DEK设备保养手册
DEK 擦试机构维护保养
3.卷紙馬達更換,拆掉兩個螺母取下來即可
4.水平度調整
ห้องสมุดไป่ตู้
兩個螺母松掉調節平行為止
校正溶剂多少点选Solvent
5.溶濟設定
空箱子按 EMPTY 裝滿后再按FULL
1.自動噴水功能確認與檢修 A.進入診斷,選擇 SCREEN CLEANER B. TOGGLE SOVENT PUMP功能點 擊 ON 狀態 C.觀察是否有水噴出如沒水噴出進入以下診斷步驟
D.可能是水管中之水己揮發故要做以下圖動作將水箱搬高于擦試機構引導 溶濟同時TOGGLE SOVENT PUMP功能點 擊 ON (因擦試溶濟使用的是 洗板水,長時間不使用時,管中的水會渾發掉。自動抽水泵功率小短時間 內是抽不上水的,所以在生產前做下圖確認動作,以保正噴水正常)
檢查是否有殘留錫渣堵住
E,依次作以下步驟確認 此接口是單向流水,檢查是否接反
單向閥
用汽槍吹此單向接口
同時將此接口拔掉
2.汽缸保養及更換 將所有接口拔掉把整個擦拭機構取下
拆掉上面4個螺母取下橡膠片
拆掉內部兩個螺母
同時夾住下面不讓轉動
拆掉反面螺母
用汽槍吹看是否動作順暢如不順暢可拆下卡簧進行清潔,或將內部彈簧拉長一點以增大彈力, 不行則更換之
DEK印刷机月保养规程(完成)

4.计划用时:8小时
5.注意事项:保养设备请关机!
保养设备后需半自动运行设备5~10分钟!
非培训人员不得保养此机器!
5.每月保养:
1.清理压缩空气瓶内的积水
2.清洁润滑Байду номын сангаас印头线性导轨.用无纺布将原刮印头线性导轨上的润滑脂清除.将新的润滑脂均匀涂抹在线性导轨的表面
3.检查刮印头连接线和插接头有无破损或松脱
4.清洁润滑刮刀丝杆.用无纺布将原刮刀丝杆的脏油清除.将新的润滑脂均匀涂抹在丝杆的表面
5.清洁润滑X相机线性导轨,用无纺布将原X-Y相机导轨及线性导轨上的脏油清除.将新的润滑脂均匀涂抹在线性导轨的表面.
6.清洁润滑停板机构.用无纺布将原停板机构线性导轨上的脏油清除.将新的润滑脂均匀涂抹在线性导轨的表面
7.清洁润滑轨道调宽部丝杠.用无纺布将原轨道调宽部丝杠上的脏油清除.将新的润滑脂均匀涂抹在丝杆上面.
8.检查夹板机构是否沾有锡膏、灰尘,并检查夹板机构动作是否顺畅,如有清洁的需要,利用无纺布擦拭
9.检查TABLE上升感应器上是否脏污及工作状态是否正常.如有清洁的需要,利用无纺布擦拭
10.清洁钢板自动擦拭机构.以无纺布将擦拭机构的锡膏、灰尘清洁干净,并检查擦拭机构动作是否顺畅.
11.清洁、润滑Z轴工作平台丝杆和线性导轨.以无纺布将原Z轴工作平台丝杆和线性导轨上的脏油清除.将新的润滑脂均匀涂抹在线性导轨的表面
批准
会签
编制
检查夹板机构是否沾有锡膏灰尘并检查夹板机构动作是否顺畅如有清洁的需要利用无纺布擦拭检查table上升感应器上是否脏污及工作状态是否正常
QME
青岛茂智机电有限公司
印刷机月保养规程
生效期
2013.1.20
HY-WI-EN-003DEK全自动印刷机保养规范

文件编号HY-WI-EN-003 版别A00 共3页第1页1.目的﹕1.1 通过定期保养维护设备,有效预防关键设备故障、确保设备的稳定性。
1.2 通过此保养指导书规范设备保养工作。
2.范围﹕适用于东莞浩远电子有限公司SMT车间DEK全自动ELAi印刷机型的维护保养。
3.责任﹕3.1 日、周点检由生产线机器操作员完成,填写《全自动印刷机预防性维护记录表》,IPQC对完成效果进行确认;3.2 月、季保养由工程部SMT技术员/工程师指导生产线机器操作员完成,由SMT工程师对完成效果进行确认。
4.使用工具和耗品:工具:六角棒、油枪、螺丝刀、吸尘器、开口扳手、;耗品:2号黄油、碎布、酒精、2706脱脂剂、WD-40防锈除锈油、无尘纸、棉签。
5.保养操作流程:5.1 机器在保养前必须关机切断电源;5.2 清除机器内与机器无关物品;5.3 除旧油及加注新油,按以下顺序将机器中指定位置中的旧油除去后统一按顺序加注新油。
注:有油嘴部分必须使用油枪在油嘴处注入新油,无油嘴部分在导轨及轴表面用手抹上一层新油,但不能太多,表面有油即可。
如下图表所示:序号项目/位置方法图示1 工作头移动导轨1.使用碎布除去旧油;2.用手在图中所示部分涂抹新黄油。
2 刮刀支撑轴1.使用碎布除去旧油;2.用手在图中所示部分涂抹新黄油。
1文件编号HY-WI-EN-003 版别A00 共3页第2页3 轨道升降导轨1.使用碎布除去旧油;2.用手在图中所示部分涂抹新黄油。
4 轨道宽窄调整轴1.使用碎布除去旧油;2.用手在图中所示部分涂抹新黄油。
5 相机移动导轨1.使用碎布除去旧油;2.用油枪在图中所示轴的油嘴加新黄油。
6 清洁钢网喷射酒精部分拆下清除喷射酒精孔内残留灰尘。
7 平台升降轴及导轨1.使用碎布除去旧油;2.用油枪在图中所示轴的油嘴加新黄油。
9 刮刀清洁用使用过一次的无尘纸沾上酒精将残留的锡膏清除,并用刀片将夹缝部分残留的锡膏清除.注:注意不要伤到手.Y方向移动导轨X方向移动导轨文件编号HY-WI-EN-003 版别A00 共3页第3页10刮刀刀片更换(T:0.15mm) 使用3号六角棒将红色框内六角螺丝拆下,将刀片取出,更换同一规格刀片.( 刀片由钢网供应商免费提供,但需给钢网供应商提供样品),三个月更换一次.5.4 清理:机器内部灰尘用抹布擦干净,电器部分使用吸尘器吸干净,残留锡膏用一字螺丝刀或刀片进行清除,各轴多余的黄油用抹布清理干净。
dek初级培训和保养

