车身钣金零件设计参考手册
钣金设计手册
1 前言薄板指板厚和其长宽对比小得多的钢板。
它的横向抗弯能力差,不宜用于受横向曲折载荷作用的场合。
薄板就其资料而言是金属,但因其特别的几何形状厚度很小,所以薄板构件的加工工艺有其特别性。
和薄板构件有关的加工工艺有三类:(1) 下料:它包含剪切和冲裁。
(2) 成形:它包含曲折、折叠、卷边和深拉。
(3) 连结:它包含焊接、粘接等。
薄板构件的构造设计主要应试虑加工工艺的要乞降特色。
别的,要注意构件的批量大小。
薄板构件之所以被宽泛采纳是因为薄板有以下长处:(1) 易变形,这样可用简单的加工工艺制造多种形式的构件。
(2) 薄板构件重量轻。
(3) 加工量小,因为薄板表面质量高,厚度方向尺寸公差小,板面不需加工。
(4) 易于裁剪、焊接,可制造大而复杂的构件。
(5) 形状规范,便于自动加工。
2 构造设计准则在设计产品部件时,一定考虑到简单制造的问题。
尽量想一些方法既能使加工容易,又能使资料节俭,还可以使强度增添,又不出废品。
为此设计人员应当注意以下制造方面事项。
钣金件的工艺性是指部件在冲切、曲折、拉伸加工中的难易程度。
优秀的工艺应保证资料耗费少,工序数量少,模具构造简单,使用寿命高,产质量量稳固。
在一般状况下,对钣金件工艺性影响最大的是资料的性能、部件的几何形状、尺寸和精度要求。
怎样在薄板构件构造设计时充足考虑加工工艺的要乞降特色,这里介绍几条设计准则。
2.1 简单形状准则切割面几何形状越简单,切割下料越方便、简单、切割的路径越短,切割量也越小。
如直线比曲线简单,圆比椭圆及其他高阶曲线简单,规则图形比不规则图形简单( 见图1) 。
(a) 不合理构造(b) 改良构造图1图2a的构造只有在批量大时方存心义,不然冲裁时,切割麻烦,所以,小批量生产时,宜用图b所示构造。
(a)不合理构造(b)改良构造图2节俭原料准则(冲切件的构型准则)节俭原资料意味着减少制造成本。
琐碎的下角料常作废料办理,所以在薄板构件的设计中,要尽量减少下脚料。
钣金件设计经验手册

钣金件设计经验手册钣金件是指通过对金属材料进行冲压、折弯、拉伸等加工工艺,制作成各种形状的零件。
钣金件广泛应用于汽车、电子、机械等行业,具有轻量化、高强度、高精度等特点。
在进行钣金件设计时,需要考虑到材料选择、受力分析、加工工艺等因素。
下面是关于钣金件设计的经验手册,供参考。
一、材料选择在进行钣金件设计之前,需要选择合适的材料。
常见的钣金材料有冷轧板、镀锌板、不锈钢板等。
选择材料时要考虑使用环境中的腐蚀性、强度要求以及加工性能等因素。
对于不同的应用,可选择不同材料,以满足设计要求。
二、受力分析设计钣金件需要对受力情况进行分析。
受力分析可以帮助设计者确定零件的受力面、力的大小和方向等信息。
通过合理的分析,可以避免设计出有暗病或不符合强度要求的零件。
三、结构设计钣金件的结构设计是指确定零件的形状和尺寸。
在进行结构设计时,需要考虑到零件的功能需求、制造难度、装配要求等因素。
同时,提前考虑到工艺要求,可以避免设计出难于加工和装配的零件。
四、工艺选择在钣金件设计中,选择合适的工艺对于制造质量和效率有着重要影响。
常见的工艺有冲压、折弯、剪切、焊接等。
在选择工艺时,需要考虑到材料的性质、零件的结构以及生产要求等因素。
合理选择工艺可以优化生产过程,提高工艺效率。
五、加工精度在进行钣金件设计时,需要考虑到加工精度。
加工精度影响着零件的装配质量和使用寿命。
