冲压件尺寸精度质量要求
DKBA04500040-C钣金冲压件质量要求
DKBA 华为技术有限公司内部技术规范DKBA0.450.0040 REV C钣金冲压件质量要求Specification For Sheet-metalPunching Part2012年07月30日发布 20012年09月1日实施华为技术有限公司Huawei Technologies Co., Ltd.版权所有侵权必究All rights reserved修订声明Revision declaration 本规范拟制与解释部门:整机工程部基础平台部本规范的相关系列规范或文件:无相关国际规范或文件一致性:无替代或作废的其它规范或文件:无相关规范或文件的相互关系:无规范号主要起草部门专家主要评审部门专家修订情况DKBA0.450.0040 REV C 基础平台部:潘建军(00118387)肖春秀(00053994) 整机工程部:郭天次(0014571)许志敏(00114402),黄涛(00121968)张实(00118600),钟宏辉(00121959),张润孝(00049797)MQE:陈亮(00068994)SQE:王进(00151357)1、增加了自铆质量要求;2、刷新了钣金件公差要求。
DKBA0.450.0040 REV B 质量成本管理部:肖春秀53994 整机工程部:周伟 00123276,郑玲 00119690李俊周 00123308,魏华 00102167杨曦晨 00152131,和永超57041MQE:曾松来00125372TQC:马宝兴39736CEG:郑连东 001149491、将外观表面的定义引用于DKBA0.400.00212、增加了翻边攻丝的质量要求;DKBA0.450.0040 REV1.0 质量成本管理部:肖春秀53994 质量成本管理部:盛辉21628、周伟16271结构平台开发部:郑玲15593MQE:陈军17658TQC:马宝兴39736新归档目录1.技术要求 (6)1.1.外观及表面状态一般要求 (6)1.1.1.零件的毛刺面朝向要求 (6)1.1.2.冲裁类平板零件圆角要求 (6)1.1.3.零件上止裂孔、工艺槽要求 (7)1.1.4.弯曲零件未注圆角R要求 (7)1.1.5.翻边攻丝质量要求 (8)1.1.6.自铆质量要求 (9)1.1.7.零件表面的外观要求 (10)1.2.钣金冲压件毛刺的要求 (10)1.2.1.毛刺的高度定义 (10)1.2.2.结构件的毛刺区域分类 (10)1.2.3.钣金冲压件毛刺质量要求 (14)1.2.4.钣金冲压件的熔渣要求 (15)1.2.5.钣金冲压件的接刀痕的要求 (15)1.3.钣金冲压件公差要求 (15)1.3.1.公差要求 (15)1.3.2.钣金件冲压公差等级代号及数值 (16)1.3.3.其它说明 (20)2.检验规则 (22)2.1.检验类别 (22)2.1.1.一般检验 (22)2.1.2.补充检验 (22)2.2.检验原则 (22)2.3.检验规定 (22)图目录图 1 折弯件毛刺方向示意图 (6)图 2 平板件的尖角示意图 (6)图 3 止裂孔直径示意图 (7)图 4 工艺槽口示意图 (7)图 5 翻边攻丝示意图 (8)图 6 薄板连接用带锥台翻边攻丝孔结构示意图 (8)图 7 自铆连接示意图 (9)图 8 钣金件毛刺示意图 (10)图 9 户外机柜类A、B类区域判断示意图 (12)图 10 室内机柜类A、B类区域判断示意图 (13)图 11 插箱类A、B类区域判断示意图 (13)图 12 拉手条及面板等小五金类A、B类区域判断示意图 (14)图 13 盒式类A、B类区域判断示意图 (14)图 14 倒角高度示意图 (15)表目录表 1 平板件圆角半径r值 (6)表 2 普通翻边高度H值和螺纹最少反复打入次数 (8)表 3 薄板连接用带锥台翻边攻丝孔翻边高度H值和螺纹最少反复打入次数 (9)表 4 自铆参数表 (9)表 5 自铆连接点最小承力表 (9)表 6 毛刺高度的极限值 (15)表 7 钣金公差数值表 (16)钣金冲压件质量要求Specification For Sheet-metal Punching Part范围Scope:本规范规定了华为的钣金冲压件(表面处理前)的质量要求、检验规则。
DIN6930-2钢材质冲压件一般公差
:: 德国标准 1989年4月印刷,即使部分印刷,也只能经D I N钢材质冲压件一般公差第二部分柏林1000,Burggrafen大道6 Beuth(鲍伊特)出版DIN 6930第二部分 1989年4月,价格等级4社有限责任公司独家销售该标准79年9月合同号 0009平冲压件一般公差平冲压件只是用扁平产品通过切割(剪或切割刀具)制成,在DIN 8588里对切割方法已作了说明。
平冲压件长度尺寸一般公差表格1说明的极限公差适用于所有的长度尺寸,包括平冲压件直径,倒圆半径除外,倒圆半径在段里已作了特殊的规定。