DEK PRINTER的外观及内部结构介绍第一部分:DEK PRINTER的外观介绍1,触屏显示器:可用手指触摸屏幕上的相关处以执行相应的功能。
2,JOG BUTTON:用以手动驱动执行相应的动作,当用此两键执行动作时,请注意屏幕上的提示。
3,鼠标触屏:用手在屏幕上移动来移动鼠标。
4,系统键:在机器开机或机器的急停键被解除后(此时屏幕上会显示SYSTEM POWER DOWN),按下此键执行机器初始化。
5,急停开关:当机器发生严重故障或遇到紧急情况时,按下此键以保护机器免受破坏。
6,静电接口7,主电源开关8,机器前盖9,锡膏滚动灯开关10,灯塔:用三种颜色标示机器当前的工作状态。
第二部分:机器内部动作机构组成介绍DEK PRINTER的动作机构主要由以下几个部分组成:1,PRINTHEAD MODULE可升降,方便维修和操作。
2,PRINT CARRIAGE MODULE用以驱动刮刀前后移动3,SQUEEGEE MODULE执行锡膏印刷功能4,CAMERA MODULE主要抓取PCB板和SCREEN 的FIDUCIAL。
5,SCREEN ALIGNMENT MODULE执行印刷前PCB板和SCREEN的校准功能。
6,RAIL MODULE执行过板和夹板功能7,RISING TABLE MODULE上升到VISION和印刷高度,8,UNDERSCREEN MODULE清洁SCREEN底部和网孔。
DEK PRINTER 的常用参数表DEK PRINTER的常用操作第一部分:一些常见指令含义Abort:按下该键得重新初始化机器,或忽略当前提示。
Retry: 按下该键重新检查错误的情况。
Recover: 按下该键立即继续其操作,该功能模组回到他们的原点位置,并不用重新初始化整个机器,若出现该提示,该项为首选。
Diagnostics(Diagnos): 按下该键进入诊断,为进一步研究该问题。
Head: 按下该键允许升头操作,进入印刷头下面。
设备保养保养手册
设备保养保养手册1. 概述设备保养对于维护设备的正常运行和延长设备使用寿命非常重要。
本保养手册旨在提供一份详细的指南,以确保设备的顺利运行和安全操作。
2. 设备保养原则设备保养应遵循以下原则:- 定期维护:根据设备类型和使用情况,制定合理的维护计划,并定期执行必要的保养措施。
- 全面检查:在维护期间,对设备进行全面的检查,包括设备的各个部件和功能。
- 及时修复:如发现设备故障或异常情况,应立即采取修复措施,以防止问题进一步恶化。
- 记录保留:对设备的保养维修情况进行记录,并保留相关文件和报告,方便追溯和参考。
3. 设备保养步骤设备保养应包括以下步骤:3.1 清洁定期对设备进行清洁,包括外部和内部的清洁工作。
- 外部清洁:使用合适的清洁剂和工具,清除设备表面的污渍和灰尘。
- 内部清洁:按照设备制造商的要求,对设备内部进行必要的清洁,以确保设备内部的无尘环境。
3.2 润滑对设备的润滑部位进行定期润滑,以减少磨损和摩擦。
- 使用高质量的润滑剂,根据设备制造商的建议,对润滑点进行适当的涂抹。
- 注意润滑剂的使用量,避免过量使用导致润滑剂残留。
3.3 检查对设备的各个部件和功能进行全面检查,确保设备的正常运行和安全操作。
- 检查设备的传动系统、电气系统、液压系统等主要部件,发现异常情况及时处理。
- 检查设备的安全装置和保护装置,确保其正常工作和可靠性。
3.4 测试定期对设备进行功能测试,确保设备的性能和质量达到要求。
- 依据设备的使用要求,进行相应的功能测试,记录测试结果。
- 如果发现问题或异常情况,及时采取修复措施,并重新进行测试。
4. 设备保养记录保留设备保养和维修记录非常重要,可以帮助追溯设备的保养情况和维修历史。
- 记录保养日期、保养内容、维修情况等关键信息。
- 保留相关文件和报告,便于日后的参考和审查。
5. 结论设备保养对于设备的正常运行和延长使用寿命至关重要。
本保养手册提供了一份简明扼要的设备保养指南,可帮助操作员有效执行设备保养工作,确保设备的安全运行和高效性能。
DEK印刷机保养规程

1.目的确保产品质量,延长DEK印刷机台的使用寿命。
2.范围适用公司手机板卡部所有DEK印刷机。
3.职责3.1工程师:负责技术指挥,对技术员工作的监督落实。
3.2技术员:负责设备维护、保养、编程、指导操作员处理常见故障及日、周、月的保养。
3.3操作员:负责机器操作,常见故障处理,当遇到机器异常时,及时向技术员、工程师报告,严格按作业指导作业。
4.定义:无5.内容5.1检查气压供给是否为5KG/立方厘米。
5.2开机:打开电源开关。
5.3按上原点复位按钮。
5.4调用机器程序,新产品由技术员重新编程序。
5.5设置顶针,装上钢网。
5.6装上锡膏,盖上盖子,确认印刷方向,点击“印刷”。
5.7每1个H查看锡膏量,并适当添加。
5.8印刷员对每一片印刷板自检,合格后往下放。
5.9IPQC定时抽检。
5.10锡膏作业前要检查哪些元件位置不用贯孔,不要的用透明胶封好。
5.11作业完成后,用酒精清洗钢网、刮刀和机台上锡膏残留。
5.12品质要求:5.12.1确保没有连锡、漏印、堵孔,且保证锡膏均匀。
5.13品质异常处理:5.13.1出现品质异常时,组长通知工程部,请求技术指导,且提供必要的资源。
5.14注意事项:5.14.1印刷时刮刀与钢板保持45度-90度夹角,且锡膏滚动;5.14.2有板印坏时,用洗板水浸洗后,用风枪吹干,过一次回流焊,待冷却后再印刷。
5.14.3下班时须将锡膏装入瓶内,并清洗网板。
5.14.4不要让锡膏瓶口\钢板\刮刀等物件上干涸的锡膏粒落入锡膏内。