在设计过程中需要确定零件的公差要求,并与制造商进行沟通。
通过合理的公差控制可以确保零件的质量和性能。
六、模具设计在进行钣金件设计时,需要考虑到模具设计。
合理的模具设计可以提高生产效率和产品质量。
在设计模具时需要考虑到材料的厚度、形状和结构等因素。
同时,还要考虑到模具的寿命、易损件的更换等问题。
七、检验与测试。
钣金件设计经验手册(共113张PPT)
弯曲收缩
原则:防止弯曲时一边向内产生收缩,可设计工艺定位孔,或两边同时折弯, 还可用增加幅宽的办法来解决
冲压工艺类-冲压工艺性
弯曲件的结构
直角弯曲搭接
冲压工艺类-冲压工艺性
弯曲件的结构
凸部的弯曲
原则:应避免a图那样弯曲线和阶梯线一致,有时会在根部开裂变形。所以使弯曲线让开 阶梯线如图b,或设计切口如c、d那样
要求: m≥2t 注:t—材料厚度
k≥1.5t L≥t+R+k/2 r≥2t n=r
冲压工艺类-冲压工艺性
弯曲件的结构
弯曲面上孔变形
原则:防止弯曲时,弯曲面上的孔受力后会变形,孔边距(至底根部)其值A≥4
要求:A≥4 注:t—材料厚度
冲压工艺类-冲压工艺性
拉深件的结构
拉深件的圆角半径
注:t—材料厚度
冲压工艺类-冲压工艺性
拉深件的结构
拉深件冲孔
原则:拉深件冲孔应该离圆角一定的距离否则会产生变形
注:t—材料厚度
冲压工艺类-冲压工艺性
拉深件的结构
拉深扭曲
要求:A、B宽度应相等(对称)即A=B 注:t—材料厚度
冲压工艺类-冲压工艺性
拉深件的结构
凹点
要求: 1)最大半径Rmax≤6T, 其最大深度内;
2)外表件不建议采用凸焊
3)零件重量超过10kg,不建议采用凸焊
对螺母凸焊、螺栓凸焊孔径和局部形状、尺寸要求:
焊接工艺类-焊接空间
焊接空间
凸焊
要求:1)最小尺寸a小于焊机喉深(我公司最大为480~520mm) 2)最大尺寸b小于焊机喉宽单臂最大尺寸(我公司最大活动尺寸为230~280mm) 3)凸焊位置点沿轴线方向Φ40空间内无结构型面,如图尺寸c1、c2 4)螺母、螺钉轴线方向可焊接最小空间高度为60mm,如图尺寸d
(完整版)钣金件结构设计工艺手册
钣金件结构设计工艺手册目录1 第一章钣金零件设计工艺 11.1 钣金材料的选材 11.1.1 钣金材料的选材原则 11.1.2 几种常用的板材 11.1.3 材料对钣金加工工艺的影响 31.2 冲孔和落料: 51.2.1 冲孔和落料的常用方式 51.2.2 冲孔落料的工艺性设计91.3 钣金件的折弯131.3.1 模具折弯:131.3.2 折弯机折弯141.4 钣金件上的螺母、螺钉的结构形式261.4.1 铆接螺母261.4.2 凸焊螺母291.4.3 翻孔攻丝301.4.4 涨铆螺母、压铆螺母、拉铆、翻孔攻丝的比较31 1.5 钣金拉伸321.5.1 常见拉伸的形式和设计注意事项321.5.2 打凸的工艺尺寸331.5.3 局部沉凹与压线331.5.4 加强筋341.6 其它工艺351.6.1 抽孔铆接351.6.2 托克斯铆接361.7 沉头的尺寸统一361.7.1 螺钉沉头孔的尺寸361.7.2 孔沉头铆钉的沉头孔的尺寸的统一361.7.3 沉头螺钉连接的薄板的特别处理362 第二章金属切削件设计工艺372.1 常用金属切削加工性能372.2 零件的加工余量382.2.1 零件毛坯的选择和加工余量382.2.2 工序间的加工余量382.3 不同设备的切削特性、加工精度和粗糙度的选择39 2.3.1 常用设备的加工方法与表面粗糙度的对应关系39 2.3.2 常用公差等级与表面粗糙度数值的对应关系392.4 螺纹设计加工402.4.1 普通螺纹的加工方法402.4.2 普通螺纹加工常用数据402.4.3 普通螺纹的标记412.4.4 普通螺纹公差带的选用及精度等级412.4.5 英制螺纹的尺寸系列422.5 常见热处理选择和硬度选择。