表格1:除倒圆半径外,平冲压件长度尺寸极限公差平冲压件倒圆半径一般公差表格2:倒圆半径极限公差平冲压件角度尺寸一般公差平冲压件角度尺寸一般公差与长度实际尺寸无关,也就是说,在最大材料尺寸和最小材料尺寸的工件上都允许出现角度公差。
极限公差不限定形成角度的轴颈和面的形状误差。
表3:平冲压件的角度极限公差平冲压件同心性和对称性一般公差在DIN ISO 1101标准里,已对同心性公差和对称性定义以及图纸的标注作了规定。
同心度就同心度公差而言,采用的最大成形元件的额定尺寸是给定的,根据表格1中选择的精度和给定的扁平产品上下误差的差可求出额定尺寸。
例子:钻孔垫片内外轮廓的中心结构给定的额定尺寸图3:就同心度公差来说规定的额定尺寸当扁平产品厚度为2mm时,精确到m时,根据表1得出同心度为。
对称性就对称性公差而言,采用的最大成形元件的额定尺寸是给定的,根据表格1中选择的精度和给定的半成品上下误差的差可求出额定尺寸。
例子:直角板材面两个穿孔和一个孔的对称排列(参阅插图4)给定的额定尺寸图4:对称公差规定的额定尺寸当扁平产品厚度为1mm,精度为g时,根据表格1得出如下公差:孔的轴纵向对称公差为孔的轴对称公差以及穿孔中间面横向对称公差成形冲压件一般公差通过成形生产的冲压件,在生产过程中,经历了成型过程,比如弯曲成形,深拉延等,因此原因,它们是不平的。
冲压件尺寸公差标准
冲压件尺寸公差标准引言冲压件是一种常见的金属加工件,其尺寸精度直接影响到产品的质量和功能。
为了确保冲压件的尺寸符合设计要求,制定了一系列的尺寸公差标准。
本文将介绍冲压件尺寸公差标准的相关内容。
冲压件尺寸公差概述冲压件尺寸公差是指在制造过程中,由于加工误差和测量误差等因素导致的尺寸偏差。
尺寸公差标准是根据工程设计要求和实际生产情况制定的,旨在保证冲压件的尺寸精度,在一定范围内控制尺寸误差,以满足产品的功能和性能要求。
尺寸公差的分类尺寸公差可分为以下几种类型:1.全尺寸公差:即对冲压件的所有重要尺寸都给定公差,适用于尺寸间相互独立、互不影响的情况。
2.运动尺寸公差:适用于需要在冲压件之间保持一定运动间隙或配合间隙的情况,例如轴承孔、齿轮啮合等。
3.累积尺寸公差:适用于冲压件的多个尺寸之间存在相对位置关系的情况。
通过对各个尺寸公差进行叠加计算,确定最终的尺寸公差范围。
尺寸公差的表示方法尺寸公差通常用几何公差表示法进行标注,包括以下几种常见表示方法:1.不显示公差:当冲压件的尺寸公差比较宽松或者并不是非常关键时,可以不显示尺寸公差。
2.显示公差:对于重要尺寸和关键特征,应明确地显示尺寸公差,并使用几何公差符号进行标注。
3.波浪线公差:适用于表示某一尺寸在一定范围内可变动的情况,常用于表示配合公差。
4.不等箭头公差:适用于表示两个尺寸之间的关系,可以表示上下限或偏差。
尺寸公差标准的应用为了统一冲压件尺寸公差的标准,国际上制定了一系列的标准和规范,常用的标准有以下几种:1.ISO 2768标准:是一种全尺寸公差标准,适用于一般形状和尺寸的冲压件。
该标准规定了不同精度等级下的尺寸公差范围。
2.JIS标准:是日本产业标准的缩写,对冲压件尺寸公差进行了详细规定。
JIS标准根据冲压件的材料、形状、功能等因素进行分类,并制定了相应的尺寸公差标准。
3.DIN标准:是德国工业标准的缩写,对冲压件的尺寸公差进行了规范。
DIN标准同样根据冲压件的材料、形状、功能等因素进行分类,并提供了相应的尺寸公差标准。
五金冲压件技术要求标准

五金冲压件技术要求标准一、引言五金冲压件是指利用模具对金属材料进行冲压加工,制作各种形状的零部件,广泛应用于汽车、家电、机械设备等领域。
为了确保五金冲压件的质量稳定和生产效率,制定一套严格的技术要求标准是十分必要的。
二、材料要求1. 材料应选用优质金属材料,如冷轧板材、热轧板材等,符合国家标准。
2. 材料的厚度、硬度和强度应满足设计要求,并能够确保冲压加工后的产品符合强度和耐久性要求。
三、设计要求1. 模具设计应符合产品的结构要求,确保冲压件的几何形状、尺寸和孔位精度满足设计要求。
2. 充分考虑材料的拉伸变形特性和冲压时的应力分布,避免产生裂纹、翘曲等缺陷。
四、冲压工艺要求1. 冲床设备应具备稳定的性能和精度,确保冲压件的加工精度和表面质量。
2. 合理确定冲压工艺参数,如冲头压力、冲头速度、冲头行程和冲座间距等,以确保产品的成型质量和生产效率。
3. 对于复杂工件,应采用逐级成形或多工位冲压工艺,以确保产品的成形质量和精度。
五、质量控制要求1. 制定严格的产品质量检验标准,包括外观质量、尺寸精度、表面平整度、材料硬度等项目,保证产品的质量稳定。
2. 引入先进的检测设备和工艺控制手段,如光学测量仪、数控冲床等,以实现产品质量的在线监测和控制。
3. 建立完善的产品质量追溯体系,确保每一批产品都可以进行追溯和溯源,对质量问题进行追踪和处理。
六、环境保护要求1. 在生产过程中,严格遵守环保法律法规,减少废水、废气和废固体的排放。