5.15保养:5.15.14PIN以上(含64PIN)芯片每印5块板,擦一次钢板。
5.15.2每日下班前擦洗干净印刷机。
5.15.3每月加注润滑油。
5.15.4保养后记录于《保养记录表》。
6. 相关文件和表单6.1 相关文件无6.2相关表单6.2.1《设备点检保养记录表》 YDF-FR-0061。
设备维护、保养手册
设备维护、保养手册一、设备保养润滑基本标准:1.所有设备的润滑部位,必须使用本工作手册规定的润滑油,不得使用其它规格、牌号的润滑油;不得将不同规格的润滑油混合使用;不得注入使用不清洁、已变质、带腐蚀性的润滑油。
2.清洗更换润滑油标准:将设备内残存的污油清除干净,用柴油或汽油清洗机械部件和轴承,然后再加入新润滑油。
残存污油经检验后,品质符合要求时,污油必须经清理过滤,才能继续使用。
3.初次使用的新设备,运转使用15天左右,必须更换润滑油。
4.使用润滑油的部位,润滑油注入量为部位容积的1/3-1/2:低速运转的,加润滑脂量为2/3;高速运转的,加润滑脂量为1/2。
5.六个月以上没有使用的设备,在重新开机使用前,其润滑部位必须更换润滑油。
6.加油时间和责任工作标准:6.1 每班接班后两小时内为当班加油时间,由设备操作工负责加油。
6.2 每天白班上午8点至10点为当天的加油时间,由设备操作工负责加油。
6.3 小修时的设备加油或更换润滑油工作,由设备操作工负责。
二、通用设备的保养润滑标准:1.摆线针轮减速机的润滑:1.1 润滑油选用32#机械油。
1.2 润滑油注入量为减速机容积的1/3-1/2,经常观察油位,高度不足时,补充相同牌号的润滑油。
1.3 每天连续运行10小时以上者,每3个月(中修时)更换润滑油一次;每天连续运行不足10小时者,每年(大修时)更换滑油一次。
1.4 带油泵的减速机应润滑油面高度和油泵转向,油泵不工作时应立即停止减速机运行。
2.齿轮变速箱的润滑:2.1 采用浸油润滑,润滑油为齿轮油。
冬季(10月至4月)用HZ-20齿轮油,夏季(5月至9月7日)用HZ-30型锂基脂润滑。
2.2 运转时,轴承温升不超过40℃,最高温升不超过60℃,保持润滑油油位在刻度线左右。
2.3 每三个月(中修时)检查一次润滑油的质量,出现下列情况时,应更换润滑油:每克油中酸值超过5mgkoH时,水份超过2%时,油中机械杂质超过0.5%时。
dek中文版操作手册
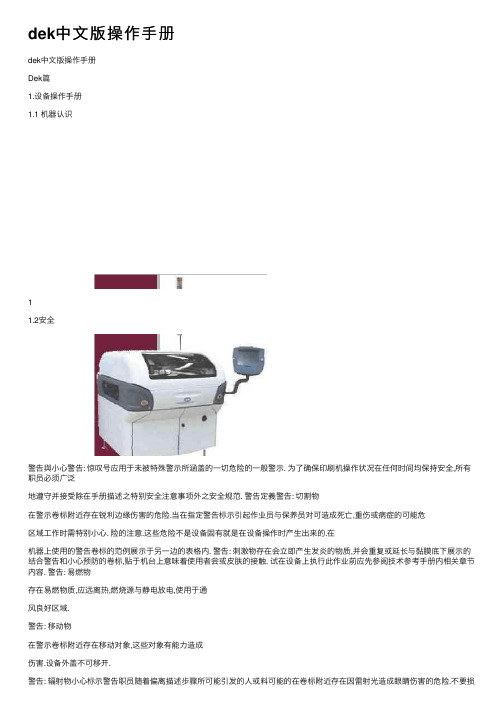
dek中⽂版操作⼿册dek中⽂版操作⼿册Dek篇1.设备操作⼿册1.1 机器认识11.2安全警告與⼩⼼警告: 惊叹号应⽤于未被特殊警⽰所涵盖的⼀切危险的⼀般警⽰. 为了确保印刷机操作状况在任何时间均保持安全,所有职员必须⼴泛地遵守并接受除在⼿册描述之特别安全注意事项外之安全规范. 警告定義警告: 切割物在警⽰卷标附近存在锐利边缘伤害的危险.当在指定警告标⽰引起作业员与保养员对可造成死亡,重伤或病症的可能危区域⼯作时需特别⼩⼼. 险的注意.这些危险不是设备固有就是在设备操作时产⽣出来的.在机器上使⽤的警告卷标的范例展⽰于另⼀边的表格内. 警告: 刺激物存在会⽴即产⽣发炎的物质,并会重复或延长与黏膜底下展⽰的结合警告和⼩⼼预防的卷标,贴于机台上意味着使⽤者尝或⽪肤的接触. 试在设备上执⾏此作业前应先参阅技术参考⼿册内相关章节内容. 警告: 易燃物存在易燃物质,应远离热,燃烧源与静电放电,使⽤于通风良好区域.警告: 移动物在警⽰卷标附近存在移动对象,这些对象有能⼒造成伤害.设备外盖不可移开.警告: 辐射物⼩⼼标⽰警告职员随着偏离描述步骤所可能引发的⼈或料可能的在卷标附近存在因雷射光造成眼睛伤害的危险.不要损害.⼩⼼标⽰并不意味对职员的危险. 直视光源或物体表⾯之直接反射光.⼀个⼩⼼标⽰的例⼦如下: 警告: 受压物⾼压存在并可能造成伤害.不要企图直接开启系统⾄⼩⼼⼤⽓下.摄影机损毁..不要留下任何未⽤治具于升降平台的后轨道后⽅区域. 如有任何物体留在升降平台的PC板印刷区域外,当平台上升⾄印刷警告: 电⼒危险⾼电压存在并可能造成伤害或死亡.不要从设备外罩⾼度时,它将可能与摄影机相撞.移除保护盖或不顾保护装置.21.3设备概观範圍這⼿冊應由適當訓練過的設備操作⼈員來使⽤.對於設備的⼀般操作狀況它是個快速⼊⾨指南.關於設備設定更深⼀層的資訊則總括到技術參考⼿冊項次說明觸控式螢幕 1系統按鈕 2滑⿏ 3雙按鈕控制 4 鍵盤 5主電源開關 6 緊急開關按鈕 7 錫膏滾動燈 8 三⾊燈 9 當機器啟動電源後,按下兩紅⾊緊急開關中任⼀能以受控⽅式使機器停⽌31.4⼈机接⼝狀態⾴模式2在主要控制螢幕上所顯⽰的資訊為狀態⾴.狀態⾴有兩種版本顯⽰模式.可在Set Prefs選單內Display Type螢幕顯⽰模式做選擇模式1項次說明製程參數視窗 1設備參數視窗 2訊息提⽰帶 3項次說明項⽬單 4 印刷機主題視窗視覺資料視窗 1 5警告訊息視窗 6 製程參數視窗 2印刷機狀態視窗 7 訊息提⽰帶 3 印刷機主題視窗 8 項⽬單 4 在觸控式螢幕上觸壓相關的項⽬圖像便能完成功能選視覺資料視窗 5擇.另⼀種選擇⽅式是藉由鍵盤上功能鍵F1到F8來做警告訊息視窗 6 選擇印刷機狀態視窗 74視覺資料視窗可利⽤在狀態⾴上的Zoom In或 Zoom Out 圖像來改變視覺資料視窗的⼤⼩.51.5三⾊灯此訊息燈顯⽰設備的作動狀態.設備無法作動系統電源關閉錯誤訊息顯⽰設備未在準備狀態作動狀態燈號顏⾊設備在初始化設備在設定中設備在維護下設備提⽰操作者注意卡匣錫膏不⾜擦拭紙卷⽤盡擦拭溶劑耗盡設備可作動設備在就緒狀態等待61.6 开机与登⼊3. 