422.5.1 结构钢零件热处理方法选择422.5.2 热处理对零件结构设计的一般要求432.5.3 硬度选择433 第三章压铸件设计工艺443.1 压铸工艺成型原理及特点443.2 压铸件的设计要求453.2.1 压铸件设计的形状结构要求453.2.2 压铸件设计的壁厚要求453.2.3 压铸件的加强筋/肋的设计要求453.2.4 压铸件的圆角设计要求453.2.5 压铸件设计的铸造斜度要求463.2.6 压铸件的常用材料463.2.7 压铸模具的常用材料464 第四章铝型材零件设计工艺463.3 型材挤压加工的基本常识463.3.1 铝型材的生产工艺流程463.3.2 常见型材挤压方法473.3.3 空心型材挤压模具简单介绍493.4 铝型材常用材料及供货状态493.5 铝型材零件的加工及表面处理513.5.1 铝合金型材零件的加工513.5.2 铝合金型材零件的表面处理514 第五章金属的焊接设计工艺534.1 金属的可焊性534.1.1 不同金属材料之间焊接及其焊接性能534.1.2 同种金属的焊接性能534.2 点焊设计554.2.1 接头型式554.2.2 点焊的典型结构554.2.3 点焊的排列554.2.4 钢板点焊直径以及焊点之间的距离564.2.5 铝合金板材的点焊574.2.6 点焊的定位574.3 角焊584.4 缝焊585 第六章塑料件设计工艺595.1 塑胶件设计一般步骤595.2 公司不同的产品系列推荐的材料种类。
钣金件设计经验手册

L W
要求:1)R≥0.5t; w≥t; 2)缺口长度L:直缺口 L≤5W;V形
缺口 L≤2W; 3)缺口与平行面上翻边距离D: D≥8
t+R。 4)缺口与垂直面上翻边距离D≥3T+R;
冲压工艺类-冲压工艺性
拉深件的结构
翻边孔 锥形孔
要求:最大翻边高度按公式Hmax=0.5D(1-Kfm in)+0.43rd+0.72t 注:t—材料厚度
注: t—材料厚度
冲压工艺类-冲压工艺性
冲孔件的结构
最小冲孔直径或方孔的最小边长 冲切缺口原则
原则:冲孔时应受到冲头强度的限制,冲孔尺寸不能太小, 否则易损坏冲头
注: t—材料厚度
冲压工艺类-冲压工艺性
冲孔件的结构
最小冲孔直径或方孔的最小边长 冲切缺口原则
原则:冲切缺口应尽量避免尖角,尖角形式容易减短模具使 用寿命,且尖角处容易产生裂纹。
弯曲件的结构
侧面弯曲
原则:防止侧面(梯形)弯曲时产生裂纹或畸形。应设计预 留切槽,或将根部改为阶梯形
要求:槽宽K≥2t,槽深L≥t+R +K/2 注:t—材料厚度
冲压工艺类-冲压工艺性
弯曲件的结构
圆角弯曲
原则: 防止圆角在弯曲时受压产生挤料后起皱,应设计预 留切口
注:t—材料厚度
冲压工艺类-冲压工艺性
要求:3)长、直焊缝、焊点一般在50~80mm之间,强度要求低的位置 可增大至100mm。小件可依实际情况增加,点距相应缩短
4)其最小值与被焊金属的厚度、导电率、表面清洁度、以及熔核大小 有关,还与被焊板件的层数关,下表列出几种材料的最小点距, 实际应用中可以此为下限参考设计
焊接工艺类-通用要求