2. 推广清洁生产技术,降低资源消耗和能耗,减少对环境的影响。
3. 加强废品回收和利用,减少对自然资源的浪费,实现循环经济发展。
七、安全生产要求1. 坚持安全第一的原则,加强安全生产管理,确保生产过程中不发生安全事故。
2. 提高员工的安全意识,加强安全培训,提供必要的劳动防护设备,保障员工的人身安全。
八、结论五金冲压件技术要求标准是确保产品质量和生产安全的重要保障,对企业的技术水平和管理能力提出了更高要求。
钣金冲压件质量要求

DKBA 华为技术有限公司内部技术规范DKBA0.450.0040 REV C钣金冲压件质量要求Specification For Sheet-metalPunching Part2012年07月30日发布 20012年09月1日实施华为技术有限公司Huawei Technologies Co., Ltd.版权所有侵权必究All rights reserved修订声明Revision declaration 本规范拟制与解释部门:整机工程部基础平台部本规范的相关系列规范或文件:无相关国际规范或文件一致性:无替代或作废的其它规范或文件:无相关规范或文件的相互关系:无目录1.技术要求 (7)1.1.外观及表面状态一般要求 (7)1.1.1.零件的毛刺面朝向要求 (7)1.1.2.冲裁类平板零件圆角要求 (7)1.1.3.零件上止裂孔、工艺槽要求 (7)1.1.4.弯曲零件未注圆角R要求 (8)1.1.5.翻边攻丝质量要求 (8)1.1.6.自铆质量要求 (10)1.1.7.零件表面的外观要求 (11)1.2.钣金冲压件毛刺的要求 (11)1.2.1.毛刺的高度定义 (11)1.2.2.结构件的毛刺区域分类 (11)1.2.3.钣金冲压件毛刺质量要求 (15)1.2.4.钣金冲压件的熔渣要求 (16)1.2.5.钣金冲压件的接刀痕的要求 (16)1.3.钣金冲压件公差要求 (16)1.3.1.公差要求 (16)1.3.2.钣金件冲压公差等级代号及数值 (17)1.3.3.其它说明 (21)2.检验规则 (22)2.1.检验类别 (22)2.1.1.一般检验 (22)2.1.2.补充检验 (22)2.2.检验原则 (22)2.3.检验规定 (22)图目录图 1 折弯件毛刺方向示意图 (7)图 2 平板件的尖角示意图 (7)图 3 止裂孔直径示意图 (8)图 4 工艺槽口示意图 (8)图 5 翻边攻丝示意图 (9)图 6 薄板连接用带锥台翻边攻丝孔结构示意图 (9)图 7 自铆连接示意图 (10)图 8 钣金件毛刺示意图 (11)图 9 户外机柜类A、B类区域判断示意图 (13)图 10 室内机柜类A、B类区域判断示意图 (14)图 11 插箱类A、B类区域判断示意图 (14)图 12 拉手条及面板等小五金类A、B类区域判断示意图 (15)图 13 盒式类A、B类区域判断示意图 (15)图 14 倒角高度示意图 (16)表目录表 1 平板件圆角半径r值 (7)表 2 普通翻边高度H值和螺纹最少反复打入次数 (9)表 3 薄板连接用带锥台翻边攻丝孔翻边高度H值和螺纹最少反复打入次数 (9)表 4 自铆参数表 (10)表 5 自铆连接点最小承力表 (10)表 6 毛刺高度的极限值 (15)表 7 钣金公差数值表 (17)钣金冲压件质量要求Specification For Sheet-metal Punching Part范围Scope:本规范规定了华为的钣金冲压件(表面处理前)的质量要求、检验规则。
冲压件尺寸精度质量要求
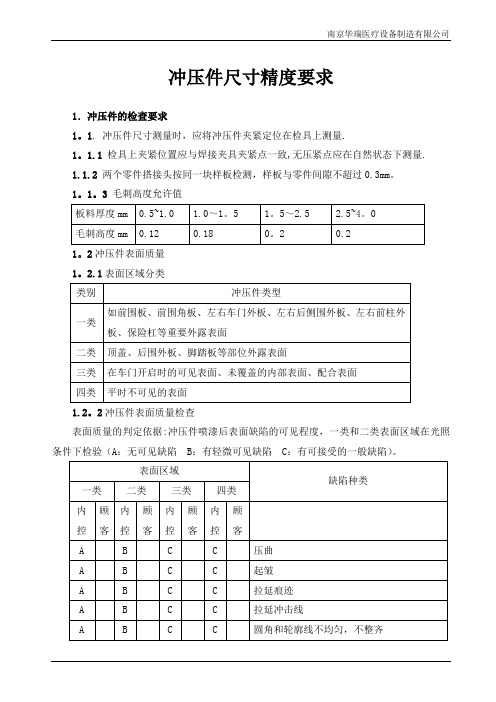
冲压件尺寸精度要求1.冲压件的检查要求1。
1. 冲压件尺寸测量时,应将冲压件夹紧定位在检具上测量.1。
1.1 检具上夹紧位置应与焊接夹具夹紧点一致,无压紧点应在自然状态下测量.1.1.2两个零件搭接头按同一块样板检测,样板与零件间隙不超过0.3mm。
1。
1。
3毛刺高度允许值1。
2冲压件表面质量1。
2.1表面区域分类1.2。
2冲压件表面质量检查表面质量的判定依据:冲压件喷漆后表面缺陷的可见程度,一类和二类表面区域在光照条件下检验(A:无可见缺陷 B:有轻微可见缺陷 C:有可接受的一般缺陷)。
1。
3.冲压件尺寸公差要求2. 冲压件未注公差尺寸的极限偏差2.1平冲压件长度L,直径D、d未注公差尺寸的极限偏差按表1规定.表1注:上表中如果是孔类其公差取正值;如果是轴类则取负值;若是非孔轴类则取正负值,此时其偏差数值取表中值之半。
2.2未注公差成形尺寸的极限偏差2.2。
1弯曲长度尺寸及拉延深度未注公差尺寸的极限偏差按表2规定。
表22。
2。
2加强筋、加强窝高度h未注公差尺寸的极限偏差按表3规定。
表32。
3未注公差圆角半径极限偏差2。
3.1冲裁圆弧半径R的极限偏差按表4规定。
表42.3.2两冲裁面构成的内部和外部尖角如图样上未注明要求时,按小于或等于料厚t取值。
2。
3。
3 未注公差成形圆角半径的极限偏差按表5规定表52.4。