觸壓Monitor (鍵盤上F7功能鍵). 1. 旋轉主電源開關⾄ON處.4. 觸壓Log On (F1).2. 設備提⽰時按壓System鈕.操作員登⼊視窗顯⽰:已選好的狀態⾴模式會與下列功能選單⼀起顯⽰:使⽤鍵盤輸⼊操作員I.D.後按下Enter 鍵.5. 觸壓Exit (F8).71.7产品换线新產品 4. 觸壓Load (F1).1. 觸壓Setup (F6).5. 觸壓Change Screen (F5). 2. 觸壓Load Data (F2).選定的檔案會顯⽰在狀態⾴.儲存於設備內所有產品檔案表會顯⽰出來: 6. 系統提⽰時掀起前⽅印刷頭蓋.3. 使⽤Left, Right, Up和Down (F4, F5, F6和F7) 反⽩所需檔案.87. 移出钢板. 10. 按下System 鈕.11. 触压Change Screen (F5).8. 加载新钢板到机器内并确保正确⽅位与开孔位置.12. 触压Change Tooling (F6).13. 触压Head (F2).9. 放下前⽅印刷頭蓋. 14. 使⽤双控制钮抬起印刷头.915. 装上印刷头⽀撑杆 16. 调整PC板⽀撑器⾄适合产品位置来准备印刷. PC板夾板器. 當在機器⽀撐器置放區作業時需極端⼩17. 移开印刷头⽀撑杆并归回原位. ⼼夾板系統且必須經過練習以避免傷害.在前⽅和後⽅夾板系統上的⾦屬薄⽚是⾮常鋒利的DEK建議只有操作員能更換磁性⽀撐桿.使⽤其它⽀撐器或許需要變更PC板狀態檔.⼩⼼攝影機損毀..不要留下任何未⽤治具於升降平台的後軌道18. 触压Head (F2).後⽅區域.如有任何物體留在升降平台的PC板印刷區域外,當平台上升⾄印刷⾼度時,它將可能與攝影機相撞.1019. 使⽤雙控制鈕放下印刷頭.20. 按下System紐.21. 触压Exit (F8).22. 觸壓Exit (F8).111.8印刷参数调整⾃動模式批量印刷1. 觸壓Setup (F6). 1. 觸壓Monitor (F7).2. 觸壓Mode (F1) 直到Auto出現在狀態⾴的模式選項上 2. 觸壓Batch Limit (F4).3. 觸壓Exit (F8). 批量計數極值視窗會顯⽰在螢幕上:4. 觸壓Run (F1). 3. 使⽤微調鍵Incr.及Decr. (F6和F7) 可設定所需批量數.印刷機將連續不斷地運作. 4. 觸壓Exit (F8).12除程式設定的鋼板擦拭週期外可選擇Clean Screen來啟動擦拭5. 触压Exit (F8). 鋼板動作.6. 触压Run (F1).除程式設定的錫膏攪拌週期外可選擇Knead Paste來啟動攪拌錫膏動作.印刷選單當設備於⾃動模式下運作時會顯⽰下列選單:如有安裝擠壓式刮⼑頭選⽤配備則錫膏添加功能將取消.選擇Paste Load添加錫膏有兩種⽅式 (⾃動加錫和⼿動加錫).选择 End Run可停⽌印刷机于完成该印刷周期选择 Stop Cycle将⽴即停⽌印刷在印刷期間的任何階段皆能啟⽤下述功能錫膏添加擦拭鋼板參數調整攪拌錫膏調整檢查作業員不應該使⽤參數調整及調整檢查.133. 添加錫膏到鋼板上. 添加錫膏锡膏和溶剂. 当使⽤或处理任何锡膏或溶剂必须严格地遵守制造商的标准安全注意事项.防护⾐物. 当处理锡膏和溶剂时随即穿戴合格的防护⾐物来减少挥发⽓体的吸⼊,眼睛及⽪肤的接触与摄取.4. 關上前⽅印刷頭蓋. ⼿動添加1. 觸壓Manual Load (F2).‘打開前蓋並添加錫膏’ 訊息會顯⽰在螢幕上2. 打開前⽅印刷頭蓋.5. 按下System紐.146. 觸壓Continue (F1).7. 觸壓Exit (F8).⾃動添加1. 觸壓Auto Dispense (F1).錫膏添加器將執⾏錫膏⾃動添加作業.2. 觸壓Exit (F8).15溶劑重新補充溶劑⾄溶劑桶建议溶剂. 任何溶剂的使⽤必须符合当地环保规章. DEK推荐使⽤环保认可的溶剂,换句话说⽆CFC与含⽔基成分.使⽤的溶剂必须拥有快速挥发速率及闪⽕o点规格⾼于39C的特性. 溶剂溶液. 勿将不同溶剂的溶液混合.当更换另⼀种不同溶剂时必须彻底冲洗⼲净溶剂桶.16易燃性. 存在易燃性物质.应远离热,燃烧源与静电放电.3. 裝上印刷頭⽀撐桿于通风良好区域使⽤溶剂喷洒. 钢板擦拭清洁器喷洒⼀细微溶剂溶液喷射带在清洁器纸卷上.应穿著经认可之防护⾐物从事作业.受压容器. 溶剂桶是充满压⼒的状态;在打开溶剂桶注⼊盖前必须先释放压⼒.4. ⼩⼼旋開溶劑蓋⼦使蒸氣壓⼒消去. 重新補充溶劑⾄溶劑桶:1. 觸壓Head (F2).2. 使⽤雙控制鈕抬起印刷頭.5. 打開蓋⼦使⽤漏⽃重新補充溶劑.176. 旋緊蓋⼦. 9. 移開印刷頭⽀撐桿並歸回原位.7. 觸壓Prime Solvent (F6).10. 觸壓Head (F2).‘同時按壓兩控制鈕來汲取溶劑’ 訊息會顯⽰在螢幕上.8. 使⽤螢幕兩旁控制鈕來汲取溶劑. 11. 使⽤雙控制鈕放下印刷頭.12. 按下System鈕.18物品更换卷紙 3. 裝上印刷頭⽀撐桿易燃性. 使⽤過之紙卷含有鋼板擦拭清潔器溶劑及錫膏的殘留物.參考製造供應商所建議的拋棄處理指⽰.防護⾐物. 當處理錫膏和溶劑時隨即穿戴合格的防護⾐物來減少揮發氣體的吸⼊,眼睛及⽪膚的接觸與攝取.4. ⼩⼼移開髒污的紙卷.1. 觸壓Head (F2). 5. 裝上新紙卷並依照下圖路徑纏繞:2. 使⽤雙控制鈕抬起印刷頭.項次說明擦拭紙卷 1收集紙桿 2196. 觸壓Prime Paper (F5). 