ProE钣金设计超级手册范本

ProE钣金设计超级手册范本Pro/Engineer自动展开操作手册目录1.Sheet Metal自动展开的特色 (4)1.1钣金设计和修改 (4)1.2模型检查和辅助展开 (4)1.3展开图 (4)2.展开原理 (5)2.1展开原理 (5)2.2展开计算方法………………………………………………………….5-93.功能介绍 (10)4.指令使用说明 (11)4.1模型检查 (11)驱动补偿量检查 (11)Bend特征检查 (12)Sweep特征检查 (13)Wall Copy特征检查 (14)Unbend特征检查 (15)Solid Cut特征检查 (16)压平H≦0.5特征检查 (17)T≦0.3&R=0特征检查 (18)4.2辅助展开 (19)材质和料厚设定 (19)Z折设定 (20)N折设定 (21)Bend设定 (22)删除Notes (23)5.展开流程及说明 (24)5.1展开流程图 (24)5.2展开流程说明 (25)5.2.1Sheet Metal图档处理 (25)5.2.2 模型检查……………………………………………………………25-265.2.3设定Bend Table表 (26)5.2.4手工修改……………………………………………………………26-275.2.5展开 (27)5.2.6工艺性修改 (27)5.2.7转成.dxf图档 (27)6.常见问题及解决……………………………………………..28-311.Sheet Metal自动展开的特色Sheet Metal自动展开是以Pro/Engineer为工作平台,并用Pro/Sheet Matel中的相关指令,结合本公司开发的功能菜单,将用Pro/Sheet Matel建构的产品方便快捷地展开.Sheet Metal自动展开与传统的手工展开相比,更趋于智能化,大大减少了许多人为的错误和无效的工作,提高了效率;和其它的展开软件相比, Sheet Metal自动展开可以直接捕捉设计时的资料和信息,更趋于合理化.1.1 钣金设计和修改Pro/Sheet Matel具有强大的钣金设计和修改功能,能帮助工程师很容易的实现他们的设计意图,并有益于设变展开时的工艺修改.1.2 模型检查和辅助展开展开流程只要选择相关的功能菜单.程序将检查钣金件的结构及相关特征,或高亮度显示,或在窗口中用Notes加以指示,给出展开补偿量(例如选择功能菜单中的Model_Check/Bend_Feat,窗口中高亮度显示所有的Bend特征;选择Aid_Unbend/Bend, 窗口中会给所有的Bend特征加一Notes.).这样将会减少错误次数,节省了时间和金钱.1.3 展开图工程师可按自己的展开标准,经过简单的编程,做成Bend Table表,通过材质设定的功能菜单,对产品的补偿量统一作设定,也可做个别修改;展开后的展开图为三维的,展开前后,产品的特征数据不会失去,并有Pro/Engineer强大的建模及修改功能做后盾,方便对其进行修改和处理;展开可以分步进行,也可一次展开,并可回折;展开图可以做为产品的一个状态,并和产品相互关联.2.展开原理Sheet Metal自动展开时,只计算补偿量,用L表示,料厚用T表示,角度用Angle表示,R表示折弯半径.2.1 展开原理板料在弯曲过程中外层受到拉应力,层受到压应力,从拉到压之间有一既不受拉力又不受压力的过度层称为中性层;中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近钣料厚度的中心处;当弯曲半径变小,变形角度增大时,变形程随之增大,中性层位置逐渐向弯曲中心的侧移动.2.2 展开计算方法一般折弯3 (R=0, θ≠90°):1. 