未注公差的极限偏差2.4.1冲裁角度未注明公差尺寸的极限偏差按表6规定.表62.4。
2 弯曲角度未注明公差尺寸的极限偏差按表7规定表72。
5。
成形拉延件允许有局部材料变薄或增厚,变薄后的最小厚度为: t min =75%tt min —材料的的最小厚度,mm t —材料的公称厚度,mm2.6。
冲压件的孔心距、孔边距及孔组距未注公差尺寸的极限偏差。
2.6.1 带料、扁条料等材料冲孔对边缘距离未注公差尺寸的极限偏差按表8规定。
表82。
6.2 孔距公差及组孔间距未注公差尺寸的极限偏差按表9规定。
DIN6930_2钢材质冲压件一般公差
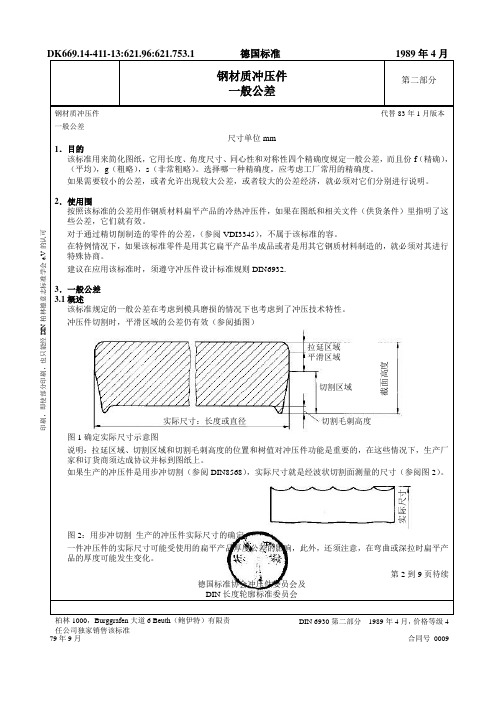
DK669.14-411-13:621.96:621.753.1 德国标准 1989年4月印刷,即使部分印刷,也只能经D I N 柏林德意志标准学会e .V 的认可钢材质冲压件 一般公差第二部分钢材质冲压件 代替83年1月版本一般公差尺寸单位mm1.目的该标准用来简化图纸,它用长度、角度尺寸、同心性和对称性四个精确度规定一般公差,而且份f (精确),(平均),g (粗略),s (非常粗略)。
选择哪一种精确度,应考虑工厂常用的精确度。
如果需要较小的公差,或者允许出现较大公差,或者较大的公差经济,就必须对它们分别进行说明。
2.使用围按照该标准的公差用作钢质材料扁平产品的冷热冲压件,如果在图纸和相关文件(供货条件)里指明了这些公差,它们就有效。
对于通过精切削制造的零件的公差,(参阅VDI3345),不属于该标准的容。
在特例情况下,如果该标准零件是用其它扁平产品半成品或者是用其它钢质材料制造的,就必须对其进行特殊协商。
建议在应用该标准时,须遵守冲压件设计标准规则DIN6932.3.一般公差 3.1概述该标准规定的一般公差在考虑到模具磨损的情况下也考虑到了冲压技术特性。
冲压件切割时,平滑区域的公差仍有效(参阅插图)拉延区域 平滑区域切割区域实际尺寸:长度或直径 切割毛刺高度图1确定实际尺寸示意图说明:拉延区域、切割区域和切割毛刺高度的位置和树值对冲压件功能是重要的,在这些情况下,生产厂家和订货商须达成协议并标到图纸上。
如果生产的冲压件是用步冲切割(参阅DIN8568),实际尺寸就是经波状切割面测量的尺寸(参阅图2)。
图2:用步冲切割 生产的冲压件实际尺寸的确定一件冲压件的实际尺寸可能受使用的扁平产品厚度公差的影响,此外,还须注意,在弯曲或深拉时扁平产品的厚度可能发生变化。
第2到9页待续德国标准协会冲压件委员会及 DIN 长度轮廓标准委员会任公司独家销售该标准DIN 6930第二部分 1989年4月,价格等级4 79年9月 合同号 0009截面高度实际尺寸3.2 平冲压件一般公差平冲压件只是用扁平产品通过切割(剪或切割刀具)制成,在DIN 8588里对切割方法已作了说明。
冲压件通用技术条件

冲压件通用技术条件1、技术要求1.1 原材料1.1.1 冲压件使用的原材料,需符合GB710-65《优质碳素结构钢薄钢板技术条件》、GB2517-81《一般结构用热连轧钢板和钢带》、GB2521-81《冷轧电工钢带》等有关金属材料标准的规定,并符合对材料的供货状态或其他方面的要求。
1.1.2 冲压件的原材料有质量说明书,它保证材料符合规定的技术要求。
当无质量说明书或因其他原因,冲压件生产厂可按需要选择原材料进行复验。
复验的主要项目和内容:1.1.2.1 外观检查:检验材料表面缺陷、污痕、外廓尺寸、形状和厚度以及表面粗糙度。
1.1.2.2 化学分析、金相检验:分析材料中化学元素的含量:判定材料晶粒度级别和均匀程度;评定材料中游离渗碳体、带状组织和非金属夹杂物的级别;检查材料缩孔、疏松等缺陷。
1.1.2.3 机械性能检验:检验材料的抗拉强度σb、屈服强度σs、屈服比σs/σb延伸率δ、断面收缩率ψ及洛氏硬度HRB等。
1.1.2.4 成形性能试验:对材料进行弯曲试验、杯突试验,测定材料的加工硬化指数n值和塑性应变比г值等。
关于钢板成形性能试验方法,可按薄钢板成形性能和试验方法的规定进行。
1.1.2.5 其他性能要求测定:对材料的电磁性能和对镀层、涂层的附着能力等的测定。
1.1.3 各类冲压件对材料的要求:在一般情况下,不同结构类型的冲压件对材料机械性能的要求见下表。
对于有复杂变形工序的冲压件,则对材料有更多的要求,如对加工硬化指数n值、塑性应变比г值和凸耳参数Δг值的要求等。
一般冲压件对材料的要求1.2.形状和尺寸冲压件的形状和尺寸需符合冲压件图样和技术文件的规定。
冲压件的形状和尺寸应注意到工艺限制,设计时需遵循JB4378-87《金属冷冲压件结构要素》的规定准则。
冲压件的形状和尺寸公差需符合JB4381-87《冲压剪切下料件公差》和JB4379-87《金属冷冲压件公差》的规定。
1.3 表面质量除冲切面外,冲压件表面状况要求与所用的板料一致。
冲压件检验通用标准
