NBT47014焊接工艺评定表格模板及填写示例
NBT47014焊接工艺评定
焊接工艺评定编号:PQR-HJ1601评定标准:NB/T47014-2011《承压设备焊接工艺评定》母材类别:Fe~~l+FeT母材牌号:20+20规格:©159X6焊接方法:GTAW+SMAW接头形式:对接焊接位置:6G焊接材料:ER49-1+E4315单位:重庆恒久管道设备安装有限责任公司日期:2016年2月29日焊接工艺评定目录焊接工艺评定报告(PQR)单位名称重庆恒久管道设备安装有限责任公司焊接工艺评定报告编号PQRTIJ1601 预焊接工艺规程编号PWPS-HJ1601 焊接方法_____________________ 机动化程度(手工、机动、自动) 手工接头简图:(坡口形式、尺寸.衬垫.每种焊接方法或焊接工艺的焊缝金属厚度)7/, V///////////////:^母材:材料标准____________________ 材料代号__________ 20 _______________________ 类、组别号Fe-1-1与类、组别号Fe-1-1相焊厚度________ 6mm ____________________(直径_________ G 159mm __________________其他________ 二______________________________填充金属:焊材类别 _________焊材标准焊丝:GB/T14957-94焊条:GB/T5117-2012焊材型号ER49-1;E4315 焊后热处理:保温温度(°C ) --- ----------保温时间(h) --- ----------保护气体:气体种类混合比流量(L/min)保护气―H _________ 尾部保护气一一一—____________ 背面保护气一—一一电特性:电流种类 ____________ DC ________________________极性 __________ GTAW: EN; SMAW1 EP ___________ 鸽极尺寸(nun) <!> _____________________ 焊接电流(A) GTAW: 80-120; SMAW: 80-130烽接坡口焊接层次: >层—: .层匚”.厂弯曲试验试验报告编号:JGJC-LXMT —— _______________________________ PT _________________ _____________________预焊接工艺规程(PWPS )单位名称 重庆恒久管道设备安装有限责任公司预焊接工艺规程编号PWPS-HJ1601 日期所依据焊接工艺评定报告编号PQR-HJ1601 焊接方法____________ 机动化程度(手工J 、机动、自动)手「匸母材: 类别号 ____________ 组别号 ]与类别号 Fe-l组别号 ]相焊或标准号GB/T8163-2008 材料代号 20 与标准号 GB/T8163-2008 材料代号 20 相焊对接焊缝焊件母材厚度范围 ______________ 6mm __________________________________________________ 角焊缝焊件母件厚度范围 __________________ 二ZZ ____________________________________________________ 管子直径、壁厚范围:对接焊缝____________________________________________________其他 ------------------------------- --------- ------------------------------------------------------------ 焊材类别: 焊丝 焊条焊材标准:GB/T14957-94 GB/T5117-2012填充金属尺寸:e焊材型号:ER49-1 E4315焊接接头:对接坡口形式:v<衬垫(材料及规格)无其他 _______________/__________简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)怎5严竺_______________ /___坤接层次电特性:电流种类__________ DC __________________________ 极性GTAUl EN ; SMAW: EP焊接电流范围(A) GTAW: (80-120); SMAW: (80-130)电弧电压(¥) GTAW: (12-15); SMAW: (22-25) 焊接速度(范围)GTAWl () cm/min ; SHAW: (7- 12) cm/min ____________________CHG-S5 <i> 15-6002 16006CHE427 e154742350rxih QC2接头形式简图:焊接位置6G保护气体Ar烬接层次團苗严W tv接坡口xr r脉冲频率层/ 道焊接方法焊材牌号焊材规格电流种类及极性电流(A)电压(V)焊接速度cm/min热输入kJ/cm鹄极直径喷嘴直径1/1 GTAW CHG-S5DCEN100124>4)14 2/1 SMM CHE427e DCEP 9423一一一一—————————— 2 ————―一一脉宽比,%外观和无损检测记录表焊评编号(PQR No)PQR-HJ1601焊缝外观检查表面裂纹■无单面焊根部未焊透无。
NBT47014-2011换热管与管板焊接工艺卡
线能量(kJ/cm)