10. 使⽤雙控制鈕放下印刷頭. ‘按壓兩控制鈕來進紙’ 訊息會顯⽰在螢幕上.7. 使⽤螢幕兩旁控制鈕捲動紙卷確保紙能正確地供給. 11. 按下System鈕.刮⼑8. 移開印刷頭⽀撐桿並歸回原位. 1. 觸壓Setup (F6). 2. 觸壓Setup Squeegee (F4). 9. 觸壓Head (F2). 203. 觸壓Change Squeegee (F1). 8. 觸壓Continue (F1).4. 打開前⽅印刷頭蓋.刮⼑參考⾼度9. 觸壓Calibrat Heights (F2).‘在開始進⾏壓⼒校正前先移出鋼板’ 訊息會顯⽰在螢幕上. 5. 換上所需的刮⼑6. 關上前⽅印刷頭蓋 10. 觸壓Exit (F8).11. 觸壓Change Screen (F5).7. 按下System鈕.‘移出鋼板’ 訊息會顯⽰在螢幕上.2115. 按下System鈕. 12. 打開前⽅印刷頭蓋.16. 觸壓Setup Squeegee (F4).13. 移出鋼板.17. 觸壓Calibrat Heights (F2).‘確保安裝正確的刮⼑’ 訊息會顯⽰在螢幕上. 14. 關上前⽅印刷頭蓋 18. 觸壓Continue (F1).‘壓⼒⾼度校正中-勿開啟前蓋’ 訊息會顯⽰在螢幕上.19. 觸壓Exit (F8).2223. 關上前⽅印刷頭蓋 20. 觸壓Change Screen (F5).‘插⼊鋼板並重試’ 訊息會顯⽰在螢幕上.21. 打開前⽅印刷頭蓋.24. 按下System鈕.22. 載⼊鋼板到印刷機內並確保正確⽅位與開孔位置. 25. 觸壓Change Screen (F5).26. 觸壓Exit (F8).231.9注销与关机1. 觸壓Monitor (F7). 5. 當被提⽰確認是否關機.2. 觸壓Log Off (F1).6. 當螢幕顯⽰’現在關閉你的電腦是安全的’ 訊息時,旋轉主電源開關⾄OFF位置3. 觸壓Exit (F8).4. 觸壓狀態⾴上Close System圖像.24错误讯息下述表格列出在正常印刷操作下可能發⽣的錯誤訊息,可能原因及解決⽅法.完整版的設備錯誤訊息在技術參考⼿冊中.補充鋼板清潔擦拭系統溶劑. 鋼板清潔擦拭系統溶劑不⾜清潔溶劑不⾜需要補充.鋼板清潔擦拭系統紙卷需要更換鋼板清潔擦拭系統紙卷. 無清潔擦拭紙更換.錫膏筒內無錫膏/擠壓錫膏添加器錫膏筒內無錫膏更換錫膏添加器內錫膏筒. 式刮⼑頭錫膏卡匣內補充/更換擠壓式刮⼑頭內錫膏卡匣. 或擠壓式刮⼑頭錫膏卡匣必錫膏量不⾜須補充更換.軌道上升異常,檢查⽀在升降平台上有⽀撐器/物體打開前⽅印刷頭蓋移出在升降平台上軌道下的⽀撐器頂撞到軌道下⽅. 撐器或物體.系統斷電印刷頭蓋掀起或E Stop觸壓. 關上印刷頭蓋.釋放E Stop紐關上印刷頭蓋. 前蓋打開時系統暫停印刷頭蓋掀起.PC板未到達定位或印刷完打開前⽅印刷頭蓋,鬆開夾板器並將PC板從軌道內PC板停在軌道上成後未送出板⼦. 移出.25下⾯是赠送的企业管理名句100,欢迎欣赏关于企业管理的名⾔名句5、对产品质量来说,不是100分就是0分。
DEK指导书说明

SMT操作员培训资料.........1、目的为了提升员工的操作技能,使新员工到达独立上岗的技能。
.2、适用范围本标准适用于上海灵渤电子科技有限公司一线操作员工.3、原则: 在未取得上岗证之前,严禁独立上岗操作。
4.定义:无5.培训内容:5.1 基本培训内容体检合格的员工必须参加公司的基本内容培训,主要课程有:《防静电基本知识》、《电子元器件的基本知识》、《生产车间5S》,学时8小时,每次培训人数15人以上,由行政部统计人数制定培训计划,行政部负责对公司制度的培训,工程部负责其他三门基本知识的培训,四门基本知识培训完成后进行考核,合格者进入专业知识培训,不合格者进行补考,如补考后仍不合格辞退处理。
5.2 专业知识培训生产部主管根据生产计划和需培训的人数向工程部提出培训需求,要求员工完成基本那知识培训后10天内完成该岗位的专业知识培训,考核不合格进行补考,如补考后仍不合格辞退处理。
具体岗位的培训内容如附件1。
5.3 老带新培训经过专业知识培训的合格员工进入生产线,采用老员工带新员工的培训方式,在未取得上岗证之前全技员(组长)监督新员工对本岗位的理解和认识,在监督过程中全技员(组长)认为该新员工达到独立上岗要求,提出考核需求,工程部考核合格后颁发上岗证,本阶段培训要求在接受专业知识培训后10天内完成。
5.4 上岗证的管理上岗证有效期3个月-6个月,到期前一个月生产主管提出考核需求,工程部负责考核,合格者颁发上岗证。
在上岗证有效期内,某些岗位已发生较大的变化,工程部通知生产部人员重新培训。
第一章:DEK岗位序号项目目的或要求资料1锡膏管理;规范锡膏保存、使用见产线适普的工艺文件2丝网使用;规范丝网检验、验证等流程5009钢网管理文件200703233机台保养;规范保养项目切实执行保证设备稳定性5030DEK保养作业指导书4作业规范;人员作业的依据SMT岗位工作标准-DEK5钢网清洗作业;规范2小时清洗钢网的作业要求,减少治工具对产品品质的影响5031DEK作业指导书V26锡膏板清洗规范;印刷异常板的处理进行规范作业,减少不良变数在制程中的产生5042PCB清洁作业指导书7印刷标准;印刷后作业员的检验依据锡膏印刷品质检验作业规范8作业规范执行度;作业的一致性稽核,确认作业规范得到有效实施PQA稽核表一、锡膏管理二、丝网使用三、DEK的保养1.0保养工具1.像胶手套,无尘纸,润滑油吸尘器,异丙醇2.0每天保养2.1.1 机台操作员在每天下班交班时用异丙醇清洗刮刀,clamps, table ,2.1.2 使用吸尘器内部除尘。