冲压件检验通用标准1.钢板厚度要求,根据图纸材料栏,允差不得超过0.1MM, 并逐步完善材料牌号2.喷塑件应注意初检颜色和光面或砂面程度,再检验喷塑质量,是否有堆塑,颗粒物,漏喷,过薄过厚现象;电镀件注意镀锌件的颜色是镀白还是镀彩,镀铬的光亮程度,以封样样品或色样作为标准。
缺陷判定应区别ABC面3. 检查沉孔个数和大小是否符合图纸,必要时用沉头螺钉比较是否符合装配要求4. 孔位检查: 用1:1图纸进行对比检查, 有技改的图纸注意检查是否技改到位,检查是否缺孔,多孔。
A3图幅的1:1图纸有失真,首次校对时应采用A4图纸,以后校对采用上次封样样品。
5. 孔径检查5.1对于生产量大的冲压件,应注意检查孔径大小,因为冲针可能磨损造成直径变小。
5.2对于轴承孔,应检验喷塑后尺寸是否符合图纸要求, 抽样用轴承座带轴承进行试套。
5.3对于螺丝孔,去除喷塑层后,M3的螺孔底孔,用2.5冲针可以轻松通过,用2.6冲孔较紧。
M4的螺孔底孔,用3.3冲针可以轻松通过,用3.4冲孔较紧。
螺纹底孔过紧造成攻丝困难,过松造成易滑丝!6.成形和冲压定位精度6.1接收板和灯架零件,要求对中性精度高,否则造成对管偏心,影响机器性能,两边对应尺寸相差不能超过0.1MM。
接收板小孔和长磁头大孔是两道冲出,应分别检验对中性6.2灯架是易变形零件,要求进出货放置整齐,避免变形,冲孔定位不得超出0.05MM,变形量不得超出0.2MM6.3 折弯直角度应不得超过3度。
6. 4以下是冲压件的工艺,质检人员应能判定哪道工艺出现问题左右板的工艺:落料—冲孔接收板的工艺:落料—冲小孔—成形—冲长磁头大孔灯架的工艺:落料—冲孔—成形后横档的工艺:落料—冲孔—成形手柄的工艺:落料—冲孔—去毛刺--成形备注:有些冲压件是落料和冲孔合为一道落料,以提高效率,降低成本7. 厂商标记:对于不同厂家生产的同一物料,一般有厂家区别记号,质检物料部门应能识别。
这类物料要求分开放置,左右板配套使用。
冲压件质量控制标准和管理办法

瑞鹄汽车模具有限公司冲压件质量控制标准和管理办法1、目的本标准旨在明确制造过程中对各种冲压件质量的描述、检验方法、判定标准、及对冲压件固有缺陷记录和使用标准,为制造过程质量检验提供依据。
2、范围本标准适用于本公司冲压科职责范围内生产的冲压件半成品和成品.3、术语3.1 关键冲压件对整车的结构、装配、生产工艺、使用性能、安全等方面有重要影响的冲压件.将这一类冲压件作为过程质量的关键环节去加以控制,列为关键冲压件.(由客户提供各车型的关键冲压件清单,形成《关键冲压件清单》.)3.2 固有缺陷针对前期产品开发过程中,因技术规划及设计等原因导致的冲压件存在一些工艺上无法彻底整改的缺陷.冲压科与质保部结合客户的意见对这些缺陷进行固化和稳定.4、冲压件质量检验标准制定原则一个车身上的冲压件大概有300—600 个,但每个冲压件的质量要求是不一样的。
为了在提高整车质量的同时要充分考虑到生产技术条件和质量成本等因素,以便能够充分提高整车生产的综合效能。
因此,制定冲压件的质量检验标准需要结合生产工艺技术条件和车身的使用性能等要求,对不同类别的冲压件制定相应的质量标准.4.1 根据冲压件在车身上功能尺寸等作用分为:关键件和非关键件。
4。
2 根据冲压件在车身上的位置不同及客户的可视程度分为:A、B、C、D 四个区域。
4。
3 根据冲压件上孔在车身装配及工艺要求分为:一般孔、定位孔、装配孔.4。
4 根据冲压件上料边在车身焊接、压合等工艺要求分为:一般料边、压合料边、焊接料边。
5、冲压件在整车上分区定义如下图所示:汽车分四个区域:两个外区和两个内区.5。
1 外1 区(A区)车身腰线装饰条或防擦条的下边线、前翼\后翼轮罩边线等以上部位,不包括当车身前后风挡玻璃上边缘离地高度大于1700mm 的车型的顶盖和天窗区域。
5.2 外1 区(B区)车身腰线装饰条或防擦条的下边线、前翼\后翼轮罩边线等以下部位.车身前后风挡玻璃上边缘离地高度大于1700mm的车型的顶盖和天窗区域。
冲压件尺寸公差

FJC 选用 M级
公差等级
m ±1.00 ±2.00 ±1.20 ±2.40 ±2.00 ±3.00 >30 +5.00 -2.00 c ±1.20 ±2.40 ±1.50 ±3.00 ±2.40 ±3.50 v
基本尺寸
大于 0.5 3 6 至 3 6 30
材料厚度
大于 1 4 4 至 1 4 4 4 -
FJC冲压件图纸设计指导参考值
料厚/公差/尺寸
1-12 12-25 26-63 63-160 0.1 0.2 0.3 0.4 0.2 0.3 0.4 0.5 0.3 0.4 0.5 0.7 0.4 0.5 0.7 0.9
160-400 0.5 0.7 0.9 1.1
400-1000 0.7 0.9 1.2 1.4
冲压概述
2. 公司冲压件举例
冲压工艺
冲压工序
分离工序
•落料 •冲孔 •修边 •分离
成形工序
复合工序
•拉延/拉深 •翻边 •整形 •翻孔 •弯曲