施焊技术
牌号
直径
极性
电流(A)
预热温度(℃)
道间温度(℃)
焊后热处理
后热
钨极直径
喷嘴直径
脉冲频率
脉宽比(%)
气体成分
气体流量
正面
背面
编制
日期
审核
日期
批准
日期
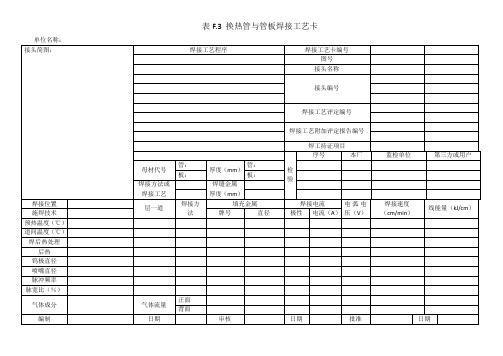
表F.3换热管与管板焊接工艺卡
单位名称:
接头简图:
焊接工艺程序
焊接工艺卡编号
图号
接头名称
接头编号
焊接工艺评定编号
焊接工艺附加评定报告编号
焊工持证项目
检验
序号
本厂
监检单位
第三方或用户
母材代号
管:
厚度(mm)
管:
板:
板:
焊接方法或焊接工艺
焊缝金属厚度(mm)
焊接位置
层一道
焊接方法
填充金属
焊接电流
电弧电压பைடு நூலகம்V)
NBT47014焊接工艺评定
对接焊缝焊件母材厚度范围 角焊缝焊件母件厚度范围
6mm -----
管子直径、壁厚范围:对接焊缝 φ159×6
其他
--------
填充金属
焊材类别:
焊丝
焊条
焊材标准:
GB/T14957-94
GB/T5117-2012
填充金属尺寸:
φ2.5
φ3.2
焊材型号:
ER49-1
E4315
焊材牌号(金属材料代号):
检测标准 ---
片号 --
等级 --
检测者:蒋强 2016 年 2 月 24 日
审核人:段卫华 2016 年 2 月 24 日
□MT □PT □UT
检测编号: -----
结果 --
检测标准 --
检测部位 --
结果 --
检测标准 --
检测部位 --
结果 --
备 注:-----------------------
--
烘干 --
350℃×1h --
材质证明 16006 QC2 --
其他 ----
焊接位置 施焊技术 预热温度 层间温度 焊后热处
理 后热处理 清根方法 保护气体 脉冲频率
脉宽 比,%
层/ 焊接 道 方法 1/1 GTAW 2/1 SMAW -- --
6G 手工
-<315℃
接头形式简图:
焊接坡口
--
保温温度(℃) ----
保温时间(h) ----
保护气体:
气体种类
混合比 流量(L/min)
保护气 Ar
--
5-8
尾部保护气 --
---
---
背面保护气 --
---
NBT4704-20焊接工艺评定表格推荐格式

Si
Mn
P
S
Cr
Ni
Mo
V
Ti
Nb
其它:
注:对每一种母材与焊接材料的组合均需分别填表
焊接位置:
对接焊缝的位置
立焊的焊接方向(向上、向下)
角焊缝位置
立焊的焊接方向(向上、向下)
焊后热处理:
保温范围(℃)
保温时间范围(h)
预热:
最小预热温度(℃)
最大道间温度(℃)
保持预热时间
加热方式
气体:
气体种类混合比流量(L/min)
焊接工艺评定报告
单位名称:
焊接工艺评定报告编号:预焊接工艺规程编号:
焊接方法:机动化程度(手工、机动、自动)
接头简图:(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度)
母材:
材料标准:
材料代号:
类、组别号:与类、组别号:相焊
厚度:
直径:
其他:
焊后热处理:
保温温度(℃)
保温时间(h)
气体:
气体种类混合比流量(L/min)
保护 气
尾部保护气
背面保护气
填充金属:
焊材类别:
焊材标准:
焊材型号:
焊材牌号:
焊材规格:
焊缝金属厚度:
其他:
电特性:
电流种类:
极性:
钨极尺寸:
焊接电流(A):
电流电压(V):
其他:
焊接位置:
对接焊缝位置:方向:(向上、向下)
角焊缝位置:方向:(向上、向下)
技术措施:
焊接速度(cm/min):
(cm/min)
线能量
(KJ/cm)
牌号
直径Байду номын сангаас
NBT47014焊接工艺评定
焊接工艺评定编号:PQR-HJ1601评定标准:NB/T47014-2011《承压设备焊接工艺评定》母材类别:Fe-1+Fe-1母材牌号:20+20规格: 6 159X 6焊接方法:GTAW+SMAW接头形式:对接焊接位置:6G焊接材料:ER49-1+E4315单位:重庆恒久管道设备安装有限责任公司日期:2016年2月29日焊接工艺评定目录焊接工艺评定报告(PQR)单位名称重庆恒久管道设备安装有限责任公司焊接工艺评定报告编号PQR-HJ1601 预焊接工艺规程编号PWPS-HJ1601焊接方法GTAW+SMAW 机动化程度(手工、机动、自动)手工接头简图:(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺的焊缝金属厚度)焊接层次悼拯n点焊接位置6 "点和焊接方向点点\\点母材:焊后热处理:材料标准GB/T8163-2008保温温度(C)材料代号20保温时间(h)--类、组别号Fe-1-1 与类、组别号Fe-1-1 相焊保护气体:厚度6mm气体种类混合比流量(L/min )直径© 159mm保护气Ar--5-8其他尾部保护气-- --- ---背面保护气-- --- ---填充金属电特性:焊材类别FeS-1-2 : FeT-1-1电流种类D C焊材标准焊丝:GB/T14957-94极性GTAW:EN SMAW EP 焊条:GB/T5117-2012钨极尺寸(mn)© 2.4焊材型号ER49-1;E4315焊接电流(A)GTAW 80-120 : SMA:80-130焊材牌号CHG-S5:CHE427电弧电压(V)GTAW 12-15 : SMA:22-25焊材规格© 2.5 3.2焊接电弧种类氩弧:电弧焊缝金属厚度(mm) GTAW 2-4 : SMA W 4-2其他----其他—单位名称重庆恒久管道设备安装有限责任公司预焊接工艺规程编号 日期所依据焊接工艺评定报告编号PQR-HJ1601母材: 类别号 Fe-1组别号 1与类别号Fe-1 组别号 1相焊或标准号 GB/T8163-2008 材料代号20 与标准号 GB/T8163-2008 材料代号20 相焊对接焊缝焊件母材厚度范围 6mm 角焊缝焊件母件厚度范围 -----管子直径、壁厚范围:对接焊缝 6 159 X 6 __________________________________________其他 ——填充金属 焊材类别: 焊丝 焊条焊材标准: GB/T14957-94 GB/T5117-2012填充金属尺寸: 6 2.56 3.2焊材型号:ER49-1 E4315 焊材牌号(金属材料代号): CHG-S5 CHE427 填充金属类别: FeS-1-2 FeT-1-1 其他:------预焊接工艺规程(PWPS焊接方法GTAW+SMAW机动化程度(手工V 、机动、自动)手工焊接接头:对接 坡口形式:V 型 衬垫(材料及规格) 无其他/简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)焊接位置6■点 和焊接方向■' ■■点点点夕焊接层次对接焊缝焊件焊缝金属厚度范围:6mm 角焊缝焊件焊缝金属厚度范围:----其他:电特性:电流种类DC 极性GTAW : EN ;SMAW : EP焊接电流范围(A)GTAW : (80-120); SMAW : (80-130)电弧电压(V)GTAW : (12-15); SMAW : (22-25)焊接速度(范围)GTAW : (3.5-6.5)cm/min ;SMAW : (7- 12)cm/min钨极类型及直径_________ WCe $ 2.4 喷嘴直径(mm)$ 14焊接电弧种类(喷嘴弧、短路弧等) ______________ --- 焊丝送进速度(cm/min)__________ ---NBT47014焊接工艺评定焊评试验施焊记录表焊评编号(PQR No)焊工张波钢印检验员记录者2016.2.22母材名称钢号尺寸,伽炉批号材质证明其他钢管20© 159X 6P13806673/444105510A/B1402001094---------------焊材牌号尺寸,伽炉批号烘干材质证明其他CHG-S5© 2.515-6002--16006--CHE427© 3.2154742350 °CX 1h QC2--------------PQR-HJ1601焊接位置6G 施焊技术手工预热温度--层间温度v 315C 焊后热处理--后热处理--清根方法无保护气体Ar 脉冲频率--脉宽比,%--接头形式简图:焊接层次焊接坡口层1/ 1 2/1 焊接方法GTAWSMAW焊材牌号CHG-S5CHE427焊材规格© 2.5© 3.2焊接位置6■点和焊接方向点点Ai.点1 -电流种类及极性DCENDCEP电流电压焊接速度热输入(A)100(V)12cm/min5.494 23 7.6kJ/cm13.317.1钨极直径喷嘴直径© 2.4 © 14NBT47014焊接工艺评定11 / 11。
NB47014-2011焊接工艺评定表格[教材]
![NB47014-2011焊接工艺评定表格[教材]](https://img.taocdn.com/s3/m/0b200c735fbfc77da369b186.png)
NB47014-2011焊接工艺评定表格[教材] 预焊接工艺规程(pWPS)单位名称预焊接工艺规程编号日期所依据焊接工艺评定编号: 焊接方法机械化程度(手工、半自动、自动) 焊接接头: 简图:(接头形式、坡口形式与尺寸、焊层、焊道布置坡口形式: 及顺序)衬垫(材料及规格)其他母材:类别号组别号与类别号组别号相焊或标准号材料代号与标准号材料代号相焊对接焊缝焊件母材厚度范围角焊缝焊件母材厚度范围管子直径、壁厚范围:对接焊缝角焊缝其他填充金属:焊材类别:焊材标准:填充金属尺寸:焊材型号:焊材牌号(金属材料代号):填充金属类别:其他对接焊缝焊件焊缝金属厚度范围: 角焊缝焊件焊缝金属厚度范围耐蚀堆焊金属化学成份(%)C Si Mn P S Cr Ni Mo V Ti Nb/ / / / / / / / / / / 其他:注:每一种母材与焊接材料的组合均需分别填表焊接位置: 焊后热处理:对接焊缝的位置: 焊后热处理温度(?): 立焊的焊接方向:(向上、向下) 保温时间范围(h): 角焊缝位置立焊的焊接方向:(向上、向下)预热: 气体:最小预热温度(?) 气体混合比流量L/min 最大道间温度(?) 保护气: 保持预热时间尾部保护气: 加热方式背面保护气: 电特性电流种类极性焊接电流范围(A) 电弧电压(V) 焊接速度(范围)钨极类型及直径喷嘴直径(mm) 焊接电弧种类(喷射弧、短路弧等) 焊丝送进速度(cm/min) (按所焊位置和厚度,分别列出电压和电压范围,记入入下表) 焊接工艺参数填充金属焊接电流焊道/ 焊接电弧电压焊接速度线能量焊层方法牌号直径极性电流(A) (cm/min) (kJ/cm) V技术措施:摆动焊或不摆动焊摆动参数焊前清理和层间清理: 背面清根方法单道焊或多道焊(每面) 单丝焊或多丝焊导电嘴至工件距离(mm) 锤击其他: 绘制日期审核日期批准日期焊接工艺评定报告单位名称焊接工艺评定编号焊接工艺指导书编号焊接方法机械化程度:(手工、半自动、自动)接头简图: :(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度)母材: 焊后热处理:材料标准保温温度(?) 