当T0.3 时, L’=02. 当T0.3时, L’= ( / 90) * L注: L为θ=90°时的补偿量.一般折弯4 (R≠0 , θ≠90°):当用折刀加工时:1. 当R<2.0时, 按R=0处理.L’=θ/90* L +2*R*TAN(θ/2)注: L为θ=90°时的补偿量.2 当R>2.0时, 按原值处理.(1). 当T 1.5 时, L’=θ*PI*(R+0.5*T)/180(2). 当T 1.5时, L’=θ*PI*(R+0.4T)/180Z折1 (直边段差):样品方式制作展开方法:1. 当H5T时, 分两次成型时, 按两个90°折弯计算.2.当H5T时, 一次成型,(1). 若R=0,则L’=L;(2). 若R≠0,且只有一角不为零,则L’=L+2R;(3). 若R≠0,且两角都不为零,则L’=L+4R.注: L值依附件一中参数取值.Z折3 (斜边段差):1. 当H2T时当θ≦70°时,按Z折1(直边段差)的方式计算, (此时L=0.2).当θ>70°时完全按Z折1(直边段差)的方式计算2. 当H2T时, 按两段折弯展开(R=0 θ≠90°).。
(完整版)钣金设计手册

1引言薄板指板厚和其长宽相比小得多的钢板。
它的横向抗弯能力差,不宜用于受横向弯曲载荷作用的场合。
薄板就其材料而言是金属,但因其特殊的几何形状厚度很小,所以薄板构件的加工工艺有其特殊性。
和薄板构件有关的加工工艺有三类:(1)下料:它包括剪切和冲裁。
(2)成形:它包括弯曲、折叠、卷边和深拉。
(3)连接:它包括焊接、粘接等。
薄板构件的结构设计主要应考虑加工工艺的要求和特点。
此外,要注意构件的批量大小。
薄板构件之所以被广泛采用是因为薄板有下列优点:(1)易变形,这样可用简单的加工工艺制造多种形式的构件。
(2)薄板构件重量轻。
(3)加工量小,由于薄板表面质量高,厚度方向尺寸公差小,板面不需加工。
(4)易于裁剪、焊接,可制造大而复杂的构件。
(5)形状规范,便于自动加工。
2结构设计准则在设计产品零件时,必须考虑到容易制造的问题。
尽量想一些方法既能使加工容易,又能使材料节约,还能使强度增加,又不出废品。
为此设计人员应该注意以下制造方面事项。
钣金件的工艺性是指零件在冲切、弯曲、拉伸加工中的难易程度。
良好的工艺应保证材料消耗少,工序数目少,模具结构简单,使用寿命高,产品质量稳定。
在一般情况下,对钣金件工艺性影响最大的是材料的性能、零件的几何形状、尺寸和精度要求。
如何在薄板构件结构设计时充分考虑加工工艺的要求和特点,这里推荐几条设计准则。
2.1简单形状准则切割面几何形状越简单,切割下料越方便、简单、切割的路径越短,切割量也越小。
如直线比曲线简单,圆比椭圆及其它高阶曲线简单,规则图形比不规则图形简单(见图1)。
(a)不合理结构(b)改进结构图1图2a的结构只有在批量大时方有意义,否则冲裁时,切割麻烦,因此,小批量生产时,宜用图b所示结构。
(a)不合理结构(b)改进结构图22.2节省原料准则(冲切件的构型准则)节省原材料意味着减少制造成本。
零碎的下角料常作废料处理,因此在薄板构件的设计中,要尽量减少下脚料。
冲切弃料最少以减少料的浪费。
车身钣金零件设计参考手册.
