性能:冷轧钢板具有较高的精度和光洁度,但强度和韧性相对较低;热轧钢板强度和韧性较高,但光洁度较差。
3.应用:冷轧钢板主要用于汽车、电子、家电等领域,热轧钢板主要用于建筑、船舶、机械等领域。
五、不锈钢冷轧钢板和钢带的国家标准不锈钢冷轧钢板和钢带的国家标准主要包括以下几个方面:1.GB4237-2009《不锈钢热轧钢板和钢带》:该标准规定了不锈钢热轧钢板和钢带的分类、尺寸、外形、重量、允许偏差、表面质量、力学性能等技术2.GB/T3280-2009《不锈钢冷轧钢板和钢带》:该标准规定了不锈钢冷轧钢板和钢带的分类、尺寸、外形、重量、允许偏差、表面质量、力学性能等技术要求。
JIS G3141-2023 冷轧碳素薄钢板和钢带 中文版

JIS G3141-2023 冷轧碳素薄钢板和钢带中文版1. 引言JIS G3141-2023 是日本工业标准(Japanese Industrial Standard, JIS)制定的关于冷轧碳素薄钢板和钢带的标准。
该标准规定了冷轧碳素薄钢板和钢带的分类、尺寸、技术要求、试验方法以及标志和包装要求。
本文档将对JIS G3141-2023 的内容进行详细介绍。
2. 标准概述JIS G3141-2023 标准对冷轧碳素薄钢板和钢带的分类进行了详细定义。
根据其化学成分和用途,钢板和钢带被分为不同的等级。
标准还规定了冷轧碳素薄钢板和钢带的尺寸范围,并对其表面质量进行了要求。
从技术要求的角度来看,JIS G3141-2023 对冷轧碳素薄钢板和钢带的机械性能、化学成分、细小组织、硬度等进行了详细的规定。
此外,还包括了对冷轧薄钢板和钢带的加工性能、电阻率、耐蚀性等方面的要求。
在试验方法方面,标准列举了对冷轧碳素薄钢板和钢带进行机械性能测试、表面检验、化学分析等方面的试验方法。
通过这些试验方法,可以确保冷轧碳素薄钢板和钢带的产品质量符合标准要求。
3. 冷轧碳素薄钢板和钢带的分类根据 JIS G3141-2023 标准,冷轧碳素薄钢板和钢带可分为以下两类:3.1 第一类第一类冷轧碳素薄钢板和钢带的化学成分要求较严格,并具有更高的机械性能要求。
这类钢板和钢带广泛应用于汽车工业、家电制造、建筑工程等领域。
3.2 第二类第二类冷轧碳素薄钢板和钢带的化学成分要求相对较宽松,但机械性能仍要满足标准要求。
这类钢板和钢带主要应用于一般机械零件制造、建筑材料等领域。
4. 技术要求JIS G3141-2023 标准中对于冷轧碳素薄钢板和钢带的技术要求包括以下几个方面:4.1 机械性能标准规定了冷轧碳素薄钢板和钢带的抗拉强度、屈服强度、伸长率等机械性能要求。
这些性能指标对于保证钢板和钢带的使用性能至关重要。
4.2 化学成分冷轧碳素薄钢板和钢带的化学成分要求在标准中得到了明确的规定。
冷轧钢板及钢带国标

冷轧钢板及钢带国标
冷轧钢板及钢带的国家标准主要包括以下几个方面:
冷轧钢板的定义及用途:冷轧钢板是以热轧板材为原料经过冷轧加工而成的钢板,表面光滑平整,厚度均匀,尺寸精度高,机械性能良好,对锻造和加工性能优良,广泛应用于汽车、家电、建筑材料、电机等领域。
冷轧钢板及钢带的分类:
根据不同的用途、材质和性能,冷轧钢板及钢带可分为多个产品等级。
例如,GB/T 708-2019《冷轧钢板和钢带》标准中规定了冷轧钢板及钢带的分类、代号、尺寸、外形、重量及允许偏差、技术要求、试验方法、检验规则、包装、标志及质量证明书等内容。
冷轧钢板及钢带的技术要求:
冷轧钢板及钢带的国家标准要求产品符合一定的化学成分、机械性能、加工性能、尺寸精度等要求。
例如,碳素结构钢冷轧薄钢板应具有良好的可塑性、可焊性和机械性能,同时应满足标准中规定的化学成分、力学性能、工艺性能等方面的要求。
冷轧钢板及钢带的试验方法:
标准中还规定了对冷轧钢板及钢带进行的试验方法,包括化学成分分析、力学性能试验、工艺性能试验、表面质量检查、尺寸精度测量等。
此外,还有其他与冷轧钢板及钢带相关的国家标准,如GB/T 13790-2016《冷轧钢板和钢带的尺寸、外形、重量及允许偏差》、GB/T 2520-2017《钢铁及合金电镀和化学镀铬钢板和钢带》等。
这些标准规定了冷轧钢板及钢带的各项技术指标和试验方法,为生产和使用提供了统一的依据。