材料代号保温时间 (h) 类、组别号与类组别号保护气体:相焊气体混合比流量(L/min) 厚度保护气体直径尾部保护气其他背面保护气填充金属: 电特性 :焊材类别电流种类焊材标准极性焊材型号钨极尺寸焊材牌号焊接电流焊材规格焊接电压焊缝金属厚度焊接电弧种类其他其他焊接位置: 技术措施对接焊缝的位置 (向上、向下) 焊接速度(cm/min) 角焊缝位置 (向上、向下) 摆动或不摆动摆动参数预热: 多道焊或单道焊(每面) 预热温度(?) 多丝焊或单丝焊道间温度(?) 其他其他拉伸试验试验报告编号:试样宽度试样厚度横截面积最大载荷抗拉强度试样编号断裂部位和特征mm ? mm (mm) kN MPa弯曲试验试验报告编号:试样厚度弯心直径弯曲角度试样编号试样类型试验结果 (?) (mm) (mm) 冲击试验试验报告编号:夏比V型试验温度冲击吸收功侧向膨胀量试样编号试样尺寸备注缺口位置 ? J mm金相检验(角焊缝):根部(焊透、未焊透) ,焊缝(熔合、未熔合) 焊缝、热影响区(有裂纹、无裂纹)检验截面 ? ? ? ? ? 焊脚差(mm)无损检测:RT UT MT PT 其他耐蚀堆焊金属化学成份(重量,%)C Si Mn P S Cr Ni Mo V Ti Nb化学成分表面至熔合线的距离(mm)附加说明:结论:本评定按NB?T47014-2011规定焊接试件、检验试样,确认试验记录正确评定结果:(合格、不合格)焊工焊工代号施焊日期姓名编制日期审核日期批准日期第三方检验换热管与管板与管板焊接工艺卡接头简图: 焊接工艺程序焊接工艺卡编号图号接头名称接头编号焊接工艺评定报告编号焊工持证项目序号本厂监检单位第三方或用户管: 管: 换热管与管板焊接接头:还要画出管孔周边管板结构、母材代号厚度mm 检板: 板: 预制金属衬套形状及尺寸验焊接方法或焊焊缝金属接工艺厚度mm 焊接位置填充金属焊接电流层-道焊接方法电弧电压,V 焊接速度,cm?min 线能量kj?cm 施焊技术牌号直径极性电流(A) 预热温度(?) 道间温度(?) 焊后热处理后热钨极直径喷嘴直径脉冲频率脉宽比(,)正面气体气体成分流量背面编制日期审核日期批准日期换热管与管板焊接工艺附加评定报告单位名称焊接工艺附加评定报告编号焊接工艺卡编号:焊接简图:评定因素:焊接方法及机动化程度焊接位置焊条直径填充金属公称直径手工焊时立焊方向(向上、向下)角焊缝厚度每面单道焊?多道焊焊接电流值预制金属衬套预制金属衬套的形状与尺寸换热管与管板接头:标注母材类别、换热管外径、管换热管与官办的连接方式壁厚、管孔周边管板结构、预制金属衬套的形状与尺换热管与管板接头的清理方法寸、孔桥宽度外观检查: 报告编号: 结果渗透检验: 报告编号: 接头编号 1 2 3 4 5 6 7 8 9 10 有无裂纹金相检验: 报告编号:检验面编号 1 2 3 4 5 6 7 8 是否合格有无裂纹,未融合角焊缝厚度(mm) 是否焊透结论:本附加评定按NB?T47014-2011附录D规定焊接试件、检验试样,确认试验记录正确评定结果:(合格、不合格)焊工姓名焊工代号施焊日期编制日期审核日期批准日期。
NBT_47014_焊接工艺评定中英文格式_填写范本_20
.word可编辑.焊接工艺评定报告Welding Procedure Qualification Report焊接工艺评定报告编号:PQR-XXXX-2013-01PQR NO.: PQR-XXXX-2013-01焊接工艺规程编号:WPS-XXXX-2013-01WPS NO.: WPS-XXXX-2013-01评定项目:20# Φ203×8对接焊接(6G)Assessment Items:20# Φ203×8 butt weld(6G)评定结论:按NB/T47014-2011标准评定合格Assessment Conclusion: accepted by assessing according to NB/T47014-2011批准人:Approved by:批准日期:The date of approval:版权说明:此文件内容及解释权属XXXX有限公司所有,未经同意,不得使用、复制、转借发表Description: ownership is subject to XXXX, use, copy and rent without approval from XXXX is prohibited.焊接工艺规程 WPS单位名称unit name: XXXX 有限公司XXXX焊接工艺规程编号WPS NO: WPS-XXXX-2013-01 日期date : 2013-11-14 所依据焊接工艺评定报告编号Are based the wps report No.: PQR-XXXX-2013-01 焊接方法welding method 氩电联焊(GTAW+SMAW )机械化程度Automatic level(Manual, Semi-auto,auto):( 手工 半自动 自动 ) 手工manual 焊接接头welding joint :坡口形式Type of bevel : V衬垫(材料及规格)pad(material and size) / 其他other /简图sketch :(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序type of joint, type of bevel, welding layer, route location and