冲压工艺 1.分离工序 板料在外力作用下沿一定的轮廓线分离而获得一定形状、尺寸和切断面的 成品和半成品。 分离条件:变形材料内部的应力超过强度极限σ b。 1.1落料:用冲模沿封闭曲线冲切,冲下部分是零件。用于制造各种形状的平件。
b。
2.1拉延:把板料毛坯成形制成各种开口空心零件。 2.2翻边:把板料或半成品的边缘沿一定的曲线按一定的曲率成形成竖立的边缘。 2.3整形:为了提高已成形零件的尺寸精度或获得小的圆角半径而采用的成形方法。 2.4翻孔:在预先冲孔的板料或半成品上或未经冲孔的板料制成竖立的边缘。 2.5弯曲:把板料沿直线弯成各种形状,可以加工形状极为复杂的零件。
图纸
技术要求: 1.包括公差在内的零件要求以图纸为准,未 注尺寸参考三维数据。 2.未注尺寸公差执行GB/T 15055-2007m级。 3.毛刺高度按JB/T 4129-1999m级。 4.托架零件,材料为08钢,料厚3mm,中批 量生产,要求表面无划痕,孔不允许严重 变形。
钣金冲压件高质量要求
DKBA 华为技术有限公司内部技术规范DKBA0.450.0040 REV C钣金冲压件质量要求Specification For Sheet-metalPunching Part2012年07月30日发布 20012年09月1日实施华为技术有限公司Huawei Technologies Co., Ltd.版权所有侵权必究All rights reserved修订声明Revision declaration 本规范拟制与解释部门:整机工程部基础平台部本规范的相关系列规范或文件:无相关国际规范或文件一致性:无替代或作废的其它规范或文件:无相关规范或文件的相互关系:无目录1.技术要求 (6)1.1.外观及表面状态一般要求 (6)1.1.1.零件的毛刺面朝向要求 (6)1.1.2.冲裁类平板零件圆角要求 (6)1.1.3.零件上止裂孔、工艺槽要求 (6)1.1.4.弯曲零件未注圆角R要求 (7)1.1.5.翻边攻丝质量要求 (7)1.1.6.自铆质量要求 (9)1.1.7.零件表面的外观要求 (10)1.2.钣金冲压件毛刺的要求 (10)1.2.1.毛刺的高度定义 (10)1.2.2.结构件的毛刺区域分类 (10)1.2.3.钣金冲压件毛刺质量要求 (14)1.2.4.钣金冲压件的熔渣要求 (15)1.2.5.钣金冲压件的接刀痕的要求 (15)1.3.钣金冲压件公差要求 (15)1.3.1.公差要求 (15)1.3.2.钣金件冲压公差等级代号及数值 (16)1.3.3.其它说明 (20)2.检验规则 (21)2.1.检验类别 (21)2.1.1.一般检验 (21)2.1.2.补充检验 (21)2.2.检验原则 (21)2.3.检验规定 (21)图目录图 1 折弯件毛刺方向示意图 (6)图 2 平板件的尖角示意图 (6)图 3 止裂孔直径示意图 (7)图 4 工艺槽口示意图 (7)图 5 翻边攻丝示意图 (8)图 6 薄板连接用带锥台翻边攻丝孔结构示意图 (8)图 7 自铆连接示意图 (9)图 8 钣金件毛刺示意图 (10)图 9 户外机柜类A、B类区域判断示意图 (12)图 10 室内机柜类A、B类区域判断示意图 (13)图 11 插箱类A、B类区域判断示意图 (13)图 12 拉手条及面板等小五金类A、B类区域判断示意图 (14)图 13 盒式类A、B类区域判断示意图 (14)图 14 倒角高度示意图 (15)表目录表 1 平板件圆角半径r值 (6)表 2 普通翻边高度H值和螺纹最少反复打入次数 (8)表 3 薄板连接用带锥台翻边攻丝孔翻边高度H值和螺纹最少反复打入次数 (8)表 4 自铆参数表 (9)表 5 自铆连接点最小承力表 (9)表 6 毛刺高度的极限值 (14)表 7 钣金公差数值表 (16)钣金冲压件质量要求Specification For Sheet-metal Punching Part范围Scope:本规范规定了华为的钣金冲压件(表面处理前)的质量要求、检验规则。
冲压件检验标准(会签版)
质量作业文件编号:BAICYX/QW028版次:A冲压件检验标准编制审核批准2013年月日发布2113年月日生效北汽银翔汽车公司发布1 目的本标准旨在明确在整车开发和后期制造过程中对各种冲压件质量的描述、检验方法、判定标准以及对冲压件固有缺陷的记录和使用标准,为制造过程和入库质量检验提供依据。
2 适用范围本标准适用于北汽银翔汽车有限公司开发的所有冲压件的检验。
3 术语和定义3.1 关键冲压件对整车的结构、装配、生产工艺、使用性能、安全等方面有重要影响的冲压件,将这一类冲压件作为过程质量的关键环节加以控制,列为关键冲压件。
3.2 固有缺陷针对前期产品开发过程中,因技术、工装及设计等原因导致的冲压件存在的一些工艺上无法彻底整改的缺陷,制造过程中需对这些缺陷进行固化和稳定。
3.3 冲压件分类3.3.1 根据冲压件在车身上功能尺寸等作用分为:关键件和非关键件。