(国内标准)GB
(国内标准)GB深冲压用冷轧薄钢板和钢带GB5213-85本标准适用于汽车拖拉机等工业深冲复杂摘自零折用的低碳优质冷轧薄钢板和钢带1分类代号1.1特别高级的精整表面1高级的精整表面2较高的精整表面31.2钢板和钢带按拉延级别分为三级:用于冲制摘自最复杂的零件ZF用于冲制拉延很复杂的零件HF用于冲制拉延复杂的零件F1.3F2尺寸外形重量2.1尺寸及允许偏差2.1.1.钢板的厚度宽度长度和钢带的厚度宽度应符合GB708-65《轧制薄钢板品种》表1的规定。
经供需双方协议,也可供应非标准规格的钢板和钢带。
2.1.2.成卷供货的钢带内每项应于合同中注明2.1.3.进取度允许偏差2.1.3.1钢板和钢带的厚度允许偏差应符合表1规定2.1.3.1.1根据需方要求,供应表1以外厚度的钢板和钢带时,其厚度允许偏差按表中相邻小尺寸钢板厚度的规定。
2.1.3.1.2交货钢带头尾总长30M内其厚度偏差允许比表1规定数值大50%,焊缝区20M内厚度偏差允许比表1规定数值大100%。
2.1.3.3钢板和钢带的宽度允许偏差:宽度≤1000mm+4mm宽度>1000mm+5mm成卷轧制不剪纵边的钢板+15mm2.1.3.3钢板长度允许偏差:长度≤1500mm+10mm长度>1500mm+15mm成卷轧制的钢板长度≤1500mm+10mm长度>1500mm+20mm2.2外形2.2.1钢板应切成直角,于保证公称尺寸最小矩形的条件下,切斜不得大于钢板宽度的1.0%;钢板和钢带的镰刀弯应不大于长度的0.3%。
宽度不大于1000mm的钢板和钢带每米不平度应符合如下规定:Ⅰ组表面≤6mm;Ⅱ组表面≤10mm;Ⅲ组表面≤15mm;2.2.3钢板和钢带厚度同板差不得大于厚度公差之半。
2.3重量钢板和钢带应按实际重量交货。
3.1标志示例例如:由牌号08Al制成的A级精度钢板尺寸1.0mm×750mm×1500mm,表面质量Ⅰ组,拉延级别HF的标记:钢板-08Al-1.0×750×1500-A-Ⅰ-HF-GB5213-85。
冷轧薄钢板和钢带技术标准(优选)
冷轧薄钢带暂行技术标准FRZJ01-20071 范围本标准规定了冷轧薄钢带的要求、实验方法、检验规则、包装、标志和质量说明书。
本标准适用于厚度0.15㎜~1.50㎜、宽度80㎜~1250㎜的冷轧薄钢板和钢带。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 222-2006 钢的化学分析用试样取样方法及成品化学成分允许偏差GB/T 223.5-1997 钢铁及合金化学分析方法、还原型硅钼酸盐光度法测定酸溶硅含量GB/T 223.58-1987 钢铁及合金化学分析方法、亚砷酸钠-亚硝酸钠滴定法测定锰量GB/T 223.59-1997 钢铁及合金化学分析方法、锑磷钼蓝光度法测定磷量GB/T 223.68-1997 钢铁及合金化学分析方法、管式炉内燃烧后碘酸钾滴定法测定硫含量GB/T 223.69-1997 钢铁及合金化学分析方法、管式炉内燃烧后气体容量法测定碳含量GB/T 228-2002 金属材料室温拉伸实验方法GB/T 247-1997 钢板和钢带检验、包装、标志及质量证明书的一般规定GB/T 2975-1998 钢材力学及工艺性能实验取样规定GB/T 4156-1984 金属杯突实验方法(厚度0.2~2㎜)GB/T 8170-1987 数值修约规则3 符号下列符号适用于本标准。
EC—钢带边缘状态,切边。
EM—钢带边缘状态,不切边(轧制边)。
FA—钢板和钢带表面质量,普通级。
FB—钢板和钢带表面质量,较高级。
PT.A—钢板和钢带厚度尺寸精度,普通厚度精度。
PT.B—钢板和钢带厚度尺寸精度,高级厚度精度。
PW.A—钢板和钢带宽度尺寸精度,普通宽度精度。
PW.B—钢板和钢带宽度尺寸精度,高级宽度精度。
Q ASB 312-2012低碳钢冷轧钢板和钢带
Q/ASB 312—2012
代替 Q/ASB 312-2009
低碳钢冷轧钢板和钢带(EN)
文稿版次选择
2012 - 07 - 30 发布
2012 - 08 - 15 实施
鞍山钢铁集团公司 发 布
Q/ASB 312—2012