DEK印刷机-操作-编程-保养

•按Load Data
Mode Load Edit Setup Change Change Change Exit Data Data Squeegee Screen Tooling Language
• 用Left,Right,Up,Down選擇程序名
Load
Rebuild Left Right Up List
Auto Board
Manual Board
•按Step
Adjust
Setup
monitor
maint Exit
Step
Single
Exit
•按Step
Step
Single
Exit
照辨識點(2)
照辨識點(3)
Step
Open Fiducial Adjust Search
Cover Setup
Step
Change Language
பைடு நூலகம்Exit
編程(3)
編程(4)
•當光標置於PRODUCT NAME時按Incr.,鍵入新 的程式名.
Save
Next Previous Incr. Decr.
Exit
•按Yes
Yes
Globals
No
Only
•輸入以下參數的數值:
•BOARD WIDTH
•BOARD LENGTH
BOARD CLAMPS
•按Exit ,退回主菜單
CHANGE SCREEN
BOARD CLAMPS
PRIME PAPER
PRIME PAPER
PRIME SOLVENT PRIME SOLVENT
maint
设备使用维护保养手册
设备使用维护保养手册设备使用维护保养手册垃圾填埋场前言正确使用设备,维护保养好设备对保证设备正常运行、防止设备故障和事故发生、延长设备使用寿命、充分发挥设备经济效益的起着重要作用。
设备的使用操作人员必须经过专业培训,并经考试合格后才能上岗,上岗操作必须严格遵守安全技术操作和使用维护规程,严禁违规运行。
各类设备操作人员必须做到:“三好”:管好、用好、修好设备;“四会”:会使用、会维护、会检查、会排除故障;“五项纪律”:合理使用设备,遵守操作规程;保持设备清洁,合理润滑;遵守设备交接班制度;管理好工具、附件不得遗失;发现异常及时停车处理;日常维护的“十字”方针:清洁、润滑、紧固、调整、防腐。
目录1、设备使用(操作)规程2、设备安全技术操作规程3、设备维护(保养)规程4、设备运行记录(另附)5、设备点检表(另附)6、设备润滑表设备使用(操作)规程一、使用注意事项:1、装载机使用的柴油必须纯净并经过至少72小时的沉淀,柴油牌号符合规定要求。
2、变速箱、变矩器使用的液力传动油,液压系统使用的液压油必须清洁。
3、装载机必须按规定进行定期保养和润滑。
4、发动机起动后,空运转待水温达到55°C及汽压表达到0.4MPa后再进行起步行驶。
5、一般气温在50°C以下时,发动机起动前应用热水或蒸汽进行预热,待预热到30~40°C以上时再起动。
6、行驶中换前进挡不必停车,也不必踩制动板,由低速变高速时先松一下油门同时操纵变速杆,然后再踩下油门;由高速换低速时,则先加大油门,使变速箱输出轴与转动轴转速一致。
7、脚制动时机器同时将自动切断变速离合器油路,制动前不必将变速杆Z于空档;当脚制动松开后,机器自动恢复到制前使用的档位。
8、当操纵动臂与转斗达到需要位Z后,应将操纵杆推(拉)回中间位Z。
9、改变前进、后退的方向要求在车停后进行。
10、柴油机出水温度达到55°C,机油温度达到45°C才充许进行全负荷运转。
DEK印刷机操作编程保养
主畫面的識別(3)
•Front Pressure 前刮刀壓力 •Rear Pressure 後刮刀壓力 •Separation Speed 分離速度 •Clean 1 Count Rate:4/10 •搽拭頻率為每刷十塊 PCB搽一次鋼板,現在已刷了 四塊. •Print Direction 印刷方向,Reverse為向後印 刷,Forward為向前印刷.
操
作
操
•主畫面的識別 •開關機 •調程序 •換鋼板 •換頂針 •加錫膏 •安裝與清洗刮刀 •換搽拭紙與溶劑 •照辨識點
作
主畫面的識別(1)
主畫面的識別(2)
•Mode印刷模式,有自動Auto,過板No Print,只刷
一塊板Single,手動Step,共四種. •Product程式名23C012 A .代表PCB料號K023C012, 版本A. •Temperature溫度 •Humidity相對溼度 •Cycle Time : 14.49 s :18.04 s •其中14.49s為印刷上一塊PCB所花的時間(不包括等 板時間). •Front Print Speed前印刷速度 •Rear Print Speed後印刷速度
Exit
•按Exit ,退回主菜單
CHANGE SCREEN BOARD CLAMPS PRIME PAPER PRIME SOLVENT
Exit
換頂針(1)
•在主畫面,按Setup
Run
Open Cover Paste Load Clean Screen
Adjust
Setup
monitor
maint
•按Change Screen
Mode Load Data Edit Data Setup Squeegee Change Screen Change Tooling Change Language Exit
DEK系列点检、维护、保养指引
5.2.3將濕度控制鈕(Hum Control)設定在”L”處.