sequences )母材base material :``类别号sort No. Fe-1 组别号group No. Fe-1-1 与类别号welded with sort No. Fe-1 组别号group No. _Fe-1-1_相焊或标准号or standard No. GB/T3087-2008 材料代号brand No. 20# 与标准号welded with standard No.GB/T3087-2008材料代号brand No. 20#_相焊对接焊缝焊件母材厚度范围Butt weld base metal thickness range 1.5mm-16mm 角焊缝焊件母材厚度范围The fillet weldment base metal thickness range / 管子直径、壁厚范围Pipe diameter, wall thickness :对接焊缝butt joint Φ203×8mm 角焊缝angle weld / 其他other / 填充金属Filler metal : 焊材类别weld rod and 焊条Welding rod 焊丝Wire 焊材标准weld rod standard GB/T5117-1995 GB/T8110-2008 填充金属尺寸filling material size Φ3.2 Φ2.5 焊材型号Welding consumables ModelE4315 ER49-1 焊材牌号(金属材料代号)Welding consumables grades J427 H08Mn2SiA 其他other对接焊缝焊件焊缝金属厚度范围Butt weld weldment weld metal thickness range : 最小值不限-16mm 角焊缝焊件焊缝金属厚度范围Fillet weld weldment the thickness of the weld metal range : /1234耐蚀堆焊金属化学成分Corrosion deposited metal chemical composition(%)C Si Mn P S Cr Ni Mo V Ti Nb其他other注:对每一种母材与焊接材料的组合均需分别填表Note: For each kind of base material with the composition of the solder material needs to sheet。
NBT 47014 焊接工艺评定中英文格式 填写范本-20#
焊接工艺评定报告Welding Procedure Qualification Report焊接工艺评定报告编号: PQR-XXXX-2013-01PQR NO.: PQR-XXXX-2013-01焊接工艺规程编号: WPS-XXXX-2013-01WPS NO.: WPS-XXXX-2013-01评定项目: 20# Φ203×8对接焊接(6G)Assessment Items: 20# Φ203×8 butt weld(6G)评定结论:按NB/T47014-2011标准评定合格Assessment Conclusion: accepted by assessing according toNB/T47014-2011批准人:Approved by:批准日期:The date of approval:版权说明:此文件内容及解释权属XXXX有限公司所有,未经同意,不得使用、复制、转借发表Description: ownership is subject to XXXX, use, copy and rent without approval from XXXX is prohibited.焊接工艺规程WPS单位名称unit name: XXXX有限公司XXXX焊接工艺规程编号WPS NO: WPS-XXXX-2013-01 日期date: 2013-11-14所依据焊接工艺评定报告编号Are based the wps report No.: PQR-XXXX-2013-01焊接方法welding method 氩电联焊(GTAW+SMAW)机械化程度Automatic level(Manual, Semi-auto,auto):(手工半自动自动)手工manual焊接接头welding joint:坡口形式Type of bevel:V 简图sketch:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序type of joint, type of bevel, welding layer, route location and sequences)衬垫(材料及规格)pad(material and size) /其他other /母材base material:``类别号sort No. Fe-1 组别号group No. Fe-1-1 与类别号welded with sort No. Fe-1 组别号group No. _Fe-1-1_相焊或标准号or standard No. GB/T3087-2008 材料代号brand No. 20# 与标准号welded with standard No.GB/T3087-2008材料代号brand No. 20#_相焊对接焊缝焊件母材厚度范围Butt weld base metal thickness range 1.5mm-16mm 角焊缝焊件母材厚度范围The fillet weldment base