前言
本标准按照GB/T 1.1-2009《标准化工作导则 第1部分:标准的结构和编写》给出的规则起草。 本标准代替Q/ASB 312-2009《低碳钢冷轧钢板和钢带(EN)》及修改单。 本标准与Q/ASB 312-2009相比,除编辑性修改外,主要技术内容变化如下: ——修改了硬度要求(见6.3.2、表3,2009版的6.3.2、6.3.3、表3)。 本标准制定过程中参考了EN 10130《冷成型用低碳钢冷轧钢板及钢带供货技术条件》。本标准的附 录A给出了本标准与EN 10130的主要技术性差异及原因。 本标准与国内外相关标准牌号的对照参见附录B。 本标准由鞍钢股份有限公司产品制造部提出。 本标准由鞍山钢铁集团公司科技质量部归口。 本标准起草单位:鞍钢股份有限公司产品制造部。 本标准主要起草人:陈玥、黄秋菊、满彦臣。 本标准水平等级标记:Q/ASB 312-2012Y。 本标准历次发布情况为:Q/ASB 16—2004、Q/ASB 312—2001、Q/ASB 312—2002、Q/ASB 312—2004、 Q/ASB 312—2006、Q/ASB 312—2009。
S
a 弯曲试样取横向。
b 仲裁试验时试样宽度取 b=20mm。
弯曲试验 a,b.(b≥20mm)
弯曲角度
弯曲压头直径/mm
180°
0
4
Q/ASB 312—2012
6.5 表面质量
冷轧带钢检验规范
冷轧带钢检验规范篇一:冷轧用热连轧钢带技术要求冷轧用热连轧钢带技术要求1 范围本技术要求规定了冷轧用热连轧钢带的尺寸、外形、技术要求、试验方法、检验规则及包装、标志。
本技术要求适用于集团公司冷轧用热连轧钢带,其它产品也可参照执行。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后的所有修改单(不包括勘误的内容)或修订版本均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 247 钢板和钢带检验、包装、标志及质量证明书的一般规定。
GB/T 709 热轧钢板和钢带的尺寸、外形、重量及允许偏差。
3 尺寸、外形、重量及允许偏差3.1 钢带尺寸供冷轧用带钢的规格见表1。
表1 单位为毫米项目公称厚度公称宽度带卷内径带卷外径要求值1.3~6.0 600~1300 762±201200~21503.2 尺寸允许偏差钢带的尺寸允许偏差应符合的规定。
3.3 外形允许偏差3.3.1 钢带的凸度应为0.035~0.070mm。
3.3.2 钢带的楔形应不大于0.050mm,局部高点应不大于0.012mm。
3.3.3 钢带外形的其它要求应符合GB/T 709的规定。
3.4 重量钢带按实际重量交货。
4 技术要求4.1 牌号及化学成分钢的牌号及化学成分(熔炼分析)应符合相应标准的规定。
4.2 交货状态钢带以热轧状态交货。
4.3 表面质量4.3.1 钢带表面不应有气泡、结疤、折叠、裂纹、夹杂、压入氧化铁皮和对使用有害的其它缺陷。
钢带不允许有分层。
4.3.2 钢带表面允许有深度或高度不超过厚度负(或正)偏差之半的麻点、凹面、划痕等轻微局部的缺陷,但应保证钢带允许的最小厚度。
4.3.3 钢带应无边裂,边缘破口应不大于钢带宽度的允许偏差,并应保证不小于钢带的最小宽度。
4.3.4 对于钢带,由于没有机会切除带缺陷部分,所以允许带有若干不正常的部分,但有缺陷部分不得超过每卷钢带总长度的6%。
JIS G3135-1986汽车用可加工性冷轧高强度薄钢板及钢带
汽车用可加工性冷轧高强度薄钢板及钢带1 适用范围本标准主要适用于加工性良好的汽车用冷轧高强度薄钢板及钢带(以下称钢板及钢带)。
适用厚度如表1-1或1-2所示。
备注:本标准中{ }内的单位和数值为国际单位制(SI),一并列出,以供参考。
此外,本标准中的现行单位和数值,自1991年1月1日起用SI单位和数值。
2 种类及牌号钢板及钢带分为13类,其牌号如表1所示。