5.2.4機器空運轉濕度達到存放物要求後,將存放物品放入防潮機中,鎖上門鎖.存放過程中
注意觀察機前左上角溫濕度表濕度是否達到要求.沒有達到時要求按照5.3所述條件
調節.
5.2.5防潮機不使用時,拔下電源插頭.
5.3防潮箱存放IC的環境條件
這是東莞新進電子有限公司之管制文件,只有得到品質8部
經理特別授權,此份文件才可以非管制文件形式复印或交予
第三者用于其它目的
修訂號
修訂內容摘要
發行日期
0
首次發行
19/NOV/2001
1
修改文件格式
/ /2002
防潮箱操作指引
1.目的
為作業員提供正確的操作方法,以確保機器正常運行和物件在正確的條件下儲存.
5.6.3對于濕度較高的物品,要將其在焗爐中焗到濕度達到較低時方可放入防潮箱內.
5.6.4不要遮蓋防潮機背部機蕊散熱片.
5.6.5 IPQC每班監控防潮箱溫度和濕度兩次,將監控結果填入《防潮箱溫濕度監控表》.
6.流程圖
無
7.記錄
《防潮箱溫濕度監控表》SDW-FM-E00029
8.附件
防潮箱各部件圖片
2.範圍
適用于事業八部防潮箱
3.職責
3.1物料8部
3.1.1負責防潮箱的操作及防潮箱溫濕度的控制.
3.2生產8部
3.2.1負責生產部的物料需放在防潮箱內的保管.
3.3品質8部
3.3.1負責防潮箱的溫濕度的監控.
4.定義
無
5.程序
5.1防潮箱的放置
5.1.1機器置于水平地表面,調節調節腳使機器保持平穩.
DEK 印刷机月保
DEK 印刷机保养手册InfinityREV 1.0月保养(1)(一)保养项目:清洁、润滑刮印头线性轴承线性轴承(二)保养工具:不织布、黄油枪、黄油、六角板手。
(三)保养方法:1.以不织布将原刮印头线性滑轨上的脏油清除。
2.使用六角板手将刮印头左右边上盖拆下。
3. 用黄油枪从加油嘴加入新油,直到新油溢出,擦去多余的油。
(四)检查判定基准:1. 线性滑轨上无脏污的黄油。
2. 线性滑轨上附着一层均匀的黄油。
月保养(2) (一)保养项目:检查刮印头蛇管、线丛、皮带及煞车(二)保养工具:无。
(三)保养方法:1.检查刮印头蛇管及线丛有无破损或松脱。
2.检查煞车是否有异音。
3.检查皮带是否松脱或破损。
(四)检查判定基准:1.刮印头蛇管及线丛无破损或松脱。
2.煞车动作正常无异音。
3.皮带松金度正常且无破损。
月保养(3)(一)保养项目:清洁相机棱镜、清洁润滑相机线性轴承(二)保养工具:不织布、酒精、黄油枪、黄油。
(三)保养方法:1. 以不织布将原相机轴承上的脏油清除,并检视皮带转动是否顺畅。
2. 用黄油枪从加油嘴加入新油,直到新油溢出,擦掉多余的润滑油。
3. 检视相机棱镜是否有灰尘、污油,利用不织布沾少许酒精擦拭清洁。
(四)检查判定基准:1. 相机棱镜无灰尘与污油。
2. 线性滑轨上无脏污的黄油。
3. 线性滑轨上附着一层均匀的黄油。
月保养(4)(一)保养项目:检查相机蛇管线丛及检查、润滑停板机构(二)保养工具:黄油、不织布。
(三)保养方法:1. 检查相机蛇管及线丛有无破损或松脱。
2. 以不织布将原停板机构线性滑轨上的黄油清除。
3. 将黄油均匀涂抹在线性滑轨的表面,并检查插座是否松脱。
(四)检查判定基准:1. 相机蛇管及线丛无破损或松脱。
2. 停板机构作动正常,线性滑轨上无脏污的黄油,插座无松脱。
3.线性滑轨上附着一层均匀的黄油。
月保养(5)(一)保养项目:清洁、润滑轨道螺杆及线性轴承(二)保养工具:不织布、黄油、黄油枪。
DEKAPI保养手册

黄色。 2. 近停板Board stop感應器動作sensor正常。
Board stop sensor
Board stop气缸 Home sensor
15
月保養(9)
(一)保養項目:清潔、潤滑軌道螺桿及線性軸承 (二)保養工具:不織布、IPA、浸漬劑、THK AFB GREASE。 (三)保養方法:1‧以不織布將原軌道螺桿及線性軸承〈THK AFB
GREASE〉上的黃油清除。 2‧將黃油均勻塗抹在線性滑軌的表面。
(四)檢查判定基準:1‧無灰塵與錫膏殘渣。2‧.線性滑軌上無髒污的黃 油。3‧線性滑軌上附著一層均勻的黃油。
板卡。 • (四)檢查判定基準:PC、M37、M36風扇保護網&控制箱内控
制板卡無灰塵及髒污。
24
半年保養(5)
(一)保養項目:檢查馬達皮帶張力 (二)保養工具:無。 (三)保養方法:檢查各轴馬達皮帶張力是否合乎規範。 (四)檢查判定基準:刮刀馬達皮帶張力合乎規範。
Printer Ca二)保養工具:不織布、IPA、抹刀、浸漬劑。 (三)保養方法:檢視機器外觀是否沾有錫膏、灰塵,利用不織
布沾少許酒精擦拭清潔。 (四)檢查判定基準:無灰塵與錫膏殘渣。
1
日保養(2)
(一)保養項目:清潔工作平台 (二)保養工具:不織布、IPA、抹刀、浸漬劑。 (三)保養方法:檢視工作平台是否沾有錫膏、灰塵,利用不織
Camera Y 轴皮 带
Camera X 轴皮带 25
16
月保養(10)
(一)保養項目:檢查夾板機構 (二)保養工具:不織布、IPA、浸漬劑。 (三)保養方法:檢視夾板機構是否沾有錫膏、灰塵,並檢視
DEK专业保养指导书

每周设备维护
•逐一检查各气压电磁阀功能是否正常
C.传送部分
•检查PCB输送皮带是否完好无损
•检查自动调轨道宽度是否正常运行•检查进出PCB是否顺畅