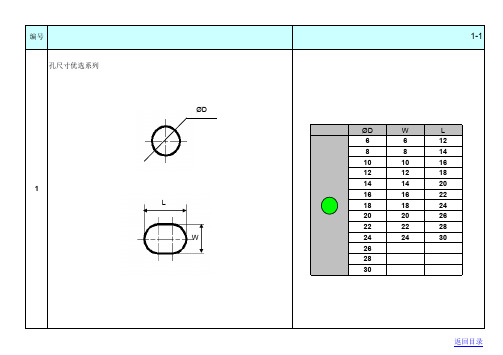
孔尺寸优选系列ØD W L 661288141010161212181414201616221818242020262222282424302628301LWØD孔间最小距离10-13-16-20-25-10-20≤P22.5≤P 24.5≤P 27.5≤P 30≤P 13-25≤P 27≤P 30≤P 32.5≤P16-29≤P 32≤P 34.5≤P20-35≤P 37.5≤P25-40≤P2H o l e S i z e AHole Size BPHole Size A Hole Size B角部的最小RA179°-60°60°-40°40°-30°30°-20°20°-10°<10°-R6-R8R6-R14R6-R18R6-R21R6-R24R6R8R14R18R21R24 3孔的最小Rt代表材料厚度4<0.5t <1.5<1≥0.5 ≥1≥1.5局部形状圆角R5R ≥ 66 < R ≤ 3 R < 3加强筋回弹翻边刚性AB C11编号1-11HH > 30 时,尽可能设计防回弹加强筋Type A Type B Type C▶ 加强筋为凹型最好,不可行时采用凸型。
3mm法兰边的角度 115A ≥ 60˚45˚< A < 60˚A < 45˚▶ A < 45˚时,工作部分强度不足,维护费用高。
工作部分法兰边的角度 216 H ≥ 13 OR 1.5 x L H < 13 OR 1.5 x LINNER PNL A <5°OUTER PNL A < 10° INNER PNL A ≥ 5° OUTER PNLA ≥ 10°法兰边的角度317B < 5° B ≥ 5°C < 93° C ≥ 93°圆角半径211.5 t5 t ≥ R > 1.5 t0.5t ≤ R < 1.5 tR > 5 tR < 0.5 tRt编号1-26孔距边的距离1. EE & CE & CCEE,CE,CC < 8mm8mm ≤ EE,CE,CC< 55mmEE,CE,CC ≥ 55mm26孔距圆角的距离<1313-1616-2020-2525-3232-40<12.5<14<16<18.5<22<2612.5-19.514-2116-2318.5-25.522-2926-33>19.5>21>23>25.5>29>3327编号1-27Hole Size CD i s t a n c e D 1F ≤ 3mmF < 3mmFFD1D1Hole Size CF F D1 D1 Hole Size C包边展开翻边长度28编号1-28LL 0t 2Rt 1R=t2L ≈L 0+0.57t 2+1.08t 1斜面坡度30A ≤ 25°,B ≤ 20°A > 25°,B >AB骨架断面结构11B[ Section B - ]①R13 ≤ ① <R15R15 ≤ ①R13 > ① B①①①骨架断面结构22B[ Section B - ]20° ≤ A <30° 30°≤ A20° > A BAA骨架断面结构33B[ Section B - ]30mm >D ≥ 20mm22mm >D30mm < DB D骨架断面结构44R 10 ≤R < 25 25 ≤ RR <10格栅部位结构5HR1 R2R3R4H < 2020 ≤ H <30R1Over 15Over 20R2Over 20Over 20R3Over 15Over 15R4Over 15Over 20Height (H )R a d i u s o f P a r t .[ Section A - ]AHood OTR前风档部位结构1 6R3H R R1R4Hood OTR[ Section A - ]A前大灯部位结构17HOver 20°W1 W2R1R2H > 0.58(R2+2R1)H ≤ 0.58(R2+2R1)W2 / W1 ≤ 0.67W2 / W1 > 0.67Condition of HCondition of W1 & W2具体情况需要参照仿真结果.定位孔8主副定位孔的方向需要设计为冲压方向,便于模具的设计和制造。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
孔尺寸优选系列
ØD W L 6612881410101612121814
14201616221818242020262222282424
30
262830
1
L
W
ØD
孔间最小距离
10-13-16-20-25-10-20≤P