表1 牌号牌号新单位现行单位(参考)适用厚度,mm 备注SPFC340 SPFC370 SPFC35SPFC38≥0.6~2.3 深冲加工用SPFC390 SPFC440 SPFC490 SPFC540 SPFC590 SPFC40SPFC45SPFC50SPFC55SPFC60≥0.6~2.3 加工用SPFC490Y SPFC540Y SPFC590Y SPFC50YSPFC55YSPFC60Y≥0.6~1.6SPFC780Y SPFC980Y SPFC80YSPFC100≥0.8~1.4低屈服比型SPFC340H SPFC35H ≥0.6~1.6烘干硬化型3 化学成分化学成分,必要时由供需双方协议规定。
4 机械性能钢板及钢带按第7条及福建进行试验,其抗拉强度、屈服点或屈服强度、延伸率、烤漆硬化量(1)及弯曲性能如表2所示。
弯曲试验时,其外侧不得发生裂纹。
注:(1):烤漆硬化量是表示制造厂出厂时,根据附件的规定试验后的屈服点上升量。
5 尺寸、形状、重量及其允许偏差5.1 尺寸(1) 标准厚度钢板及带钢的标准厚度如表3所示。
表2 机械性能(1991年1月1日起适用)延伸率 % 弯曲性能厚度 mm 牌号 抗拉强度 N/mm 2 屈服点或 屈服强度 N/mm 2 ≥0.6~<1.0 ≥1.0~<2.3 烤漆 硬化量 N/mm 2 拉伸 试样弯曲 角度弯 曲 内侧半径 试样SPFC340 SPFC370 SPFC390 SPFC440 SPFC490 SPFC540 SPFC590 SPFC490Y SPFC540Y SPFC590Y SPFC780Y SPFC980Y SPFC340H≥340 ≥370 ≥390 ≥440 ≥490 ≥540 ≥590 ≥490 ≥540 ≥590 ≥780 ≥980 ≥340≥175 ≥205 ≥235 ≥265 ≥295 ≥325 ≥355 ≥225 ≥245 ≥265 ≥365 ≥490 ≥185≥34 ≥32 ≥30 ≥26 ≥23 ≥20 ≥17 ≥24 ≥21 ≥18 ≥13 ≥6 ≥34≥35 ≥33 ≥31 ≥27 ≥24 ≥21 ≥18 ≥25 ≥22 ≥19 ≥14 ≥7 ≥35— — — — — — — — — — — — ≥305号 轧制 方向180º贴 紧 贴 紧 贴 紧 贴 紧 贴 紧 厚度的0.5倍 厚度的1.0倍 贴 紧 厚度的0.5倍 厚度的1.0倍 厚度的3.0倍 厚度的4.0倍 贴 紧3号 轧制 方向 注:SPFC780Y 、SPFC980Y 的延伸率值所适用的厚度范围≥0.6mm~<1.0mm 和≥1.0mm~<2.3mm 分别改为≥0.8mm~<1.0mm 和≥1.0mm~<1.4mm 。
《国家标准》GB5213

深冲压用冷轧薄钢板和钢带GB 5213-85本标准适用于汽车拖拉机等工业深冲复杂摘自零折用的低碳优质冷轧薄钢板和钢带1 分类代号1.1 特别高级的精整表面 1高级的精整表面 2较高的精整表面 31.2 钢板和钢带按拉延级别分为三级:用于冲制摘自最复杂的零件ZF用于冲制拉延很复杂的零件HF用于冲制拉延复杂的零件 F1.3 F2 尺寸外形重量2.1 尺寸及允许偏差2.1.1. 钢板的厚度宽度长度和钢带的厚度宽度应符合GB 708-65《轧制薄钢板品种》表1 的规定。
经供需双方协议,也可供应非标准规格的钢板和钢带。
2.1.2. 成卷供货的钢带内每项应在合同中注明2.1.3. 进取度允许偏差2.1.3.1 钢板和钢带的厚度允许偏差应符合表1 规定2.1.3.1.1 根据需方要求,供应表1 以外厚度的钢板和钢带时,其厚度允许偏差按表中相邻小尺寸钢板厚度的规定。
2.1.3.1.2 交货钢带头尾总长30M内其厚度偏差允许比表1 规定数值大50%,焊缝区20M内厚度偏差允许比表1 规定数值大100%。
2.1.3.3 钢板和钢带的宽度允许偏差:宽度≤1000mm +4mm宽度>1000mm +5mm成卷轧制不剪纵边的钢板+15mm2.1.3.3 钢板长度允许偏差:长度≤1500mm +10mm长度>1500mm +15mm成卷轧制的钢板长度≤1500mm +10mm长度>1500mm +20mm2.2 外形2.2.1 钢板应切成直角,在保证公称尺寸最小矩形的条件下,切斜不得大于钢板宽度的1.0%;钢板和钢带的镰刀弯应不大于长度的0.3%。