•给刮刀马达的线性丝杆抹油
•进行刮刀校正
E.光学部分
•检查并清洁stopper感应器,测试stopper是否正常
•检查机器ZERO是否正确
F.清洁部分
•清洁清洁单元上残留锡浆及杂物
•喷酒精,卷网纸,真空系统是否运行正常•拉动清洁单元功能是否运行正常
G.轨道部分
•给table运动导轨上油
•给每个轴承丝杆注油
•清理真空器,用气枪清洁各控制箱•检查各控制箱的接口是否接触良好。
DEK 维修参考手册
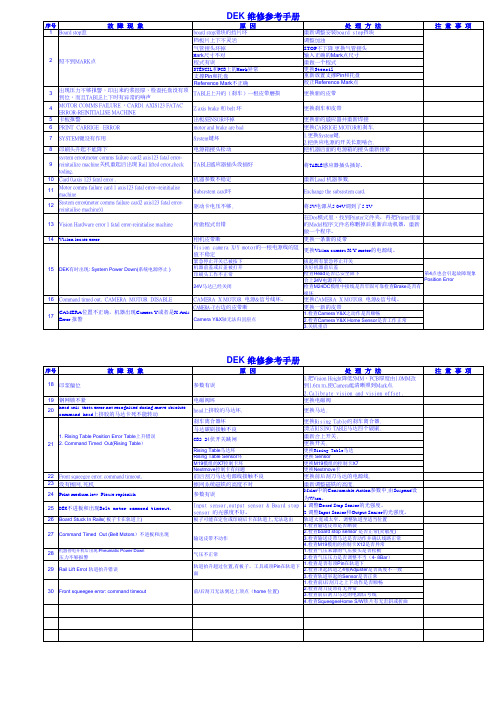
注 意 事 项
2
照不到MARK点
3 4 5 6 7 8 9
出现压力不够报警,印出来的浆很厚,检查托盘没有顶 TABLE上升的(刹车)一根皮带磨损 到位,而且TABLE上下时有异常的响声 MOTOR COMMS FAILURE ,CARD1 AXIS123 FATAC ERROR-REINITIALISE MACHINE 卡板报警 PRINT CARRIGE ERROR SYSTEM键没有作用 印刷头升起不能降下 system error(motor comms failure card2 axis123 fatal errorreinitailize machine关机重起后出现 Rail lifted error,check toding. Motor comms failure card 1 axis123 fatal error--reinitialise machine System error(motor comms failure card2 axis123 fatal errorreinitailise machine)} Z axis brake 和 belt 坏 出板SENSOR坏掉 motor and brake are bad System键坏 电源箱接头松动 TABLE感应器插头没插好 机器参数不稳定 Subsystem card坏 驱动卡电压不够.
CB2 24伏开关跳闸
Rising Table马达坏 Rising Table Sensor坏 M19模组的X7控制卡坏 Nextmove控制卡有问题
22 Front squeegee error: command timeout. 23 没有擦网,死机 24 Print medium low. Please replenish. 25 DEK不进板和出现Belt motor cammond timeout. 26 Board Stuck In Rails( 板子卡在轨道上) 27 Command Timed Out (Belt Motors)不进板和出现
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
设备保养手册
一. 介绍
原则:设备应该定期维护保养(每天,每月按要求和计划进行)。
如果任何部件发现损坏,请联系DEK。
清单:每天的保养应该由受训过的操作员来完成。
每条生产线大概需要15分钟。
每月的保养包含两部分,每部分在每条生产线大约需要2个小时。
这些工作应该由受训过的技术
员或工程师来完成。
材料:如果对于保养所需要的材料,比如清洁材料,油和油脂等的安全性不能确定,请联系DEK。
废料:如何处理保养产生的垃圾,请遵循当地法规。
保修:以下部件是不属于保修范围的,请参考。
(1) 所有螺丝 (包括垫片,垫圈,弹簧等)
(2) 汽缸 (如果是由于客户气源不良而损坏)
(3) 有机玻璃盖
(4) 刮刀
(5) 过滤芯
(6) 油漆面
(7) 灯
(8) 气管
(9) 治具
(10) 皮带
(11) 其他通常易耗品等
二. 清洁和润滑
线性轴承和滑轨:轴承滑块原则上不用保养。
滑轨当表面干燥或者污染时,就必须要进行保养。
如果受到污染,请按以下步骤进行。
1,用塑胶刮刀清掉上面的污染物。
2,用无尘布清洁余下的污染物或者周围之前的油脂。
3,用无尘布在整个滑轨上加非常薄的一层THK AFB润滑油脂 (DEK编号141146)。
4,确认暴露在空气中的三个面上都被油脂覆盖,以避免表面生锈。
5,用无尘布去除过多的油脂以确保油脂在滑块周围没有堆积。
升降台滚珠丝杠:轴承座原则上不用保养。
丝杠当表面干燥或者污染时,就必须要进行保养。
如果受到污染,请按以下步骤进行。
1,用塑胶刮刀清掉上面的污染物。
2,用无尘布清洁余下的污染物或者周围之前的油脂。
三.保养计划简述
每天:这一保养计划着重于表面清洁和局部检查,应该每天都要执行,每条生产线不超过15分钟。
每月:由两部分组成,每部分完成需要大概2小时。
1,SPC检查,需要对设备有比较好的了解程度。
具体做法,在光盘手册中有单独说明。
2,每月硬件检查,通过每个月的按计划的保养维护,在12个月,即一年的周期内,可以确保整
条生产线上的所有设备被检查,维护至少一次。
四.日保养
准备:设备需要断电,断气。
如果有丝网,需要拿走。
保养:详见下表
五.月保养
第一部分:
SPC检查:确认印刷机是否运行在正常状态下(如何使用SPC检查,请参考光盘手册)。
设备运行计数:记录下设备总共印刷了多少硅片。
软件检查:确认软件是否更新到最新版本,查看设备事件记录,确认是否有重复发生的故障。
第二部分:
检查,保养整条生产线每台设备的硬件情况。
六.清洁,润滑和保养相关图片。