3.3.2 根据冲压件在车身上的位置不同及客户的可视程度分为:A 、B 、C、D 四个区域。
3.3.3 根据冲压件上孔在车身上的装配及工艺要求分为:一般孔、定位孔、装配孔。
3.3.4 根据冲压件上料边在车身焊接、扣合等的工艺要求分为:一般料边、焊接料边、扣合料边。
3.4 冲压件在整车上的分区定义3.4.1 A 区车身腰线装饰条或防擦条的上边线、前翼/后翼轮罩边线等以上部位,但不包含车身前后挡风玻璃上边缘的顶盖和天窗区域。
3.4.2 B 区车身腰线装饰条或防擦条的下边线、前翼/后翼轮罩边线等以下部位,车身前后挡风玻璃上边缘的顶盖和天窗区域。
3.4.3 C 区打开车门上车时能看到的部位;坐在司机或乘客座位上,关上车门后能看得见的部位;车身发动机盖、行李盖打开后看得见区域;天窗窗框,油箱加注孔入口等区域。
3.4.4 D 区除A 、B 、C 三个可视区域,车身上被内饰件等覆盖的、客户一般所不能察觉和发现的部位。
3.5 冲压件质量缺陷类型3.5.1 外观缺陷包括:裂纹、缩颈、坑包、变形、麻点、氧化、锈蚀、材料缺陷、起皱、毛刺、拉伤、压痕、划伤、圆角不顺、叠料及其他。
冲压件通用技术条件
冲压件通用技术条件1、技术要求1.1 原材料1.1.1 冲压件使用的原材料,需符合GB710-65《优质碳素结构钢薄钢板技术条件》、GB2517-81《一般结构用热连轧钢板和钢带》、GB2521-81《冷轧电工钢带》等有关金属材料标准的规定,并符合对材料的供货状态或其他方面的要求。
1.1.2 冲压件的原材料有质量说明书,它保证材料符合规定的技术要求。
当无质量说明书或因其他原因,冲压件生产厂可按需要选择原材料进行复验。
复验的主要项目和内容:1.1.2.1 外观检查:检验材料表面缺陷、污痕、外廓尺寸、形状和厚度以及表面粗糙度。
1.1.2.2 化学分析、金相检验:分析材料中化学元素的含量:判定材料晶粒度级别和均匀程度;评定材料中游离渗碳体、带状组织和非金属夹杂物的级别;检查材料缩孔、疏松等缺陷。
1.1.2.3 机械性能检验:检验材料的抗拉强度σb、屈服强度σs、屈服比σs/σb延伸率δ、断面收缩率ψ及洛氏硬度HRB等。
1.1.2.4 成形性能试验:对材料进行弯曲试验、杯突试验,测定材料的加工硬化指数n值和塑性应变比г值等。
关于钢板成形性能试验方法,可按薄钢板成形性能和试验方法的规定进行。
1.1.2.5 其他性能要求测定:对材料的电磁性能和对镀层、涂层的附着能力等的测定。
1.1.3 各类冲压件对材料的要求:在一般情况下,不同结构类型的冲压件对材料机械性能的要求见下表。
对于有复杂变形工序的冲压件,则对材料有更多的要求,如对加工硬化指数n值、塑性应变比г值和凸耳参数Δг值的要求等。
一般冲压件对材料的要求1.2.形状和尺寸冲压件的形状和尺寸需符合冲压件图样和技术文件的规定。
冲压件的形状和尺寸应注意到工艺限制,设计时需遵循JB4378-87《金属冷冲压件结构要素》的规定准则。
冲压件的形状和尺寸公差需符合JB4381-87《冲压剪切下料件公差》和JB4379-87《金属冷冲压件公差》的规定。
1.3 表面质量除冲切面外,冲压件表面状况要求与所用的板料一致。
冲压件零件质量判定标准

冲压件零件质量判定标准1冲压件在整车上的分区定义1.1外观评价区域定义:根据冲压件在车身所处位置划分为三个区域。
1区:能直接被人发现缺陷的整车内外表面称为1区。
该区的缺陷严重影响整车外观质量。
比如:1)侧围外板、翼子板、车门外表面、发动机罩外表面、后背门外表面、高度低于170cm的顶盖外表面;2)皮卡车型货箱外漏A面区域;2区:不能直接被人发现缺陷或须稍加注意才能发现缺陷的整车内外表面称为2区。
该区的缺陷对整车外观质量有较大影响。
比如:1)“五门一盖”、油箱盖打开后能看到的,无覆盖物的内表面;2)皮卡车型顶盖“上”表面;3)厢式车裙部以下的外表面、轮罩下面的可见部分;3区:所有被其它零件覆盖住的整车内外表面,以及在车辆使用过程中很少或短时间内不易看到的整车内外表面称为3区。
该区的缺陷对整车外观质量影响较小。
比如:1)所有不可见的内外表面;2)厢式车、卡车顶盖上表面、门槛下面部分;3)皮卡车货箱内表面。
2冲压件外观缺陷等级和分类将冲压件缺陷分为A、B、C类三个等级,其缺陷分值越高,代表缺陷越严重2.1按严重度和缺陷识别手段定义:A类问题是指在800Lux的光线下能够目视发现的凸凹点(痕)、划伤、棱线清晰、过渡圆滑、外露部分无走料痕迹等问题。
B类问题是指在800Lux的光线下目视不出,但可以通过手感感觉出的凸凹点(痕)。
C类问题是指手感无法感觉出,但通过油石打磨零件表面可以发现的凸凹点(痕)。
2.2从客户角度及AUDIT缺陷分值定义:表1:冲压件AUDIT缺陷类型及分值定义3冲压件外观质量判定标准3.1冲压件外观缺陷判定标准通过对外观冲压件表面质量进行检验,识别表面缺陷类型,并根据在车身的分区和缺陷的严重程度进行分级、扣分,并最终确定外观冲压件的AUDIT等级。