2.2.2 不平度宽度不大于1000mm的钢板和钢带每米不平度应符合如下规定:Ⅰ组表面≤6mm;Ⅱ组表面≤10mm;Ⅲ组表面≤15mm;2.2.3 钢板和钢带厚度同板差不得大于厚度公差之半。
2.3 重量钢板和钢带应按实际重量交货。
3.1 标志示例例如:由牌号08Al制成的A级精度钢板尺寸1.0mm×750mm×1500mm,表面质量Ⅰ组,拉延级别HF的标记:钢板-08Al-1.0×750×1500-A-Ⅰ-HF-GB 5213-85。
JIS G3141-2005 冷轧碳素薄钢板和钢带 中文版

调质记号
A
S
8
4
2
1
调质区分
退火状态
标准调质
1/8 硬质
1/4 硬质
1/2 硬质
硬质
调质区分 无光精轧 光亮精轧
表 3 表面加工区分
表面加工记号
摘要
D
在物理或化学方面,用粗轧辊消光表面的产品
B
用加工很光滑的轧辊平滑加工的产品
备注:表 3 的规定据 13.1 进行试验,其熔钢分析值见表 4。但是,表 4 的规定仅适用于退火状 态或标准调质的钢板及钢带。
%
S 0.050 以下 0.040 以下 0.030 以下 0.030 以下 0.020 以下
注(1) 根据交货双方的协议,Mn、P 及 S 的上限值可以改变。 备注:根据需要,也可以添加表 4 以外的合金元素。
5 机械性能
屈服点或屈服强度、抗拉强度及延伸率 标准调质及退火状态钢板及钢带根据 13.2 进行试验,其屈服点或屈服强度、抗拉强度、及
表 16 宽度允许误差 A
单位:mm
根据标称宽度区分
<1250
≥1250
+7
+10
0
0
备注:钢板矫平机加工的钢板,正侧不规定。 表 17 宽度允许误差 B
根据标称宽度区分
<1250 +3 0
≥1250
+4 0
单位:mm
根据标称厚度区分
<0.60 ≥0.60~1.00 ≥1.00~1.60 ≥1.60~2.50 ≥2.50~4.00 ≥4.00~5.00
JIS G 3141:2005
冷轧碳素薄钢板及钢带
序言 本标准是翻译 1999 年第 3 版发行的 ISO 3574 Cold-reduced carbon steel sheet of commercial and drawing qualities,变更技术内容编制成的日本工业标准。
BQB-408-2018冷成形用冷轧低碳钢板及钢带
C ≤0.10 ≤0.08 ≤0.08
Mn ≤0.50 ≤0.45 ≤0.40
化学成分(熔炼分析) P
≤0.035 ≤0.030 ≤0.025
DC05
≤0.008
≤0.30
≤0.020
DC06
≤0.006
≤0.30
≤0.020
DC07
≤0.006
≤0.25
≤0.020
a 允许添加 Nb 和/或 Ti。
注:通常把产品检验文件中的签发日期规定为产品的制造完成日期。
3
Q/BQB 408-2018 6.4 力学性能
6.4.1 供方保证自制造完成之日起 6 个月内,钢板及钢带的力学性能应符合表 7、表 8、表 9 和表 10 的规定。牌号为 DC01 的钢板及钢带应符合表 9 角注 d 的规定。 6.4.2 当钢板及钢带按指定零件供货时,供需双方可商定一个满足该零件加工需求的力学性能范围作 为验收基准,此时,表 7、表 8、表 9 和表 10 规定的力学性能将不再作为交货的依据。 6.4.3 由于时效的影响,钢板及钢带的力学性能会随着储存时间的延长而变差,如屈服强度和抗拉强 度的上升,断后伸长率的下降,成形性能变差,出现拉伸应变痕等,建议用户尽早使用。 6.4.4 对牌号为 SPCC 的硬质材料的硬度及性能要求按附录 A 的规定。
2 规范性引用文件
下列文件对于本标准的应用是必不可少的。凡是注日期的引用文件,仅所注日期的版本适用于本 标准。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本标准。