metal thickness range / 管子直径、壁厚范围Pipe diameter, wall thickness:对接焊缝butt jointΦ203×8mm角焊缝angle weld / 其他other /填充金属Filler metal:焊材类别weld rod and 焊条Welding rod 焊丝Wire焊材标准weld rodGB/T5117-1995 GB/T8110-2008standard填充金属尺寸fillingΦ3.2Φ2.5material size焊材型号WeldingE4315 ER49-1consumables Model焊材牌号(金属材料代号)J427 H08Mn2SiAWelding consumablesgrades其他other对接焊缝焊件焊缝金属厚度范围Butt weld weldment weld metal thickness range:最小值不限-16mm焊接工艺规程(续)WPS(continued)加热方式Heating mode / 背面保护气 / / /Back protection gas:电特性electricity character:电流种类current sort:直流DC 极性polarity:正极性anode焊接电流范围current range(A): 90-150A 电弧电压arc voltage(V): 10-24 焊接速度(范围)operation speed(thickness)6-12cm钨极类型及直径铈钨(钍钨)2.0 喷嘴直径nozzle(mm)Φ7焊接电弧种类(喷射弧、短路弧)Types of welding arc (spray arc, short arc) 喷射弧焊丝送进速度welding wire inserting speed(cm/min) 7-8(按所焊位置和厚度,分别列出电流和电压范围,记入下表list current and voltage range and fill in the table in terms of the location and thickness)焊道/焊层Layer/weld 焊接方法weldmethod填充材料filledmaterial焊接电流current电弧电压(V)arcvoltage焊接速度(cm/min)speed线能量(kJ/cm)lineenergy 牌号brand直径dia.极性polarity电流(A)current1/1 GTAW H08Mn2SiA(ER49-1)Φ2.5DCEP 100-120 10-14 6-8 10-152/2 GTAW H08Mn2SiA(ER49-1)Φ2.5DCEP 120-150 10-14 10-12 8-133/3 SMAW J427(E4315)Φ3.2DCEN 90-110 20-24 10-12 10-154/4 SMAW J427(E4315)Φ3.2DCEN 90-110 20-24 9-11 12-18技术措施technical measurement:摆动焊及不摆动焊vibration or non vibration:摆动焊vibration 摆动参数焊接工艺评定报告PQR坡口形式: V Type of bevel: V 坡口角度bevel angle 65+5 0C 组对间隙gap 3-4 mm错边尺寸staggered dimension 0.5-1.0 mm母材base material:材料标准号material standard: GB/T3087-2008材料代号Material code.: 20#类、组别号sort/group No. Fe-1 与类、组别号welded with sort/group No. Fe-1 相焊Phasewelding厚度thickness: 8mm直径diameter:Φ203其它other: /焊后热处理post weldtreatment:保温温度temp.range(℃:) /保温时间holding period(h):/气体gas:气体种类kind 混合比mix ratio流量flow(L/min)保护气Ar Ar≥99.99% 8-12尾部保护气end protection gas/背面保护气 / / /back protection gas填充金属filling material:焊材类别weld rod and:焊丝、焊条焊材标准material standard: NB/T47018.3-2011、GB/T5117-1995焊材型号Welding consumables Model: ER49-电特性electricitycharacter:电流种类current sort: 直流DC极性polarity: 正极性anode钨极尺寸tungsten size:焊接工艺评定报告(续)PQR(continued)焊接工艺评定报告(续)继续阅读。
NB4704-20承压设备工艺评定--焊接工艺评定表格
母材:
材料标准
材料代号
类、组别号与类组别号相焊
厚度
直径
其他
焊后热处理:
保温温度(℃)
保温时间(h)
保护气体:
气体混合比流量(L/min)
保护气体
尾部保护气
背面保护气
填充金属:
焊材类别
焊材标准
焊材型号
焊材牌号
焊材规格
焊缝金属厚度
预制金属衬套的形状与尺寸
换热管与官办的连接方式
换热管与管板接头的清理方法
外观检查:报告编号:
结果
渗透检验:报告编号:
接头编号
1
2
3
4
5
6
7
8
9
10
有无裂纹
金相检验:报告编号:
检验面编号
1
2
3
4
5
6
7
8
是否合格
有无裂纹,未融合
角焊缝厚度(mm)
是否焊透
结论:本附加评定按NB∕T47014-2011附录D规定焊接试件、检验试样,确认试验记录正确
板:
板:
焊接方法或焊接工艺
焊缝金属厚度mm
焊接位置
层-道
焊接方法
填充金属
焊接电流
电弧电压,V
焊接速度,cm∕min
线能量kj∕cm
施焊技术
牌号
直径
极性
电流(A)
预热温度(℃)
道间温度(℃)
焊后热处理
后热
钨极直径
喷嘴直径
脉冲频率
脉宽比(%)
气体成分
气体ﻫ流量
正面
NBT 47014 焊接工艺评定格式 - 中英文版
NBT 47014 焊接工艺评定格式 - 中英文版焊接工艺评定报告Welding Procedure Qualification Report焊接工艺评定报告编号:PQR NO.:焊接工艺规程编号:WPS NO.:评定项目:Assessment Items:评定结论: 按NB/T47014-2011标准评定合格Assessment Conclusion: accepted by assessing according to NB/T47014-2011批准人:Approved by:批准日期:The date of approval:XXXXXXXXXXX有限公司版权说明:此文件内容属XXXXXXXX有限公司所有,未经同意,不得使用、复制、转借发表Description: ownership is subject toXXXX, use, copy and rent without approval from XXXX is prohibited.焊接工艺规程 WPS单位名称unit name:焊接工艺规程编号WPS NO: 日期date: 所依据焊接工艺评定报告编号Are based the wpq report No.: 焊接方法welding method机械化程度Automatic level(Manual, Semi-auto,auto):( 手工半自动自动 ) 手工manual简图sketch:(接头形式、坡口形式与尺寸、焊层、焊接接头welding joint: 焊道布置及顺序type of joint, type of bevel,welding layer, route location and sequences) 坡口形式Type of bevel: V衬垫(材料及规格)pad(material and size)其他other母材base material:类别号sort No. 组别号group No. 与类别号welded with sort No. 组别号group No. _ _相焊或标准号or standard No. 材料代号brand No. 与标准号welded with standard No. 材料代号brand No. _相焊对接焊缝焊件母材厚度范围Butt weld base metal thickness range 角焊缝焊件母材厚度范围The fillet weldment base metal thickness range 管子直径、壁厚范围Pipe diameter, wall thickness:对接焊缝butt joint 角焊缝angle weld 其他other 填充金属Filler metal:焊材类别weld rod and 焊条Welding rod 焊丝Wire 焊材标准weld rod standard填充金属尺寸filling material size焊材型号Welding consumables Model焊材牌号(金属材料代号)Welding consumables grades其他other对接焊缝焊件焊缝金属厚度范围Butt weld weldment weld metal thickness range: 角焊缝焊件焊缝金属厚度范围Fillet weld weldment the thickness of the weld metal range: 耐蚀堆焊金属化学成分Corrosion deposited metal chemical composition(%)C Si Mn P S Cr Ni Mo V Ti Nb其他other注:对每一种母材与焊接材料的组合均需分别填表Note: For each kind of base material with thecomposition of the solder material needs to sheet。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
C
Si
Mn
P
S
Cr
Ni
Mo
V
Ti
Nb
其他
注:对每一种母材与焊接材料的组合均需分别填表。
共2页第2页
焊接位置:
对接焊缝的位置立焊(3G)
立焊的焊接方向:(向上、向下)向上
角焊缝位置/
立焊的焊接方向: (向上\向下)/
焊后热处理:
温度范围(℃)/
保温时间范围(h)/
预热:
最小预热温度(℃)/
焊接接头:
坡口形式:V型
衬垫(材料及规格):/
其他:/
简图: (接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)
母材:
类别号Fe1组别号Fe1-1与类别号Fe1组别号Fe1-1相焊或
标准号GB/T3247材料代号Q235B与标准号GB/T3247材料代号Q235B相焊
对接焊缝焊件母材厚度范围:12mm