3.1.1包/坑:表面上的突出(包),凹陷(坑,凹坑)3.1.2褶皱、冲击线、滑移线:在立延过程中产生的缺陷,具有不规则的现象。
(拉延褶皱、滑移线、冲击线)Z I Z II Z III Z U3.1.7剪切毛刺:零件在切边或冲孔时产生的毛刺。
冲压件工艺质量执行规定
冲压件工艺质量执行标准一目的为了规范和统一冲压件设计和检验依据,根据本公司产品的特点,结合国家标准和汽车行业标准特制定本标准。
本标准作为设计、工艺和检验部门工作的依据,如生产出的零件超出本标准的规定,而对汽车的装配、使用无影响者,可以让步接收但需要做仲裁检验时,仍应符合本标准规定。
二范围适用于全部冲压件。
三引用标准GB/T 1804-79 《一般公差、线性尺寸的未注公差》(IT12-IT18)GB/T 15055-94 《冲压件未注公差尺寸极限偏差》QC/T 268-1999 《汽车冷冲压加工零件未注公差尺寸的极限偏差》主要参考文献:1.《汽车标准汇编第五卷转向车轮其他-中华人民共和国汽车行业标准汽车冷冲压加工零件未注公差尺寸的极限偏差(QC/T 268—1999)》中国汽车技术研究中心汽车标准化研究所编制–长春:中国汽车技术研究中心汽车标准化研究所出版 20002.《中国模具设计大典第三卷冲压模具设计》中国机械工程学会中国模具设计大典编委会-南昌:江西科学技术出版社 2003.13.《中国机械工业标准汇编冲压模具卷(上)》中国标准出版社全国模具标准化技术委员会编-北京:中国标准出版社 1998.12四具体内容1.冲压件未注尺寸公差的极限偏差1.1. 冲裁零件的长度、直径尺寸偏差要求:(孔取正直,轴取负值,偏差数值取表中孔取正直,轴取负值,偏差数值取表中值一倍)②零件按正常工艺加工,若由于弹性翘曲所引起的偏差超过上表的偏差值时,只要能保证装配,仍是允许的。
2. 冲压件的形位公差2.1.冲压件的平面度公差等于有关表面最大轮廓尺寸的0.5%,但最大不得超过10mm。
2.2. 冲裁件落冲环形零件的同轴度公差等于外直径的公差值。
2.3. 冲裁件对穿孔的同轴度公差等于孔径的公差值。
2.4. 冲裁件对称度公差等于构成对称要素中较大尺寸的尺寸公差值。
2.5. 弯曲件的平行度公差等于弯曲长度的公差值。
2.6. 成型件的同轴度公差等于外直径的公差值。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
冲压件尺寸精度要求
,・冲压件的检査要求
“冲压件尺寸测量时,应将冲压件夹紧定位在检具上测量。
绅检具上夹紧位置应与焊接夹具夹紧点一致,无压紧点应在自然状态下测量。
W两个零件搭接头按同一块样板检测,样板与零件间隙不超过•心。
W毛刺高度允许值
"冲压件表面质量
3表面区域分类
3冲压件表面质量检查
表面质量的判定依据:冲圧件喷漆后表面缺陷的可见程度,一类和二类表面区域在光照条件下检验(淇:无可见缺陷耶:有轻微可见缺陷c:有可接受的一般缺陷)。
.冲压件未注公差尺寸的极限偏差
X平冲压件长度S 直径3、6未注公差尺寸的极限偏差按表、规定。
表、
此时其偏差数值取表中值之半。
«未注公差成形尺寸的极限偏差
4弯曲长度尺寸及拉延深度未注公差尺寸的极限偏差按表「规定。
表.
加强筋、加强窝高度$未注公差尺寸的极限偏差按表,规定。
表》
2未注公差圆角半径极限偏差
V冲裁圆弧半径淤的极限偏差按表一规定。
3两冲裁面构成的内部和外部尖角如图样上未注明要求时,按小于或等于料厚’取值。
3未注公差成形圆角半径的极限偏差按表,规定
表9
M未注公差的极限偏差
M J中裁角度未注明公差尺寸的极限偏差按表$规定。
表$
屮弯曲角度未注明公差尺寸的极限偏差按表「规定
7
M成形拉延件允许有局部材料变薄或增厚,变薄后的最小厚度为:
匕—材料的的最小片度,朴
f—材料的公称厚度,祁
U冲压件的孔心距、孔边距及孔组距未注公差尺寸的极限偏差。
皿带料、扁条料等材料冲孔对边缘距离未注公差尺寸的极限偏差按表$规定。
t
0孔距公差及组孔间距未注公差尺寸的极限偏差按表9规定。
表9
表“
注:①对不同直径孔的孔距极限偏差,3按直径的算术平均值确定。
②零件按正常工艺加工,若由于弹性翘曲所引起的偏差超过表3的偏差值时,只要能保证装配,仍是允许的。
叫翘曲尺寸公差按表"规定
H
护冲压件的毛刺高度的极限值按表U规定。
表U
M.冷冲压件的形位公差
…冷冲压件的平面度公差等于有关表面最大轮廓尺寸的皿,但最大不得超过
6冷冲压件两件切面的平行度公差为其距离尺寸公差的曲。
⑷对穿孔的同轴度公差等于孔径'的公差值,检验时按相关公差测量。
比条料面冷弯型材的扭转。
用剪切的条料和用条料压弯成的型材或零件每“5长度其扭转不得大于心
r表面质量要求
"本规定只限于图纸上尺寸未做要求的尺寸,图纸上尺寸有明确要求的,仍需按图纸尺寸要求执行。
令引用标准
G B / T吓一的《冲压件未注尺寸的极限偏差》G B / T隔一皿一般公差、线性尺寸
的未注公差。