GB/T 222—2006 钢的成品化学成分允许偏差 GB/T 223 钢铁及合金化学分析方法 GB/T 228.1—2010 金属材料 拉伸试验 第 1 部分:室温试验方法 GB/T 230.1—2009 金属材料 洛氏硬度试验 第 1 部分:试验方法(A、B、C、D、E、F、G、H、 K、N、T 标尺) GB/T 232—2010 金属材料 弯曲试验方法 GB/T 2523—2008 冷轧金属薄板(带)表面粗糙度和峰值数的测量方法 GB/T 2975—1998 钢及钢产品力学性能试验取样位置及试样制备 GB/T 4336 碳素钢和中低合金钢 多元素含量的测定 火花放电原子发射光谱法(常规法) GB/T 4340.1—2009 金属材料 维氏硬度试验 第 1 部分:试验方法 GB/T 5027—2016 金属材料 薄板和薄带 塑性应变比(r 值)的测定 GB/T 5028—2008 金属材料 薄板和薄带 拉伸应变硬化指数(n 值)的测定 GB/T 8170—2008 数值修约规则与极限数值的表示和判定 GB/T 20066—2006 钢和铁 化学成分测定用试样的取样和制样方法 GB/T 20123—2006 钢铁 总碳硫含量的测定高频感应炉燃烧后红外吸收法(常规方法) GB/T 20125—2006 低合金钢 多元素含量的测定 电感耦合等离子体原子发射光谱法 GB/T 20126—2006 非合金钢 低碳含量的测定 第 2 部分:感应炉(经预加热)内燃烧后红外吸 收法 Q/BQB 400 冷轧产品的包装、标志及检验文件 Q/BQB 401 冷轧钢板及钢带的尺寸、外形、重量及允许偏差 JIS Z 2241:2011 Metallic materials--Tensile testing--Method of test at room temperature
优质碳素结构钢冷轧薄钢板和钢带(GB/T13237--1991)

(1)尺寸规格钢板和钢带的厚度不大于4mm。
其尺寸规格和允许偏差应符合GB/T708《冷轧钢板和钢带》的规定。
(2)牌号和化学成分见表5-24。
表5-24优质碳素结构钢冷轧薄钢板和钢带的牌号和化学成分
注:08A1钢中的含Al量(质量分数)为0.015%~0.065%。
(3)交货状态
(1)钢板和钢带应在热处理(退火、正火、正火后回火)状态下供应,如有特殊要求,经供需双方协议,其热处理方法可在合同中注明。
(2)钢板和钢带应经平整交货。
(4)力学和工艺性能见表5-25、表5-26。
表5-25优质碳素结构钢冷轧薄钢板和钢带的牌号及力学性能
注:1.厚度小于2mm的钢板和钢带,伸长率允许比本表的规定降低l%(绝对值)。
2.正火状态下供应的钢板和钢带,其他要求符合本标准规定时,抗拉强度允许比本表上限的规定提高50MPa。
3.对于25、30、35、40、45、50钢的钢板和钢带,退火呈球状珠光体时,抗拉强度和伸长率的规定参见表5-22注4的内容。
4.拉延级别分为三级:
最深拉延级——z;
深拉延级——S;
普通拉延级——P。
表5-26优质碳素结构冷轧薄钢板和钢带的杯突值
注:最深拉延级全部钢号及深拉延级的15F、15、20、25钢的钢板和钢带,应在冷状态下做180°弯曲试验;厚度不大于2ram的弯至两面接触,大于2mm的垫上厚度相同的垫板。
弯曲处不得有裂纹、裂口和分层。
(5)用途用于汽车、航空工业以及其他部门。
Q ASB 311-2009《低碳钢冷轧钢板和钢带(JIS)》
粗糙
6.7 滑移线
表6 结构分级
代号 b(B)
g m(D)
r
平均粗糙度 Ra,μm ≤0.4 ≤0.9
0.6~1.9 >1.6
退火加平整的钢板和钢带滑移线应满足表 7 的规定。
表7 滑移线要求
牌号 SPCC SPCD SPCE SPCF、SPCG
滑移线时效 FD 表面的钢板和钢带,保证出厂后 3 个月内不出现滑移线
28
31
34
36
37
38
39
-
SPCDb ≤240 ≥270
30
33
36
38
39
40
41
-
SPCEb ≤220 ≥270
32
35
38
40
41
42
43
-
SPCF ≤210 ≥270
-
-
40
42
43
44
45
-
SPCG ≤190 ≥270
-
-
42
44
45
46
-
1.8
a 拉伸试样取纵向。
b 此类钢为非时效用钢,长时间的存放,将会产生力学性能的变化,特别是降低冷冲压性能,建议用
3.3 钢板和钢带按表面结构分类 特别平滑…………………………b(B) 平滑………………………………g 无光泽……………………………m(D) 粗糙………………………………r