焊接方法:SMAW机动化程度(手工、机动、自动):手工
接头简图: (坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺的焊缝金属厚度)
母材:
材料标准GB/T3247
材料代号Q235B
类、组别号:Fe1-1与类、组别号:Fe1-1相焊
厚度:12 mm
直径:/
其他:/
焊后热处理:
保温温度(℃):/
保温时间(h):/
焊缝金属厚度:12 mm
其他:/
电特性:
电流种类:直流
极性:反极
钨极尺寸:/
焊接电流(A):110 -190
电弧电压(V):22 -26
焊接电弧种类:短路过渡
其他: ________________/_______________________________
焊接位置:
对接焊缝位置:立焊(3G)方向:向上
角焊缝焊件母材厚度范围:/
管子直径、壁厚范围:对接焊缝/角焊缝
其他/
填充金属:
焊材类别:
FeT1-1
焊材标准:
NB/T47018.2
填充金属尺寸:
3.2 4.0 mm
焊材型号:
E4315
焊材牌号(金属材代号):
J427
填充金属类别:
FeT1-1
其他:
对接焊缝焊件焊缝金属厚度范围:角焊缝焊件焊缝金属厚度范围:
摆动焊或不摆动焊:微摆摆动参数:/
焊前清理和层间清理:钢丝刷除锈、层间打渣和清理背面清根方法:碳弧气刨或砂轮机打磨
单道焊或多道焊(每面):单道单丝焊或多丝焊:/
导电嘴至工作距离(mm):/锤击:/
其他:/
编制
日期
审核
日期
批准
日期
焊接工艺评定报告
共3页第1页
单位名称:xxxxxx公司
焊接工艺评定报告编号:PQR151-Fe1-1-SMAW-12预焊接工艺规程编号:pWPS 151-Fe1-1-SMAW-12
角焊缝位置:/方向(向上、向下)
技术措施:
焊接速度(cm/min):6 - 9
摆动或不摆动:为摆
摆动参数:/
多道焊或单道焊(每面):单道
多丝焊或单丝焊:/
其他: _____________________/_______________________
预热:
预热温度(℃) :/
道间温度(℃) :/
其他: __________________/_________________
焊材牌号:J427规格:3.2 4.0mm
编制
日期
审核
日期
注:对每一种母材与焊接材料的组合均需分别填表。
预焊接工艺规程(pWPS)
共2页第1页
单位名称:xxxxxx公司
预焊接工艺规程编号:SPWPS151日期2011.10.21所依据焊接工艺评定报告编号:/
焊接方法:SMAW机动化程度(手工、机动、自动):手工
接头编号:PQR151机械化程度(手工、半自动、自动)手工
焊接方法:SMAW保护焊:/
执行标准NB/T47014要求完成日期:2011.11.4
检验项目
检验标准
评定指标
检验项目
检验标准
评定标准
试样数量
外观检查
目测
拉伸
试验
常温
GB/T228
NB/T47014
2
无损检测
射线
JB/T4730
II
超声
/
/
弯曲
钨极类型及直径:/喷嘴直径(mm):/
焊接电流种类(喷射弧、短路弧等): _________/____________焊丝送进速度(cm/min)/
(按所焊位置和厚度,分别列出电流和电压范围,记入下表)
焊道/
焊层
焊接
方法
填充金属
焊接电流
电弧电压
(V)
焊接速度(cm/min)
线能量
( kJ/cm)
牌号
xxxxxx公司
焊接工艺评定
编号:PQR151-Fe1-1-SMAW-12
编制:
审核:
批准:
一、焊接工艺评定任务书(共1页
二、预焊接工艺指导书(共2页)
三、焊接工艺评定报告(共3页)
四、附件(共页)
焊接工艺评定任务书
工程单位:xxxxxx公司
委托编号:PQR151焊接位置:立焊(3G)
委托日期:2011.10.20接头型式:V型对接
最大道间温度(℃)/
加热方式/
气体:
气体种类混合比流量(L/min)
保护气///
尾部保护气___/________/________/____
背面保护气/____/____/
电特性:
电流种类:直流极性:反极
焊接电流范围(A):110-180电弧电压(V):22 - 26
焊接速度(范围):6–8cm/min
保护气体:
气体混合比流量(L/min)
保护气体:/___/____/
尾部保护气:____/___ ___/________/____
背面保护气:/___/____/
填充金属:
焊材类别:FeT1-1
焊材标准:NB/T 47018.2
焊材型号:E 4315
焊材牌号:J427
焊材规格:3.2 4.0 mm
直径
极性
电流(A)
正面1
SMAW
J427
3.2
反极
110 -125
22 -26
6 - 8正面2SMAWFra bibliotekJ427
4.0
反极
160 -190
22 -26
8 -9
正面3
SMAW
J427
4.0
反极
160 -190
22 -26
8 -9
背面1
SMAW
J427
4.0
反极
160 -190
22 -26
8 -9
技术措施:
试验
面弯
背弯
GB/T2653
NB/T47018
2
渗透
/
/
GB/T2653
NB/T47014
2
磁粉
/
/
冲击
试验
焊缝
热影响区
GB/T229
NB/T47014
3
焊缝化学
/
/
GB/T229
NB/T47014
3
接头硬度
/
/
铁素体测定
/
/
/
金相
微观
/
/
腐蚀试验
/
/
/
宏观
/
/
接头型式简图:
母材:钢号:Q235B与Q235B相焊规格:12mm