22.5≤P 24.5≤P 27.5≤P 30≤P 13-25≤P 27≤P 30≤P 32.5≤P
16-29≤P 32≤P 34.5≤P
20-35≤P 37.5≤P
25-40≤P
2
H o l e S i z e A
Hole Size B
P
Hole Size A Hole Size B
角部的最小R
A179°-60°60°-40°40°-30°30°-20°20°-10°<10°
-R6-R8R6-R14R6-R18R6-R21R6-R24
R6R8R14R18R21R24 3
孔的最小R
t代表材料厚度
4
<0.5
t <1.5
<1
≥0.5 ≥1
≥1.5
局部形状圆角R
5
R ≥ 6
6 < R ≤ 3 R < 3
加强筋
回弹
翻边刚性
A
B C
11
编号
1-11
H
H > 30 时,尽可能设计防回弹加强筋
Type A Type B Type C
▶ 加强筋为凹型最好,不可行时采用凸型。
3mm
法兰边的角度 1
15
A ≥ 60˚
45˚< A < 60˚
A < 45˚
▶ A < 45˚时,工作部分强度不足,维护费用高。
工作部分
法兰边的角度 2
16 H ≥ 13 OR 1.5 x L H < 13 OR 1.5 x L
INNER PNL A <5°OUTER PNL A < 10° INNER PNL A ≥ 5° OUTER PNLA ≥ 10°
法兰边的角度3
17
B < 5° B ≥ 5°
C < 93° C ≥ 93°
圆角半径
21
1.5 t
5 t ≥ R > 1.5 t
0.5t ≤ R < 1.5 t
R > 5 t
R < 0.5 t
R
t
编号1-26孔距边的距离
1. EE & CE & CC
EE,CE,CC < 8mm
8mm ≤ EE,CE,CC< 55mm
EE,CE,CC ≥ 55mm
26
孔距圆角的距离
<13
13-16
16-20
20-25
25-32
32-40
<12.5<14<16<18.5<22<2612.5-19.514-2116-2318.5-25.522-2926-33>19.5
>21
>23
>25.5
>29
>33
27
编号
1-27
Hole Size C
D i s t a n c e D 1
F ≤ 3mm
F < 3mm
H
F
F
D1
D1
Hole Size C
F F D1 D1 Hole Size C
包边展开翻边长度
28
编号
1-28
L
L 0
t 2
R
t 1
R=t2
L ≈L 0+0.57t 2+1.08t 1
斜面坡度
30
A ≤ 25°,
B ≤ 20°
A > 25°,
B >
A
B
骨架断面结构1
1
B
[ Section B - ]
①
R13 ≤①<R15 R15 ≤①
R13 >①
B
①
①①
骨架断面结构2
2
B
[ Section B - ] 20°≤ A <30° 30°≤ A
20°> A
B
A A
骨架断面结构3
3
B
[ Section B - ] 30mm >D ≥ 20mm 22mm >D
30mm< D
B
D
骨架断面结构4
4
R 10 ≤R < 25 25 ≤ R
R <10
格栅部位结构
5
H
R1 R2
R3
R4
H < 20
20 ≤ H <30R1Over 15Over 20R2Over 20Over 20R3Over 15Over 15R4
Over 15
Over 20
Height (H )
R a d i u s o f P a r t .
[ Section A - ]
A
Hood OTR
前风档部位结构1 6
R3
H R R1
R4
Hood OTR
[ Section A - ]
A
前大灯部位结构1
7
H
Over 20°
W1 W2
R1
R2
H > 0.58(R2+2R1)
H ≤ 0.58(R2+2R1)
W2 / W1 ≤ 0.67
W2 / W1 > 0.67
Condition of H
Condition of W1 & W2
具体情况需要参照仿真结果.
定位孔8
主副定位孔的方向需要设计为冲压方向,便于模具的设计和制造。
在包边模时,保证上模定位导引销方向的一致性。
铰链部位结构9
避免冲压开裂风险(拔模度相对于拉伸的冲压方向而言)。
15°≤ A <30°
30°≤ A
15°> A
铰链控可设计到平面上。
前风挡部位结构2
追加造型:增强内板强度
10
A
A
R10
6.5
R10
SEC:A-A。