3.4 钢板和钢带按热处理制度分类 退火………………………………A 退火+平整 ………………………S 1/8 硬质…………………………8 1/4 硬质…………………………4 1/2 硬质…………………………2
SP系列冷轧薄钢板和钢带
号
材料类别
牌号(用途)
材料标准编号
品种规格(厚度Biblioteka m)品种规格标准编号
有关规定
标记示例
4
SP系列冷轧薄钢板和钢带
一般用途:
SPCC、LSPCC
冲压:
SPCD、LSPCD
深冲:
SPCE
特深冲:
SPCF
超深冲:
SPCG
注:牌号中的L表示连续退火线生产。
Q/68993035-4.032—2009
0.30、0.40、0.50、0.60、0.70、0.80、1.00、1.20、1.50、1.75、2.00、2.50
c)热处理类别一般选用“退火+平整”,如选用其他类别,应在技术要求中说明。
名称牌号—厚度—尺寸精度—表面质量—标准编号
钢板SPCC—0.80—PT·B—Ⅱ—Q/68993035-4.032—2009
适用的典型零部件:
攀钢企业标准钢板、钢带(冷轧部分)——SP系列冷轧薄钢板和钢带
4、说明事项
a)连续退火生产线产品厚度为0.25mm~1.50mm。
b)这里没有列出不平度精度、边缘状态、表面结构种类,因为一般情况下选用普通不平度精度、不切边的边缘状态、表面结构为麻面,表示这些的代号或文字可不在标记中出现。
如需选用高级不平度精度、切边的边缘状态、光亮表面时,应将相应代号放入标记中,代号见Q/68993035-4.032—2009的规定。
Q/68993035-4.032—2009
1、尺寸精度
普通厚度精度PT·A;
高级厚度精度PT·B。
(尺寸精度不标注时按PT·A供货)。
2、表面质量
高级的精整表面Ⅰ;
较高级的精整表面Ⅱ;
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
>0.50~0.65
±0.05
-0.06
>0.65~0.90
±0.06
-0.07
>0.90~1.20
±0.07
-0.08
>1.20~1.50
±0.08
-0.09
H
0.15~0.25
±0.015
-0.02
>0.25~0.40
±0.02
-0.03
>0.40~0.70
±0.025
-0.04
>0.70~1.00
±0.035
-0.05
>1.00~1.50
±0.045
-0.07
注:按PT.A级交货的带卷,内圈30m内厚度偏差允许超出要求公差的50%
表3宽度偏差单位为毫米
热处理
种类
品种
宽度允许偏差
普通宽度精度PW.A
高级宽度精度PW.B
S
EC
+3
+1.5
EM
+3
S或H
纵切钢带(包括硬态切边)
公称宽度
≤125
>125~250
0.09~0.15
≤0.30
0.25~0.55
≤0.045
≤0.045
08Al
≤0.08
≤0.03
0.25~0.40
≤0.020
≤0.025
0.02~0.07(Als)
St12
≤0.08
≤0.50
≤0.035
≤0.035
St13
≤0.06
≤0.45
≤0.030
≤0.035
St14
≤0.05
≤0.40
700~1260
纵切钢带
0.15~1.50
80~700
4.1.2钢带的尺寸允许偏差应符合表2、表3的规定。
表2厚度偏差单位为毫米
热处理
种类
厚度
厚度允许偏差
普通厚度精度PT.A
高级厚度精度PT.B
S
0.15~0.28
±0.03
-0.03
>0.28~0.35
±0.04
-0.04
>0.35~0.50
±0.045
>250~400
>400
公
称
厚
度
0.15~0.40
+0.3
+0.6
+1.0
+2.0
>0.40~1.00
+0.5
+0.8
+1.2
+1.5
>1.00~1.50
+0.7
+1.0
+1.5
+2.0
4.2外形
4.2.1热处理种类为退火及平整(或拉矫)的钢板和钢带的不平度及镰刀弯应符合表4的规定。
表4退火及平整钢带不平度及镰刀弯单位为毫米
≤2
>0.5
≤3
≤4
≤5
≤6
≤3
4.2.3钢带应牢固成卷,钢带卷的一侧塔形高度和单侧溢出边应符合表6的规定
表6塔形高度和单侧溢出边单位为毫米
热处理种类
一侧塔形高度
单侧溢出边
S
≤10
≤4
H
宽度
厚度
厚度
≤0.5
>0.5
≤0.5
>0.5
≤100
≤10
≤8
≤5
≤7
>100~200
≤15
≤12
>200
≤20
≤15
GB/T223.69-1997钢铁及合金化学分析方法、管式炉内燃烧后气体容量法测定碳含量
GB/T228-2002金属材料室温拉伸实验方法
GB/T 247-1997钢板和钢带检验、包装、标志及质量证明书的一般规定
GB/T2975-1998钢材力学及工艺性能实验取样规定
GB/T4156-1984金属杯突实验方法(厚度0.2~2㎜)
4.2.4 钢带成卷交货时,每卷钢带允许有一个接头,接头处必须做明显标志,并且接头钢带每段钢带长度不应小于400m。接头处溢出边允许超过规定值的50%,但溢出边不应超过3圈。
4.3 钢带的重量
钢带按实际重量交货。
4.4 化学成分
4.4.1钢板和钢带的牌号和化学成分应符合表7的规定
表7 化学成分(熔炼分析) (质量分数)
GB/T8170-1987数值修约规则
3符号
下列符号适用于本标准。
EC—钢带边缘状态,切边。
EM—钢带边缘状态,不切边(轧制边)。
FA—钢板和钢带表面质量,普通级。
FB—钢板和钢带表面质量,较高级。
PT.A—钢板和钢带厚度尺寸精度,普通厚度精度。
PT.B—钢板和钢带厚度尺寸精度,高级厚度精度。
PW.A—钢板和钢带宽度尺寸精度,普通宽度精度。
2规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 222-2006钢的化学分析用试样取样方法及成品化学成分允许偏差
公称厚度㎜
不平度㎜/m
品种
镰刀弯㎜/2m
≤0.5
≤8
EC
≤4
EM
≤6
>0.5
≤6
纵切钢带
≤4
4.2.2热处理种类为硬质的钢带的不平度和镰刀弯应符合表5的规定
表5硬质的钢带的不平度和镰刀弯单位为毫米
公称厚度㎜
不平度㎜/m
镰刀弯㎜/m
宽度
≤50
>50~100
>100~150
>150
≤0.5
≤4
≤5
≤6
≤7
牌号
C
Si
Mn
P
S
Al
SPCC
≤0.08
≤0.05
≤0.05
≤0.035
≤0.035
SPCD
≤0.06
≤0.03
≤0.45
≤0.030
≤0.030
SPCE
≤0.05
≤0.03
≤0.40
≤0.025
≤0.030
≥0.025(Alt)
Q195
≤0.08
≤0.12
0.25~0.50
≤0.05
≤0.045
Q215
冷轧薄钢板和钢带技术标准
———————————————————————————————— 作者:
———————————————————————————————— 日期:
ﻩ
冷轧薄钢带暂行技术标准
FRZJ01-2007
1范围
本标准规定了冷轧薄钢带的要求、实验方法、检验规则、包装、标志和质量说明书。
本标准适用于厚度0.15㎜~1.50㎜、宽度80㎜~1250㎜的冷轧薄钢板和钢带。
PW.B—钢板和钢带宽度尺寸精度,高级宽度精度。
S—钢板和钢带热处理种类,退火及平整(或拉矫)
H—钢板和钢带热处理种类,硬质。
R1、R2、R3—包装方式。
4要求
4.1尺寸及允许偏差
4.1.1钢带的尺寸符合表1规定。
表1钢板和钢带的尺寸单位为毫米
品种
厚度
宽度
ECቤተ መጻሕፍቲ ባይዱ
0.15~1.50
680~1250
EM
0.15~1.50
≤0.020
≤0.030
≥0.025(Alt)
注:表中未列的钢板和钢带牌号,其化学成分要求应符合相应标准或协议的规定。
4.4.2钢带的化学成分允许偏差应符合GB/T222中表1的规定
GB/T 223.5-1997钢铁及合金化学分析方法、还原型硅钼酸盐光度法测定酸溶硅含量
GB/T223.58-1987钢铁及合金化学分析方法、亚砷酸钠-亚硝酸钠滴定法测定锰量
GB/T223.59-1997钢铁及合金化学分析方法、锑磷钼蓝光度法测定磷量
GB/T 223.68-1997钢铁及合金化学分析方法、管式炉内燃烧后碘酸钾滴定法测定硫含量